4 Техпроцесс штампования болтов – проверенная временем операция
Производство болтов на холодновысадочных производственных агрегатах, работающих в автоматическом режиме, происходит в несколько этапов. Сначала создается промежуточная форма головки изделия. Затем навершие оформляют окончательно и параллельно формируют металлический стержень с заданными параметрами (их определяют по чертежам).
Последний шаг – выполнение фаски. Ее получают либо резанием, либо методом пластической деформации. Аналогичным образом изготавливают и саму головку болта. На данный момент фаски и навершия болтов чаще всего формируют резанием. Такую процедуру обычно выполняют на специальных приспособлениях, интегрируемых в холодновысадочные установки.
Техпроцесс штамповки болтов бывает следующих видов:
- С редуцированием (с одно- либо двукратным);
- Без редуцирования;
- С редуцированием, выполняемым после предварительного выдавливания.
Самой распространенной методикой штамповки болтов считается процесс с однократным редуцированием. Оно используется для производства крепежных элементов по Госстандартам 7808, 7805, 7798, 7796 из легированных, средне- и низкоуглеродистых сплавов. Однократное редуцирование оптимально для изготовления метизов, у которых сечение (наружное) резьбы идентично диаметру стержня.
Техпроцесс без редуцирования создается тогда, когда требуется получить короткие метизы с резьбой до навершия и с уменьшенными головками. Готовые болты по такой методике имеют класс прочности 5.8, 4.8, 6.8. Как правило, штамповка без редуцирования не предполагает дополнительной термообработки выпускаемого крепежа.
Если требуется получить болты прочностью 4.6–10.9 из легированных сталей и среднеуглеродистых металлургических сплавов, применяется методика их производства с двойным редуцированием. На первом этапе в подобных ситуациях выполняется обжатие стержня крепежного изделия (примерно на 30 %), на втором – обрабатывается отрезок под резьбу.
Для производства высокопрочных болтов обычно разрабатывается техпроцесс, предусматривающий выдавливание и последующее редуцирование (строго однократное) исходной заготовки. Такая методика позволяет получать метизы с сопротивлением порядка 100 кг/кв.мм. При этом необходимости в специальной термической обработке готовых болтов нет. За счет этого себестоимость выпуска болтов снижается.
Подготовка чертежей
Процесс изготовления начинается с непосредственной подготовки чертежа. В этом случае производство существенно упрощается, существенно повышается точность получаемого изделия. При разработке чертежа указывается следующая информация:
- Диаметр посадочного отверстия. Для шестерен изготавливаются соответствующие валы, которые имеют определенный посадочный диаметр. Этот показатель стандартизирован, выбирается в зависимости от размеров изделия и величины предаваемого усилия.
- Размеры шпонки. Шпоночное отверстие может быть самым различным, размеры выбираются в зависимости от того, какие будут оказываться нагрузки. Стоит учитывать тот момент, что размеры шпонок стандартизированы.
- Модуль. Этот параметр считается наиболее важным, так как ошибочный модуль может снизить эксплуатационные характеристики механизма.
- Наружный и внутренний диаметр, определяющие размер зуба. Стоит учитывать, что этот элемент изделия характеризуется достаточно большим количеством особенностей.
- Угол расположения зуба относительно оси вращения. Выделяют шестерни с прямым и косым расположением зуба.
Изготовление шестерен любых размеров возможно только при применении специальных станков, которые предназначены для решения поставленной задачи.
Технологические задачи при производстве рассматриваемого изделия могут существенно отличаться. Важными моментами можно назвать следующее:
- Точность размеров. Наиболее точными размерами обладает отверстие, которое выступает в качестве посадочного для вала. В большинстве случаев его изготавливают по 7-му квалитету в случае, если к изделию не предъявляются больше требования.
- Точность формы. В большинстве случаев при изготовлении шестерен особые требования к точности формы не предъявляются. Однако, посадочное отверстие должно быть расположено в центральной части изделия, так как даже несущественно смещение может привести к отсутствию возможности использования изделия.
- Точность взаимного расположения. Больше всего требований предъявляется к тому, каким образом зубья и другие конструктивные элементы расположены относительно друг друга. При нарушении геометрической формы есть вероятность появления эффекта биения и других проблем при эксплуатации изделия.
- Твердость рабочей поверхности. Основные требования связаны с твердостью рабочей поверхности. Шестерни постоянно находятся в контакте, сила трения может стать причиной быстрого износа поверхности. Для получения требуемого показателя твердости проводится термическая обработка. Рекомендуемый показатель составляет HRC 45…60 при глубине цементации 1-2 мм. Как показывают проведенные исследования, твердость незакаленной поверхности составляет HB 180-270.
- Выбор подходящего материала также имеет значение. В зависимости от области применения изделия они могут изготавливаться из углеродистых, легированных сталей и пластмассы, в некоторых случаях чугуна. Легированные в сравнении с углеродистыми характеризуются большей прокаливаемостью, а также меньшей склонностью к деформации. Применяемые материал должен характеризоваться однородной структурой, за счет чего существенно повышается прочность после проведения термической обработки. При изготовлении высокоточных изделий проводится чередование механической и термической обработки.
Все основные параметры определяются на момент создания технологической карты. Самостоятельно создать карту достаточно сложно, так как для этого нужно обладать соответствующими навыками и знаниями.
Технология изготовления и оборудование для производства
Производство по изготовлению метизов не является сложным, если работу по организации бесперебойного процесса выполняют специалисты. Важный компонент — постоянные поставки проволоки разного диаметра. От качества сырья зависит качество готовой продукции и цена изделия. Технология заключается в трех основных процессах:
- нарезка болванок нужного размера;
- формирование шляпки и острия;
- нарезка резьбы.
Для придания изделиям улучшенных свойств технологический процесс дополняется закалкой изделия в печи, фосфатированием, оцинкованием, оксидированием.
Оборудование:
- холодновысадочный станок;
- резьбонакатный станок;
- центрифуга;
- закалочная печь;
- гальваническая линия.
Линия полностью автоматизирована, рабочие загружают сырье и выгружают готовую продукцию. Стоимость такой линии зависит от мощности производства. 250-300 метизов в минуту могут изготовить станки стоимостью около 2 млн рублей. Оборудование приобретается как в России, так и за рубежом. Импортное оборудование дорогое, ремонт требует больших затрат. У предпринимателей пользуется спросом оборудование стран Азии. В целях экономии средств можно купить станки по отдельности, но это может создать дополнительные проблемы при запуске линии. Если капитал минимальный, приобретают оборудование бывшее в эксплуатации, можно сэкономить до 300 тысяч рублей на начальном этапе. Но дальнейшая замена запчастей может свести всю экономию к нулю.
Производство гвоздей
Для производства необходимо приобрести 2 станка: тельфер и гвоздильный аппарат, общая стоимость 600 тысяч рублей.
Сырье: низкоуглеродистая сталь, проволока, которая имеет разную толщину.
Из проволоки получаются гвозди разного диаметра. Разматывание проволоки происходит с помощью станка тельфера.
Уже размотанная проволока помещается в гвоздильный аппарат, в котором при помощи ударного механизма отрезается нужная длина гвоздя. Формируется шляпка и острие. За 1 минуты производства можно изготовить 350 гвоздей. Количество зависит от мощности линии. Спрос на гвозди стабилен в любое время года. Вместе с оформлением для начала работы нужно 1, 5 млн. рублей. Но, если в месяц изготавливать до 300 тысяч штук, можно заработать эти 1, 5 млн. рублей. Вычесть затраты до 50% от суммы, остается прибыль 800 тысяч рублей. Но продать сразу всю продукцию не получится, поэтому можно сказать, что максимум за полгода производство сможет окупить себя, в идеале за 2- 3 месяца.
Производство шурупов
Оборудование:
- резьбонакатный станок;
- холодновысадочный станок;
- закалочная печь;
- автомат для покрытия готового изделия.
Стоимость оборудования около 2 млн. рублей.
Сырье: нержавеющая сталь или латунь, которая продается в виде проволоки в бухтах.
Изготовление шурупа происходит в 4 этапа:
- На холодновысадочном станке отрезается проволока нужного размера, формируется шляпка шурупа;
- на резьбонакатном станке изготавливается резьба по всему шурупу;
- готовый шуруп закаляется в печи;
- в автомате наносят оцинкованное или фосфатированное покрытие.
Производство саморезов
Оборудование:
- холодновысадочный станок;
- резьбонакатный станок;
- центрифуга;
- закалочная печь;
- линия гальваники.
Сырье: сталь и латунь.
Производство саморезов
Процесс изготовления трудоемкий:
- нарезается проволока, формируется наконечник на холодновысадочном станке;
- на резьбонакатном станке изготавливается резьба;
- изделие закаляется в печи и обрабатывается антикоррозийными составами;
- процесс сушки происходит в центрифуге.
Количество изготавливаемых саморезов в минуту зависит от мощности станков, в среднем 250 штук.
Производство дюбелей
Оборудование:
- термопласт;
- центрифуга;
- прессовочный станок.
Стоимость оборудования 600-900 тысяч рублей.
Сырье: поливинилхлорид или нейлон.
Нейлон дорогой материал, но из него получаются универсальные дюбеля, применяемые в теплоизоляции. Цена готовой продукции из поливинилхлорида ниже, чем из нейлона. Гранулированное сырье проходит подготовку, плавление и прессование.






Производство болтов и гаек
Оборудование:
- гайконарезной станок;
- холодновысадочный автомат;
- фильер;
- штамповочный автомат.
Цена оборудования в среднем 1млн. 300 тыс. руб.
Сырье: титан, медь, бронза, латунь, нержавеющая сталь.
Процесс изготовления основан на непрерывном холодном формовании.
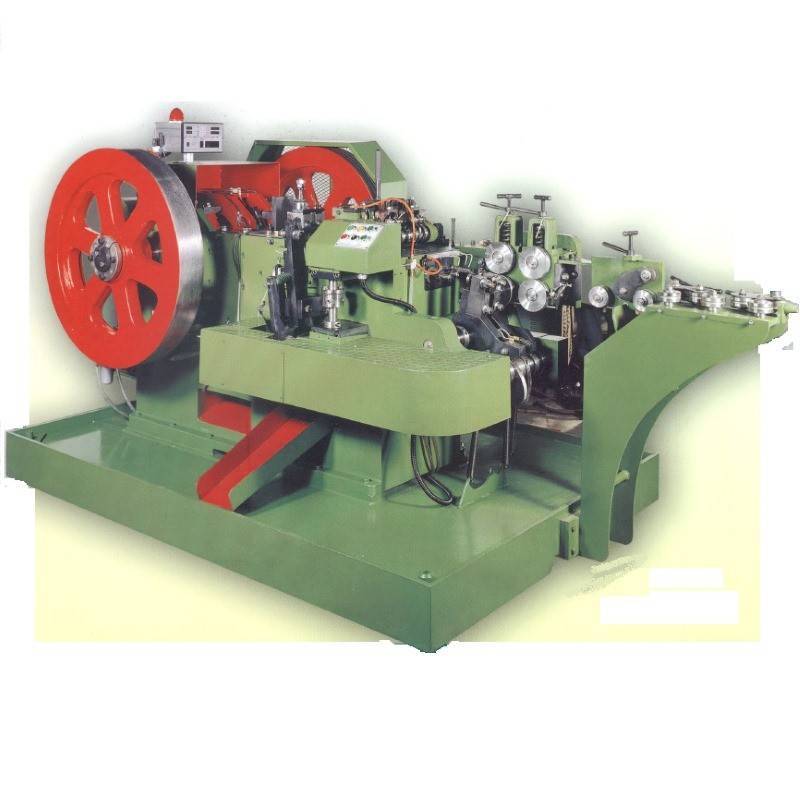
Холодная высадка
Холодная высадка — операция холодной объёмной штамповки — получение деталей (заготовок) с местными утолщениями путём уменьшения длины части заготовки без нагрева металла. Холодная высадка — основная операция получения деталей типа болтов, винтов, заклёпок.
Холодной высадке подвергают калиброванные стальные прутки, а также прутки из цветных сплавов (алюминиевых, медных и др.), круглых, шестигранных и других форм сечения. Стальные прутки должны предварительно отжигаться.
В отличие от механической обработки деталей, холодная высадка позволяет существенно сократить расходы материала (не более 5% отходов), что существенно влияет на цены выпускаемой продукции.
Комбикормовый мини-завод — 9FH-500
Для изготовления комбикорма лучше всего подходят китайские мини заводы для малого бизнеса. Например, машина 9FH-500 от поставщика Argentum Amur обойдётся всего в 2000 $. Его производительность – 1500 кг корма в час, мощность – 4-7,5 кВт. Вес – 370 кг, а габариты – 1,44х1,04х2.3 м. Это позволит установить станок в небольшом помещении (70-80 кв. м вместе со складом сырья, продукции и подсобными помещениями), сэкономив на аренде. Отопление такому заводу не требуется.
9FH-500 подходит для дробления фуражного зерна (рожь, кукуруза, пшеница, ячмень и пр.) и переработки древесных опилок, отрубей, шелухи, соломы, сена. В итоге мы получаем полноценный комбикорм для птиц и домашнего скота.
Болты — востребованные метизы
Универсальная крепежная деталь, о которой мы рассказываем, находит применение в разных сферах. Исходя из запросов потребителей все болты можно разделить на:
- строительные. Изготовлены из особо прочных материалов. Используются при закладке фундаментов, сборке конструкций — от мостов до быстровозводимых построек;
- машиностроительные. Также очень прочные и стойкие к износу изделия. Как правило, снабжены головкой в форме сферы или шестигранника. Используются в сборке разнообразного оборудования. При производстве болтов этого типа следует учитывать их подверженность механическим нагрузкам;
- дорожные. Используются в основном в монтаже ограждений. Различаются по классу прочности в зависимости от назначения. Для противодействия коррозии обычно покрываются слоем цинка;
- мебельные. Должны быть как можно более незаметными, а потому обычно имеют потайные головки. Чтобы полностью “спрятать” этот крепеж, его нередко окрашивают. Такие болты могут использоваться в сборке не только мебели, но и несложных деревянных конструкций.
Техпроцесс штампования болтов — испытанная годами операция Изготовление болтов на заказ в Москве методом штамповки незаменимо, когда крепеж необходимо выпустить сотнями и тысячами штук. Сначала в металлической заготовке появляются первичные очертания головки, потом она приобретает завершенный вид. Последними этапами создания болта становятся формирование стержня и фаски. Финишная операция чаще выполняется методом резания. Все эти действия выполняются на автоматическом оборудовании, качество которого подтверждено десятилетиями эксплуатации. Но чем больше процессов отслеживает электроника, тем лучше результат.
Болты и гайки технология массового производства
В этой статье будет рассказано про технологию изготовления болтов и гаек, углубляться в тему мы не будем и рассмотрим лишь основные моменты. И так болты это жизненная сила любой металлоконструкции и они используются в машиностроении, приборостроении, мебельной промышленности, и еще много где. Болты и гайки изготавливаются из стальной катанки, после того как катанка полежит тридцать часов в термо печке, там она размягчается и становится готова к обработке, затем помещается в серную кислоту, это делается для того чтобы удалились все частицы ржавчины.
Изготовление болтов на заказ (по чертежам)
Изготовление гаек на заказ (по чертежам)
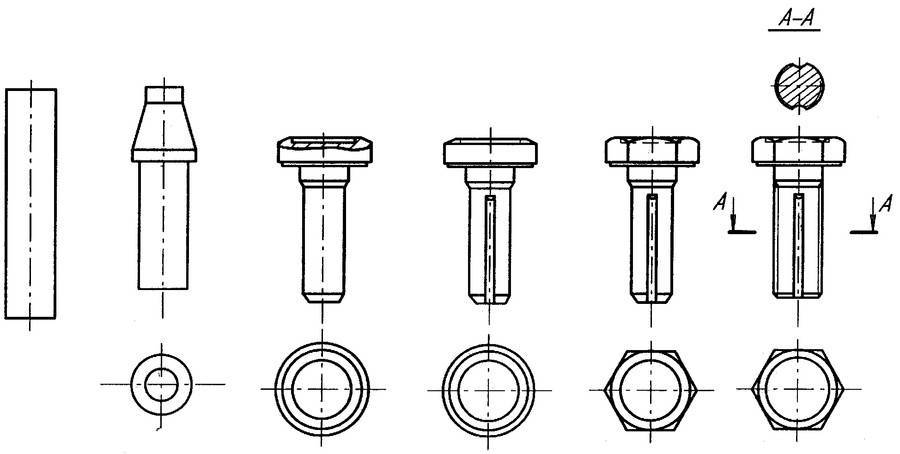
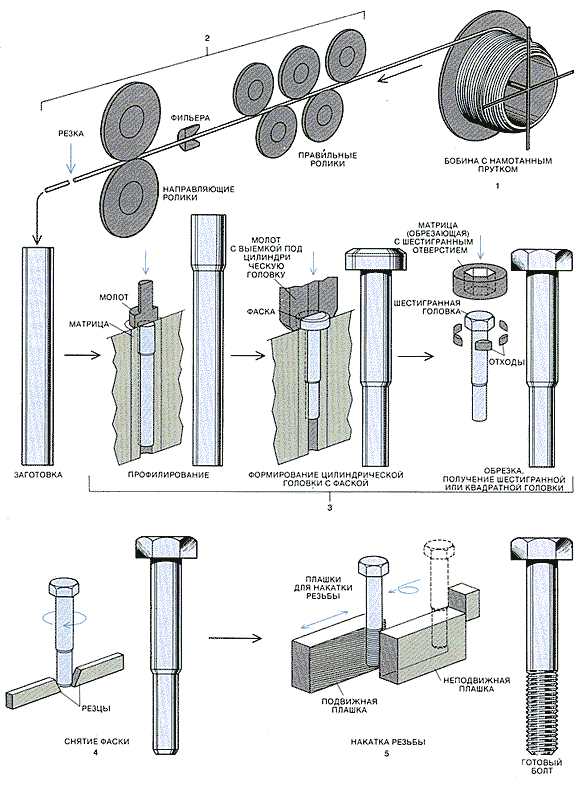
Следующий этап это промывка в воде и покрытие фосфатом (это специальное химическое вещество), таким образом у стали появляется защита от коррозии. Предварительная подготовка перед формовкой заключается в смазывании металла, это облегчает процесс штамповки. Формируются болты с помощью прессовки или холодной штамповки, катанку при комнатной температуре под сильным давлением прокатывают через различные прессовочные формы. Формовочная машина не первом этапе растягивает катанку, после разрезает на заготовки которые получаются немного длиннее болта, лишняя часть будет головкой болта, после этого будущий болт проходит через штамп где он станет идеально круглым, затем через ряд форм которые придают форму головке болта. Оборудование штампует до трехсот головок в минуту. Первая форма делает небольшой выступ как раз где будет начинаться головка, вторая форма пресует головку и получается приплюснутый круг и третья делает и круга шестигранник, так и получается головка. После этого станок переходит к формированию второго конца болта, острильная машина предает форму конуса нижней части болта на которую насаживают гайку.
Для того чтобы наворачивать гайку болту надо накатать резьбу методом холодной штамповки, ролики сдавливают между собой заготовку наносят резьбу. В обще скорость накатки на автоматизированном оборудовании доходит примерно до трехсот штук за минуту.
Когда партия готова берется некоторое количество образцов для проверки размеров, используются разные приборы для измерения, например микрометр , колумбус или штангенциркуль и самое главное проверяют резьбу кольцевым калибром. На нашем предприятии так же проводится строгий контроль качества. Изготовление болтов на заказ в нашей компании проходит на станках автоматах, это позволяет нам в отличии от технологии холодной высадки изготавливать не стандартные и специальные болты, также в массовом количестве.
Гайки производят с помощью горячей ковки, материалом служат стальные прутки из них нарезаются заготовки и разогреваются до 1200 градусов по цельсию, чтобы они стали ковкими, специальный молот работающий на гидравлике делает шестиугольники, затем пробивается отверстие под резьбу. Следующим этапом нарезается резьба, специальным вращающимся стержнем типа метчика, он вкручивается в отверстие и формирует резьбу, в это время чтобы элементы не перегревались и не изнашивались поступает масло.
После того как гайки готовы их помещают в печь нагретую до 870 градусов, таким способом они приобретут нужную прочность, после этого они подвергаются быстрому охлаждению и погружаются в масло примерно на пять минут, это закаляет сталь, но она становится хрупкой. Затем гайки с болтами накаляют еще час это устраняет хрупкость, сохраняя прочность.
На специальном стенде проверяют болты и гайки на прочность, смотрят какая сила нужна чтобы разорвать соединение. Когда минимальное требование к прочности выполнено, значит что болт прошел контроль. Затем болты пакуют и отправляют заказчику. Вот в кратце и все, более подробную информацию вы можете поискать в других источниках.
Накатывание резьбы при производстве болтов
При производстве болтов для ответственных соединений изготовление резьбы чаще всего осуществляется накатыванием. Ответственными, например, являются соединения фланцев для энергетики, нефтегазовой отрасли и химической промышленности.
Накатывание — Стадии и схемы накатывания
Накатывание резьбы болтов и шпилек — технологический процесс формирования резьбы на заготовке путем её упруго-пластической деформации специальным инструментом (роликами, плашками и т. п.). Накатывание резьбы является разновидностью обработки металлов давлением.
Температура накатывания резьбы при производстве болтов
В зависимости от
- механических характеристик материалов заготовки,
- инструментов,
- энергетических возможностей резьбонакатного оборудования
накатка резьбы болтов может осуществляться:
- при нормальной температуре или
- повышенной температуре, в условиях сверхпластичности
- и в других режимах.
Под действием внешних сил происходит деформация материала заготовки болта, следовательно, стоит учитывать зависимость перемещения материала заготовки в зависимости от времени.
Основные характеристики накатывания резьбы на крепеж:
- физический параметр изготовления резьбы болтов — радиальное упругопластическое или остаточное перемещение витков инструмента в теле заготовки (или соответствующая ему радиальная нагрузка на заготовку при накатывании),
- технологический параметр накатывания резьбы при производстве болтов — продолжительность процесса накатывания.
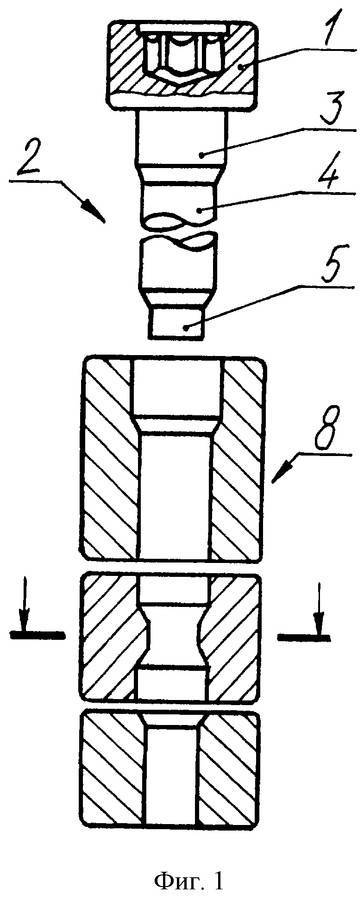
Процесс накатывания
Процесс накатывания резьбы болтов роликами происходит в две стадии:
- выдавливание (участок AB на рисунке 1);
- калибрование (участок BC на рисунке 1).
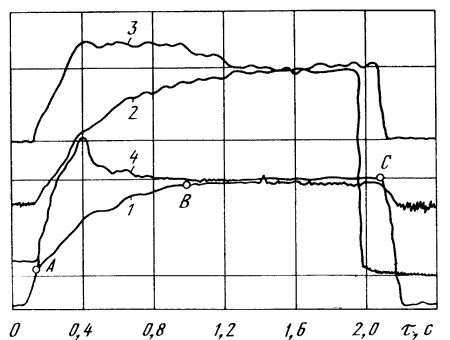
Рисунок 1. Изготовлении болтов. Кривые изменения радиального перемещения подвижного резьбонакатного ролика (1), усилия накатывания 2), вращающего момента на ролике 3) и температуры в зоне контакта инструмента с заготовкой при накатывании 4)








Скорость внедрения инструмента при выдавливании может быть определена радиальной подачей — величиной радиального перемещения на один оборот заготовки резьбового крепёжного изделия:
Sr = dδ/dn.

Рисунок 2. Профили резьбы в процессе накатывания с малой (а) и большой (б) радиальной подачей а) Sr = 0,01 мм/об; б) Sr = 0,60 мм/об
Эксперименты говорят о том, что при небольшой радиальной подаче при накатке резьбы на болты или шпильки образуются канавки на вершинах витков резьбы (рисунок 2, а), которые постепенно исчезают или закатываются, образуя радиальные складки.
Пот накатывании с накатывании с большей радиальной подачей деформация распространяется на всю толщину витка, вызывая равномерный подъём металла каждого обжатого участка (рисунок 2, б). Подъём металла при этом пропорционален радиальной нагрузке на заготовку и, как следствие, глубине внедрения витков инструментов в заготовку. Выдавливание заканчивается после реализации:
- заранее установленного радиального внедрения (перемещения) витков инструмента в тело заготовки болта или
- достижения установленного значения радиальной нагрузки на заготовку болта (сила накатывания).
При дальнейшем движении (качении или вращении) заготовки болта происходит калибрование полученной резьбы (участок ВС на кривой 1 см. рисунок 1) при незначительном радиальном внедрений инструментов в тело заготовки.
Продолжительность выдавливания при изготовлении резьбы болтов и шпилек определяется:
- конструктивными параметрами (например, высотой профиля резьбы) и
- физическими параметрами (упругопластическими характеристиками материала заготовки, скоростью деформации).
Длительность калибрования, напрямую определяющая точность резьбы болтов и шпилек, может задаваться производителем болтов свободно.
Для исключения накатывания резьбы в заполненном контуре и предотвращения раздавливания заготовки при больших усилиях используют упор, который ограничивает максимальное перемещение подвижного ролика и воспринимает излишнюю нагрузку.
Технология производства
Для тех кто решил сделать первый шаг к созданию высокоэффективного производства предлагаем прежде всего обратить внимание на несколько важных частей вопроса. Для начала, следует определить свои потребности в крепеже, чтобы увидеть дефицит – те позиции, которые поставляются в страну
Для начала, следует определить свои потребности в крепеже, чтобы увидеть дефицит – те позиции, которые поставляются в страну.
На следующем шаге можно определить какие технологии и оборудование необходимы для производства этого крепежа, выяснить потенциальные возможности запуска с учетом времени и номенклатуры.
Просьба сразу обратить внимание, что это далеко не самая «понятная» простая техника как токарные станки к которым привыкли в стране в последнее время. Потому что в таких случаях токарная работа – это дорога для развития средневековых натуральных хозяйств со станочным оборудованием, дорога в тупик, ибо сделать все детали для какой-либо машины на одном заводе сегодня невозможно
Наш опыт показывает, что требуемые объёмы выпуска крепежа определят парк высокотехнологичного оборудования и его мощности
Потому что в таких случаях токарная работа – это дорога для развития средневековых натуральных хозяйств со станочным оборудованием, дорога в тупик, ибо сделать все детали для какой-либо машины на одном заводе сегодня невозможно. Наш опыт показывает, что требуемые объёмы выпуска крепежа определят парк высокотехнологичного оборудования и его мощности.
При этом нужно иметь в виду, что для производства крепежа определённых промышленных сегментов потребуются отдельные помещения с особыми условиями. За этим последуют и необходимые изменения и дополнения в инфраструктуре. Конечно, потребуется и соответствующее измерительное и испытательное оборудование.
Изготовление холодной штамповкой
Производство болтов данным методом требует определенных параметров исходного сырья. К ним относится пластичность, равномерный состав, механические характеристики, отсутствие внешних и внутренних изъянов (неметаллических включений, пористости, рисок и плен на поверхности, газовых пузырей).
 Поверхностные дефекты удаляют механически или огневым методом. Далее очищают загрязнения, представленные окалиной и жировыми отложениями. Последнюю удаляют путем травления, предполагающим погружение материала в 10 – 20% смесь серной кислоты либо концентрированную соляную. В первом случае процедура длится 15 – 110 мин, во втором – 10 – 30 мин. Далее промывают от шлама и кислоты последовательно горячей и холодной водой.
Поверхностные дефекты удаляют механически или огневым методом. Далее очищают загрязнения, представленные окалиной и жировыми отложениями. Последнюю удаляют путем травления, предполагающим погружение материала в 10 – 20% смесь серной кислоты либо концентрированную соляную. В первом случае процедура длится 15 – 110 мин, во втором – 10 – 30 мин. Далее промывают от шлама и кислоты последовательно горячей и холодной водой.
После производят известкование. В некоторых случаях создают подсмазочный слой. Далее для заготовок из низколегированных сталей осуществляют фосфатирование путем использования обычно 3% смеси фосфорнокислой цинковой соли в течение 10–15 мин.



В завершение осуществляют нанесение смазки, представленной смесью машинного масла и сульфида молибдена либо парафиновой жидкости и укринола. Вместо нее можно применять мыльную эмульсию. Конечной операцией является волочение.
Холодная штамповка предполагает превращение заготовки в изделие с запланированными геометрическими параметрами. Название техпроцесса отражает, что в данном случае не используют нагревание металла. Это позволяет сократить удлинение и сужение материала, а также повысить твердость, прочность и текучесть. К тому же при рассматриваемой штамповке заготовок материал механически упрочняется.
Данная методика отличается некоторыми достоинствами. Во-первых, с ее применением возможно создавать изделия различных размеров (до 5,2 см в сечении). Во-вторых, холодная штамповка обеспечивает высокую производительность. В-третьих, при данной технологии изготовления расходуется немного материала. В-четвертых, она обеспечивает точность конечных размеров, чистоту поверхности и прочность деталей.
Для холодной штамповки существует несколько определяющих параметров:
- Деформация заготовки. Это основной параметр, определяющий технологическую карту.
- Отношение высоты головки к сечению конечного изделия. Определяет сложность производства.
- Отношение сечения к длине осаживаемого фрагмента заготовки.
Технологический процесс изготовления болта по приведенной методике включает несколько этапов.На первой стадии создают начальную форму головки. Это осуществляют путем прокатывания проволоки через разные пресс-формы. Первая прокатка направлена на распрямление и удлинение ее. После прокатки исходный материал разделяют на заготовки с запасом для головок.Далее формируют стержень для каждого фрагмента путем пропускания через пресс и оформляют головки также рядом прессов.
Заключительный этап состоит в нанесении фаски методом обработки валиками с большой скоростью и под высоким давлением. В завершение острильной машиной скашивают резьбовую кромку.
Последние две операции осуществляют путем пластической деформации или нарезания. Чаще всего применяют вторую технологию производства болтов с использованием интегрированных в холодновысадочные механизмы приспособлений.
Наиболее часто используют вариант с одинарным редуцированием. Его применяют при производстве из легированных низко- и среднеуглеродистых сплавов. К тому же данным методом изготавливают болты с равными диаметром стержня и сечением резьбы.Без редуцирования обходятся при изготовлении коротких изделий с маленькими головками и резьбой до них прочностью 4,8–6,8. В данном случае обычно не осуществляют дополнительную термообработку. Приведенную технологию изготовления применяют редко, так как данным образом затруднительно производить болты со стандартными головками, и это часто приводит к формированию трещин и прочих дефектов на них.
Технология с двойным редуцированием актуальна для болтов прочностью от 4,6 до 10,9 из легированных сталей и среднеуглеродистых сплавов. На начальной стадии осуществляют обжатие стержня на 30%, на второй обрабатывают фрагмент под резьбу.
 Технология с выдавливанием до редуцирования подходит для изготовления высокопрочных болтов с сопротивлением около 100 кг/мм 2 без последующей термической обработки, что удешевляет производство.
Технология с выдавливанием до редуцирования подходит для изготовления высокопрочных болтов с сопротивлением около 100 кг/мм 2 без последующей термической обработки, что удешевляет производство.
Материалы для изготовления болтов и классы прочности.
Согласно действующим российским стандартам, болты могут изготавливаться из следующих материалов:
- легированные и углеродистые стали;
- специальные стали (устойчивые к коррозии, высоким температурам и т. п.);
- цветные стали и сплавы.
Прочность является одной из ведущих характеристик болтов, и особенно важна она тогда, когда эти крепежные элементы используются в ответственных машинах и механизмах, испытывают серьезные механические нагрузки.

Согласно действующему на сегодняшний день ГОСТ 1759-70 для болтов, изготавливаемых из легированных и углеродистых сталей, предусматривается 12 классов прочности, а для тех, что выпускаются из жаропрочных, устойчивых к коррозии сталей и цветных металлов, их существует 6.
Под классом прочности подразумевается способность материала сопротивляться механическим нагрузкам, причем, согласно действующим стандартам, их диапазон располагается в пределах от 30 кгс/мм2 до 160 кгс/мм2.
Это означает, что болт, изго-товленный в соответствии с тем или иным классом прочности, должен в полной мере, без деформаций, выдерживать те нагрузки, на которые рассчитан.
Следует заметить, что класс прочности — показатель интегрированный, который включает в себя такие физические характеристики, как предел текучести, твердость, относительное удлине-ние после разрыва, ударная вязкость и еще некоторые другие.
Как делают болты горячим штампованием?
Технологический процесс начинается с подготовки заготовок. Первым делом проверяют качество поступившего на завод сырья. Затем заготовки нарезают на ленточных станках и отрубном комплексе. Далее в ход вступает индуктор, который под действием тока высокой частоты в 40 к Гц быстро разогревает «болванки» до температуры в 1000 градусов.

Нагретое изделие помещают под форму ударного пресса для изготовления головки. В зависимости от её вида, как и в процессе холодного штампования, этот процесс может происходить в несколько этапов. Далее снимается фаска с торцевой части начала резьбы. Это процесс выполняется механически на фрезерном станке.
Основное внимание уделяют резьбе, ведь она должна быть высокого качества. Это достигается на автоматизированном нарезном станке, который смазывает ещё не готовый болт маслом и вращательным движением изготавливает резьбу при помощи резцов. После этого производится проверка при помощи калибров
После этого производится проверка при помощи калибров.
Для защиты готовых метизов от коррозии используют процесс горячего цинкования или химической гальванизации. Процесс состоит из следующих этапов:
- Интенсивная мойка в горячей воде для удаления механической грязи;
- Обезжиривание в растворе с ПАВ (поверхностно активными веществами);
- Повторная мойка в чистой воде, для удаления органических и неорганических веществ;
- Травление в соляной кислоте. Она обеспечивает чистую и блестящую поверхность за счёт хорошего окисления хлорида железа;
- Промывка для нейтрализации остатков кислот;
- Погружение изделия в разогретый до 450 градусов раствор цинка при цинковании или нанесение защитного слоя в электролите при химической гальванизации.
Производственный цикл завершается механической доработкой мелких изъянов и полировкой болтов.








Производство метизов: с чего начать реализацию предприятия?
предприятия в области строительства
На какие вопросы важно ответить до начала организации бизнеса:
Есть ли у вас опыт для работы в сфере строительства?
Этот вопрос очень важно задать себе, если вы являетесь начинающим предпринимателем
В силу того, что производство метизов бывает разным – от очень простого до крайне сложного, — вам нужно выбрать ту нишу, в которой вы сможете быстро освоиться, если опыта у вас немного.
Какими финансовыми возможностями вы обладаете?
Если ваш капитал очень ограничен, и вы не планируете выбирать сложное занятие, то обратите внимание, к примеру, на производство гвоздей – отличная бизнес идея для новичка.
Что пользуется спросом в вашем городе?
Повторимся, что самую большую роль при выборе сферы бизнеса играет спрос. Конечно, можно организовать очень масштабное и конкурентоспособное предприятие по изготовлению всех металлических крепежей, но для этого потребуется время, опыт и большие инвестиции.
Чтобы выбрать тот вид производства, который будет постоянно пользоваться спросом, обязательно анализируйте рынок
Таким образом, вы сможете окупить предприятие в самые короткие сроки.. Ответив на все вопросы и проанализировав свое положение, определяйтесь с выбором производимого метиза и составляйте бизнес-план – он на первых порах поможет вам разобраться с порядком действий при организации предпринимательской деятельности
Ответив на все вопросы и проанализировав свое положение, определяйтесь с выбором производимого метиза и составляйте бизнес-план – он на первых порах поможет вам разобраться с порядком действий при организации предпринимательской деятельности.

А чтобы определиться было еще проще, обсудим, как же производятся крепежи, и что для этого нужно.
Мини-пивоварня — BlonderBeer 300 L
Оптимальное оборудование для малого бизнеса от словацкой компании Techimpex. Производит 300 л пива в сутки (пивоварня ресторанного типа), максимальное количество сортов – 4-5. Такой объём подойдёт небольшой фирме, поставляющей продукт в кафе и магазины разливного пива. В идеале можно открыть собственный магазин-пивоварню и продавать пиво по рыночной, а не оптовой цене. Стоимость линии – в районе 10000 $.
Нюансы организации
Помимо комплекта оборудования, понадобится отдельно докупить ёмкости для брожения (цкт – цилиндро-конический танк), поскольку выдержка и брожение длятся 10-25 дней. Чтобы ежедневно выдерживать необходимые объёмы выпуска, придётся потратиться на приобретение 10-15 цкт на 200 литров (затраты – от 8000 $).
Выручка микропивзавода достигает 7000 $ в месяц, чистая прибыль – 3500-4000 $.
Прочие выгодные варианты
Где ещё можно купить мини-пивзавод по хорошей цене? У компаний ZIP Technologies Ltd (Венгрия), Impiantinox S.r.l (Италия), «Миасский машиностроительный завод» (Россия), BeerFactory (фирма-импортер китайских марок).
Рентабельность планируемого бизнеса
Затраты на организацию производства метизов от 1,5 млн. рублей до 4 млн рублей и выше. В цифру входит оснащение цеха, подготовка к работе, закупка сырья. Поэтому, чтобы предприятие начало быстро окупаться, первоначально нужно искать оптовый сбыт. Отлаженный рынок сбыта быстро окупит затраты на оборудование и поможет выйти на прибыльную работу. Только постоянные оптовые заказчики помогут вывести предприятие на должный уровень. Предлагать свой товар можно через интернет, газеты, телевидение, радио. Нужно наладить поставки в оптовые магазины, базы, склады. Но и мелкая розница сможет помочь увеличить продажи, хотя больших прибылей от маленьких магазинчиков ждать не стоит. При производстве можно открыть и свой фирменный магазин, в котором приобретают продукцию не только в розницу, но и оптом.
Приобрести новых клиентов позволит услуга изготовления крепежа под заказ. Предприниматель должен сам контактировать с заказчиками, ведь те могут загрузить предприятие постоянными заказами, что позволит ускорить срок окупаемости.
Опыт показывает, что данная отрасль довольно прибыльная, окупаемость 5-6 месяцев при стартовом капитале от 2 млн. рублей. Грамотная стратегия работы поднимет производство на должный уровень. Рекомендуем посмотреть существующих производителей метизов и крепежа и произвести конкурентную разведку.
10.02.2020