

Заточка
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.

Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.
При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Совет! Не рекомендуется эксплуатировать резец до полного затупления режущей кромки.
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.
Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.
Важно!
Зазор между подручником и абразивным кругом допускается не более 3 мм.
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.
Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
Как изготовить резец своими руками для токарного станка по дереву
Многие мастера столярного дела отдают предпочтение самодельным токарным резцам по дереву. Поэтому зачастую делают инструменты самостоятельно, а не приобретают фабричные изделия. Конечно, инструмент изготовленный в заводских условиях отвечает всем нормам, поскольку при его изготовлении соблюдаются технические характеристики и требования по безопасности труда, однако при правильно подходе можно сделать резцы, которые ничем не будут уступать фирменным.
Основной сложностью начального этапа изготовления является правильный подбор заготовок.
Кроме того, какой твердостью должна обладать режущая кромка важно учитывать и способ крепления инструмента в державку. Благодаря этому компоненту осуществляется фиксация инструмента
В связи с этим важно учитывать значение габаритных размеров.
Следующий момент — это подбор заготовительных материалов. В идеальном варианте лучше всего применять заготовки из инструментальной стали, но недостатком для их обработки в домашних мастерских является твердость материала. Из-за этого в основном применяется ряд подручных материалов, которые закаляются после предварительных видов обработки.



Как утверждают многие профессиональные домашние мастера, чтобы изготовить качественный резец своими руками подойдет использование следующих заготовок:
рашпилей или напильников. Зачастую обработка проводится с уже изношенными инструментами, утративших свое первоначальное состояние
Важно перед этим проверить, чтобы на материале отсутствовали трещины и существенные сколы;
стальных арматурных прутков. Мастера рекомендуют использовать модели у которых квадратное сечение и исходные размеры, не сильно отличаются от заводских;
автомобильных рессор
Главной сложностью является первичная обработка, поскольку заготовке необходимо будет придать прямоугольную форму, используя автоген или сварочный аппарат.

После того, как была обеспечена нужная форма будущему инструменту выполняют его первичную заточку. После заточки проводится закаливание режущей кромки. Чтобы провести данную операцию кромку резца необходимо разогреть до температуры накала (покраснения метала), после чего остудить в машинном масле, опусти туда резец.
В процессе самостоятельного изготовления режущих инструментов важно знать:
- что при меньшем размере рабочей части, гораздо сложнее и проблематичнее удерживать его в процессе точения. Длиной размер должен обеспечиваться полноценным захватом кистью, плюс упоры на подлокотниках, плюс расстояния от подлокотников к заготовкам, плюс запасы на износы и затачивания. Поэтому первоначальной длиной рабочих частей должны быть размеры не менее 200 мм, но и размеры, превышающие 400 мм, вызывают неудобства от рабочего процесса. Оптимальной длиной считает показатель 200-300 мм;
- чем более короткий размер хвостовика, тем вероятнее, что он может быть вырван из рукояти. На основе этого, при изготовлении режущего инструмента изготавливаемого из напильника или рашпиля, размер хвостовика удлиняется в минимум в 1,5 раза;
- чем более тонкая и узкая рабочая часть инструмента, тем вероятнее его повреждение при обработке заготовки при обтачивании. Из-за этого на начальной стадии обтачивания, когда у заготовки отсутствует абсолютная цилиндрическая форма и возникает биение по поверхности лезвия, а также при большом диаметре, когда у силы резания большие значения, следует использовать резцы с достаточным значением толщины.
- токарный резец по дереву должен быть оснащен рукояткой, которая не меньше 250 мм. Если ее размеры будут существенно меньшими, то при точении резец будет трудно удержать в руке, что повлечет за собой плохое качеств обработки.

Чтобы предотвратить возможные опасные ситуации проверять качество работы с использованием самодельных инструментов нужно на мягкой породе дерева. После обтачивания незначительной части заготовки нужно проверить насколько сохранена изначальная геометрия резца.
Основы рабочего процесса
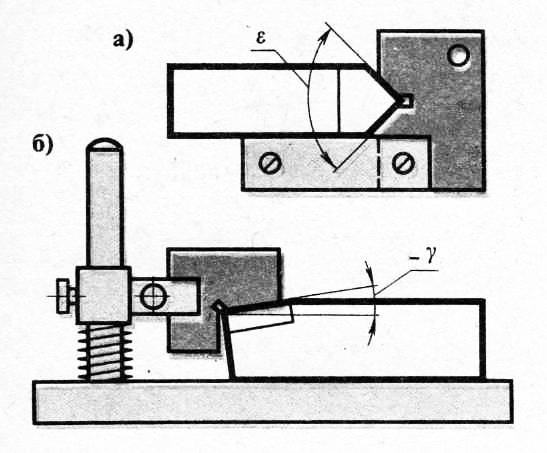
Заточка резцов – общие рекомендации
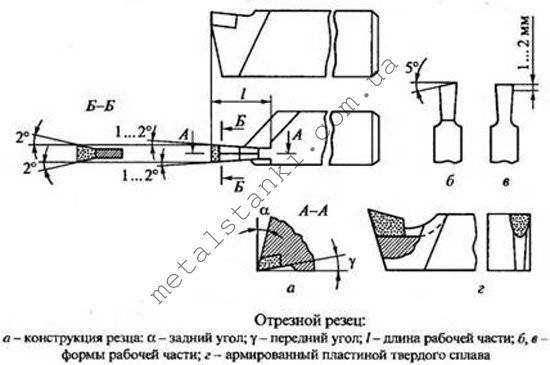
От качественной заточки напрямую зависит эффективность работы резца, а также сила реза и общий срок эксплуатации. Для токарной оснастки принято затачивать обе ее кромки. Очинивание совершается в несколько шагов, отдельно для каждой рабочей режущей поверхности. Процесс начинается с задней части – оператор должен обработать заднюю поверхность примерно под 5-градусным углом. Далее следует обточить тыльную плоскость режущей кромки. Затачиваемый угол для задней пластины должен превышать задний угол реза в районе двух градусов. После обточки режущей и задней частей, оператор должен сформировать окончательный режущий угол посредством доводки. Передняя часть должна быть также обточена по вышеописанному алгоритму. Стоит помнить, что угол на передней часть резца должен создаваться посредством двойного обтачивания или же с помощью доводки. Рабочий край, по которому осуществляется очинивание, должен располагаться на параллельной прямой со шлифующей поверхностью.
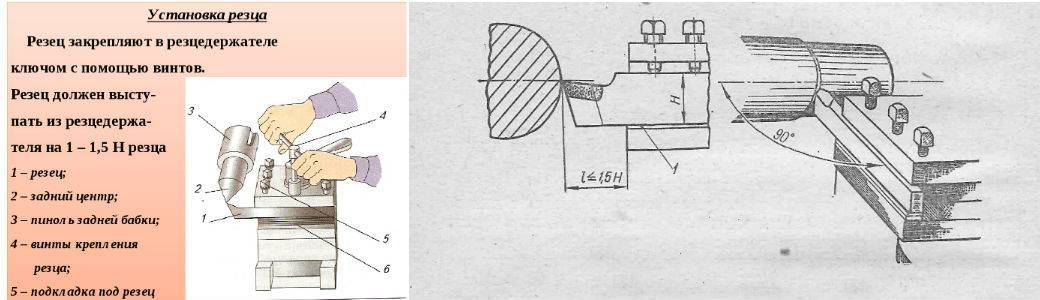
Установка резца
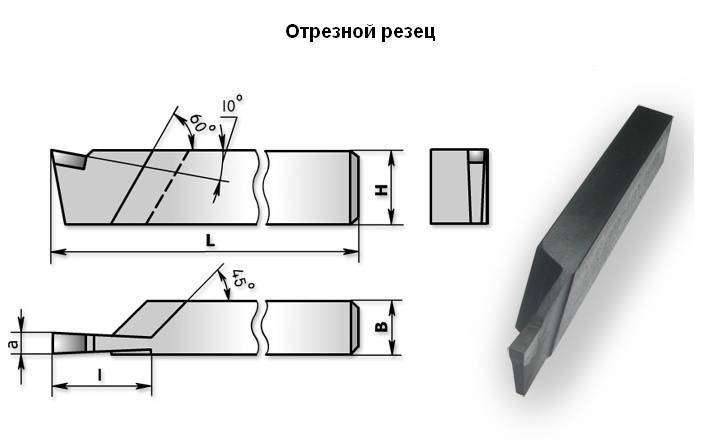
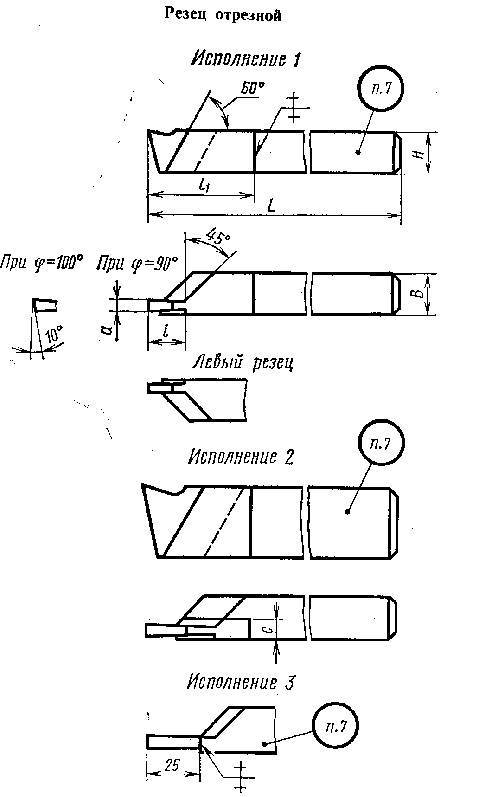
В целях надлежащего выполнения процедуры отрезания и дабы пресечь повышенный износ пластины для резки, а также для обеспечения качественной обработки торца после обрезания, стоит выставить резец в полностью перпендикулярном положении по отношении к обрабатываемому изделию Кроме прочего, он должен устанавливаться напротив вращательной оси, при вертикальном отклонении не больше 0,1 миллиметра в обе стороны. Размещение режущего края даже на малую долю десятых миллиметра повыше, способно привести к излому лезвия, а при пониженной установке – на заготовке может образоваться несрезанный уступ. Отрезку следует осуществлять в максимальной близости к кулачкам патрона, применяя резец по минимальному вылету. Для комфортной обработки твердых материалов посредством настольных станков, нужно использовать инвертированные или пружинные инструменты.
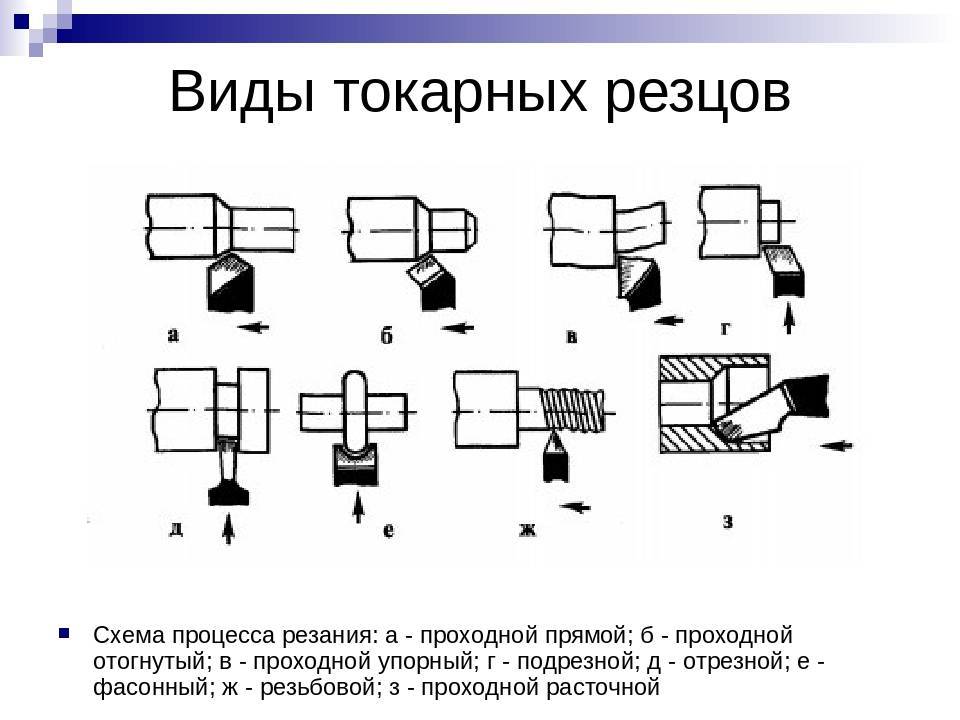
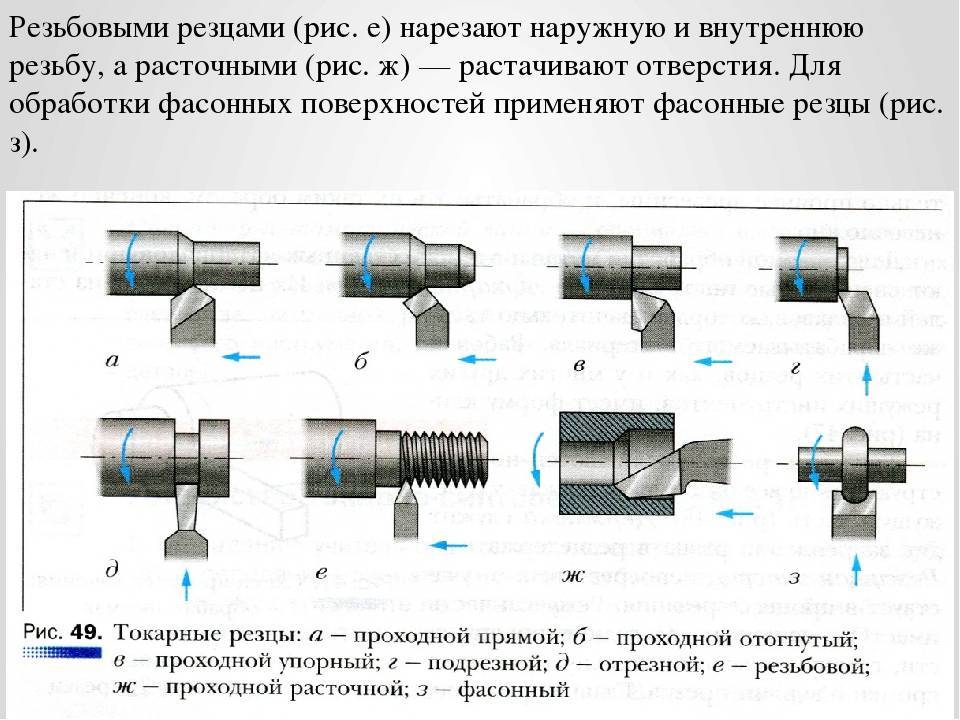
Виды токарных резцов по металлу
В статье мы рассмотрим весь спектр токарных резцов по металлу и определим назначение и особенности каждого из них
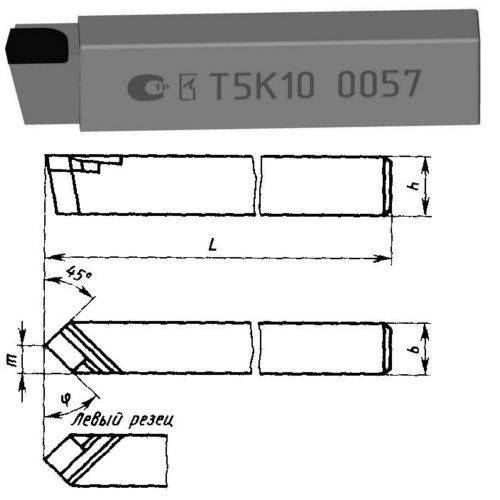
Важное уточнение: к какому бы типу ни относились резцы, в качестве материала их режущих пластин используются определенные марки твердых сплавов: ВК8, Т5К10, Т15К6, значительно реже Т30К4 и др
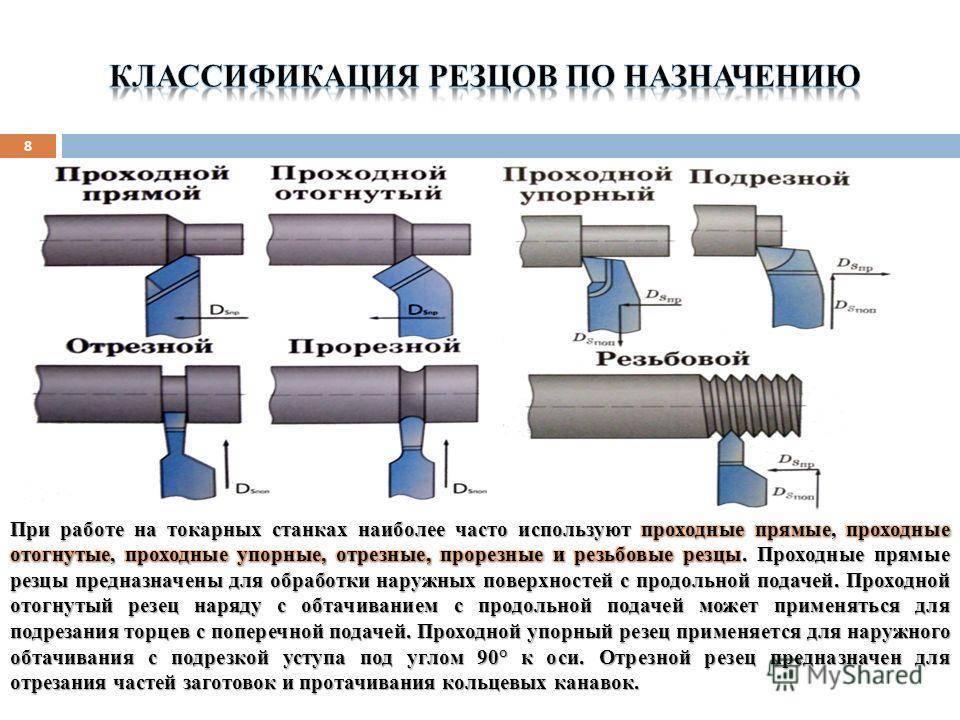
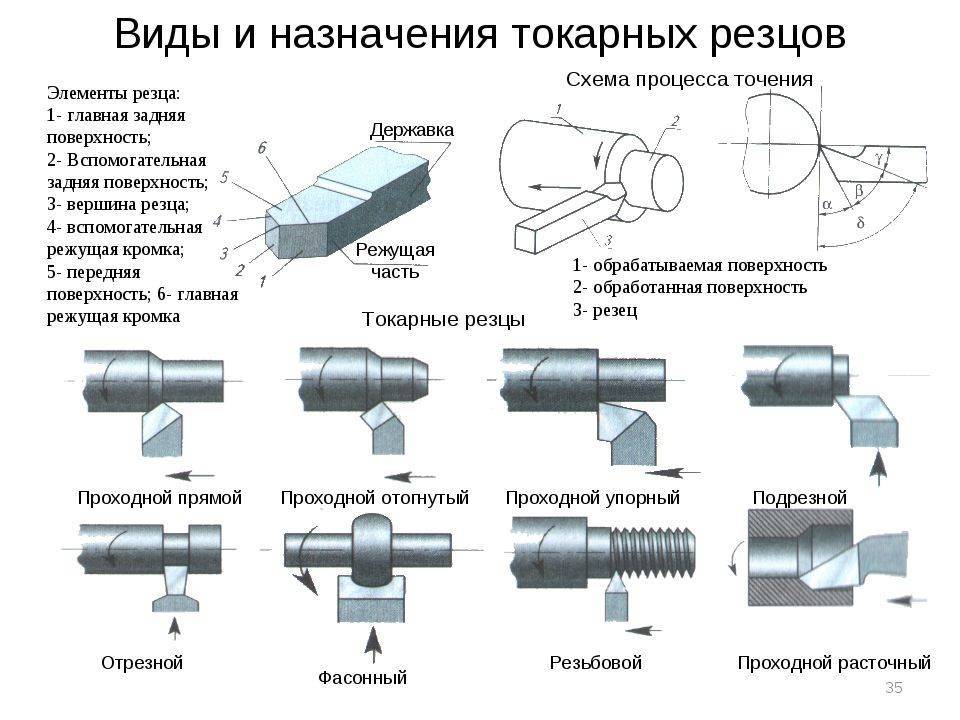
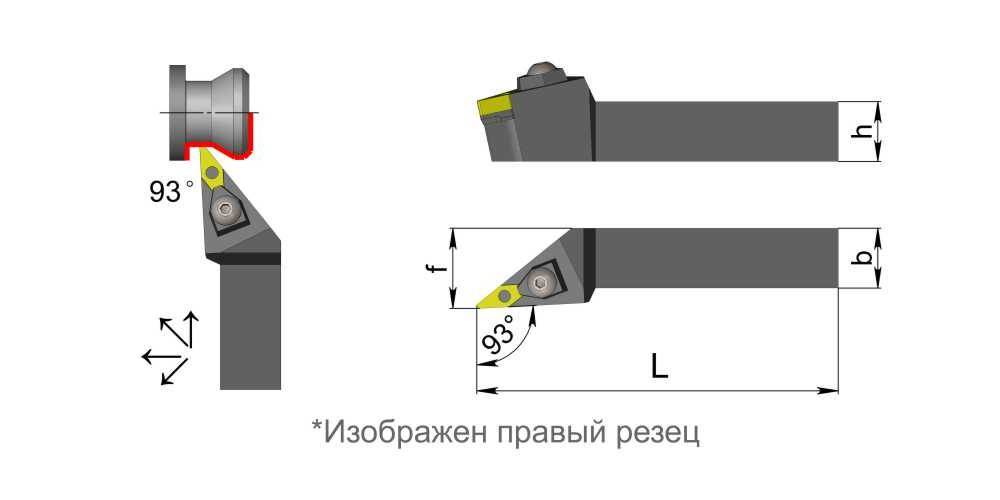
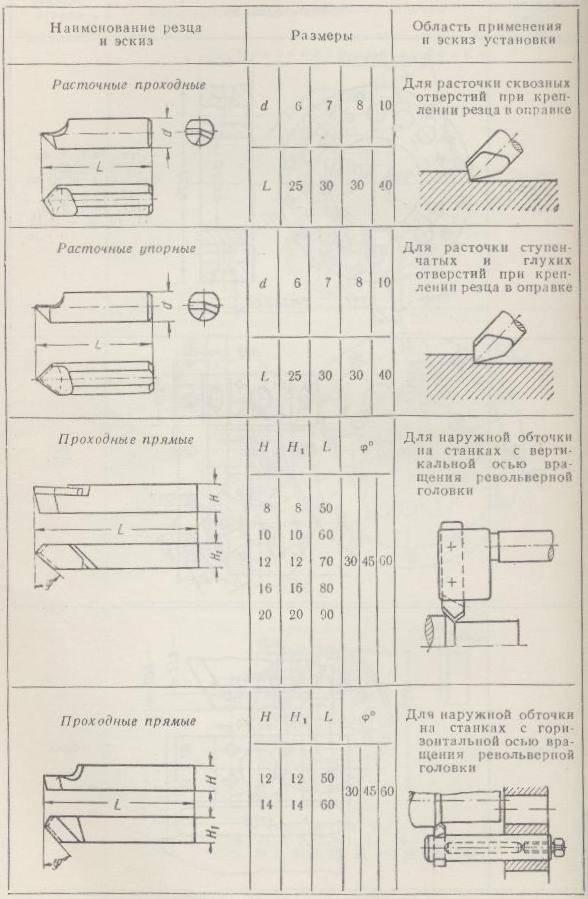
Проходные прямые резцы
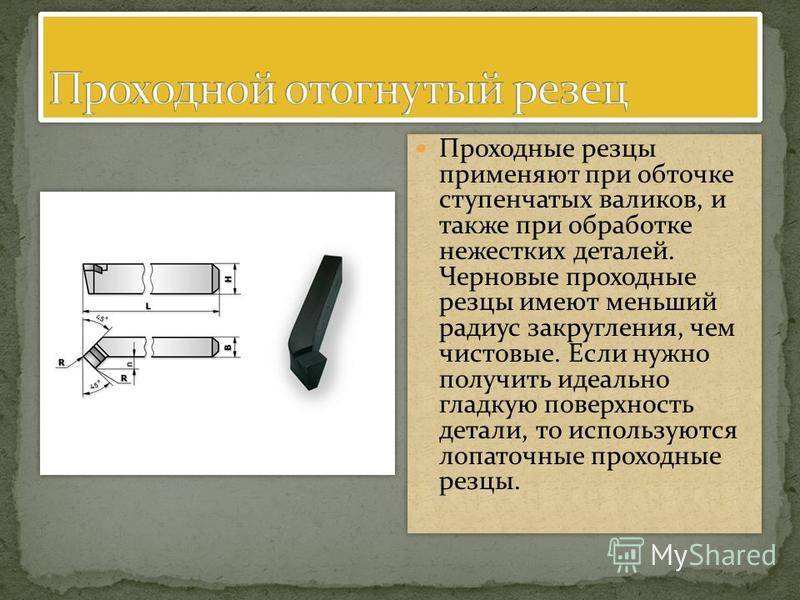
Используют инструмент с прямой рабочей частью для решения тех же задач, что и резцы отогнутого типа, но он менее удобен для снятия фасок. В основном таким инструментом для токарного станка по металлу (к слову, не получившим широкого распространения) обрабатывают внешние поверхности цилиндрических заготовок.


Проходные прямые резцы
Державки таких резцов для токарного станка выполняются в двух основных типоразмерах:
- прямоугольная форма – 25х16 мм;
- квадратная форма – 25х25 мм (изделия с такими державками используются для выполнения специальных работ).
Такие типы резцов, рабочая часть которых может быть отогнута в правую или левую сторону, используют для обработки на токарном станке торцевой части заготовки. С их помощью также снимают фаски.
Рабочие режимы
Режим резания определяется несколькими факторами, основные среди которых – расточка инструмента, тип материала, диаметр углубления. Так, на основе диаметра резец для расточки цилиндров монтируют выше центра либо ниже. Резец для глухих отверстий во избежание образования в торце бобышек располагают по центру.
Однако чрезмерно большой вылет сказывается на качестве поверхности, так как вызывает вибрации и упругие деформации, а также ведет к быстрому износу пластины. В большинстве случаев оптимальна расточная оправка с наибольшей жесткостью. Под ней понимают способность к сопротивлению деформациям под внешним влиянием. Данный показатель дифференцируют на два типа. Статистическая жесткость относится к упругим деформациям, динамическая – к вибрациям. В целом она определяется материалом, размерами, формой и методом установки предмета. Жесткость имеет значение для режимов и частоты обработки, а также стойкости инструмента.
Для растачивания используется консольный способ крепления инструмента, характеризующийся малой жесткостью, вследствие чего наблюдаются вибрации. С целью улучшения виброустойчивости необходимо сократить вылет расточного резца. Однако, как было отмечено, это снизит глубину расточки. Оптимальным значением вылета, обеспечивающим виброустойчивость, считают равное четырем диаметрам оправки.
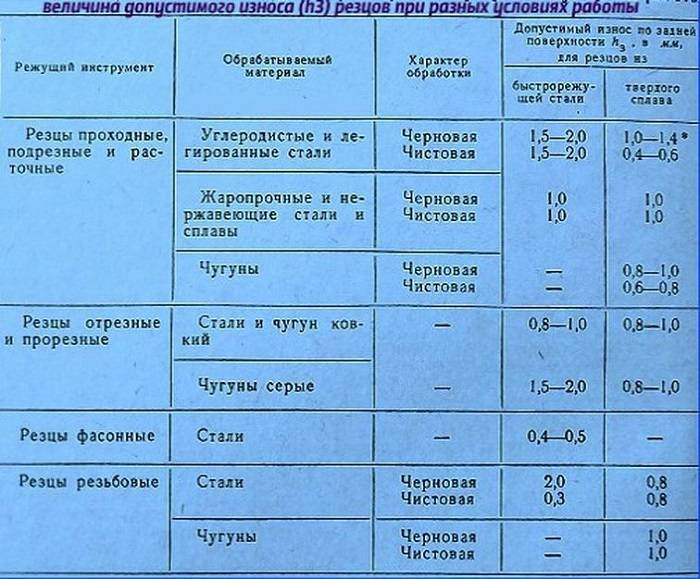
В процессе работ следует создать минимальную силу резания. Для этого подбирают геометрию расточного резца. Так, рекомендуется применять варианты с формами СМП типа V и D. К тому же следует выбирать модели с положительной геометрией передней поверхности пластин и радиусом при вершине заднего угла равным 90°. При эксплуатации для задней поверхности допустим износ до 0,3 мм. Наконец, лучшую виброустойчивость обеспечивают твердые сплавы с износостойкими покрытиями.
Величина прогиба определяется также моментом инерции поперечного сечения державки, который зависит от его формы и размеров.
Ввиду этого жесткость таких моделей выше, чем у вариантов с круглой державкой. Это позволяет значительно повысить скорость резания в отсутствии вибраций даже при большом вылете. К тому же допустимо повышение сечения стружки до 5 раз. Наконец, в изготовлении такие расточные резцы проще, чем обычные.
Угол заточки расточного внутреннего резца определяется типом работ (черновые, чистовые). Задний угол связан обратной зависимостью с диаметром отверстия.
Принципы выбора
Существует несколько факторов, определяющих выбор подрезного резца.
- Во-первых, необходимо учитывать материалы целевых деталей. В данном случае используют принцип меньшей их жесткости относительно инструмента. Сопоставление по данному параметру осуществляют на основе марок стали.
- Во-вторых, следует определиться с требуемым соотношением точности геометрических размеров и качеством обработки поверхности.
- В-третьих, учитывают износостойкость инструмента, определяемую жесткостью исходного материала.
Следует отметить, что основные конструктивные элементы создают из различных материалов. Это обусловлено различным их назначением, обуславливающим требования к свойствам. Так, державка служит для фиксации в резцедержателе, следовательно, основными требованиями к ней являются твердость, ударо-, термо- и износостойкость.
Для создания режущих пластин применяют два типа материалов.
- Детали из быстрорежущей стали подходят для компактных заготовок. Удаление большого слоя материала следует осуществлять в несколько проходов. Не рекомендуется применять такие модели для обработки прочных материалов вроде бронзы, каленой стали и т. д. Это обусловлено относительно небольшой прочностью быстрорежущей стали, вследствие чего она быстро затупляется при обработке таких предметов.
- Твердосплавные режущие элементы с добавлением кобальта универсальны благодаря износо- и термостойкости. Ввиду этого они более дорогие. Для изготовления таких инструментов применяют комбинированный материал, включающий обычно быстрорежущую сталь и два сорта твердосплавной.
Для отражения параметров подрезных резцов используют маркировки, обычно обозначающие марку стали режущего элемента. К примеру, для модели Т15К6 титановольфрамовой группы цифры маркировки обозначают процентное содержание, буквы – карбид титана (Т) и кобальт (К).




Виды канавочных резцов
Среди токарных инструментов для формирования канавок выделяют резцы для внутренней и наружной обработки. И первые, и вторые могут быть полностью изготовленными из твердосплавных материалов либо иметь сменную режущую часть. Твердосплавные резцы – достаточно дорогостоящий инструмент, поэтому его использование должно быть экономически целесообразным. При выполнении наружных работ обычно используют изделия со сменными пластинами, применять твердосплавные канавочные резцы в таких случаях не имеет смысла.
Совсем иначе обстоит ситуация с обработкой внутренних канавок. Здесь надо учитывать диаметр отверстия, в которое предстоит завести резец, а также жесткость инструмента. Требованиям, по которым резец обладает минимальным размером своей державки и достаточной жесткостью для выполнения обработки металла, удовлетворяют только твердосплавные канавочные инструменты.
Естественно, когда условия обработки и геометрические параметры обрабатываемой детали позволяют, для формирования наружных и внутренних канавок целесообразнее использовать недорогой инструмент со сменными пластинами.
Читать также: Краскопульт для любых видов покраски
Особенности токарной обработки с использованием канавочного резца
Технологический цикл токарных работ имеет свою специфику, которая зависит от станочного парка, обрабатываемых материалов и сложности производимых деталей. Работа начинается с анализа эскиза детали и разбиения на элементарные операции с использованием одной оснастки. При большом количестве однотипных деталей имеет смысл выполнять одну операцию сразу для всех, не меняя при этом инструмент. Например, необходимо произвести выборку в торце десятка заготовок: устанавливается резец для торцевых канавок, инструмент налаживается под заданные размеры и производится проходка всех деталей.
Скорость обработки канавок резцом напрямую зависит от возможностей оборудования: на малых оборотах нет возможности обрабатывать каленые заготовки или получить фасонную поверхность. Шпиндель с люфтом приводит к биению заготовки, в итоге не удается соблюсти заданные параметры и допуски. В самом неприятном варианте деталь может заклинить и сломать головку резца или травмировать оператора. Во многих производственных цехах стоят станки, выпущенные в СССР и давно выработавшие свои ресурсы, соблюсти жесткие допуски на них очень сложно – подающие суппорты просто не могут обеспечить штатные 0.07-0.2 мм/об подачи. На таких станках оптимально использование канавочных резцов составной конструкции с режущими пластинами, которые сравнительно легко менять и точить.
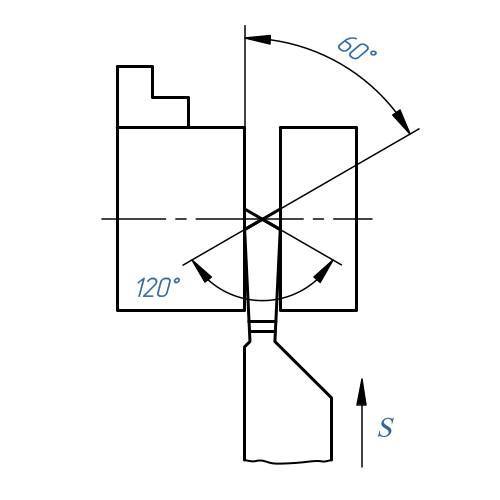
В общем случае проходку глубоких канавок осуществляют с использованием обдирочных (черновых) и чистовых (получистовых) инструментов. Сначала делают рез черновыми, оставляя порядка 0.5 мм до заданных размеров, остаток снимают чистовым инструментом. В случае очень жестких допусков применяются резцы тонкого точения, обработка наружной поверхности ведется радиальными резцами, когда инструмент стоит перпендикулярно оси точения. Для станков, работающих в автоматическом или полуавтоматическом режиме, характерно применение тангенциальных резцов, суппорт подачи двигается параллельно оси заготовки, в таком режиме можно добиться высокой чистоты поверхности.
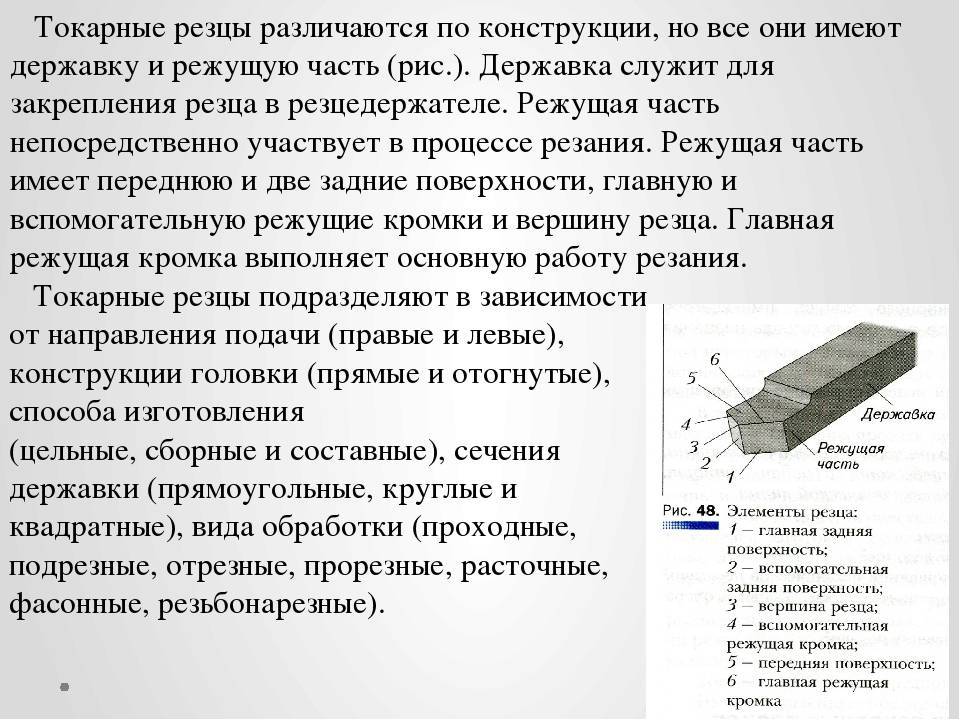
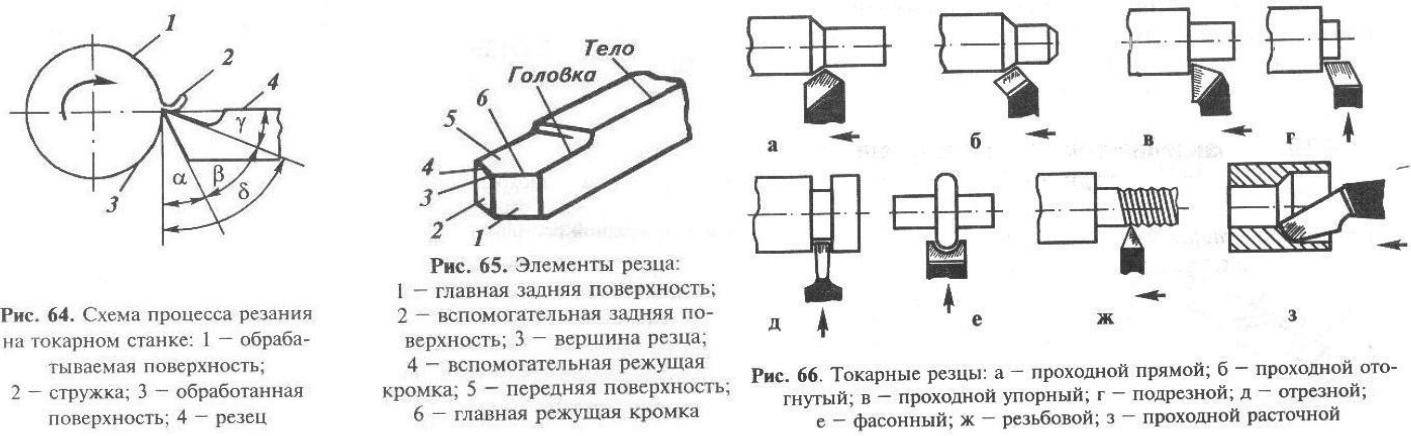
Конструкция токарного резца
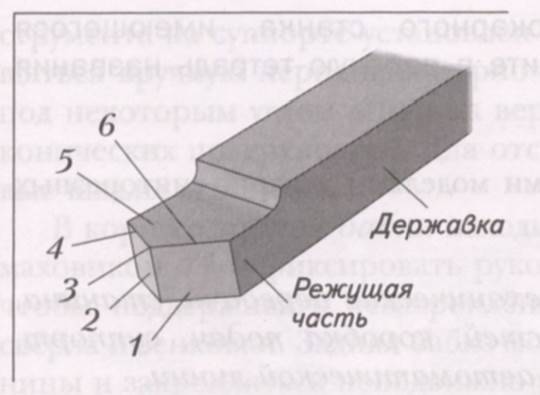
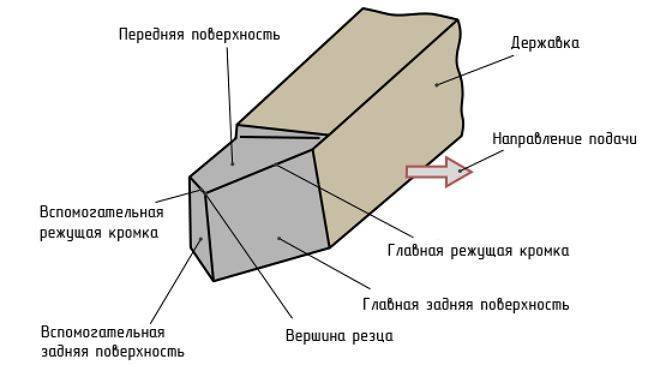
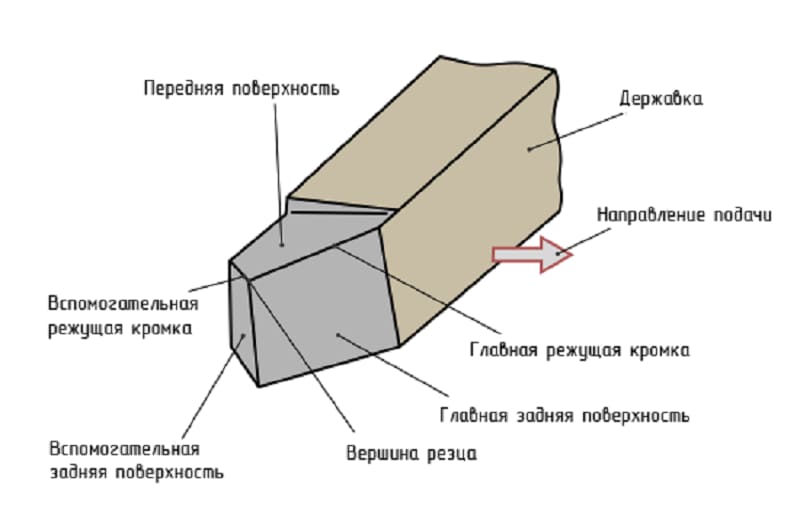
В конструкции любого резца, используемого для токарной обработки, можно выделить два основных элемента:
- державка, при помощи которой инструмент фиксируется на станке;
- рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.
Конструкция резца
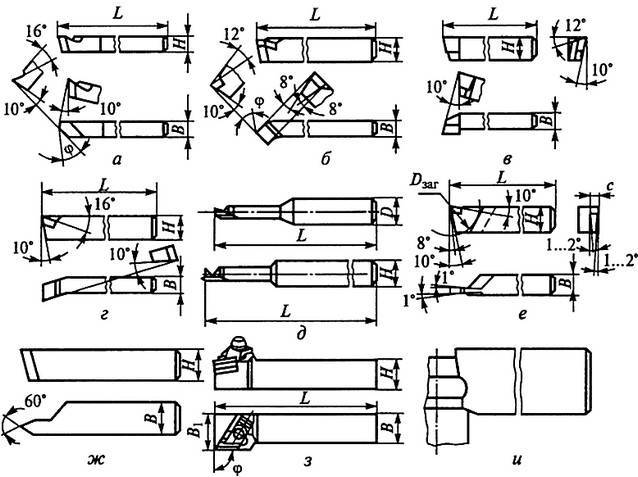
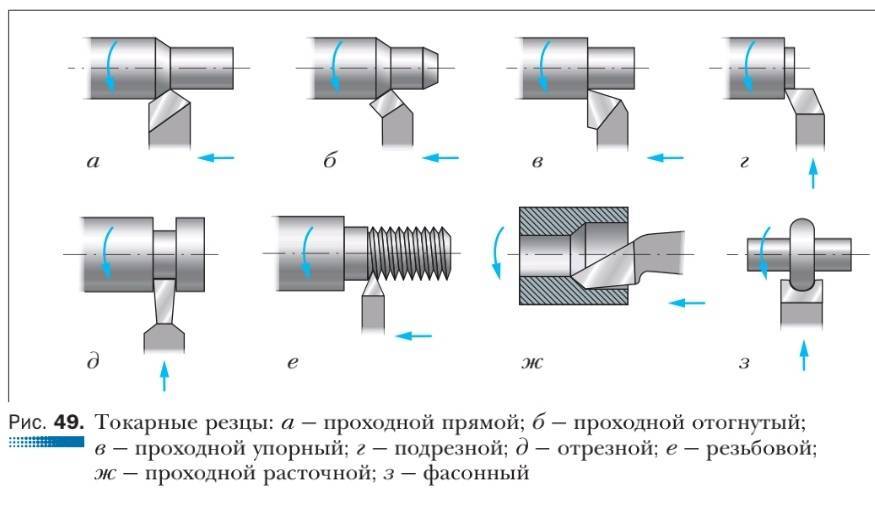
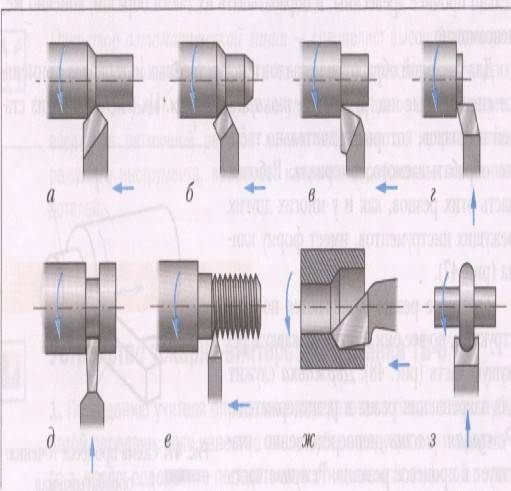
По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
- прямые — инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
- изогнутые резцы — если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
- отогнутые — отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
- оттянутые — у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.
Разновидности резцов по конструкции
Конструкция токарного резца
В конструкции любого резца, используемого для токарной обработки, можно выделить два основных элемента:
- державка, при помощи которой инструмент фиксируется на станке;
- рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.
Конструкция резца
По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
- прямые — инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
- изогнутые резцы — если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
- отогнутые — отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
- оттянутые — у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.

Разновидности резцов по конструкции
Цены на оборудование
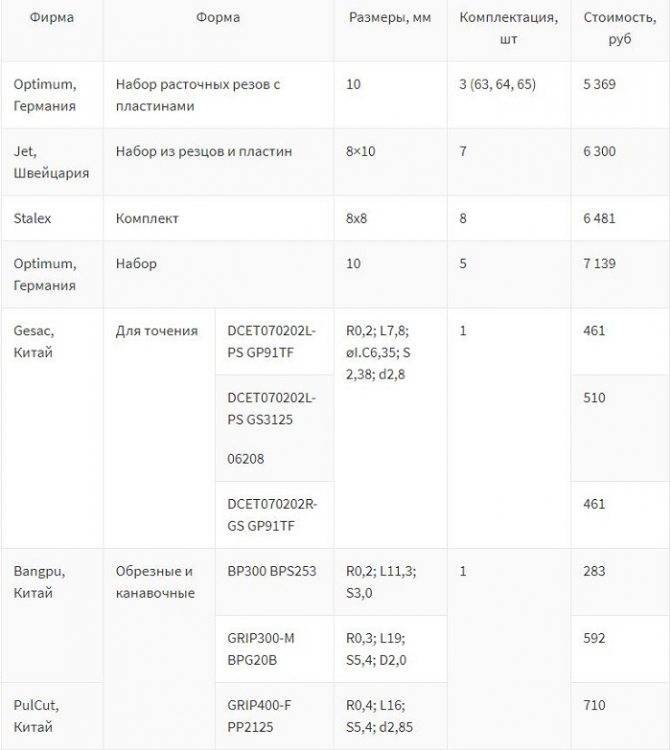
Чаще всего к реализации представлены наборы, состоящие из резцов с пластинами. Как показывает практика, применение сменных элементов существенно экономит расходы на приобретение комплектующих. На стоимость влияет модификация, конфигурация, марка выпускаемой продукции.


- набор из резцов и пластин германского производства составляет 5 300-7 200 руб, в зависимости от размера;
- Китай предлагает от 283 до 710 руб за комплект;
- у Stalex и Jet (Швейцария) цена практически одинакова — около 6 400 руб.
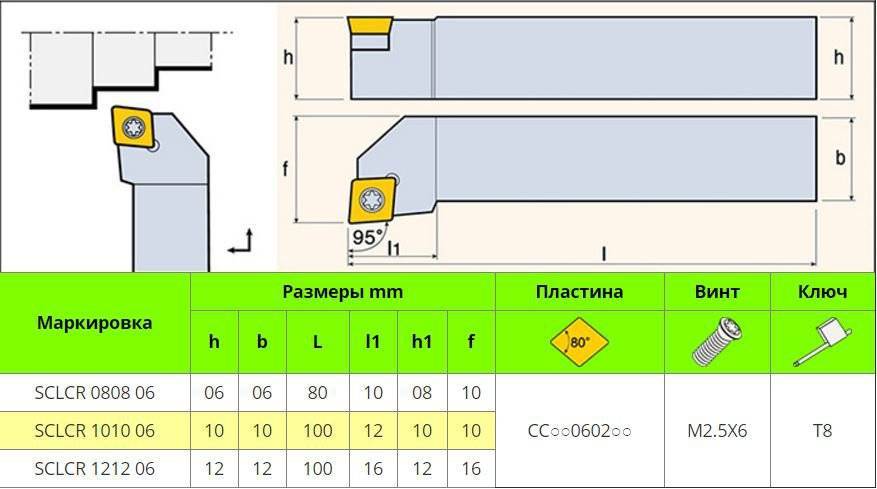
При выборе резцов со сменными пластинами изучают маркировку державок, обращают внимание на качество, строение головки и держателя. Неправильно выбранный инструмент усложнит обработку деталей, негативно скажется на итоге выполненных работ
Сборные резцы для токарных станков
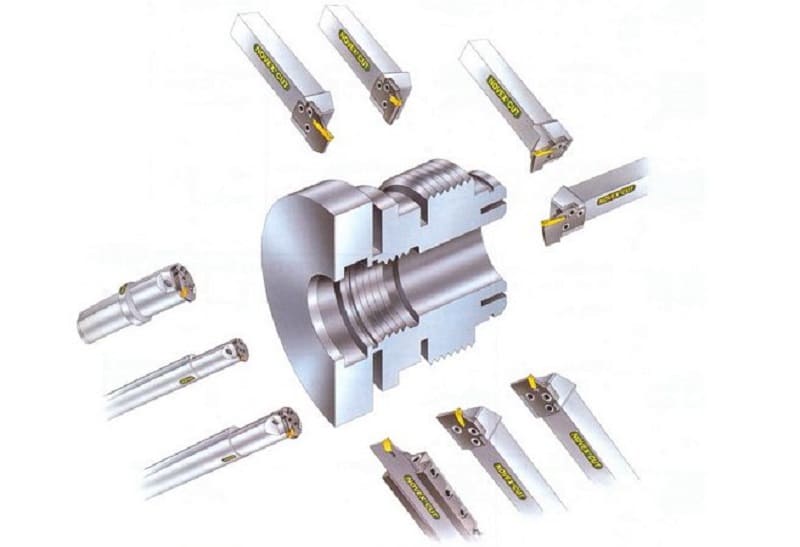
Рассматривая основные типы токарных резцов, нельзя не упомянуть инструменты со сборной конструкцией, которые относятся к универсальным, так как могут быть оснащены режущими пластинами различного назначения. Например, закрепляя на одной державке режущие пластины различного типа, можно получить резцы для обработки на токарном станке заготовок из металла под различными углами.
Сборные резцы
Как правило, такие резцы применяются на станках с ЧПУ или же на специальных станках и служат для контурного точения, расточки глухих и сквозных отверстий и прочих специализированных работ.
Это интересно: Резцы токарные по дереву — виды, заточка, изготовление своими руками
Правила эксплуатации
Токарные резцы способны долгое время выполнять основную функцию, пока не сточится рабочая поверхность. Но неправильное использование сокращает срок службы инструмента. Чтобы не допустить предварительного износа, нужно соблюдать простые правила эксплуатации:
- Устанавливать по центру.
- Чем больше габариты заготовки, тем крупнее должен быть резец.
- Включать охлаждение при работе на тяжелых режимах.
- Своевременно затачивать.
- Периодически проводить доводку рабочих поверхностей мелкозернистым камушком, не вынимая инструмент из резцедержателя.
- К заготовке подводить инструмент вручную, после касания включать автоматическую подачу.
- При остановке станка сначала вручную отвести инструмент, после выключить агрегат.
- Правильно подбирать режимы резания.
- Не хранить инструмент в куче — это приводит к сколам и трещинам на режущей кромке.
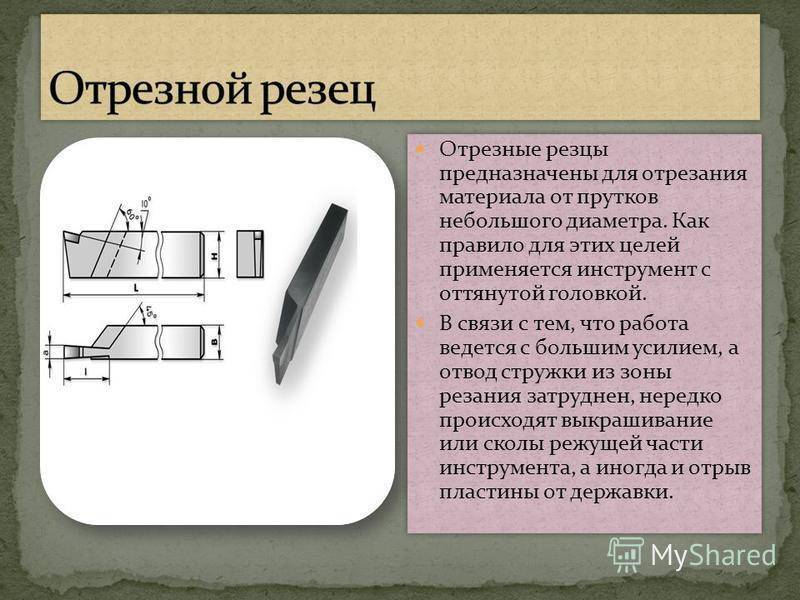
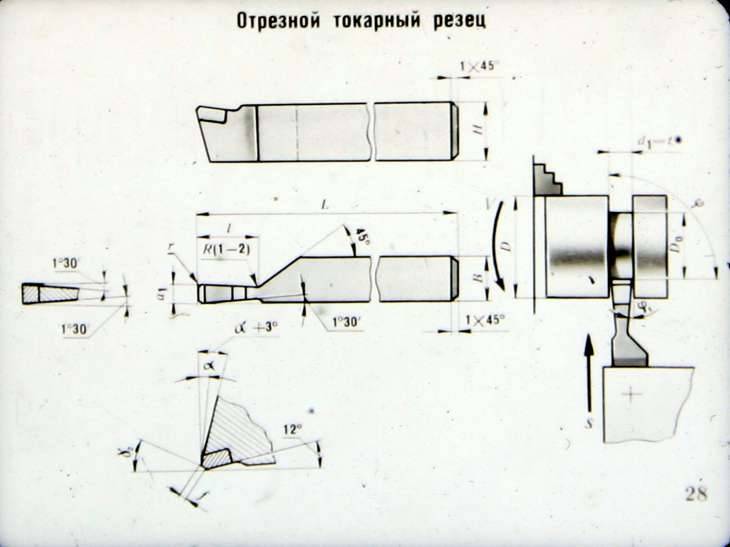
- При работе с отрезным резцом подводить его как можно ближе к патрону.
На токарном станке выполняется много видов работ. Для каждого процесса предусмотрен отдельный резец. Он подбирается исходя из обрабатываемого материала, режимов резания, параметров чистоты и шероховатости. Инструмент нужно своевременно его затачивать, соблюдать правила эксплуатации и хранения.
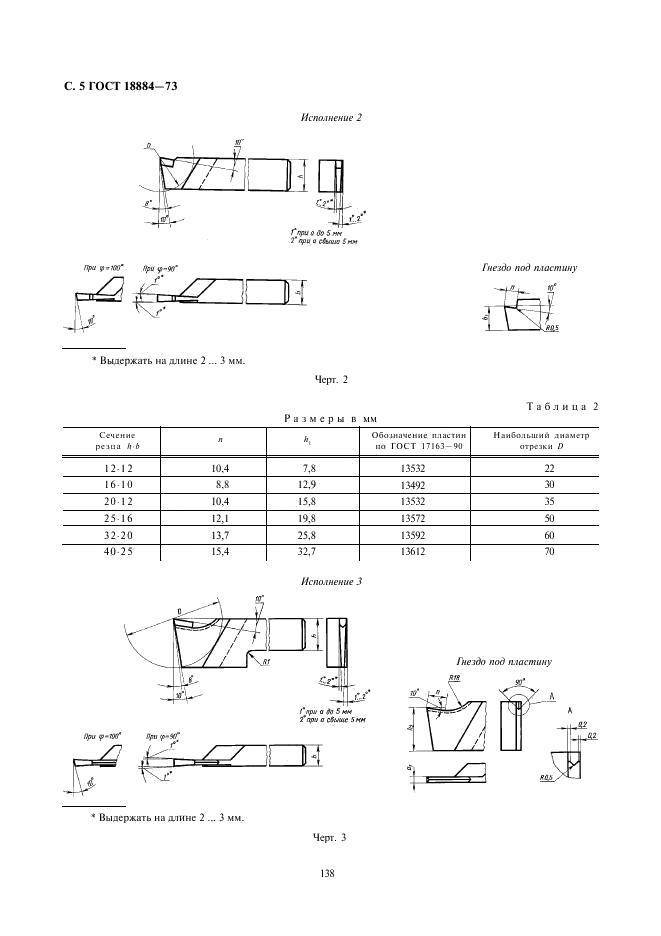
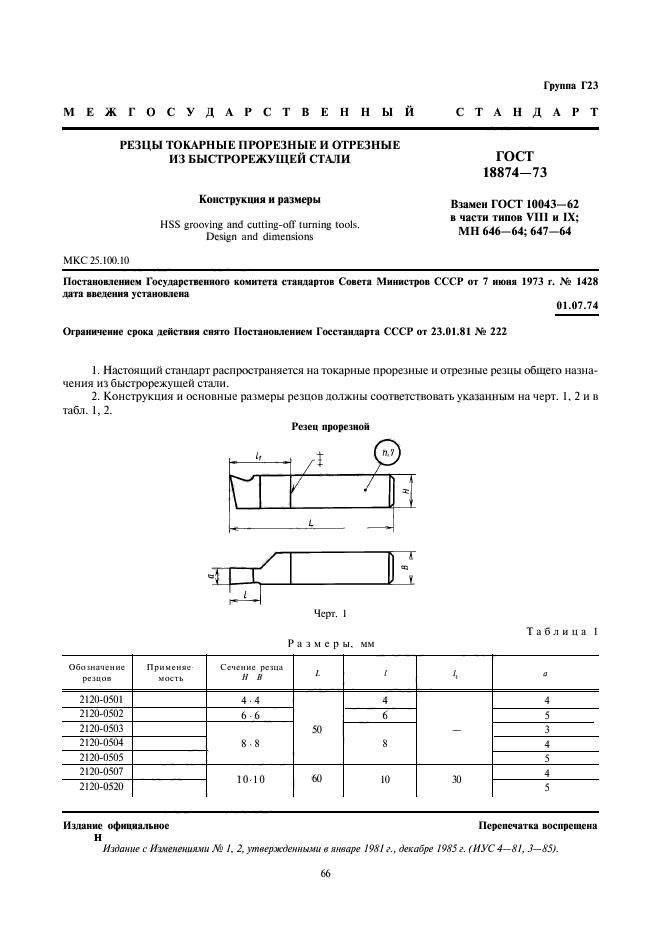
Основные размеры и материалы
Резец токарный канавочный в общем случае не длиннее 270 мм, ширина рабочей головки варьируется от 2 до 10 мм, толщина и высота в случае с прямоугольным и квадратным сечением стержня достигает 50 мм. При работе на станках с низкими оборотами для изготовления резцов используется углеродистая инструментальная сталь, легированная позволяет ускорить выполнение операций. На больших скоростях может быть использована высоколегированная сталь, скорость возрастает до полутора раз, инструмент может выдерживать повышение температурного режима.
Пластины для точения канавок в составных резцах могут быть из различных материалов:
- твердосплавные напаянные;
- металлокерамические на базе соединений из кобальта с титаном и вольфрамом;
- минералокерамическими, применяются в основном для обработки деталей высокой прочности, устойчивы к высоким температурам, но хрупкие и дорогие;
- алмазные, очень прочные, но при высоких температурах выгорают;
- эльборовые, на базе нитрида бора, хорошо держат температуру, могут обрабатывать высокопрочные материалы.
Для каждого из вышеперечисленных материалов характерны особенности применения, при выборе цена не является главным аргументом – можно купить много дешевых, которые не смогут заменить несколько дорогих, но оптимальных по параметрам. Токарные канавочные резцы – дорогой инструмент, его правильный подбор сэкономит финансы и не нарушит технологический цикл производства.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
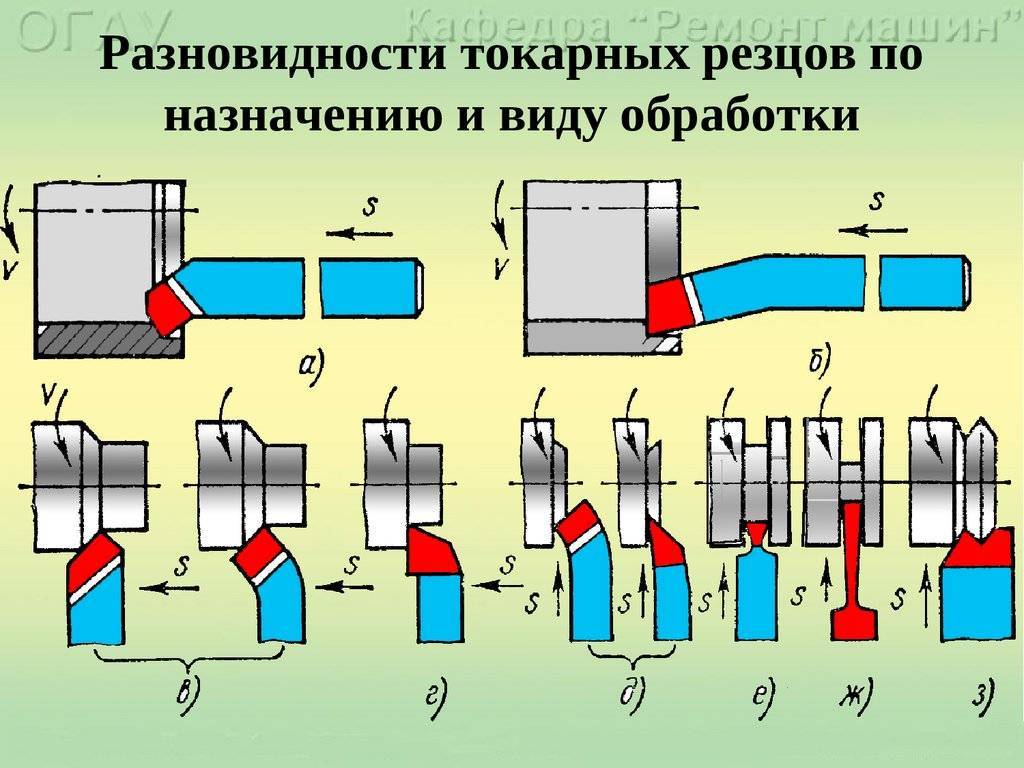
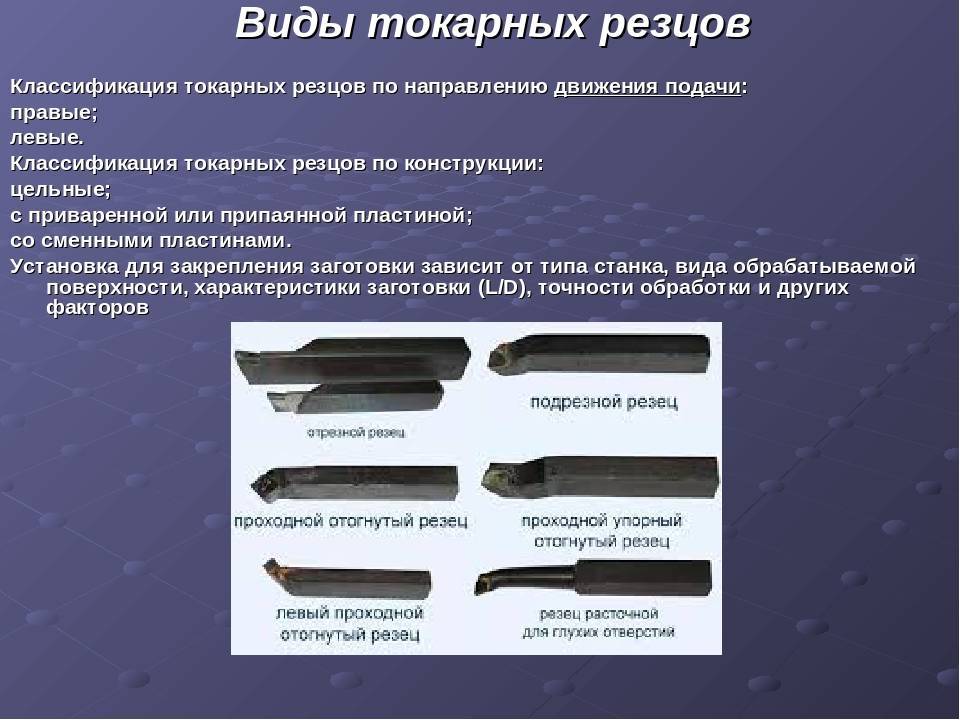
Токарные резцы — основной рабочий инструмент дерево и металлообрабатывающих станков, посредством которого обрабатываемым заготовкам придается требуемая форма и размеры. Классификация токарных резцов выполняется по таким факторам как назначение, тип обработки, способ подачи и крепления, о чем мы детальнее поговорим в данной статье.






В публикации рассмотрены виды токарных резцов и их конструкция, приведены рекомендации по выбору инструмента и технологии его установки, а также представлена инструкция, следуя которой вы сможете правильно заточить резец своими руками.
Вместо эпилога
Проведенным анализом рынка резцов установлено, что для бытовых нужд российский покупатель, как и мелкий предприниматель в области токарного дела, больше всего отдает предпочтение недорогим образцам инструмента, находящимся в нижнем ценовом сегменте. Такие модели обладают напаянными режущими кромками, требуют первоначальной, но зато крайне дешевы в цене. Стоит отметить, что даже российские производители передали технологию производства таких насадок на откуп в Азию – большинство популярных резцов произведены либо в азиатских странах, либо в странах ближнего зарубежья по русским лицензиям. В то же время, сегмент премиум-класса, ориентирующийся на серийное производство и требующий особой выносливости вследствие интенсивных нагрузок, представлен исключительно образцами из Западной Европы. Их отличает высокое качество, стоит они на 3-5 порядков дороже, и чаще всего это многофункциональные и универсальные модели.





