

При помощи пружины
Часто новичков интересует, как согнуть полипропиленовую трубу в кольцо, использовав для этой цели пружину. Как утверждают опытные мастера, чтобы успешно гнуть пластик дома, необходимо обзавестись специальным приспособлением. На прилавках имеются пружины с внутренним и наружным диаметром. Судя по отзывам, некоторым домашним умельцам гораздо удобнее работать с наружными пружинами.
Для этого достаточно ее надеть на место изгиба. Далее трубу прогревают при помощи строительного фена или газовой горелки. Полипропилен спустя некоторое время становится мягче и податливее. Теперь его можно гнуть. Когда труба окончательно остынет, с нее можно удалять пружину, вращая ее по часовой стрелке.
Сгибается изделие постепенно. Чтобы по окончании работы не возникло трудностей с извлечением пружины, желательно, чтобы прилегающая поверхность трубы была тщательно смазана маслом. Для этой цели подойдет отработанное машинное.
Тем, кто собрался в качестве заполнителя использовать песок, следует обзавестись следующими инструментами и материалами:
- Тщательно просеянным сухим песком.
- Двумя пластиковыми заглушками.
- Паяльной лампой или строительным феном.
- Столярными тисками.
Процедура загиба выполняется поэтапно:
- Вначале нужно заполнить внутреннее пространство полипропиленовой трубы.
- Заткнуть оба конца пластиковыми заглушками.
- Зафиксировать заготовку в тисках на некотором отдалении от источника огня.
- Отметить точку загиба на заготовке. Далее в этом месте труба будет прогреваться.
Гратосниматель для медных труб в Санкт-Петербурге
Гратосниматель KRAFTOOL EXPERT для труб и листов из нержавейки, меди, пластика 23440
Гратосниматель, KRAFTOOL, EXPERT, 23440
Гратосниматель kraftool для зачистки граней труб и листов из нерж. стали, меди, пластика, универс, сменное лезвие, 23440
Гратосниматель RUKO 107051
Гратосниматель KRAFTOOL для зачистки граней труб и листов из нерж. стали, меди, пластика, универс, сменное лезвие (арт. 23440)
Гратосниматель Kraftool 23440
Гратосниматель ZENTEN 6100-1
Труборез для медных труб 6-42 мм Stayer ProCut 2342-42
KRAFTOOL гратосниматель для зачистки граней труб и листов металла/пластика 23440
Гратосниматель KRAFTOOL для зачистки граней труб и листов из нержавеющей стали, меди, пластика, универс, сменное лезвие .
Гратосниматель KRAFTOOL для зачистки граней труб и листов из нерж. стали, меди, пластика, универс, сменное лезвие 23440
Вальцовка+труборасширители DSZH CT-275
Гратосниматель Rothenberger GRATFIX HSS
Kraftool Гратосниматель KRAFTOOL для зачистки граней труб и листов из нерж стали, меди, пластика, универс, сменное лезвие
Труба медная неотожженная 15*1,0*2,5м SILMET
Гратосниматель KRAFTOOL для зачистки граней труб и листов из нерж. стали, меди, пластика, универс, сменное лезвие (арт. 23440)









Гратосниматель KRAFTOOL для зачистки граней труб и листов из нержавеющей стали, меди, пластика, универс, сменное лезвие .
Набор для вальцевания труб DSZH WK-519FT, 1/4″-3/4″
KRAFTOOL гратосниматель для зачистки граней труб и листов металла/пластика 23440
Гратосниматель KRAFTOOL для зачистки граней труб и листов из нержавеющей стали, меди, пластика, универс, сменное лезвие .
Набор для вальцевания труб DSZH WK-R806FT-L, 1/4″- 3/4″
Резак для медных в оболочке и металлополимерных труб Valtec (VTm.393.0.160020)
Вальцовка+труборасширители Becool BC-275 (1/8″-3/4″)
Расширитель-калибратор ЗУБР «эксперт» для муфт под пайку труб из цветных металлов d 10, 12, 15, 18, 20, 22 мм, в боксе (арт. 23655-H7)
Труба медная 1/2, бухта 15м
Ёрш для зачистки медных труб ф 15
Гратосниматель Rothenberger GRATFIX HSS
Набор для вальцевания труб DSZH WK-806FT-L, 1/4″- 3/4″
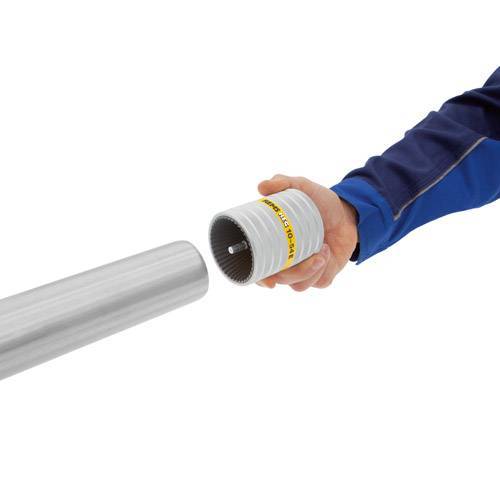
Универсальный гратосниматель REMS REG
Трубогибы пружинные DSZH CT-102 L (набор: 1/4″,5/16″,3/8″,1/2″,5/8″)
76 мм) с максимальной толщиной стенки 2 мм. Кованый стальной корпус. 4 направляющих ролика для лучшего вращения. Съемный гратосниматель NOGA в корпусе трубореза. Сис.










Труборез KOMPAKT PLUS QUICK для медных труб 76 мм Zenten 7476-3
Источник
Негативные последствия гибки
К недостаткам при обработке трубы из нержавеющей стали относятся:
- Изменение параметров внешних и внутренних стенок радиуса. В результате образования напряженности в металле, внешние стенки подвергаются истончению, а внутренние сжатию.
- Значительное ослабление происходит при овализации заготовки. Такое явление может отрицательно сказываться при монтаже трубопровода для перемещения пульсирующей жидкости или газа.
- Проявление складок на внутренней стороне наблюдается в результате увеличения толщины профиля. При таком дефекте внутренний поток вещества столкнется с повышенным сопротивлением связанное с уменьшением диаметра трубы. Складки способствуют появлению коррозии, прочность конструкции снизится.
При выполнении обработки трубного профиля применяют некоторые методы защиты от повреждений:
- внутренний ограничитель сохраняет целостность заготовки;
- внешние упоры способны сохранит внешние поверхности профиля.
Наружные гратосниматели
Такие приспособления считаются разновидностью вспомогательного сварочного оборудования. Типичное устройство наружного гратоснимателя для труб включает в себя:
- Раму, насаживаемую на наружную поверхность трубы.
- Трёхрезцовую головку с твердосплавными ножами, каждый из которых наклонён к образующей под углом не более угла трения (13º).
- Привод перемещения; он может быть ручным, механическим (от электродвигателя) и пневматическим.
- Опционно – датчики усилия, при помощи которых автоматически устанавливается момент, когда резцы вместо грата начинают срезать основной материал трубы.
Зачистку грата целесообразнее производить непосредственно после сварки, когда пластичность материала и сопротивление срезу минимальны. Поэтому наружный гратоочиститель монтируется на смежном участке трубы ещё до начала стыковой сварки. После окончания процесса соединения производится настройка режущей головки, и начинается её спиральное перемещение вдоль образующей наружного диаметра трубы. Поскольку прочность сварного шва составляет не более 80…85% от исходной прочности металла, то именно на такую нагрузку и настраивается приспособление. Наличие твердосплавных ножей, выполняемых из материала типа ВК3 или ВК6, обеспечивает гладкий и качественный срез грата.
Для достижения лучшего результата гратосниматель повторно пропускают через стык, но уже с противоположного направления. При зачистке грата в полевых условиях чаще используют пневмопривод, а в стационарных – электропривод. Гратоочистители для труб, рассчитанные на наружный диаметр менее 100 мм, обычно управляются вручную (то же касается и приспособлений, рассчитанных на работу с полиэтиленовыми трубами).
грат — это. Что такое грат?
грат — грат, а … Русское словесное ударение
грат — (нем. grat) излишки металла, остающиеся на кромках изделий после какого л, процесса обработки. Новый словарь иностранных слов. by EdwART, , 2009. грат – излишки металла, остающиеся на кромках изделий после какого либо процесса… … Словарь иностранных слов русского языка
грат — излишек, заусенец Словарь русских синонимов. грат сущ., кол во синонимов: 2 • заусенец (6) • излишек … Словарь синонимов
грат — gratter > нем. Grat. Заусенец у штампованных изделий. ТЭ 1931 11 599. В полиграфии заусеницы, неровный край. Сл. 1948. Ступеньки, получающиеся при травлении по бокам штрихов. Полиграф 1944. Гратосъемщик а, м. (в металлургии). Сл. зан. 2002 … Исторический словарь галлицизмов русского языка
грат — Избыточный металл, выдавленный при сварке давлением Тематики сварка, резка, пайка EN burrrag DE BartGrat FR barbebavure … Справочник технического переводчика
грат — išlaja statusas T sritis chemija apibrėžtis Lieto ar presuoto gaminio šerpeta, atsiradusi dėl formos nesandarumo. atitikmenys: angl. burr; fin; flash rus. грат; заусенец … Chemijos terminų aiškinamasis žodynas
ГРАТ — (V в.), свт. (пам. зап. 7 сент.), еп. г. Августа Претория (совр. Аоста, Италия). В сане пресвитера весной 451 г. Г. присутствовал на Соборе в Медиолане (совр. Милан) под председательством свт. Евсевия, еп. Медиоланского, на к ром… … Православная энциклопедия
ГРАТ — избыточный металл, выдавленный при сварке давлением (Болгарский язык; Български) грапавина (върху повърхност на метал) (Чешский язык; Čeština) výronek; otřep (Немецкий язык; Deutsch) Grat; Bart (Венгерский язык; Magyar) gerinc; ömleny… … Строительный словарь
Почему грат необходимо удалять?
Различают наружный и внутренний грат, который, в свою очередь, образуется на металлических и полиэтиленовых трубах. Наружный грат негативно влияет на эстетику соединения и усложняет его противокоррозионное покрытие (особенно для стальных горячекатаных труб, имеющих повышенную шероховатость поверхности).
С внутренним гратом ситуация более сложная. Он не только создаёт ненужную турбулентность потока и ухудшает скорость перемещения прокачиваемой среды, что вынуждает увеличивать мощность насосных установок. Для медных труб, в частности, откалывающиеся частицы металла могут вызвать повреждение тонкостенных трубопроводов в местах изгибов. При подаче жидкости самотёком именно на участках гратообразования чаще всего происходит засор трубопровода. Наконец, в системах очистной канализации скапливающиеся фрагменты мусора вызывают интенсивное размножение болезнетворных бактерий.
Обычная прочистка трубопроводов зачастую не даёт должного эффекта: прилагая сравнительно небольшие усилия, грат трудно удалить полностью, а при чрезмерном нагружении внутренних стенок трубопроводов они могут треснуть (для полиэтиленовых труб) или изогнуться (для медных труб). Альтернативой является механическое удаление грата, для чего разработано и применяется несколько видов технологической оснастки. Лидерами в конструировании и производстве гратоснимателей считаются фирмы Advance Welding и Caldervale Technology (Великобритания), REMS, WIDOS GmbH и Rothenberger (Германия), Nowatech (Польша).
О применении формовочной машины
Судя по многочисленным отзывам, использование данного агрегата обеспечивает самое легкое и надежное сгибание изделия. Тем, кто обзавелся данным приспособлением, но не знает, как гнуть полипропиленовую трубу, специалисты рекомендуют выполнить следующие действия:
Вначале необходимо смастерить специальную оправу, форму которой планируется придать пластиковому изделию. Изготовить ее можно из древесноволокнистой плиты. Уже готовая оправа тщательно обрабатывается наждачной бумагой
Важно, чтобы форма была без зазубрин и заусениц. В противном случае на трубе появятся вмятины и сколы.
Полипропиленовое изделие поместить в оправу и надежно закрепить.
В оправе труба устанавливается в формовочной машине
Далее материал нагревается.
Нужно дождаться, чтобы пластик достаточно размяк. Затем он оседает на оправу, приобретая таким образом нужную форму.
Подождать 10 минут, чтобы изделие остыло.
Снять конструкцию.
Стипендия Правительства Санкт-Петербурга
Условия получения
Присуждается студентам первого года обучения, получивших статус призера или победителя перечневой олимпиады школьников (международной и Всероссийской олимпиады школьников по информатике, математике или физике, химии, русскому языку). Присуждается также студентам старших курсов, отличившимся глубокими знаниями указанных дисциплин.









Тысячи студентов каждый год подают документы на получение различных стипендий. И многие из них подучают финансовую поддержку за академические успехи или вклад в развитие науки. Вы можете быть в числе этих студентов, осталось только выбрать подходящую стипендию и подать документы!
Сварочный процесс: что такое грат, и как с ним бороться | Металлопрокат от АБТ-ГРУПП
Сварка и резка металла почти всегда сопровождаются образованием потеков расплавленного материала, моментально застывающего в силу своей низкой вязкости и высокого поверхностного натяжения. Удалить эти потеки с наружной поверхности труб не сложно; этот процесс автоматически выполняют специальные резаки. Гораздо сложнее обстоят дела с удалением их с внутренней поверхности труб. Однако и эта задача разрешима.
Способы удаления потеков металла (грата) с труднодоступных поверхностей:
- механический;
- термический;
- электрический;
- электрохимический.
Рассмотрим каждый из них более подробно.
Механический способ: закатать или срезать?
Процесс закатки наплывов металла выглядит следующим образом. Сварную зону раскаляют до температуры + 600`C, чтобы она стала пластичной. По наплыву движется роликовая головка, раскатывающая (разглаживающая) грат по внутренней поверхности трубы. Такой способ называется «закатка», и важнейшим его недочетом является пониженная прочность сварочного шва.
Другим механическим методом является т. н. «срезание». Потеки металла снимаются специальным приспособлением (гратоснимателем), конструкция которого напоминает гратозакатывательную машинку, только с резцами. Этот способ также не лишен недостатков. В частности, режущая головка недостаточно плотно поджимается к поверхности шва, в результате чего результат не всегда получается качественным.
Метод сжигания избытка металла в струе кислорода
Оборудование для термического метода избавления от наплывов металла представляет собой штангу из двух труб – внутренней (через нее подается кислород) и наружной. На конце штанги располагается головка, с помощью которой сжигание грата протекает одновременно со сварочным процессом.
Для получения эффективного результата необходимо, чтобы скорость сваривания металла и сжигания наплывов были идентичны. Минусом метода является ускоренное изнашивание головки штанги, обусловленное налипанием капель расплавленного металла.
Электрическое и электрохимическое гратоудаление
Электрический способ сжигания потеков металла основан на пропускании разряда между двумя электродами. Отличается малой продуктивностью, непредсказуемостью результата и быстрым износом оборудования, поэтому широкого промышленного применения не получил.
Электролитическое удаление характеризуется крайне медленной скоростью сжигания, не более 20 см шва в одну минуту.
Профилактика образования грата
Металлические трубы с признаками грата считаются некачественными, область их применения существенно ограничена. Можно ли предотвратить образование потеков металла в процессе сварки?
Да, и профилактика этого явления заключается в использовании подложек с внутренней стороны трубы в месте сварки. Подложка предпочтительнее газового подпора, который повышает вероятность появления пористого, а значит, менее прочного сварного шва.
Образец бизнес-плана
Прежде чем приступить к разработке бизнес-плана, нужно определить направление сельскохозяйственной деятельности. Изначально следует провести исследование возможных рынков сбыта готового товара для определения визуальной картины капиталовложения.
Обязательно во внимание нужно брать сезонные риски, поскольку некоторые направления сельскохозяйственной деятельности зависят от этого (к примеру, овощеводство). Итак, бизнес-план включает в себя такие подразделы:. Итак, бизнес-план включает в себя такие подразделы:
Итак, бизнес-план включает в себя такие подразделы:
- титульную страницу;
- описание сельскохозяйственной деятельности;
- исследование выбранного направления трудовой деятельности;
- производственный план;
- маркетинговую часть;
- финансовые расчеты;
- риски и способы их избегания.
Все подразделы бизнес-плана внимательно изучаются комиссией при конкурсе, поэтому пренебрегать каким-либо подразделом не следует. Все должно быть подробно расписано и подтверждено расчетами.
Документы для скачивания (бесплатно)
Бизнес-план на свиноводческую ферму
Что писать в мотивационном письме?
Не используйте клише
Можно найти множество шаблонов для мотивационных писем, однако эти клише организаторы видят в каждом письме. Попробуйте проявить себя и честно рассказать о своей мотивации, сильных и слабых сторонах, достижениях.
Соотнесите тему с целью программы
Формируя тему письма, вы должны опираться на цель выбранной программы. Исходя из этого, объясните свою мотивацию. Например, если программа подразумевает развитие мирового экологического сообщества, вы должны показать причастность к этой теме, а также рассказать, как полученные знания и навыки могут пригодиться в карьере.
Расскажите о своих достижениях
Не нужно перечислять все — расскажите только о наиболее значимых достижениях, которые соотносятся с выбранной программой и специализацией. Подкрепите их конкретными ссылками.
Объясните свою мотивацию
«Я очень хочу у вас учиться» — не мотивация. «Я хочу получить образование по этой специальности, так как планирую реализовать проект, направленный на помощь/развитие…» — более конкретная формулировка, которая показывает, как полученные навыки и знания помогут вам реализоваться в карьере.
Будьте конкретны
«Ученье — свет» — это правда, однако для мотивационного письма такие объяснения не подходят. Организаторы должны получить полное представление о вас и понимать, почему именно вы должны получить этот грант.
Резюмируйте
В конце письма можно кратко изложить главные мысли и еще раз подчеркнуть свою мотивацию, то есть указать конкретную причину, по которой вы хотите учиться на этой программе. Можно также подчеркнуть, как вы планируете развиваться после окончания программы.
Виды грантов
В зависимости от периодичности проведения конкурсов гранты бывают:
- Разовые – конкурс проводится один раз, средства направляются на выполнение конкретных задач.
- Цикличные – конкурс проводится регулярно несколько раз за период.
- Постоянные – программы размещения грантов, функционирующие на постоянной основе без фиксированных сроков приема проектов. Проекты рассматриваются по мере поступления.
Благотворительные фонды проводят конкурсы по размещению грантов самостоятельно. Для финансирования крупных проектов фонды объединяются.









Гранты подразделяются на:
- Гранты общей поддержки – поддерживают выполнение программы проекта НКО.
- Целевые гранты – обеспечивают реализацию мероприятий определенного проекта.
- Гранты с частичным финансированием – консолидированная помощь нескольких фондов или размещение в проекте средств НКО.
- Капитальные гранты – субсидия на покупку основных средств (приобретение, ремонт или аренда недвижимости и оборудования).
- Корпоративные гранты – помощь НКО корпорациями, либо софинансирование предпринимательскими структурами.
- Начальные гранты – финансирование некоммерческих проектов на этапе запуска или для открытия новых направлений работы НКО.
- Гранты в натуральной форме – помощь в виде передачи материального имущества.
- Перспективные гранты – субсидия для обществ с ограниченной ответственностью. Не меньше минимального размера уставного капитала, выдается фондом частями в установленный период.
- Посреднические гранты – финансирование выполнения социально ориентированного проекта от имени спонсора.
- Стимулирующие гранты – финансирование части бюджета на осуществление проекта и подталкивающее к поиску дополнительных фондов для финансирования.
В законах перечислены виды грантов:
- Пожертвование – использование имущества по определенному назначению (п. 3 ст. 582 Гражданского кодекса РФ). Безвозмездная передача имущества в пользование НКО. Оформляется дарением. Подаренное имущество не облагается налогом.
- Научный грант (ст. 2 Федерального закона от 23.08.96 № 127-ФЗ «О науке и государственной научно-технической политике») – для проведения научных исследований и развития научно-технических программ, инновационных проектов. Условия предусмотрены грантодателями.
- Благотворительный грант (ст.15 Федеральный закон от 11.08.95 № 135-ФЗ «О благотворительной деятельности и благотворительных организациях») – благотворительное пожертвование целевого характера.
- Государственный грант (ст. 17 Федерального закона от 19.05.95 № 82-ФЗ «Об общественных объединениях» и ст. 13 Закона РФ от 19.02.93 № 4530-1 «О вынужденных переселенцах») – целевое финансирование отдельных общественно значимых программ.
- Президентский грант (Указ Президента Российской Федерации от 31.12.2015 г. № 688) – гранты (стипендии) Президента РФ для работы над социально значимыми проектами.
- Бюджетная субсидия (ст. 78 Бюджетного кодекса Российской Федерации) – на грант выделены средства бюджетов разного уровня.
Гратосниматель для медных труб в Москве – 210 товаров
76 мм) с максимальной толщиной стенки 2 мм. Кованый стальной корпус. 4 направляющих ролика для лучшего вращения. Съемный гратосниматель NOGA в корпусе трубореза. Сис. данные с Яндекс Маркета
170 мм) с максимальной толщиной стенки 6 мм. Кованый стальной корпус. 3 направляющих ролика для лучшего вращения, третий регулируется в двух положениях для лучше. данные с Яндекс Маркета
35 мм) с максимальной толщиной стенки 2 мм. Кованый стальной корпус. Стальной резьбовой шток вращается в стальной втулке. 4 направляющих ролика для лучшего враще. данные с Яндекс Маркета
127 мм) с максимальной толщиной стенки 6 мм. Кованый стальной корпус. 3 направляющих ролика для лучшего вращения, третий регулируется в двух положениях для лучшего на. данные с Яндекс Маркета
30 мм) с максимальной толщиной стенки 2 мм. Кованый стальной корпус. Стальной резьбовой шток вращается в стальной втулке. Уменьшенный радиус вращения вокруг трубы. Система м. данные с Яндекс Маркета
Гратосниматель для медных труб в Москве купить недорого в интернет магазине с доставкой | 40NOG
Источник
Перечень инструментов, необходимых для изгиба: рекомендации мастеров
Изготовители полипропиленовых и труб ПВХ настоятельно не рекомендуют самостоятельно сгибать изделия в домашних условиях. Однако иногда эта процедура необходима: для этого стоит запастись специальными инструментами. Для работы потребуется строительный фен с хорошей мощностью и возможностью регулировки температуры. Также будет нужна формовочная машинка, если было решено гнуть материал с помощью оправы.

Строительный фен обязательно должен иметь регулировку температуры
При условии отсутствия строительного фена, может пригодиться газовая горелка, но работать с ней нужно аккуратно, не допуская переплавления трубы. Если элемент будет сгибаться с помощью проволоки, необходимо подготовить кусачки для ее нарезки.

Нагревать изделие необходимо только в месте изгиба
Несколько рекомендаций от профессионалов помогут справиться с задачей:
- при использовании технического фена необходимо тщательно прогреть именно верхнюю часть того участка, где будет сделан изгиб;
- для изготовления одинаковых изгибов лучше подготовить самодельный шаблон;
- используя песок, его стоит засыпать до полного заполнения просвета, однако заталкивать сыпучее вещество сильно не нужно;
- для заглушки лучше применять металлические изделия;
- сгибание должно происходить медленно, от рывков стоит отказаться.
Указанные методы сгибания ПВХ являются самыми проверенными и зачастую используются мастерами, у которых нет трубогиба. Правильные, ровные повороты трубопровода предотвратят использование фитингов, следователь, риск протечек будет минимальным.
Методы гибки
Применение ручных или промышленных приспособлений зависит от количества заготовок и параметров сгиба. Чтобы согнуть нержавеющую трубу используют следующие методы:
- Наматыванием можно обработать заготовку сечением от 1 см до 4,26 см, при этом создается различная конфигурация. Для сохранения формы профиля применяют ограничители, состоящие из частей.
- При помощи обкатки сгибают детали диаметром не более 15 см, а также большой толщины стенок. Обработка ведется в результате перемещения ролика вокруг статичного основания.
- Для того, чтобы придать трубе форму кольца или спирали необходимо применить метод вальцовки. Заготовка гнется в результате перемещения между роликами.
- Для предотвращения образования дефектов при гнутье профиля применяется способ растяжения. Концы трубы закрепляют, растягивают и сгибают.
- Для выполнения опорного метода используют пару стоек, на них укладывается труба. При помощи домкрата и шаблона придается форма трубе. Максимальный диаметр до 35,1 см.
- В результате нагнетания внутрь детали избыточного давления воды могут проявляться напряжения, которые делают нержавейку пластичной. Форму придают также при помощи шаблона вручную.
- Заготовку проталкивают через неподвижный и подвижный ролик. При изменении расстояний между роликами изменяется радиус изгиба.
В качестве внутренних ограничителей могут применяться такие приспособления, как пружины, металлические тросы, а также вода или масло. В роли смазки могут использоваться эмульсии, предотвращающие проявление коррозии.

Гибка трубы с помощью станка
Грат на металле что это такое
Гратом называют излишки металла, которые остаются на готовой детали после резки или сварки. В процессе расплавления (на чем основаны многие виды резки) металл, который был в месте разреза, никуда не исчезает. Часть его выпадает вниз, а часть – остается на кромках детали и застывает на ней. Образуются некрасивые «наросты».
Полностью избежать появления грата нельзя. Это своего рода «бонус» за быстрый, удобный и точный раскрой металла плазменным или лазерным резаком. Если необходимо, чтобы детали были идеально чистыми, и материал позволяет, можно применить кислородную резку. Либо «резать лобзиком», как шутят опытные мастера.
Можно существенно снизить появление излишков, правильно настроив плазменный резак
Главное, на что нужно обратить внимание – высота резака и скорость работы. Больше грата образуется, когда резак находится слишком низко, поэтому нужно отрегулировать высоту опытным путем
Также, количество грата увеличивается, если скорость резки недостаточная – получается, что электрическая дуга уходит вперед. При высокой скорости тоже выходит много излишков, т.к. дуга отстает.










У каждого резака есть инструкция, где производитель прописывает в виде таблиц, как именно его использовать. Выбрав свой типа сплава и толщину заготовок, нужно посмотреть в таблице, какую мощность и скорость резака предлагает производитель. Следуя этим рекомендациям, можно свести образование грата к минимуму.
Немаловажно следить за состояние расходников. Сопло и электрод должны подходить для выбранного режима резки (все это тоже описано в инструкции)
Своевременная очистка и замена расходников поможет делать качественный раскрой и продлит сроки службы самого резака.
Грат достаточно легко удаляется, поэтому большинство мастеров не считают его серьезной проблемой. Существуют разные методы очистки деталей. Кто-то удаляет его пинцетом, кто-то плоскогубцами. Можно «отстучать» грат молоточком, а затем – зашлифовать.
На крупных производствах существуют специальные механизмы – гратосниматели. Они шлифуют края деталей, срезают грат механическим путем, сжигают его струей кислорода, расплавляют электрохимическим путем, в зависимости от модели.





