

Работа клуппом
Для проведения рассматриваемой работы может использовать клупп. Он напоминает плашку, но при этом имеет большие размеры. Зачастую он применяется для нарезания резьбы на трубах, поставляется в специальных наборах с рукоятками. Среди особенностей применения отметим:
- Клуппом характеризуется высокой эффективностью, поэтому процесс нарезания витков упрощается.
- Инструкция по использованию плашки и клуппа практически идентична, разница заключается лишь в том, какое усилие нужно прикладывать для получения требуемого результата.

Работа ручным клуппом

Электрический клупп
Набор для нарезания резьбы зачастую представлен сочетанием насадок различных диаметров. При изготовлении рабочей части также используется износостойкий материал, который не тупится при длительном применении.
Гаечные метчики
Самые короткие инструменты для нарезания внутренней резьбы применяются при изготовлении гаек.

Небольшая длина метчика обусловлена малыми длинами отверстий большинства гаек. Применяют такие метчики при нарезании резьбы на гайкорезном автоматическом оборудовании. Также могут быть задействованы токарные станки.
Ручной или гаечный метчик в процессе работы находятся в закрепленном состоянии в воротке, насаженном на хвостовик.
На станках гаечные и машинные метчики закрепляются в спецпатронах. Патроны обеспечивают безопасность и самоотключаются при перегрузке. Нарезанные гайки удобно зависают на длинном хвостовике метчика.
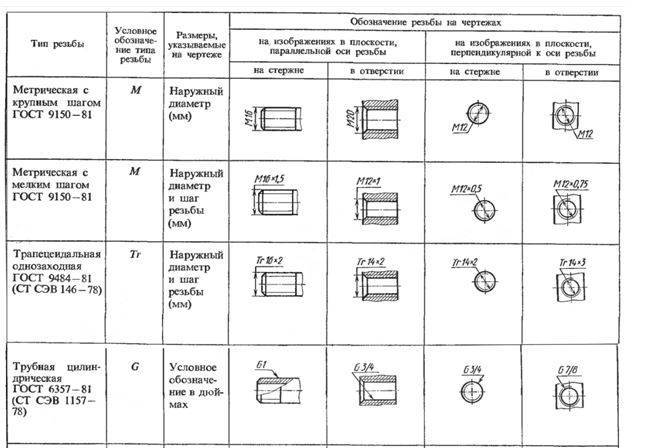
Расшифровка написания резьб
Графические материалы оформляют, руководствуясь указаниями ГОСТ 2.311-68 «Изображение резьбы».
Типовая структура обозначения содержит:
- буквенную часть, определяющую тип;
- цифры, соответствующие номинальному размеру в миллиметрах или дюймах;
- шаг (мм) указывается только мелкий, после знака «×»;
- у многозаходных вместо предыдущего пункта приводят ход (мм), затем шаг в скобках;
- направление: правое – по умолчанию, левое – обозначают LH;
- поле допуска или класс точности;
- длину свинчивания, отличную от нормальной.
Пример 1: М16×1,5LH–6H. Расшифровка:
- М – метрическая цилиндрическая;
- 16 – номинальный диаметр, мм;
- 1,5 – мелкий шаг, мм;
- LH – левая;
- 6Н – поле допуска, где 6 – степень точности; H – основное отклонение. Прописные буквы применяются для внутренней (гаек), следовательно, резьба в отверстии.
Длина свинчивания не указана, значит – нормальная.
Пример 2: G1/2–A
- G – трубная цилиндрическая;
- 1/2 – размер резьбы, дюймов; соответствует внутреннему диаметру трубы;
- А – класс точности.
Варианты обозначений проиллюстрированы ниже.
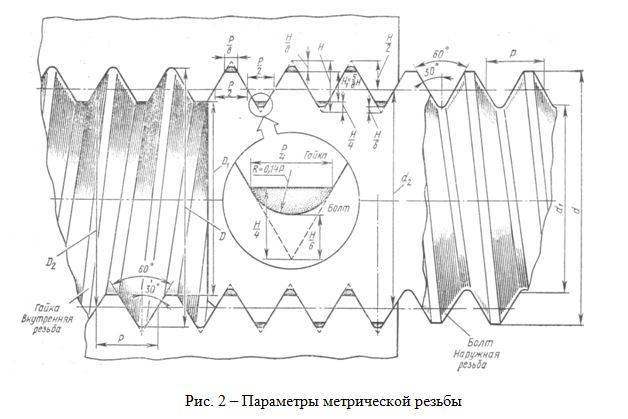
Нарезание резьбы. Необходимые понятия
Этот процесс представляет собой обработку стержня или отверстия при помощи специального инструмента для нарезки резьбы на трубах с целью получения наружных либо внутренних поочерёдных выступов-витков и спиральных канавок.
Основными характеристиками резьбы являются:
- шаг. Это расстояние между вершинами или основаниями соседних витков;
- профиль. Поперечное сечение у витка может быть трапецеидальным, треугольным, прямоугольным и др. В деталях санитарно-технических систем используется исключительно треугольный профиль;
- угол профиля. Он образуется пересекаемыми сторонами (боковыми гранями) витков;
- глубина. Это расстояние от вершины до основания резьбы;
- наружный, средний и внутренний диаметры.
Наружный равен расстоянию между точками двух противоположных сторон резьбы. Средний диаметр ˗ это расстояние между вершиной и основанием профилей, которые находятся на противоположных сторонах детали. Внутренний представляет собой расстояние между противоположными впадинами.

Любая резьба имеет свои технические характеристики
Нарезание резьбы в отверстиях

Резьбы бывают разные: одно- и многозаходные, имеют прямоугольную, треугольную, радиусную, трапецеидальную и иные конфигурации профиля, делятся на левые и правые, внутренние и наружные.
Нанесение резьбы на внутренние поверхности деталей – непростое занятие. Но и для «скрытых» манипуляций существуют свои возможности. Цилиндрические отверстия в таких случаях обрабатывают гребенчатыми фрезами, резцами (в единичных случаях), раздвижными плашками и метчиками.
Если при выборе инструмента на лице вашего собеседника возникнет немой вопрос о том, какой из них лучше выбрать, назовите инструмент для нарезания внутренней резьбы – метчик. Именно его чаще всего используют как для ручной, так и для механизированной резьбонарезной обработки круглых отверстий.
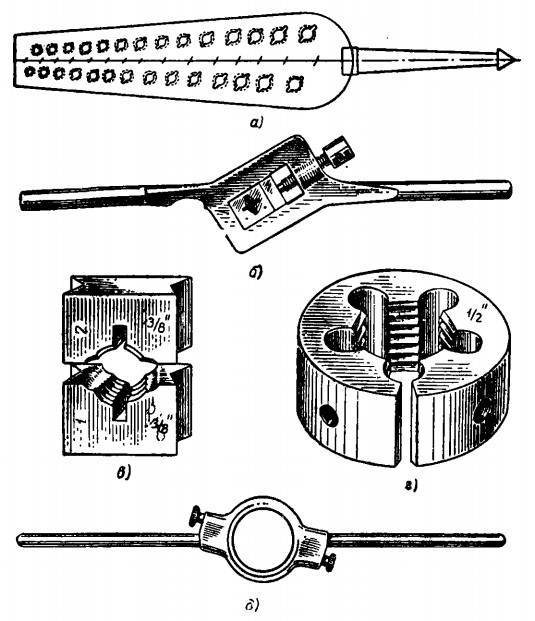
Наружная резьба
Вручную наружную резьбу нарезают плашками (5) и клуппами (4). Плашка представляет собой круглую гайку из быстрорежущей или инструментальной стали высокой твердости. С целью отвода стружки в ней предусмотрены специальные отверстия. Плашки бывают цельными и разрезными.
Разрезные плашки имеют прорезь величиной до 1,5 мм. Благодаря этому они позволяют регулировать диаметр нарезаемой резьбы в пределах 0,1—0,3 мм. Их недостатком является меньшая точность, поэтому использовать такой инструмент в ответственных соединениях не рекомендуется. Диаметры плашек представлены в таблице.










| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 76 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Трубная | 1/8” — 2” |
Вращение плашек производят с помощью плашкодержателей (3) и трещоток. Эти устройства, как правило, позволяют использовать несколько размеров режущего инструмента, например M16 — M20, 1/2” — 1”. Трещотки применяются для нарезания трубной резьбы плашками в труднодоступных местах, например, у стены.
Клуппы предназначены для нарезания наружной трубной резьбы диаметром 1/2” — 3”. Благодаря своей конструкции, они надежно фиксируются на трубе, что обеспечивает удобство работы, а также высокое качество резьбового соединения. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
Нарезка резьбы
Инструменты

Лерка

Клупп с трещоткой
- Как вы понимаете, основным приспособлением, которым производится нарезание резьбы на трубах, является лерка, но сама по себе она не эффективна, так как для неё нужен рычаг, чтобы привести её в действие. Сразу можно оговориться, что рычаг должен быть специализированным, например, если вы зажмёте её газовым ключом и попытаетесь резать резьбу, то лерка, скорее всего, лопнет.
- Режущий инструмент закрепляется в клуппе – это рамка с рукоятками – так, рамка обжимает призматическую или квадратную лерку, усиливая её прочность, а ручки, завинченные по бокам, служат в качестве рычага. Но такое приспособление удобно в тех случаях, когда для рычагов есть простор, но если болванка находится у стены, то их приходится постоянно откручивать и закручивать заново. Поэтому, здесь гораздо удобнее использовать трубный клупп с трещоткой, как на фото вверху – наличие стенки с одной или даже с двух сторон (угол) в этом случае не будут серьёзной помехой.

Электрический резьбонарезной клупп SQ30-28
Электрический клупп или станок для нарезания резьбы на трубах тоже является ручным инструментом, который можно использовать в любой плоскости, к тому же головку можно вставлять с любой стороны, следовательно, обе стороны у него рабочие. Благодаря мощному редуктору, вы практически не будете прилаживать усилий при нарезке резьбы, но его цена, соответственно, тоже гораздо выше той же трещотки. Несмотря на универсальность, такой инструмент, по сравнению с рычажным клуппом достаточно громоздкий и требует оперативного простора для нарезки резьбы на болванке.
Практические советы

Снимаем фаску
Прежде всего, инструкция требует ровно обрезать трубу, так как в противном случае лерка будет продвигаться наискосок, следовательно, резьба получится нечёткой, со сбитым шагом или же вы вообще не сможете зацепиться за край.
Здесь, особенно, если болванка находится у стены, вам не поможет никакая разметка – для ровного реза нужно вырабатывать точный глазомер. Даже если вам не удался ровный срез с первого раза, то вы всегда сможете тем же диском подровнять более высокий край, чтобы по отношению к стенке трубы получился угол 90⁰.
Очень важно обратить внимание на состояние металла – учитывая то, что обычно такие работы производятся со старым водопроводом или отоплением, стенки могут быть изъедены коррозией, а нарезанная резьба сделает их ещё тоньше. Поэтому, вам следует либо добраться до “живого металла”, как это обычно называют мастера, либо вообще заменить старую трубу новой
На ровном срезе вам нужно снять фаску, которая позволит лерке “зацепиться” за металл, только постарайтесь, чтобы скос был равномерным по всей окружности – так головка будет накручиваться ровно.

Применяем клупп с трещоткой
После того, как вы убедились, что срез получился ровный и фаска с него снята правильно, смазываете рабочую поверхность болванки (желательно салом) и насаживаете на её конец станок (резьбонарезной трубный набор). После этого прикладываете стенок головкой к обрезанному концу строго под прямым углом и, надавливая сверху, потихоньку, без резких движений, начинаете вращать ручку.
Давить следует до тех пор, пока лерка основательно не закусит металл – для этого нужно нарезать хотя бы полтора-два кольца. После этого давление можно прекратить – станок будет продвигаться благодаря полученному зацепу.
После нарезки первых шагов вам нужно прокрутить станок в обратную сторону – это позволит сколоть стружку, так как в противном случае движение будет сильно затруднено.
Кроме того, не стремитесь пройти весь оставшийся после зацепа участок за один раз – через два-три витка давайте обратный ход, чтобы избавится от стружки, и по мере надобности добавляйте смазки. Если вы пользуетесь трещоткой, то перед началом работ обязательно проверьте её холостой ход и в случае необходимости отрегулируйте его своими руками.
Как вручную нарезать резьбу. Метчиком, плашкой. Видео
В процессе постройки радиоуправляемых моделей, особенно кораблей, практически всегда приходится нарезать резьбу, так как используется довольно большое количество разъемных соединений.
Сегодня хочу рассказать и показать, на примерах, как это делается. Для начала надо сказать, что резьба бывает правая и левая, имеет диаметр и шаг, у правой винтовая линия поднимается против часовой стрелки, а у левой по часовой стрелке. Из этого следует, что название соответствует направлению закручивания изделия. Метрическая резьба обозначается буквой «М», затем идет цифра, указывающая ee диаметр, а значение после знака «x» указывает шаг, если он не указан, то подразумевается основной шаг, который является предпочтительным для каждого диаметра.









![§ 59. инструменты для нарезания резьбы [1980 макиенко н.и. - общий курс слесарного дела]](https://101benzopila.ru/wp-content/uploads/a/8/7/a87ffd0779f2e68fc8443f830df721f6.jpeg)
Если необходимо нарезать резьбу в отверстии, то для выполнения этих работ используется метчики.
Они бывают универсальными или комплектными, которые представляют комплект из двух или трех инструментов, которыми работают поочередно: сначала — черновым, а затем — чистовым.
Универсальным метчиком вся работа выполняется за один проход. Предварительно, в месте, где необходимо выполнить внутреннюю нарезку сверлится отверстие. Его диаметр выбирается согласно таблице.
Если отверстие просверлить больше, то соединение не будет иметь полного профиля и получится не качественным. Если диаметр взять меньше, то ход метчика будет затруднен и это может привести к его заклиниванию и поломке, особенно в твердых материалах. После сверления квадратный хвостовик надежно закрепляется в воротке и хорошо смазав, например, солидолом вставляется в отверстие. Затем, плавно вращая вороток, делая два оборота вперед и пол-оборота назад, производится нарезка. Через каждые 4-5 оборотов метчик вынимается, с него удаляется стружка, и после смазки действия повторяются.
Иногда требуется восстановить или нарезать резьбу на стержне, шпильке, болте или валу. Для этого используется плашка. В отличие от нарезки в отверстии, на стержне вся работа делается в один проход.
Один конец стержня хорошо фиксируется, например, в тисках. На второй в виде конуса и хорошо смазанный, можно солидолом, устанавливается плашка, зажатая в вороток. Затем плавными движениями вращается вороток, причем, после каждых пол-оборота желательно немного повернуть инструмент назад, для удаления стружки. Хорошая смазка обеспечивает легкость хода и предотвращение преждевременного затупления рабочих поверхностей инструмента.
Для нарезки резьбы на валах используется вот такая «приспособа».
Она работает как направляющая, так как точно установить плашку, даже на конус, и нарезать резьбу строго по центру довольно сложно. В тонкой части «приспособы» просверлено отверстие диаметром вала, в нашем случае 2 мм. В толстой части закрепляется инструмент под М2. При работе, тонкая часть надевается на вал и далее производится нарезка. Эта направляющая позволяет двигаться плашке строго по центру вала. Делается такая деталь, на токарном станке, индивидуально под каждое сечение вала.
Как правильно нарезать витки на водопроводной трубе
Рекомендации по нарезанию витков на водопроводной трубе во многом связаны с тем, какая именно технология применяется. Ручной инструмент для нарезания наружной резьбы должен применяться с учетом следующей информации:
Нужно применять смазывающие вещества, которые добавляются в зону резания для снижения степени износа режущей кромки.
На момент работы нужно следить за тем, чтобы инструмент был расположен строго перпендикулярно заготовке
При его смещении витки могут быть расположены друг относительно друга неправильно.
При резьбонарезаии уделяется внимание тому, чтобы с зоны резания своевременно удалялась стружка.

Нарезание резьбы на водопроводной трубе
Рассматриваемая работа может проводится и в бытовых условиях.
Разновидности инструмента
Мастера нарезают резьбовые соединения с использованием ручных инструментов, промышленного оборудования. Разрезание стали производиться с помощью метчиков, которые закрепляются на специальных ручках или шпинделях станков. Чтобы наносить резьбу на внутреннюю сторону разного диаметра, требуется выбирать плашки нужных размеров. Они разделяются по разным факторам, к которым относятся:
- По способу использования — ручные, машинные. Первый вариант комплектуется воротком, ручкой для удержания. Второй вариант представляет собой инструменты, которые закрепляются в патронах промышленного оборудования.
- По методу нарезания внутренних витков на металле, выделяются комплектные, универсальные метчики. Первый представляют собой инструменты, рабочая часть которых разделена на 3 зоны. Первая делают грубую обработку, вторая растачивает канавки, третья доводит поверхности до финишного состояния. Второй вариант представляет собой набор отдельных метчиков, каждый из которых предназначен для отдельных видов обработки.
- Разделение по типу отверстий. Бывают инструменты для работы с глухими, сквозными отверстиями. У первого варианта длинный стержень, который имеет продолговатую конусную форму, называемую заходом.
Метчики разделяются по конструкции. Они могут быть прямыми, винтовыми, с нарезанными канавками удаления металлической стружки.
Разновидности
Чтобы выбрать одну из разновидностей резьбонарезного инструмента, нужно понимать какие виды резьбовых соединений бывают:
- Цилиндрическая и коническая резьба.
- Многозаходная — состоящая из нескольких винтовых линий.
- Однозаходная — состоящая из одной винтовой линии.
Резьба для труб может изготавливаться вращением инструмента в правую или левую сторону. Направление зависит от выбранного инструмента.









Электроинструмент
В строительных магазинах можно найти большой выбор электрических резьбонарезных инструментов. Оборудование позволяет увеличить эффективность человеческого труда и повысить производительность. Дополнительно увеличивается качество проводимых работ. Современные электроинструменты позволяют создавать разные виды резьбы, работать в труднодоступных местах. Для закрепления обрабатываемых поверхностей на инструменте есть специальные тиски.
Однако важно помнить о том, что электроинструменты быстро перегреваются. Поэтому при работе нужно использовать охлаждающие жидкости
Ручные приспособления
Ручные метчики могут быть отдельной оснасткой для электроинструментов или закрепляться на ручные приспособления. Ручной инструмент представляет собой рукоять и корпус для закрепления плашки. Они могут быть одинарными и симметричными (в зависимости от вида создаваемой резьбы). Двухкомпонентные инструменты могут оборудоваться храповым механизмом для облегчения процесса работы и удобства.
Конструкция
Производители постоянно совершенствуют модельный ряд метчиков, оптимизируя их геометрию под новые материалы и условия обработки. Но базовая стержневидная конструкция остается неизменной. На фото метчиков можно разглядеть ряд типовых решений, среди которых хвостовик, рабочая часть, канавки.
Каждый из них имеет свое назначение:
Канавки образуют режущие кромки, отводят стружку, облегчают подвод СОЖ. Они ориентированы прямолинейно или по винтовой линии. Метчики с левонаправленными винтовыми углублениями применяют при резьбообразовании напроход. Глухие отверстия получают правосторонними винтами. Число канавок варьируется в диапазоне 2-6 шт.
Калибрующий участок направляет метчик, предотвращает разбивание отверстия и зачищает резьбу. Для уменьшения трения выполнен с обратным занижением диаметра до 0,1 мм.
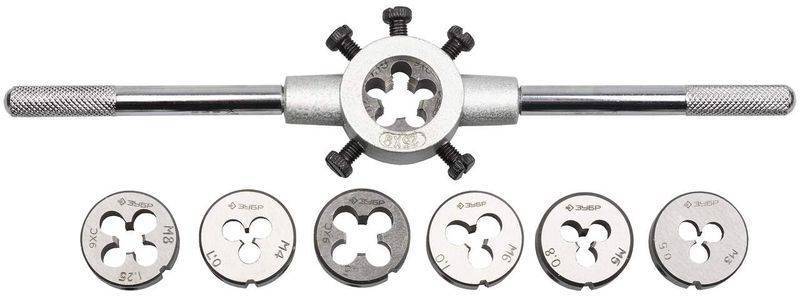
Метчики, плашки и головки для резьбонарезания
Наибольшее распространение получили ручные инструменты для резьбонарезания. Они могут применяться в промышленности и быту.
Наибольшее распространение получили следующие варианты исполнения:
- Подобные инструменты применяются для изготовления болтов и шпилек. Подобное изделие представляет собой шайбу круглой формы, внутри которой выступает несколько ребер. Внешняя резьба может формироваться и калиброваться всего за один проход. В продаже встречаются различные варианты исполнения инструментов, при изготовлении применяется закаленная инструментальная сталь.
- Метчики используются для получения внутренней резьбы. Он также изготавливается при применении закаленной инструментальной стали, которая характеризуется высокой износоустойчивостью. Метчик имеет форму стержня, рабочая часть которого имеет несколько впадин и выступающих граней. За счет этого существенно упрощается процесс резьбонарезания.
- Специальные головки также могут применяться для проведения рассматриваемой работы. Они могут иметь различные размеры, применяются в паре со специальной державкой.
Метчики
Плашки для нарезания резьбы
Головка для резьбонарезания
Стоимость ручных инструментов невысокая, при этом они характеризуются высокой эффективностью в применении.
Полезные советы
Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника
Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Колонны из двутавровой балки

Оборудование для резки арматуры

Как выбрать электрод для ручной электродуговой сварки

Резьбонарезной набор для труб и правила его пользования
Существенно упростить задачу по нарезанию резьбы можно приобретя специальный набор для труб. Он идеально подходит для применения в домашних условиях. Примером можно назвать клупп – немного измененная плашка, которая применяется вместе с трещоткой и направляющей. В набор могут включаться различные приспособления:










- Монолитные представлены корпусом цилиндрической формы с внутренним отверстием. Для работы также в комплект включают специальный плашкодержатель.
- Раздвижные состоят из резцов, расстояние между которыми можно регулировать при необходимости. Применяется для нарезания резьбовой поверхности в несколько проходов, за счет чего повышается качество.
Лерка выбирается в зависимости от диаметра трубы и направления резьбы. Процесс нарезания характеризуется следующими особенностями:
- Специальный инструмент, называемый клуппом, устанавливается в трещотку.
- На режущую часть также наносится масло, которое упрощает ход рабочей части.
- На край обрабатываемой трубы устанавливается направляющая.
- Трещотка вращается вокруг оси, за счет чего происходит образование резьбы.
- Во время механической обработки масло время от времени добавляется.

Резьбонарезной набор для труб
Стоит учитывать тот момент, что приспособление после длительной эксплуатации может затупится. Именно поэтому нужно следить за состоянием режущей кромки.
Материалы
Для изготовления режущей части служат:
- быстрорежущие стали;
- твёрдые сплавы;
- минералокерамика;
- сверхтвердые инструментальные материалы (СТМ).
Первые применяются для резьбонарезания сталей, сплавов цветных металлов, пластиков. Отличаются высокой прочностью, теплопроводностью, но пониженной, по сравнению с остальными, твердостью, красностойкостью, износостойкостью, ограничивающими скорость резания.
Наибольшую долю применяемых резьбовых резцов составляют оснащенные твёрдосплавными пластинами. Обусловлено это высокой стойкостью, твердостью, достаточной прочностью и жесткостью, приемлемой стоимостью. Производительность обработки выше, чем рапидом, в 2-3 раза. Широкая номенклатура позволяет подобрать оптимальную марку для обработки в большинстве случаев. Керамика относительно дешевая, довольно хрупкая, используется для обработки резьбы мелкого шага стальных и чугунных деталей, при жесткой системе СПИД, с ограниченными съемами припуска за проход.
СТМ на основе поликристаллического алмаза (ПКА) или кубического нитрида бора (КНБ) чрезвычайно твердые, теплостойкие, но дорогостоящие. Незаменимы для точных работ по труднообрабатываемым материалам. ПКА используют для нарезания меди, алюминия, карбида вольфрама. КНБ работают по закаленным сталям, упрочненным чугунам. Успешное применение требует высокой жесткости и плавности хода оборудования.
Как правильно нарезать резьбу плашками и метчиками – инструкция
Часто во время выполнения домашнего ремонта возникает необходимость сделать резьбу — наружную или внутреннюю. Чтобы не привлекать к этому специалистов, а выполнить самостоятельно – нужно приобрести специальный инструмент. Для нарезания плашками и метчиками не потребуется особых навыков или умений. Достаточно знать их виды и технические параметры.
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы. Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.
Виды резьбы
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
Наружная
Плашка представляет собой гайку с внутренними прорезями и наружными фиксаторами для поворота инструмента. Она может быть различной формы — круглой, квадратной или шестиугольной. Если работа проводится в домашних условиях – понадобятся тиски для фиксации детали.
Плашкодержатель и плашки
Перед выполнением работы главное – правильно подобрать диаметр заготовки. Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.
Заготовку следует предварительно подготовить. Если ее сечение не представляет собой круг – нужно выполнить обточку. Затем на торцевой части снимается конусная фаска для наметки первого витка резьбы.
Далее нужно следовать точно по инструкции:
Закрепив заготовку в тисках, проверяется правильность ее расположения.
Установка плашки в плашкодержатель. Ее поверхность должна находиться в одной плоскости с поверхностью торца заготовки.
Первый виток выполняется с небольшим усилием
Важно выполнять повороты в правильном направлении.
Дойдя до нижней границы – плашку нужно проворачивать в обратном направлении.
Нарезание наружной резьбы
Одного такого прохода будет недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процедуру 3-4 раза, пока плашка не будет свободно закручиваться на заготовку. Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Внутренняя
Для формирования внутренней резьбы необходимо использовать метчики. Они представляют собой цилиндр с наружной насечкой. Если необходима обработка небольших деталей, диаметром до 20 мм – можно использовать ручной вид метчика. Для больших размеров необходима механическая обработка с использованием станка.
Работа с метчиком
Лучше всего использовать полный комплект метчиков. Он включает в себя три детали, которые предназначены для чернового, промежуточного и окончательного формирования резьбовых отверстий. Если в домашнем наборе есть дрель — рекомендуется приобретать метчики с хвостовым креплением.







![§ 59. инструменты для нарезания резьбы [1980 макиенко н.и. - общий курс слесарного дела]](https://101benzopila.ru/wp-content/uploads/a/8/9/a892e6356a39ed76ada02774859b283c.jpeg)

Заготовку следует зафиксировать. Если это крупногабаритная деталь – это можно сделать с помощью струбцин. Для небольших изделий используют тиски. Закрепив деталь, проверяется ее расположение относительно метчика. Ось последнего должна быть строго перпендикулярна плоскости заготовки. Первый проход будет делаться с большим усилием. Не нужно забывать, что для этого нужно использовать метчик для грубой обработки. Сформировав первичную резьбу, применяется метчик для промежуточной. И только после него можно приступать к окончательной обработке.
Для уменьшения трения специалисты используют солидол или аналогичное ему средство. Таким образом можно избежать механического повреждения детали. Сформировавшаяся резьба должна иметь одинаковую геометрию по всей протяженности. В противном случае возможна потеря прочности соединения.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Чем нарезают резьбу
Пара схем, получивших основное распространение в создании резьбы резанием, соответствуют двум процессам обработки: фрезерованию и точению.

В основном же для создания резьбы применяют методы нарезания, накатывания, фрезерования и шлифования. При этом используют инструменты:
- резьбовые гребенки и резцы – для нарезания наружной и внутренней (от 12 мм в диаметре) резьбы на токарных станках;
- раздвижные и обычные плашки – для внутренней и наружной резьбы;
- резьборежущие головки и метчики – инструмент для нарезания внутренней резьбы;
- накатные плашки – для станочной накатки;
- фрезы – для резьбового фрезерования;
- абразивные круги – для шлифования точной резьбы.
Нарезка резьбы резцами – низкопроизводительный способ. Он применяется только для точной обработки (ходовых винтов, калибров) и мелких партий деталей. Главное достоинство резцового способа – простота инструмента и точность получаемой резьбы.
Выполнение работ
Нарезание внутренней резьбы представляет собой технологический процесс, который проводится в несколько этапов. Пошаговая инструкция:
- Перед тем как правильно нарезать резьбу метчиком, нужно подготовить электроинструмент. Закрепить сверло в патроне дрели или станка. Выставить невысокие обороты. На поверхность сверла нанести специальную смазку.
- Сделать углубление на месте будущего отверстия с помощью молотка, керна, чтобы более точнее расположить сверло. Небольшие заготовки нужно закреплять неподвижно, используя тиски. Перед началом сверления нужно убедиться в том, что сверло расположено перпендикулярно относительно рабочей поверхности.
- После создания отверстия нужно сделать фаску. Для этого используется сверло чуть большего диаметра. Достаточно опустить его на 1 мм.
- Когда отверстие с фаской готово, можно приступать к нарезанию резьбы. Для этого изначально используется метчик 1. С его помощью мастер проводит грубую обработку. Движения не должны быть быстрыми, хаотичными. Нужно делать 2 оборота по ходу резьбы, один против. Движения назад обязательны. Они нужны для удаления металлической стружки.
После проведения работы метчиком 1, нужно переходить ко 2, 3. Процедура повторяется. Нельзя выполнять движения вперед после появления сложностей с поворотом инструмента.

Нарезка внутренней резьбы метчиком
Работа плашкой
Плашки применяются для обработки наружной цилиндрической поверхности. Среди особенностей ее применения можно отметить следующие моменты:
Заготовка закрепляется в тисках. Во время работы она должна находится в неподвижном состоянии.
Перед применением инструмента режущая кромка и обрабатываемая поверхность смазываются маслом.
Как правило, на торцевой поверхности создается небольшая фаска
Она упрощает процесс навинчивания плашки на обрабатываемую поверхность.
Во время работы нужно уделить внимание тому, чтобы плашка не смещалась. Из-за этого резьба может нарезаться неравномерно, ход плашки становится более тяжелым.
На 2-3 витка по ходу резьбы делается один оборот в обратном направлении
Подобным образом обеспечивается удаление стружки с зоны обработки, повышается качество получаемой поверхности.

Работа плашкой
После завершения работы проверяется качество рабочей поверхности. Для этого достаточно накрутить гайку, у которой должен быть свободный ход.





