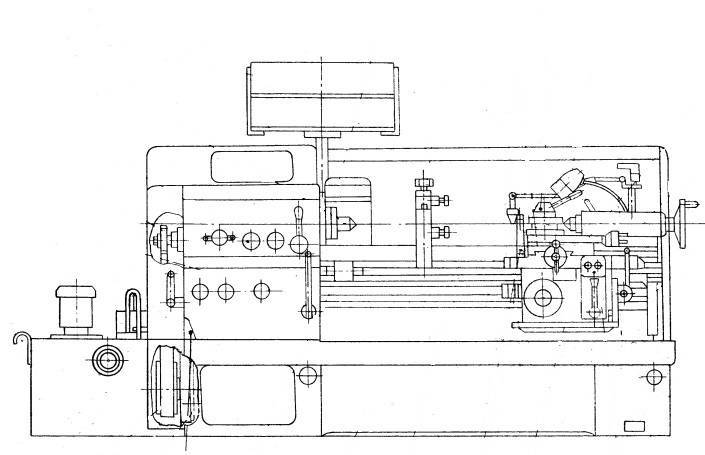
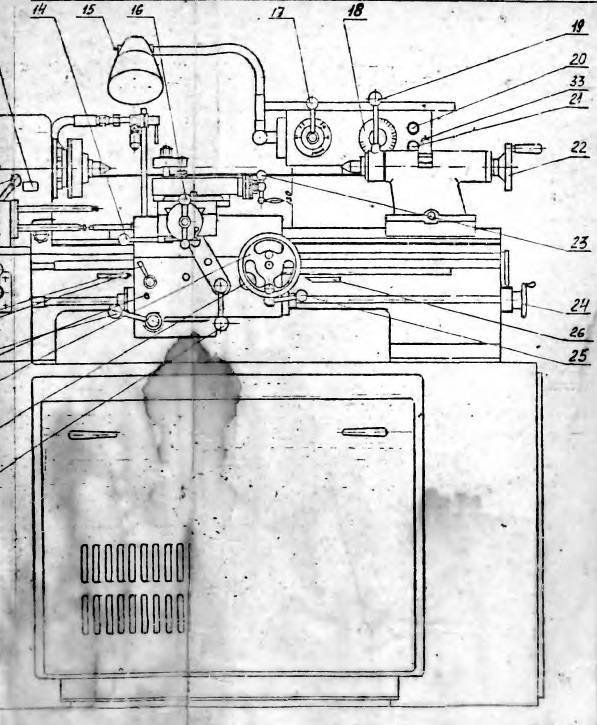
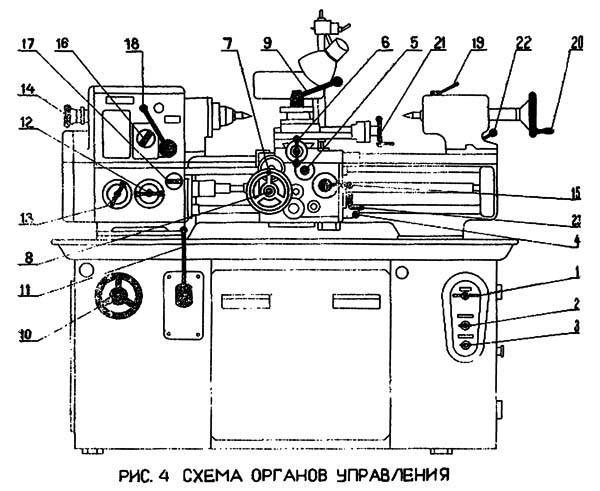
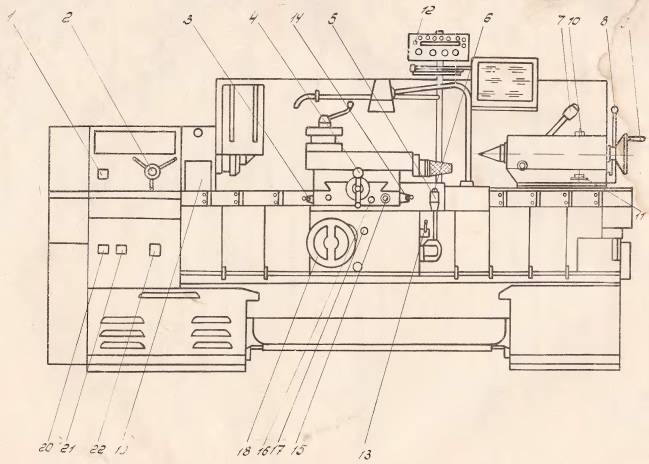
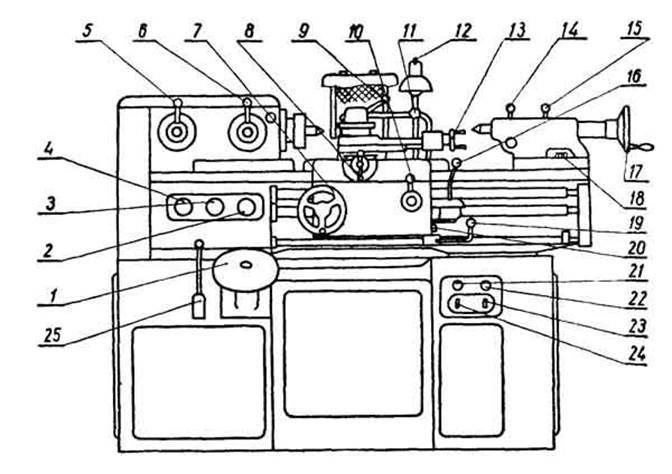
Разбираемся в конструкции станка
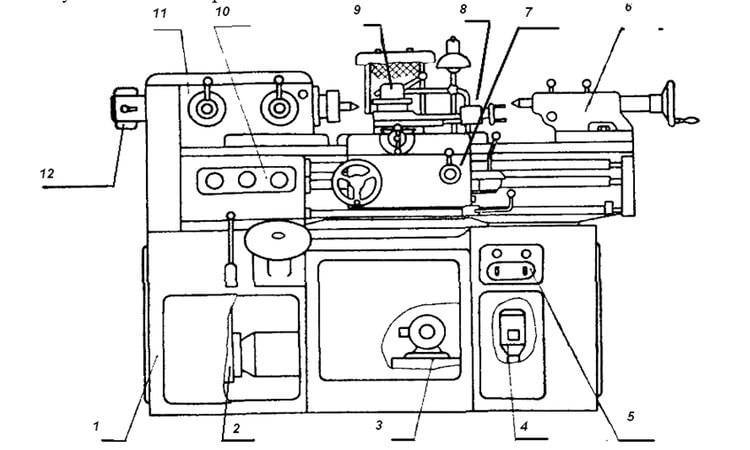
В конструкции токарно-винторезного станка 1И611П выделяют следующие составные элементы.
Передняя бабка
В ее центре находится шкив, посаженный на гильзу. Данный шкив, приводящий во вращение шпиндельный узел, соединяется с редуктором при помощи 4 клиновых ремней. От приемного шкива посредством зубчатой муфты шпиндельный узел получает 12 скоростей вращения, еще 12 ему может сообщаться через перебор. Подключается зубчатая муфта или перебор при помощи специальной рукоятки, которая расположена на лицевой части корпуса передней бабки – с его правой стороны. Чтобы исключить возможность одновременного запуска в работу перебора и зубчатой муфты, в конструкции передней бабки предусмотрен блокировочный механизм. Кроме того, в конструкции передней бабки имеется механизм, отвечающий за увеличение шага нарезаемой резьбы (8:1), а также трензель, при помощи которого вращение передается на гитару и далее – на коробку подач.

Передняя бабка станка 1И611П современного исполнения
Редуктор
По сути, это коробка скоростей, которая отвечает за частоту вращения шпиндельного узла. Состоит редуктор 1И611П из 4 осей, на которых смонтированы шестерни с разными параметрами. Приводом для редуктора служит главный электродвигатель оборудования, соединенный с ним при помощи фланцев. За счет своих плоских направляющих редуктор может перемещаться по направляющим тумбы, на которой он закреплен при помощи болтовых соединений, что позволяет регулировать натяжение ремней. За регулировку скоростей вращения, которые выдает редуктор, отвечает преселективный механизм, управляемый при помощи соответствующего маховика.
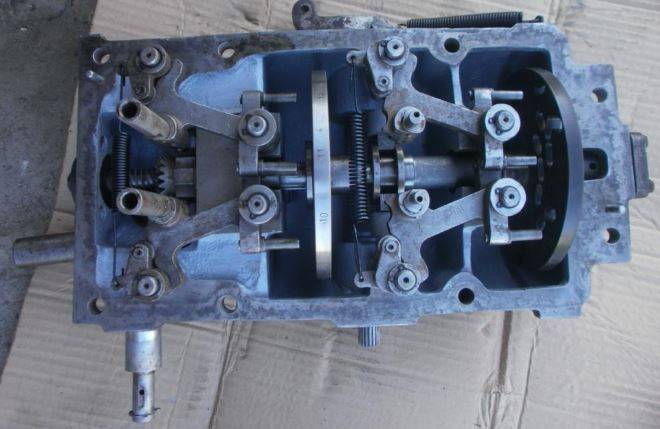
Механизм переключения скоростей
Гитара
Этот узел смонтирован на левом торце коробки подач. Для большинства типов резьбы (метрической – обычной точности) менять шестерни на гитаре нет необходимости. В том случае, если необходимо нарезать резьбу повышенной точности, а также модульную и дюймовую резьбу, на гитаре токарного станка устанавливают сменные шестерни, позволяющие выполнять обработку без использования механизма коробки подач. Для правильной установки параметров гитары следует ознакомиться с паспортом рассматриваемого токарного станка, где приведена соответствующая таблица.
Таблица параметров нарезание резьбы расположена Коробка подач
В токарном станке 1И611П этот узел имеет закрытую конструкцию. Характеристики коробки подач позволяют нарезать метрическую резьбу со стандартным шагом (0,2–48 мм) без использования набора сменных шестерен.

Расположение шестерен и валов в коробке подачи
Описание и назначение
Проектантом этого оборудования выступил станкостроительный завод расположенный в Одессе. Это оборудование применяют для точения заготовок устанавливаемых в патрон, цанги или зажимаемые в конусных центрах. На этом устройстве допустимо точить заготовки, выполненные из разных сортов металла – черного или цветного.
Станок 1П611 приспособлен для нарезания основных типов резьбы.
Это оборудование нецелесообразно для выполнения черновых операций. Чаще всего его применяют для производства чистового и получистового точения. Оптимальная сфера использования этого станка это ремонтные подразделения, в том числе и передвижные, а так же на судах морского и речного флота.



На этом оборудование допустимо выполнять следующие технологические операции:
- точение цилиндрических и конических изделий;
- фрезерование заготовок с помощью концевого инструмента, зажимаемого в патрон;
- обработку сквозных и глухих отверстий;
- шлифовка внутренних и внешних поверхностей заготовок.
Одна из особенностей этого оборудования заключается в том, что у него широкий диапазон числа оборотов и подач, который обеспечивает высокую производительность и\труда с надлежащим качеством точения.
Конструкция
Редуктор
Это коробка, в которой используется привод двигателя электрической тяги. Редуктор оснащен направляющими, которые перемещаются за счет натяжения ремней передач. Крепится при помощи специальной плитки крепежными болтами.
За повышение или понижение количества оборотов отвечает преселективный механизмом. Благодаря ему осуществляется определение оптимального количества оборотов при работе. Регулировка оборотов осуществляется за счет моховика.
Переключение происходит следующим образом: для контроля скорости необходимо маховиком установить выбранное число оборотов, в выбранный момент переключение происходит при помощи рукоятки. Сначала рукоятку необходимо слегка оттянуть на себя, пока не возникнет заметное усилие, после этого нужно удерживать рукоять в этом положении, выжидая пока не уменьшится число оборотов шпинделя. После этого рукоять следует оттянуть до отказа для переключения нужной скорости. Все довольно просто.
Если оператор работает на достаточно низких скоростях, в таком случае процесс переключения скоростей еще проще. Для этого следует потянуть рукоять сразу до отказа.
Важно! Если по какой-то причине переключение передач не произошло при первой попытке, необходимо отпустить ручку, пока она не вернется в исходное положение, и повторить процесс заново
Передняя бабка
Справа на бабке расположена рукоять, которая отвечает за переключение шестерни.
Управление зубчатой муфтой и перебором организовано так, что их одновременное срабатывание просто невозможно. Это предотвращает повреждение торцов шестерни.
Важно! Не следует переключать на ходу перебор, это может привести к серьезному повреждению шестерен. В корпусе бабки имеется трензель и звено увеличения шага
В корпусе бабки имеется трензель и звено увеличения шага.
Коробка передач
Можно нарезать резьбы абсолютно всех стандартных шагов, и для этого не обязательно использовать сменные шестерни.
Важно! Величина поперечных подач равняется ровно половине продольных
Гитара
Крепится слева на коробке передач. На данном узле располагаются сменные шестерни.







В руководстве описаны точные настройки станка, чтобы производить нарезание специальных резьб.
Сведения о производителе Ижмаш
Производителем является Ижевский машиностроительный завод. Строительство начато горным инженером А. Ф. Дерябиным 10 июня 1807 года. Рядом с большим количеством железоделательных станков, которые поставляли качественное железо. Основная продукция завода с начала девятнадцатого века по настоящее время – оружие. Мушкеты потом винтовки, карабины, пистолеты и средства ухода за ними.
В настоящее время Ижевский машиностроительный завод – головное предприятие концерна «Калашников». Является крупнейшим производителем стрелкового оружия военного, спортивного и гражданского направления. Были отдельные производства:
- Мотоциклетное;
- Автомобильное;
- Станкостроительное;
- Инструментальное;
- Артиллерийского вооружения.
В настоящее время завод выпускает много современной высокотехнологичной продукцией военного назначения: БПЛА, боевые роботы, управляемые ракеты.
Технические характеристики
Чтобы детально рассмотреть и оценить возможности оборудования, оценить его недостатки и достоинства, необходимо детально изучить отдельные его составляющие, описанные в руководстве по эксплуатации токарного станка.
Редуктор – он контролирует скорость кручения шпинделя. Он включает четырехосную коробку передач, с установленными шестеренками, разных размеров.
Токарный редуктор оснащен переселективным агрегатом, управляемым маховиком и отвечающим за переключение скоростей. Оператор способен установить необходимое число оборотов, включив определенный режим работы станка 1И611П.
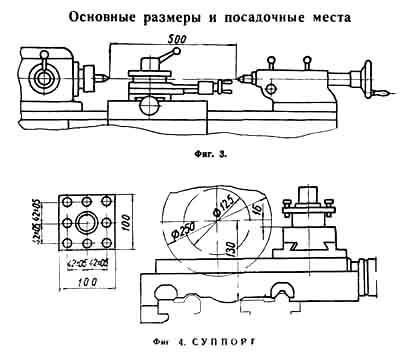
Размер обрабатываемой детали не должен превышать 25 см, над суппортом этот параметр снижается до 12,5 см, а ее длина должна быть равна или меньше 0,5 м.
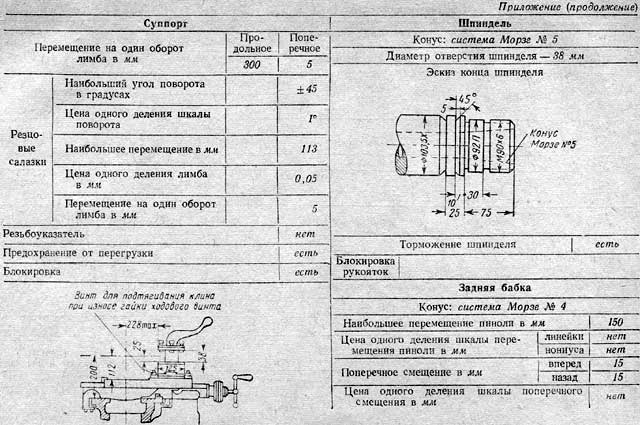
Шпиндель имеет следующие особенности:
- Отверстие диаметром 2,5 см.
- Ход вращения изменяется с 20 до 2 тыс. оборотов в минуту.
- Крепление конусовидного инструмента имеет размер морзе.
Коробка подачи – закрытая часть станка, позволяет производить нарезку длиной от 0,02 до 4,8 см, не приводя в действие дополнительные шестеренки. А также имеет максимальный ход каретки – 50 см. И скорость продольно – 0,01–1,8 оборота, поперечно – 0,005–0,9 оборота в минуту.
Конструктивные особенности
Станок имеет следующие особенности конструкции:
- Фиксация резцовой головки, но без зазора (обеспечивается жесткость и точность).
- В наличии контейнер с емкостью для охлаждающей жидкостью и шкаф с электрооборудованием.
- Система отвода и сбора стружки.
- Преселекторное управление (предварительный выбор скорости вращения шпинделя для следующего этапа обработки).
- Фартук с защитой от перегрузок и жестким упором при точении.
- Верньерный механизм для точной поперечной подачи.
- На поперечной каретке суппорта механизм для выполнения фрезерных работ.
- Суппорт управляется одной рукояткой по мнемоническому принципу.
- Отсутствие элементов управления с тыльной стороны (можно ставить у стены).
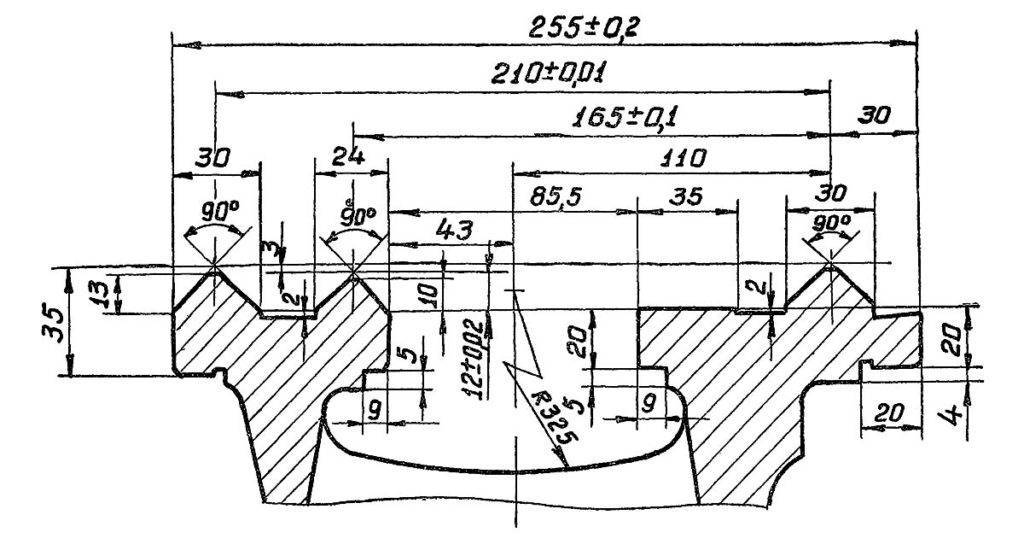
Станина
- Сделана из хромоникелевого чугуна с двумя плоскими и двумя призматическими направляющими, которые закалены токами высокой частоты и отшлифованы. Станина закреплена на монолитной трубе. Тут же полка, защищающая ходовой винт от стружки и эмульсии. Внутри станины расположены:
- Электродвигатель главного привода.
- Редуктор изменения скоростей вращения шпинделя.
- Механизмы системы подачи смазки и охлаждающей жидкости.
- Емкость для эмульсии.
- Панель с электрооборудованием.
Передняя и задняя бабка
В передней бабке расположены:
- шпиндельный узел, соединенный с редуктором четырьмя клиновыми ремнями;
- зубчатая муфта, передающая на шпиндель двенадцать скоростей вращения;
- перебор — передает еще двенадцать с помощью специальной рукоятки;
- блокировочный механизм (исключает одновременное включение муфты и перебора);
- устройство изменение шага нарезаемой резьбы;
- трензель, передающий вращение на гитару и далее на коробку передач.
Задняя бабка жестко поджимает длинные детали и повышает точность работы. На этом станке она может смещаться на 10 мм в обе стороны по отношениям к центрам.






Коробка подач
Изготовлена в закрытом виде. Служит для подачи движения на суппорт для нарезания метрической резьбы с шагом 0.2–48 миллиметров без добавочных шестерен.

Коробка скоростей
Представляет из себя редуктор из четырех осей с шестернями. При помощи фланцев соединяется с двигателем. Натяжение регулируется тумбами.
Редуктор
Отвечает за частоту вращения шпиндельного узла. Приводится в движение главным электродвигателем, соединенным с ним через фланцы. Редуктор можно перемещать по плоским направляющим для регулирования натяжения ремней. Изменение скоростей производит преселективный механизм, управляемый соответствующим маховиком.

Суппорт и фартук
Суппорт — это механизм для крепления и перемещения инструмента и приспособлений для обработки деталей. Конструкция обеспечивает движение резцедержателя, установленного в верхней части, в любом направлении. Продольное движение обеспечивает каретка, а поперечное – салазки.
Фартук размещен в нижней части суппорта. Устройство ответственно за продольную и поперечную подачу суппорта. Движение возможно в ручном и автоматическом режиме. В фартуке размещены:
- четыре муфты — управляют направлением подач;
- ходовой вал — производит поступательное движение суппорта;
- ходовой винт перемещает каретку в продольном направлении;
- панель управления подачами;
- Блокировочное устройство делающего невозможным одновременное включения винта и ходового вала;
- Механизм защиты от перегрузок.
Шпиндель
Шпиндель – полый вал с коническим отверстием. Жестко закреплен на подшипниках в передней бабке. Имеет внутренний конус Морзе для крепления инструмента (например: цанговых зажимов). Снаружи резьба для крепления планшайбы с патроном.
Важно качественное закрепление подшипников шпинделя
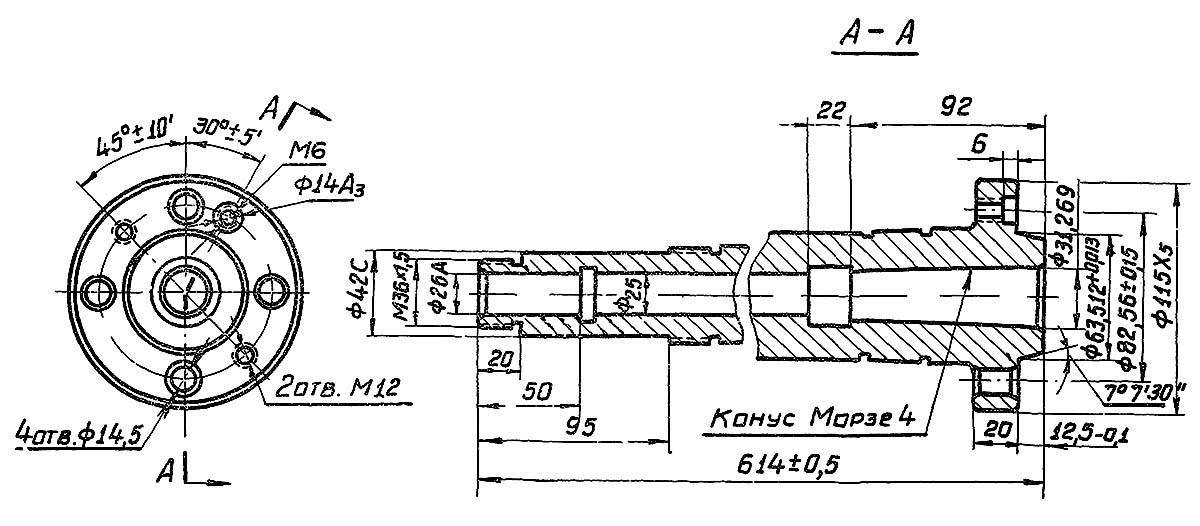
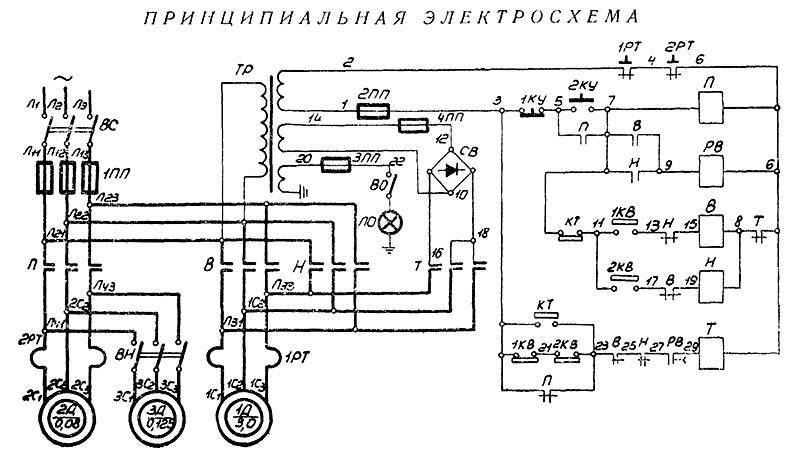
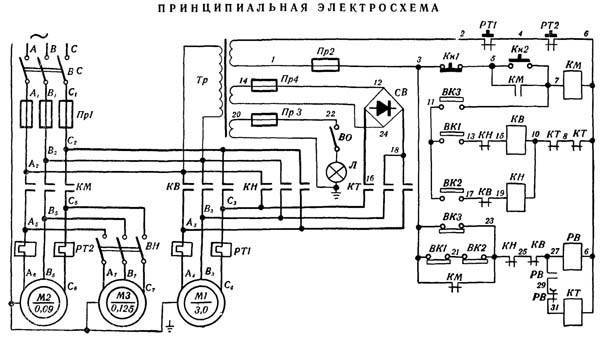
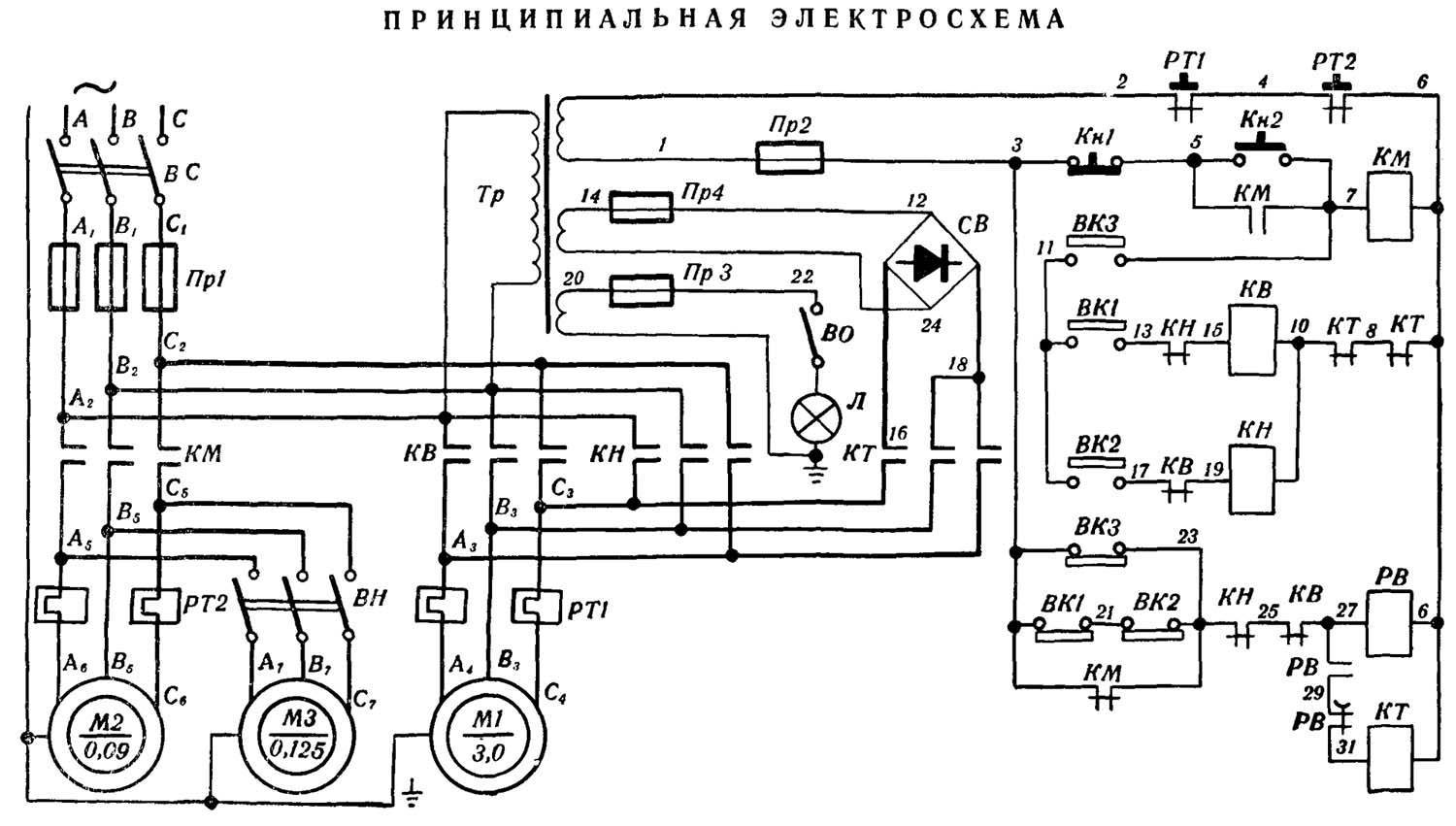
Схема электрическая
Электрическая схема содержит в себе:
- Главный привод – трехфазный асинхронный двигатель мощностью 3 кВт.
- Двигатель привода механизма подачи смазки.
- Двигатель насоса подачи охлаждающей жидкости.
- Трансформатора, выдающего напряжение 36 В для лампы освещения, 60 В для системы торможения и 127 В для цепей управления.
- Устройства защиты и тепловые реле.
Особенности дополнительных деталей
Некоторые узлы сконструированы не так как в других станках токарной группы.
В передней бабке:
- шкив установлен по центру;
- шпиндельный узел имеет двадцать скоростей оборотов;
- гитара для расширения видов нарезки резьбы;
- трензель с приспособлениями для повышения размера шага.
Задняя бабка надежно поджимает длинную заготовку. Может сдвигаться на 1 см обе стороны от центра. Расширяет диапазон видов обработки деталей. Конусная линейка на суппорте дает возможность обработки конусных деталей.





Эксплуатационные характеристики
Наличие соответствующих технических характеристик 1И611П позволяет проводить обработку заготовки диаметром до 250 мм над станиной, до 125 мм – над суппортом. Максимальная длина элемента, который возможно обрабатывать, равняется 500 мм. Узел шпинделя способен крутиться с частотой 20-2000 об/мин. Диаметр сквозного шпиндельного отверстия – 25 мм, конус посадки относится к категории Морзе 5.
Ключевые характеристики:
- класс точности – П;
- максимальный диаметр детали над основанием – 25 см;
- максимальный диаметр детали над суппортом – 12,5 см;
- максимальная длина детали – 50 см.
Шпиндель:
- радиус сквозного отверстия – 1,25 см;
- максимальный радиус прутка – 1,2 см;
- частота прямого кручения – 20-2000 оборотов в минуту;
- величина внутреннего конуса – Морзе 4.
Коробка скоростей:
- максимальная длина хода каретки – 50 см;
- пределы продольных рабочих подач – 0,001-0,18 см/об;
- пределы поперечных рабочих подач – 0,0005-0,09 см/об;
- пределы шагов создаваемых метрических нарезок – 0,02-4,8 см;
- пределы шагов создаваемых дюймовых нарезок – 0,05-2,4 см;
- пределы шагов создаваемых модульных нарезок – 0,02-3 см.
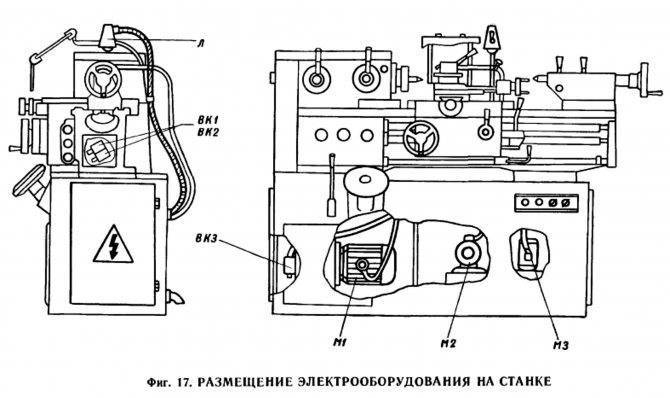
Электрическое оснащение:
- число электромоторов – 3;
- мощность электромотора основного привода – 3000 Вт;
- вид электромотора основного привода – АОЛ2-32-4;
- мощность электромотора гидростанции – 80 Вт;
- вид электромотора гидростанции – АОЛ-012-4;
- мощность электродвижка охлаждающего насосного устройства – 50 Вт;
- вид охлаждающего насосного устройства – ПА-22.
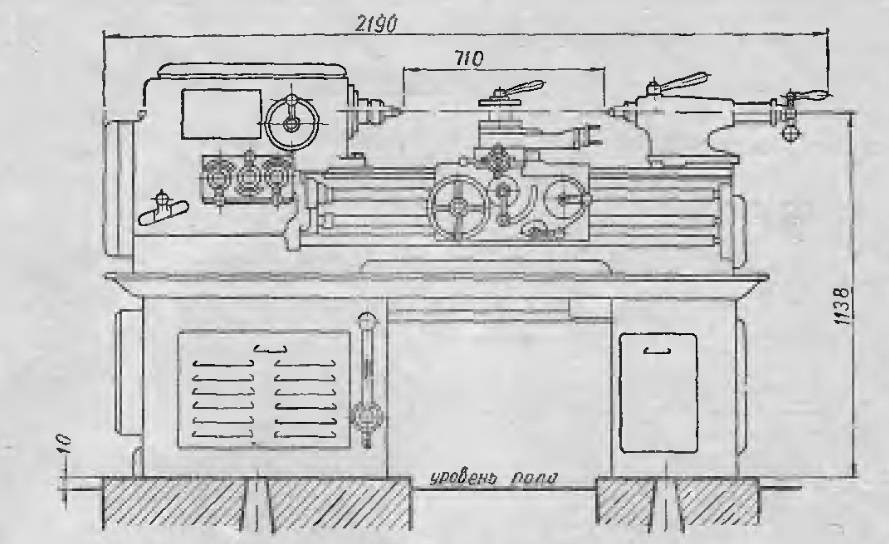
Токарный станок ИЖ 1И611П имеет такие габариты – 177 x 97 x 130 см. Весит устройство 1,12 т.
Подобные параметры геометрии и веса дают возможность применять этот станочный аппарат для оборудования маленьких мастерских, производственных цехов, ремонтных отделений. Главное назначение станка – выполнять получистовую и чистовую обработку деталей на единичном и мелкосерийном производстве.
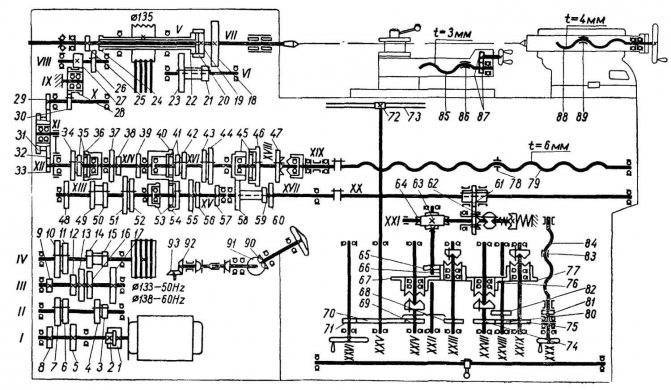
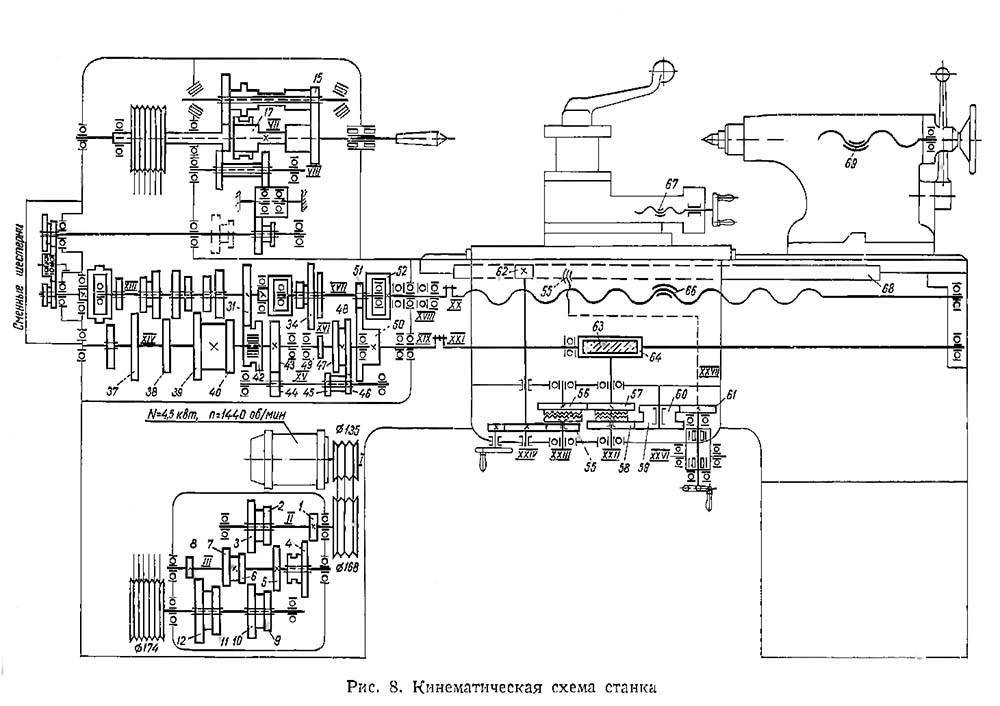
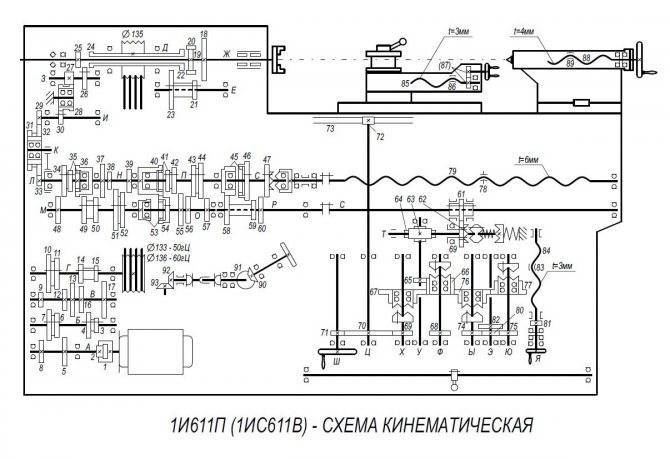
Кинематическая схема
Технические характеристики станка 1и611пмф3
| Наименование параметра | ит42 | 1и611пмф3 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 125 | 125 |
| Наибольшая длина обрабатываемого изделия в центрах, мм | 400 | 500 |
| Наибольшая длина обрабатываемого изделия в патроне, мм | 125 | |
| Наибольшее сечение резца, устанавливаемого в пазах инструментальной головки, мм | 20 х 20 | 20 х 20 |
| Количество сменяемого по программе инструмента | 8 | 4 |
| Шпиндель | ||
| Диапазон скоростей шпинделя, переключаемых по программе, об/мин | 0..3000 | 50..2000 |
| Количество скоростей шпинделя, устанавливаемый вручную, об/мин | 16 | |
| Количество рабочих скоростей шпинделя, переключаемых по программе | 8 | |
| Диаметр отверстия в шпинделе, мм | 32 | 25 |
| Размер внутреннего конуса шпинделя передней бабки по ГОСТ 25557-82 | Морзе 5 | — |
| Центр в шпинделе передней бабки по ГОСТ 13214-79 (7032-0029) | — | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К |
| Наибольший крутящий момент на шпинделе, Нм | 89,96 | |
| Предельный диаметр сверления по стали/ чугуну, мм | ||
| Торможение шпинделя | имеется | |
| Реверсирование шпинделя по программе | имеется | |
| Диаметр стандартного патрона, мм | 160 | 160(СТ 160В-Ф4) |
| Суппорт. Подачи | ||
| Наибольшее перемещение продольной каретки суппорта, мм | 470 | |
| Наибольшее перемещение поперечной каретки суппорта, мм | 173 | |
| Диапазон скоростей продольных подач при работе по одной координате, мм/мин | 3..2000 | 3..3600 |
| Диапазон скоростей поперечных подач при работе по одной координате, мм/мин | 1,5..1000 | 1,5..1800 |
| Диапазон скоростей продольных подач при работе по двум координатам, мм/мин | 3..1800 | |
| Диапазон скоростей поперечных подач при работе по двум координатам, мм/мин | 1,5..900 | |
| Скорость быстрых (установочных) продольных перемещений суппорта, м/мин | 8 | |
| Скорость быстрых (установочных) поперечных перемещений суппорта, м/мин | 4 | |
| Предельные значения шагов нарезаемых цилиндрических резьб, мм | 0,2..40 | 0,2..60 |
| Точность позиционирования по диаметру (оси X), мм | 0,05 | |
| Точность позиционирования по длине (оси Z), мм | 0,1 | |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 8 | 4 |
| Задняя бабка | ||
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 85 |
| Размер внутреннего конуса в пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | — |
| Центр в шпинделе передней бабки по ГОСТ 13214-79 (7032-0029) | — | Морзе 3 |
| Цена деления лимба, мм | 0,05 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | Маяк 223МП | Маяк 221 |
| Число координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Дискретность задания перемещения в продольном направлении (дискретность задания по оси Z), мм | 0,002 | |
| Дискретность задания перемещения в поперечном направлении (на радиус) (дискретность задания по оси X), мм | 0,001 | |
| Тип датчика обратной связи в приводе подач | ВЕ-178А | |
| Тип резьбонарезного датчика | ВЕ-178А | |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 9 | 6 |
| Электродвигатель привода главного движения, кВт | 7,5 (М6) | 3,0 (М1) |
| Электродвигатель привода продольных подач, кВт | 0,55 (М8) | 0,48 (М5) |
| Электродвигатель привода поперечных подач, кВт | 0,55 (М7) | 0,48 (М6) |
| Электродвигатель револьверной головки, кВт | 0,12 (М5) | — |
| Электродвигатель привода пиноли задней бабки, кВт | 0,25 (М4) | — |
| Электродвигатель гидростанции, кВт | — | 3,0 (М4) |
| Электродвигатель станции смазки шпинделя, кВт | 0,09 (М1) | |
| Электродвигатель станции смазки узлов станка, кВт | 0,55 (М9) | |
| Электродвигатель обдува привода главного движения, кВт | 0,09 (М2) | |
| Электродвигатель насоса охлаждения, кВт | 0,18 (М3) | 0,12 (М3) |
| Габариты и масса станка | 2950 х 1800 х 1900 | 2900 х 1700 х 1700 |
| Масса станка с ЧПУ, кг | 2160 | 1400 |
Список литературы:
Станок специальный токарный с числовым программным управлением 1И611ПМФ3. Руководство по эксплуатации 1И611ПМФ3.00.000 РЭ, 1977
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители