Литье бронзы
Литье бронзы используется издревле. На протяжении многих столетий сплавы из меди (бронза, латунь) использовались для изготовления орудий труда, охоты и украшений.
Совершенствование литейной технологии привели на современном этапе к возникновению множества методов литья металлов, в особенности цветных. Технологические возможности литья бронзы позволяют получать не просто предметы, а произведения искусства, которые с давних времен считались верхом совершенства.
Разработанные технологии позволяют производить плавку медных сплавов не только в условиях промышленного производства, но и в домашних условиях, в небольших мастерских.
Виды и состав смесей
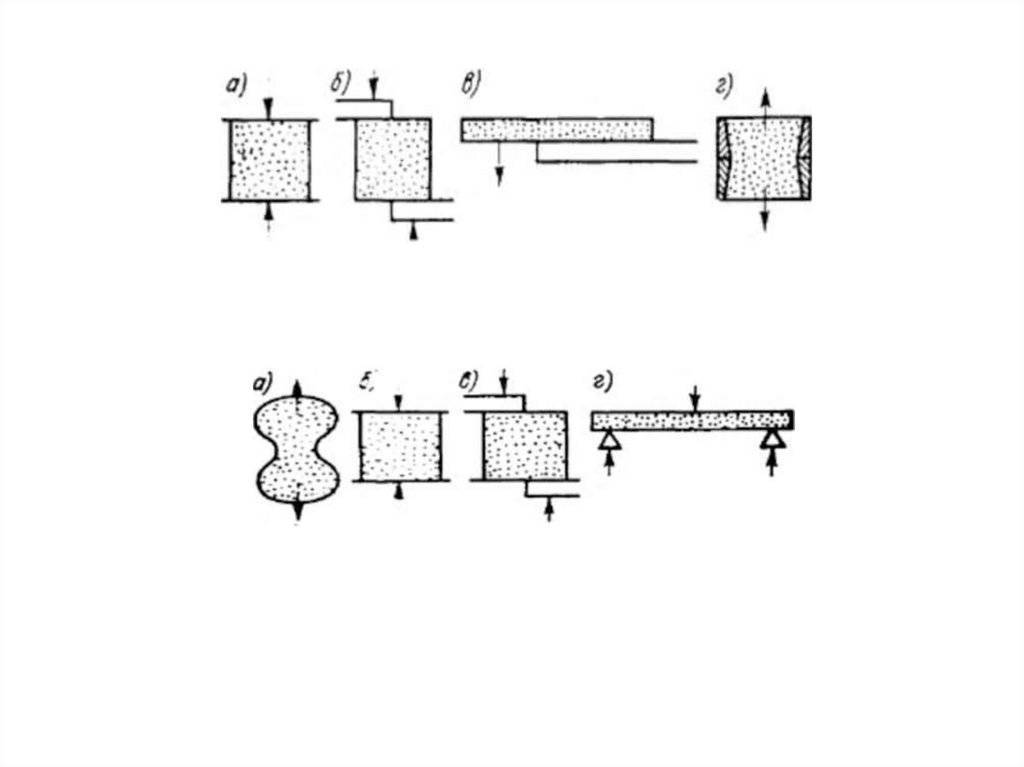
К формовочным смесям для литья предъявляются следующие требования:
- механическая прочность;
- теплопроводность;
- газовая проницаемость;
- огнестойкость;
- теплоемкость.
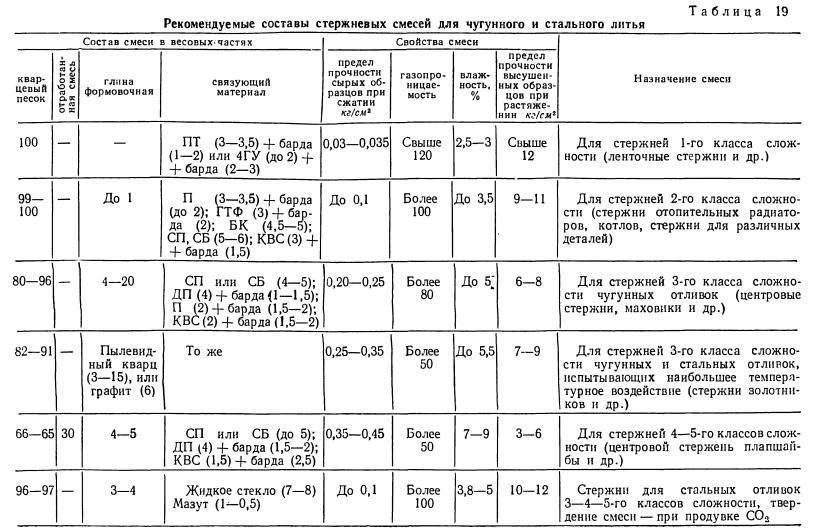
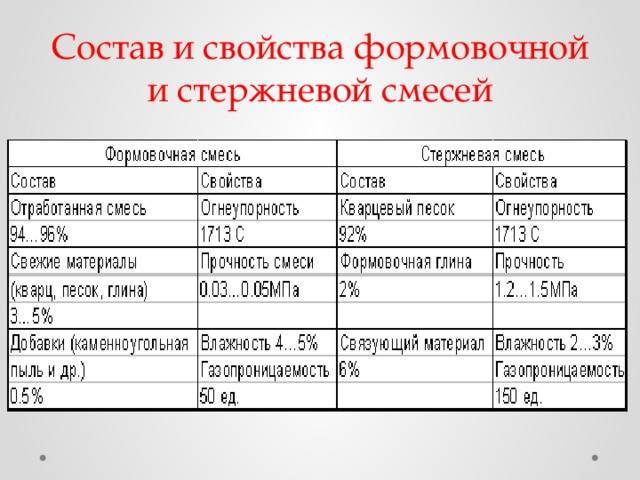
Формовочные и стержневые смеси обладают одинаковыми свойствами. Но к стержням предъявляются более высокие требования, потому что на него расплавленный металл оказывает более сильное давление.
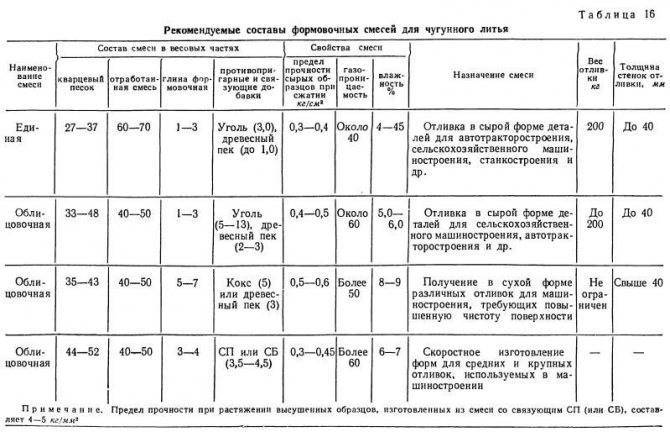
Состав различных смесей
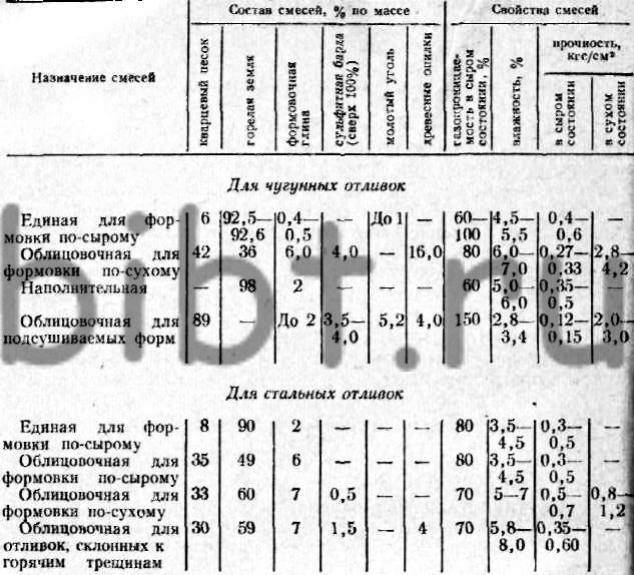
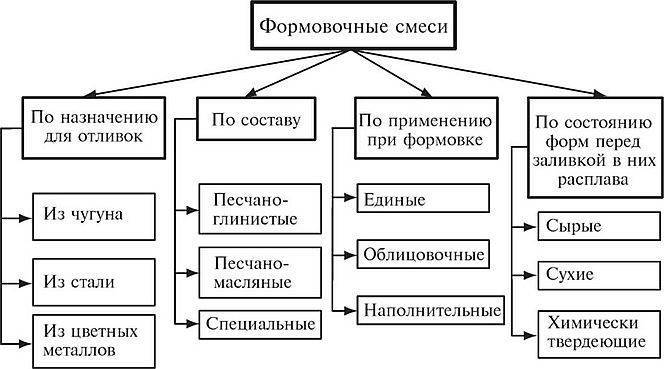
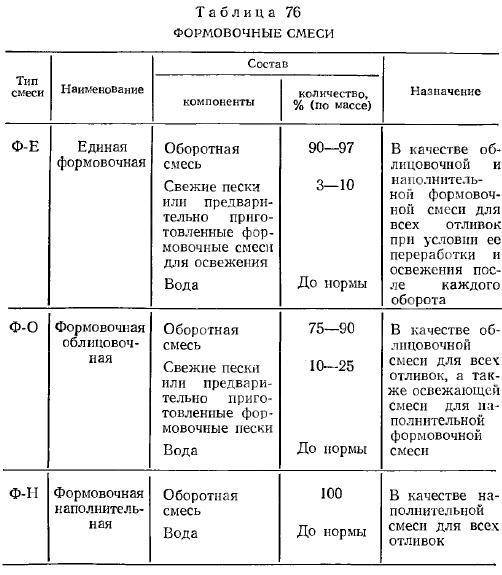
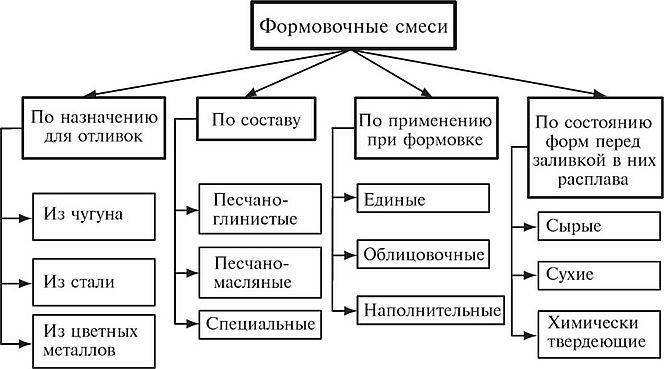
Формовочные смеси делятся на три типа:
- единые;
- облицовочные;
- наполнительные.
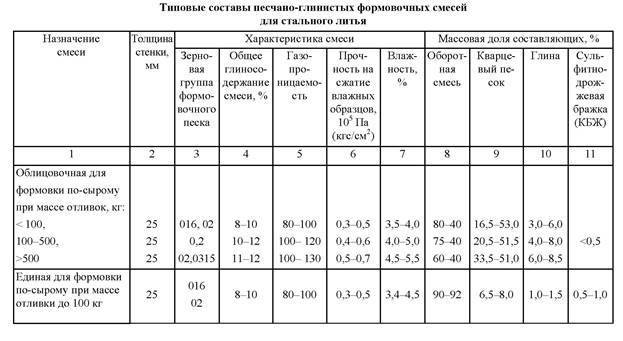
Единая смесь предназначается для наполнения всего объема литейной формы. В полном объеме используется при машинной формовке при выпуске отливок в большом количестве. Для ее приготовления используется большой объем еще неиспользовавшихся материалов.
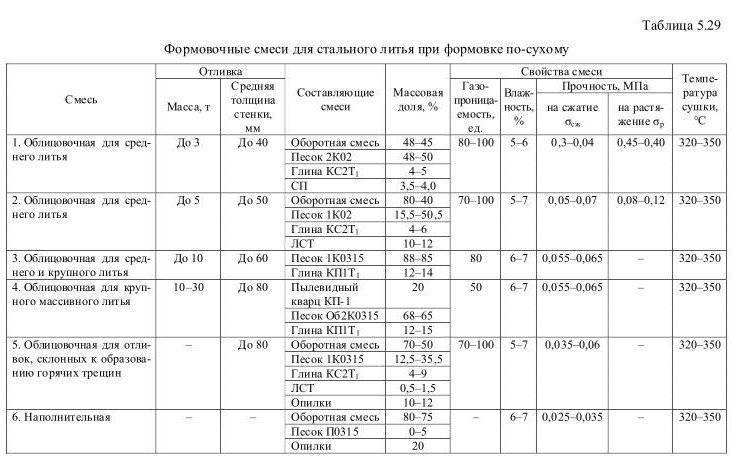
Облицовочная смесь предназначена для получения слоя формы, контактирующего непосредственно с расплавом. Его толщина зависит от типа смеси и тяжести отливки и составляет 20-100 мм. Для того чтобы дополнить оставшийся объем используется наполнительная смесь.
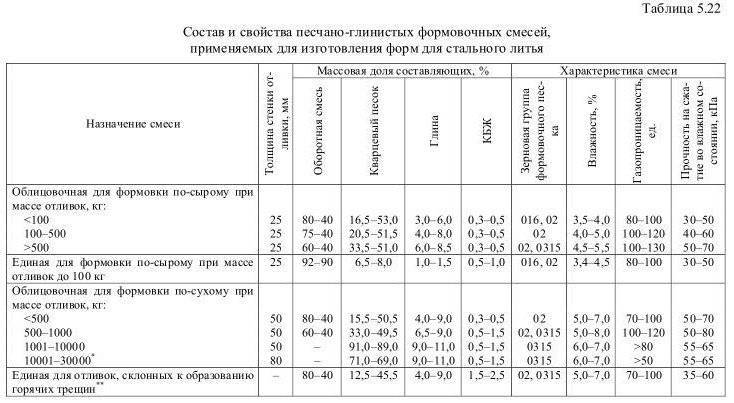
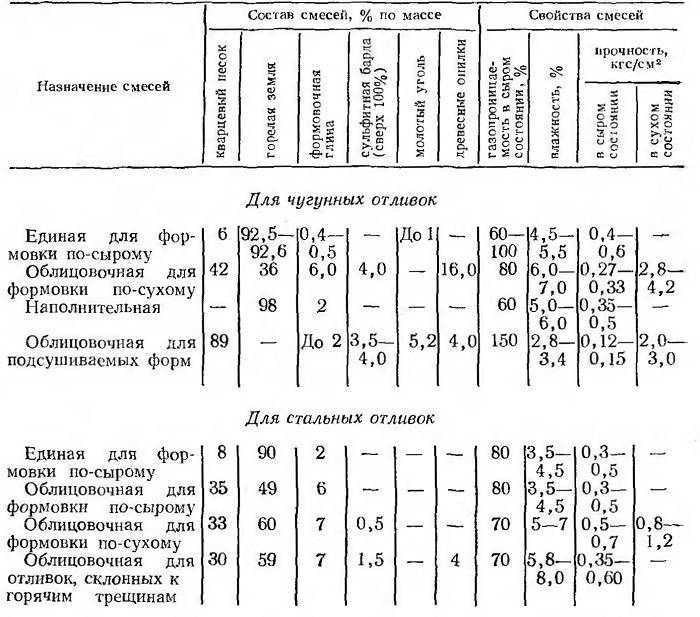

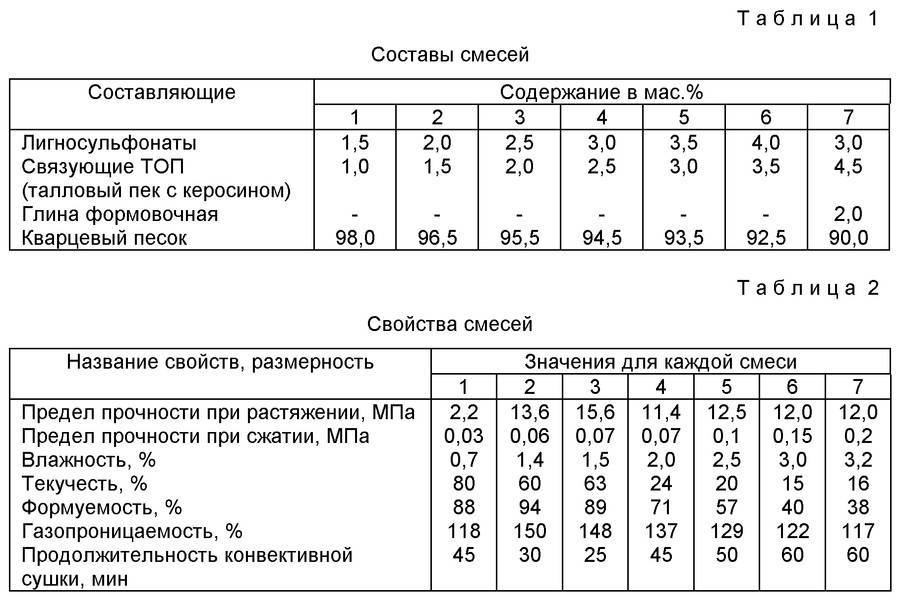
Состав формовочной смеси напрямую зависит от формы и метода ее изготовления. Формирование песчано-глинистых форм происходит двумя способами, в результате которых получаются сухие и сырые формы. Для их податливости при формировании в смесь вводятся сгорающие наполнители – торф или древесные опилки. В состав подсушиваемых форм кроме глины и песка закладываются крепитель, измельченный асбест и барда.
Кроме них используются:
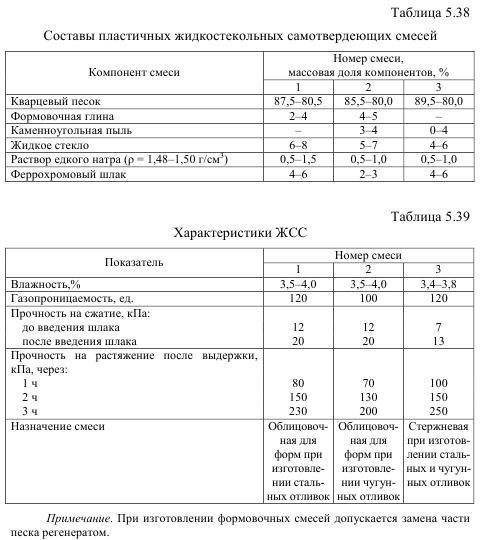
- быстро отверждающиеся;
- самостоятельно отверждающиеся;
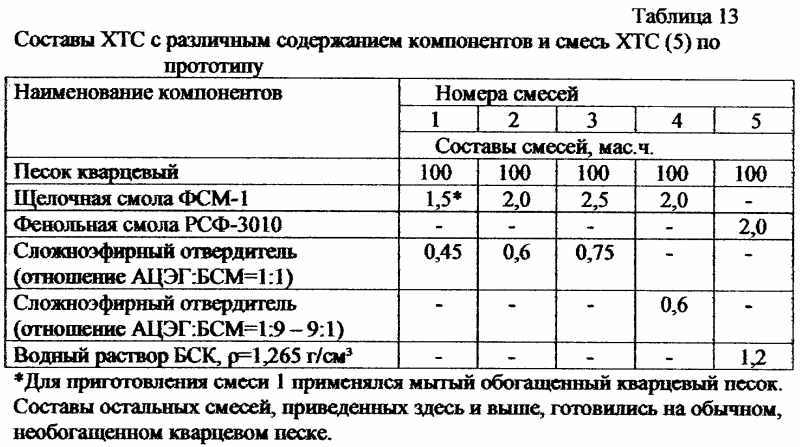
- твердеющие при химическом преобразовании;
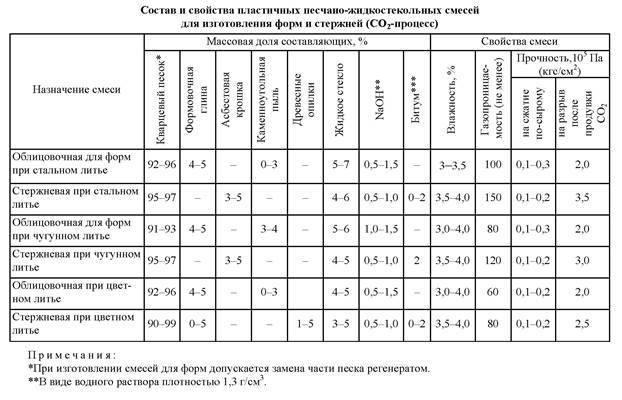
- жидкостекольные составы.
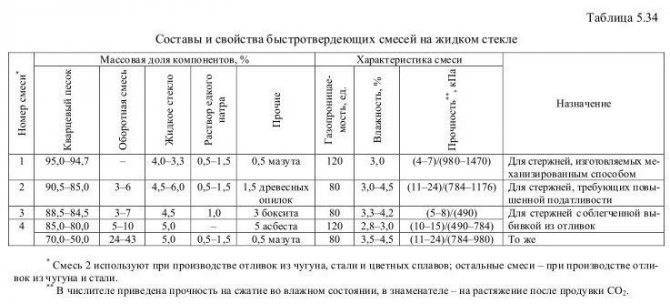
В быстро отверждающихся смесях связкой выступает жидкое стекло. Если для сушки жидкого стекла необходима теплая продувка, то в данном случае отвердение происходит за счет феррохромового шлака.
Классификация формовочных смесей
Самостоятельно отверждающиеся составы в первоначальном состоянии жидкие. Затем в них вводятся ПАВ и песочный наполнитель. Такой состав сохраняет текучесть не более 10 минут. Поэтому они приготавливаются на формовочных участках.
Химически отверждающиеся смеси имеют малый срок жизни. В следствие чего в смесь добавляется едкий натр.
Жидкостекольные разновидности после формирования подвергаются сушке продуванием углекислым газом. В процессе сушки протекают химические реакции: образование кремниевой кислоты и углекислого натрия.
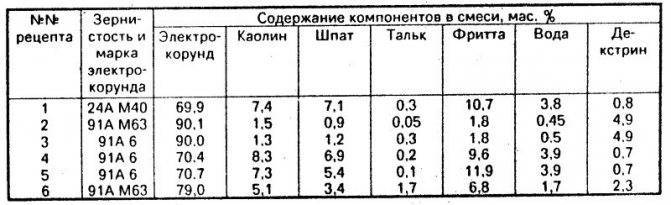
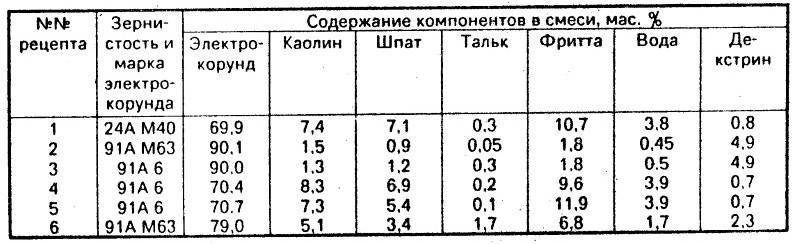
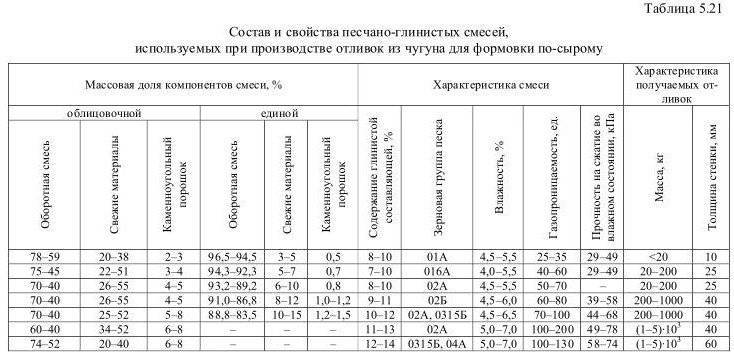
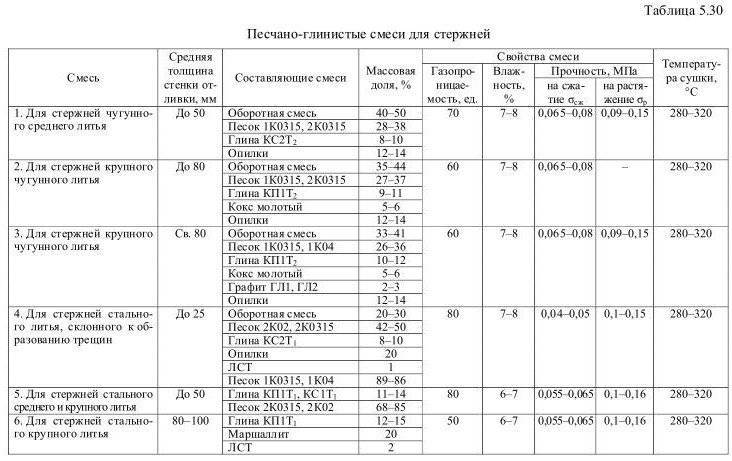
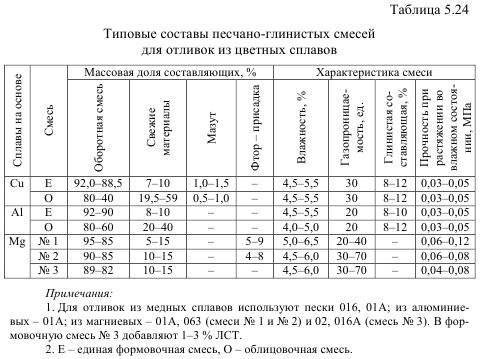
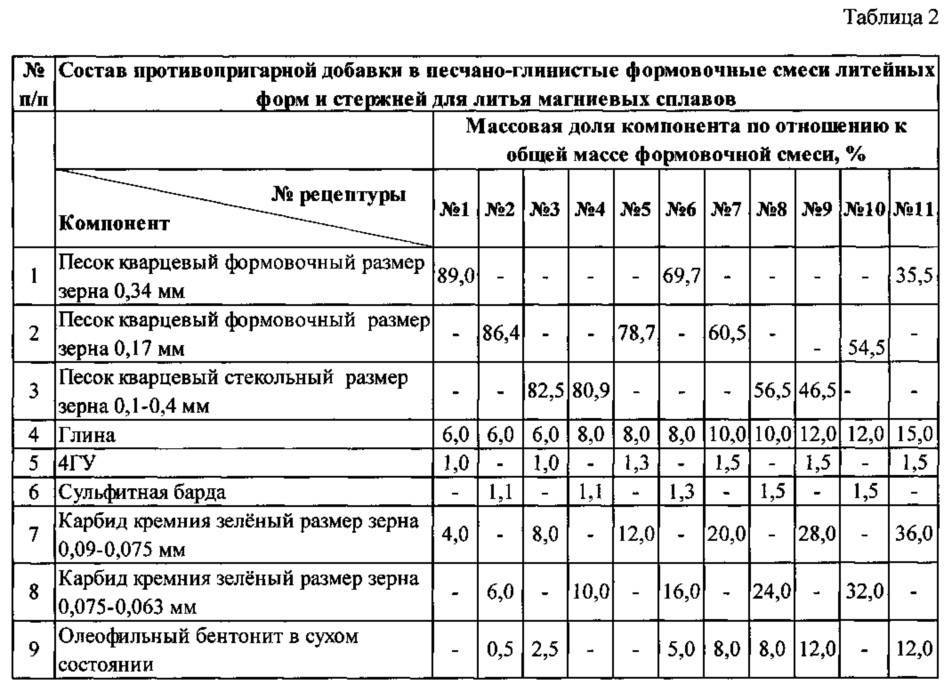
Температура плавления цветных металлов значительно ниже, чем у сталей и чугунов. Из-за чего формовочные смеси имеют меньшую огнеупорность. Для литья бронзы и медных сплавов формовочные составы готовят при использовании глинистого песка П класса. Такие наполнители как борная кислота, серный цвет или фтористая присадка используются для литья алюминия. Они препятствуют активному окислению расплава.
Характеристики алюминия
Алюминий — пластичный легкий металл серебристого цвета. Отлично гнется, хорошо поддается штамповке, литью, металлообработке.
На воздухе быстро окисляется, образуя тонкую оксидную пленку, защищающую от коррозии.
Характерные свойства: • малая плотность; • высокая электропроводность; • невысокая температура плавления, около 660°С, с точкой кипения 2500°С.
В расплавленном состоянии металл хорошо растекается, заполняя пресс-формы для литья алюминия.
Высокая пластичность позволяет раскатывать его в тончайшую фольгу, используемую для создания упаковок.
Отличные технические и эксплуатационные качества позволяют использовать алюминий в транспортном машиностроении, строительстве, электротехнике, производстве потребительских товаров разного назначения.
Нанесение огнеупорного покрытия на модель
Перед нанесением огнеупорного покрытия модель обезжиривают 1,5 %-ным водным раствором нейтрального мыла, соды или олеиновой кислоты и т.п.
Огнеупорное покрытие наносят на модель путем однократного погружения в суспензию, или двух-, или трехкратного с интервалами 10-25 с для сушки очередного слоя на воздухе. Модельный блок после последнего погружения в суспензию обсыпают зернистым огнеупорным материалом. Если предусмотрено вытапливание модели в горячей воде, жидкостекольное покрытие закрепляют 18 %-ным водным раствором хлористого аммония, подкисленного 0,3 % соляной кислоты. Для закрепления покрытия модель после нанесения очередного слоя погружают в бачок с закрепителем на 40-90 с.
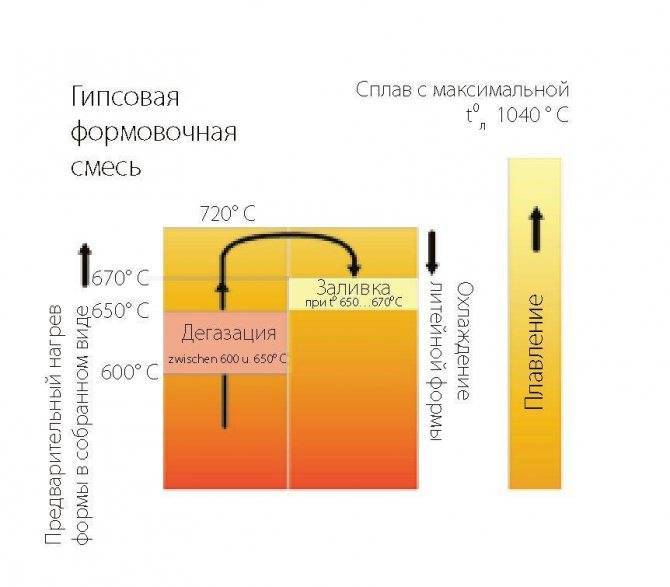
При изготовлении комбинированных форм для получения отливок из цветных сплавов модель погружают в подготовленную быстротвердеющую гипсовую массу и выдерживают в ней до затвердевания массы.
Разновидности сплавов
Бронза включает в свою основу медь и легирующие добавки (бериллий, свинец, алюминий, кремний и олово). Во всех ее сплавах присутствуют и такие компоненты как цинк, фосфор и пр. Помимо бронзы современная промышленная индустрия занимается изготовление и иных сплавов из меди — константан, копель, нейзильбер, мельхиор, латунь и т. д.
Количество и тип легирующих компонентов в составе бронзового сплава определяет его химические и физические характеристики, а также расцветку материала.
Марки сплавов бронзы, температура плавления которых лежит в пределах от 930 до 1140 градусов Цельсия, имеют свою маркировку. По химическому составу сплавы на основе бронзы классифицируются на:
Сочетать олово с медью для получения бронзы люди научились очень давно. Олово делает материал крепче, а также уменьшает его температурные показатели плавления. Ярким примером данной разновидности сплава считается колокольная бронза. В ней содержится двадцать процентов олова и восемьдесят процентов меди. Однако изделия, сделанные на основе колокольной бронзы, характеризуются высокой хрупостью.
Читать также: Горн для плавки алюминия своими руками
Бронзы безоловянного типа, как видно из названия, не имеют олова в составе. Такие сплавы сегодня выделены в отдельные категории бронз:
- Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
- Кремне-цинковые — обладают повышенной стойкостью к стиранию (преимуществом таких бронз данной группы считается и то, что будучи расплавленными они имеют высокую текучесть);
- На основе алюминия и меди — отличаются высокой антикоррозийной защитой и прекрасными антифрикционными качествами.
В настоящее время наибольшее распространение имеют бронзы, в состав которых добавлено олово. Для целей маркировки материала независимо от состава применяется обозначение «Бр», после которого указаны используемые добавки и их содержание в материале. Для примера можно произвести расшифровку бронзы «БР ОЦСНЗ-7−4−2-. В этом оловянном сплаве содержится олово, цинк, свинец и никель. Цифры обозначают их процентное содержание в бронзе. Состав любой марки бронзы может содержать и иные элементы, имеющие следующие обозначения:
- А — алюминиевые сплавы;
- Б — сплавы на основе бериллия;
- Ж — обыкновенное железо;
- К — кремниевый элемент;
- Мц — обычный марганец;
- Ф — фосфор.
Материалы для литых форм
Мастера, занимающиеся литьем алюминия, чаще всего используют гипсовый или цементный раствор для изготовления форм.
Макет детали изготавливается из воска, пенопласта или парафина.
Восковый шаблон устанавливается в коробку или ящик, выступающий в роли опалубки, фиксируется и заливается раствором из гипса.
Для изготовления формы лучше подойдет белый гипс, марки Г-7.
В процессе схватывания и сушки формы парафин или воск расплавляется и выливается. В образовавшиеся полости заливается горячий алюминий.


Если в качестве макета используется пенопласт, раскаленный алюминий заливается по пенопласту, расплавляя и вытесняя его из формы.
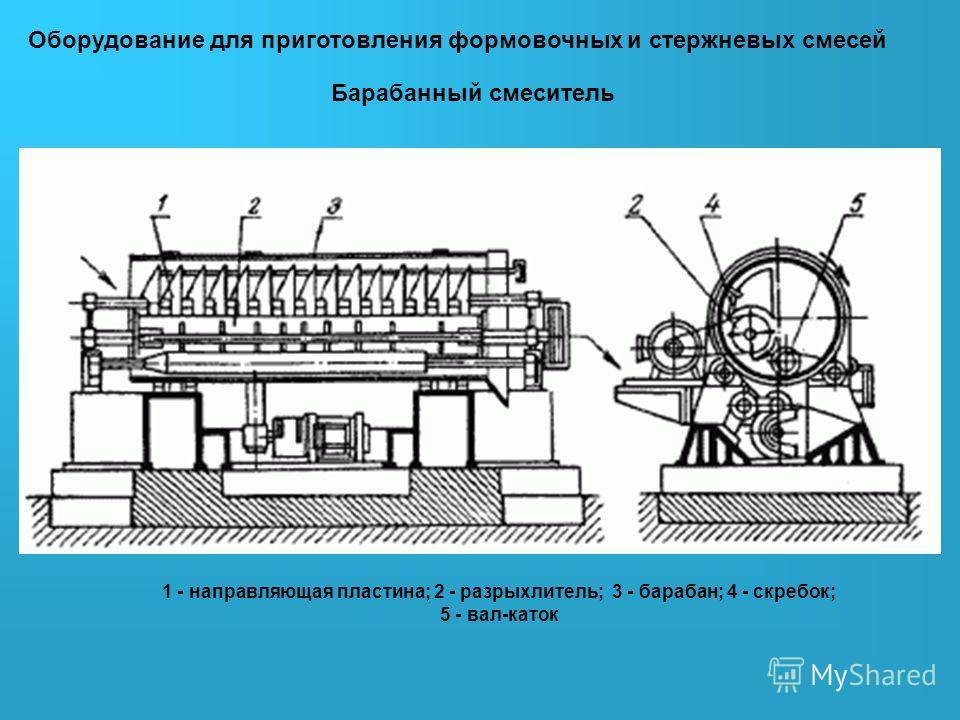
Приготовление смесей
Процесс приготовления формовочных и стержневых смесей проводится в три этапа. Первый этап — подготовительный. Здесь происходит подготовка еще неиспользованных материалов. Проводится сушка, дробление и последующее просеивание.
На втором этапе происходит подготовка отработанного состава. Это позволяет экономить на материалах. Процесс начинается на охладительных барабанах. Происходит выбивка, размельчение, охлаждение.
Формовочные смеси для литья готовятся на третьем этапе в смесителях. Широкое применение нашли катковые модели. Они используются для приготовления таких составов как:
- единые;
- стержневые смеси;
- облицовочные;
- с добавками: вязкие;
- жидкие;
- пылевидные.
При больших объемах выпуска производство автоматизировано. Механизация процессов отражается на снижении себестоимости продукции.
Сушка огнеупорного покрытия
Для формирования керамической оболочки огнеупорное покрытие подвергают воздушной, воздушно-аммиачной и вакуумно-аммиачной сушке.
Как показывает практика, огнеупорное покрытие на основе этилсиликата можно высушить на воздухе за 4-10 ч. Продолжительность сушки зависит от числа нанесенных слоев, от размеров и сложности модели. Продолжительность воздушно-аммиачной сушки составляет 1,0-3,5 ч, вакуумно-аммиачной сушке — 15-30 мин.
Для сушки моделей в аммиачных шкафах берут 1,5-2,0 л аммиачной воды плотностью 0,89-0,95 г/см3 на 1м3 объема сушильного шкафа. Температура в шкафу составляет 18-25 oС.
Комбинированные покрытия, включающие два или три упрочняющих жидкостекольных слоя, сушат на воздухе в течении 5-6 ч. Причем температура сушки составляет 22-28 oС для этилсиликатного слоя и 22-31 oС для жидкостекольного.
Ускоренную сушку комбинированных форм, основанную на взаимном закреплении чередующихся этилсиликатного и жидкостекольного слоев, производят потоке воздуха со скоростью 4-5 м/с при температуре 25-28 oС в течении 1,5-2 .
Основные этапы
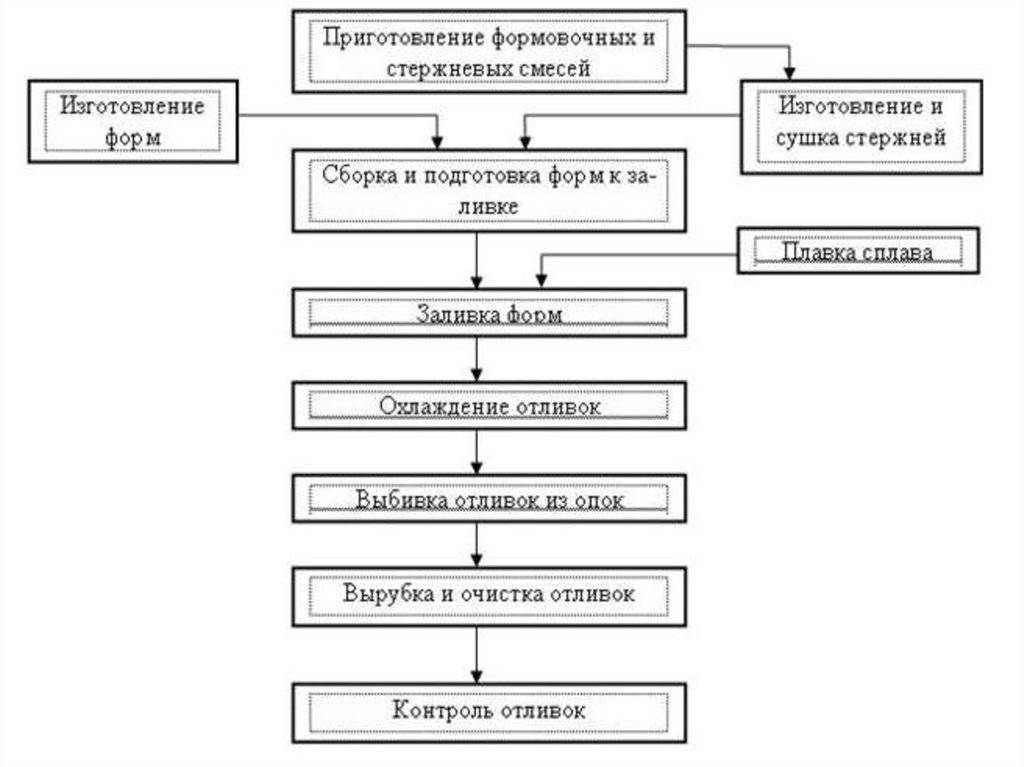
Чтобы получить качественные литые изделия требуется строгое соблюдение технологической последовательности. Процесс литья выглядит следующим образом:
- Изготовление модели или копии по эскизу, чертежу. Материалы для модели –легко плавящиеся при невысоких температурах: стеарин, парафин, воск и прочие. Способность полного заполнения объема внутреннего пространства в форме сделало эти материалы широко используемыми.
- Примыкание к модели литниковой системы производится приклеиванием, спаиванием или механическим креплением. Таким образом, формируют питатели, каналы, выпоры и другие элементы.
- Изготовление литьевой формы производится из огнеупорной смеси. В основной состав смесей водит глина шамотная или глиноземная и кварцевый песок.
- Освобождение формы от модельного состава производится путем нагревания паром или погружением в нагретую воду.
- Обыкновенно литье бронзы производится свободной заливкой с использованием центробежных машин, избыточного или недостаточного давления (вакуума).
- Охлаждение производится на воздухе или с использованием термостата.
- После остывания, модельная форма разрушается. Производится обрубка литниковой системы. Заготовка отправляется на чистку с помощью промывки или химическими составами.
https://youtube.com/watch?v=mVzVJ6JrtQI


Требуемые свойства
Для получения качественной отливки необходима литейная форма, изготовленная из ингредиентов, подобранных под разлив определенного металла. Формовочная смесь для литья должна обладать определенной влажностью. При малой влажности форма склонна к осыпаемости, что затрудняет формовку.
Свойства формовочных смесей характеризует твердость. Она зависит от равномерности и степени уплотнения. Уплотнение формы сверх нормы провоцирует появление таких дефектов как:
- пригар;
- распор;
- вскип.

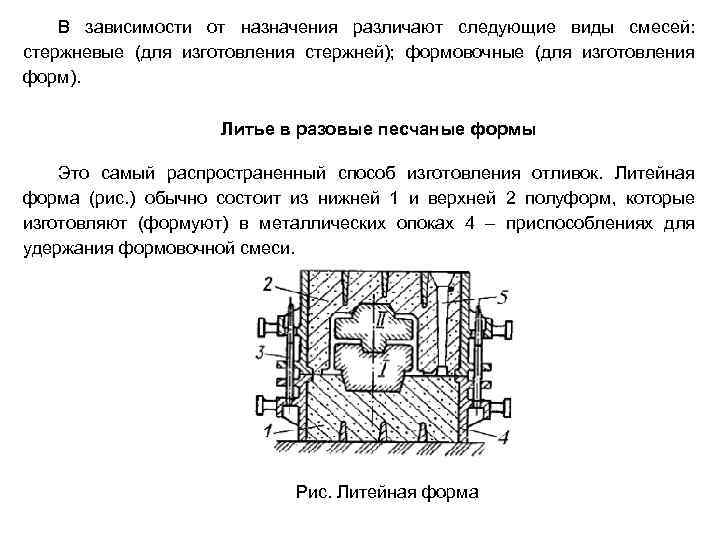
Литье в песчано-глинистую форму
Высокая прочность формы и стержня не позволяет изменять геометрию отливки. Чтобы ее получить применяются специальные связующие материалы.