Виды штамповочных технологий
За время своего существования появилось немало методов штамповки. Массовое производство требует особого подхода, где на первое место ставится скорость и качество изготовления изделий. Ручная штамповка сейчас используется исключительно в частном порядке, для создания единичных экземпляров.
Прежде чем рассматривать способы обработки давлением, рассмотрим прочие виды штамповки:
- Магнитно-импульсная. Для изменения формы деталей используются кратковременные импульсы электрического тока.
- Изотермическая штамповка деталей. Используется для деформирования легированных и жаропрочных сортов стали. Особенность изотермического процесса заключается в том, что контактную форму нагревают до температуры деформации заготовки. В качестве рабочего оборудования используют гидравлические прессы.
- Штамповка взрывом. Разновидность импульсного способа. Активно используется в сфере производства летательных аппаратов. Принцип работы основан на передаче воздействия взрывной волны через воздух или воду. В результате заготовка деформируется, приобретая очертания используемой матрицы.
Технологический процесс, при котором изделие получают путем давления на расплавленный металл, называют жидкой штамповкой. Ввиду высокой стоимости матриц и пунсонов метод целесообразно использовать только в массовом производстве.
Листовая штамповка
Процесс обработки заготовок делят на две категории, которые отличаются рабочей температурой:
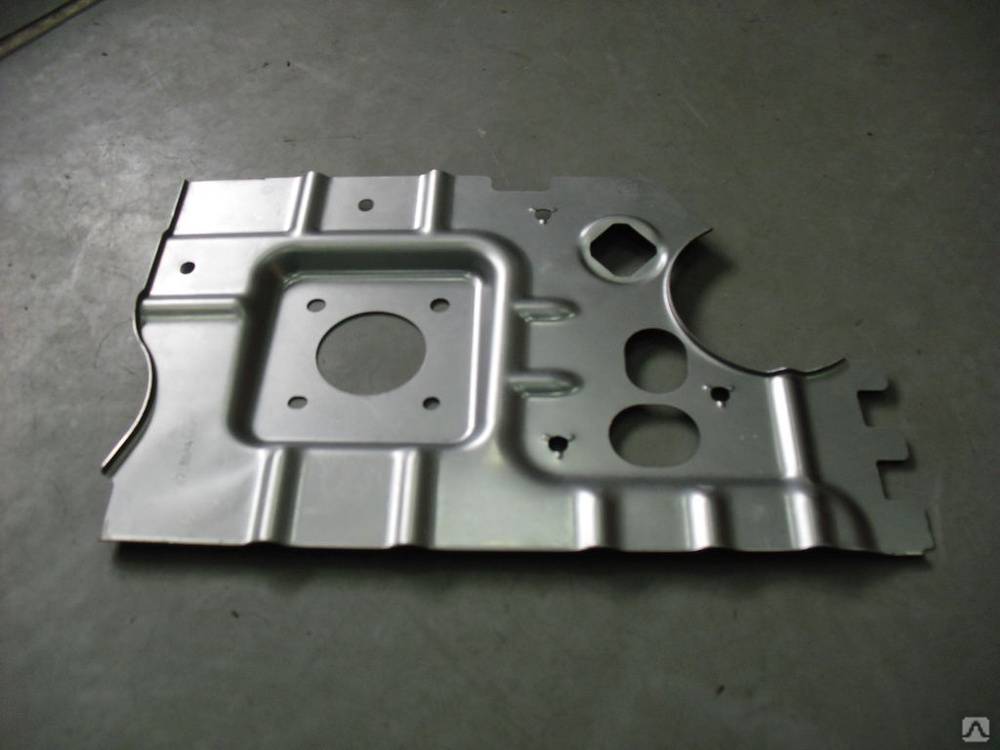
- Холодная штамповка. Данный метод считают наиболее эффективным. Его применяют для изготовления кузовных деталей транспорта. Грамотная разделка помогает рационально использовать основной материал. Наилучших показателей можно добиться, используя углеродистые и легированные стали, а также листовую медь и алюминий.
- Горячая штамповка. Как следует из названия, данный метод подразумевает предварительный нагрев заготовки. Для этого используют пламенные или электрические печи. Технологические операции данного метода абсолютно не отличаются от холодного способа производства. Единственный нюанс заключается в толщине листового металла: данный показатель не должен превышать 5 мм. С помощью данного метода производят элементы корпуса в судостроительной промышленности.
Объемная штамповка
Горячая штамповка характеризуется повышенной температурой, при которой протекает процесс. Степень нагрева зависит от используемых материалов. В отличие от штамповки жидкого металла агрегатное состояние заготовки остается неизменным.
Рассмотрим особенности каждого процесса.
Технология горячей объемной штамповки (ГОШ)
Горячую объемную деформацию деталей выполняют под воздействием температуры и давления на заготовку. Для получения необходимой формы материал нагревают и помещают в закрытые штампы. Между используемыми пресс-формами отсутствует зазор. Таким образом, готовое изделие формируется в закрытой полости, которая называется ручьем или гравюрой. Подход характеризуется низким процентом облоя, однако требует внимания на стадии заготовок.
Готовые изделия отличаются точностью размеров и качеством поверхности.
- Определяется тип штампа.
- Разрабатывается подробный чертеж.
- Технологи рассчитывают количество переходов от заготовки до готового изделия.
- Для каждого промежуточного этапа готовят индивидуальный чертеж.
- Подбирают пресс-формы для переходов.
- Определяют параметры и способ нагрева заготовки.
- Исходя из требований к детали определяют необходимые финишные процедуры.
По завершении разработки проекта экономисты рассчитывают себестоимость выполнения работ.
Метод холодной объемной штамповки
Основным недостатком технологии считают чрезмерные усилия, которые необходимо прилагать для получения готового изделия. По сравнению с ГОШ этот показатель выше в 10–15 раз. Высокие механические нагрузки негативно влияют на продолжительность эксплуатации штампов.
Штамповка листового металла в Екатеринбурге
Компания «Риваль Лазер» предоставляет своим Заказчикам качественные услуги штамповки металла и механической обработки металла для производства штампованных изделий любых размеров и любой формы: от простых штампованных деталей до сложных и нестандартных металлических конструкций.
Мы выполняем массовое производство деталей с плоской поверхностью в нужной конфигурации. В качестве рабочей оснастки используются 15 ультрасовременных фрикционных прессов, что обеспечивают обслуживание беспрерывного потока заказов. Штамповка металла давлением быстро образует необходимую плоскую или рельефную форму под заданный чертеж. Лазерные машины с автоматическим методом управления занимаются и мелкосерийным выпуском изделий.
Технология штамповки металла
Штамповка — это технологический процесс обработки металлических заготовок. Она позволяет получить готовые изделия плоского или объемного типа, отличающиеся своей формой и размерами. Рабочим инструментом при выполнении операции может выступать штамп, закрепленный на прессе или станках другого типа. Штамповка металла бывает горячая и холодная. Данные технологии предполагают использование различного оборудования и соблюдение различных технологических норм.
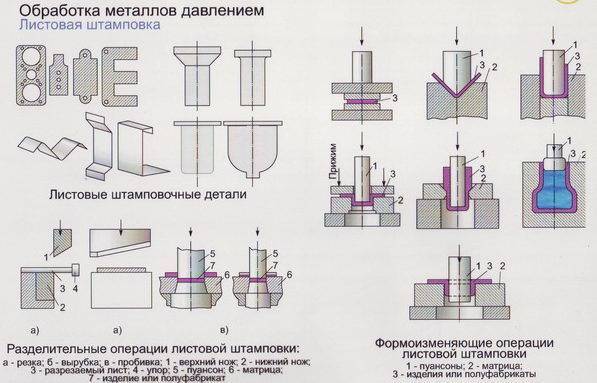
Операция штамповки металла, в результате которой происходит отделение частей металлической заготовки, называется разделительной. К ней относятся резка, рубка и пробивка деталей. Операция, в результате которой лист металла меняет свою форму, называется формоизменяющей штамповочной операцией (формовкой). В результате материал подвергается холодному выдавливанию, гибке и другим процедурам по обработке металла.
На заводе «Риваль Лазер» ударное выдавливание на рубочных станках ведется из высокопластичных листовых сплавов (медь, латунь, алюминий) и низкоуглеродистой стали (цветной или черной). Рабочее поле стола работает с листовым материалом размером 1,25 м * 1,1 м. По окончанию штамповки осуществляется свободная ковка полученных деталей способом раскатки. При необходимости выполняется резка и рубка металла с применением специальных ленточных и дисковых пил.
Преимущества
Компания квалифицированно подходит к вопросам проектирования размеров и формы заготовок, а так же к последующему раскрою металла, это позволяет значительно уменьшить расход металла, что актуально для Заказчиков, выпускающих продукцию крупными партиями.
Наша компания поможет снизить отходы сырья и тем самым оптимально сэкономить на изготовлении заготовок, а значит, и удешевить себестоимость продукции. Массивные или тонкостенные детали – мы работаем с максимальной точностью и задаем высокую степень прочности изделий после обработки.
Штамповка металла актуальна для приборостроения, автомобилестроения, авиационной промышленности, производства бытовой техники, оборонной промышленности.
Как оформить заказ на штамповку металла
Компания принимает заказы в Екатеринбурге, Москве, Санкт-Петербурге, Казани, Тюмени и других городах России. Вы можете связаться с нашими менеджерами по телефонам указанным на сайте или оформить заявку на выполнение работ. Штамповка металла в Екатеринбурге выполняется на собственном производстве, по чертежам Заказчика, с доставкой в любые регионы России.
Закажите расчет стоимости штамповки металла и наши специалисты свяжутся с вами в течение рабочего дня. Вы можете убедиться, что мы производим штамповку металла в Екатеринбурге по выгодной цене.
Как происходит штамповка?
В зависимости от того, какие технологические нормы используются, штамповка деталей может значительно отличаться.
Первый тип штамповки заключается в резке, рубке или пробивке материала – его называют разделительный.
Существует также вариант штамповки, когда происходит формовка, вытяжка, холодное выдавливание и прочие манипуляции с листовым металлом.
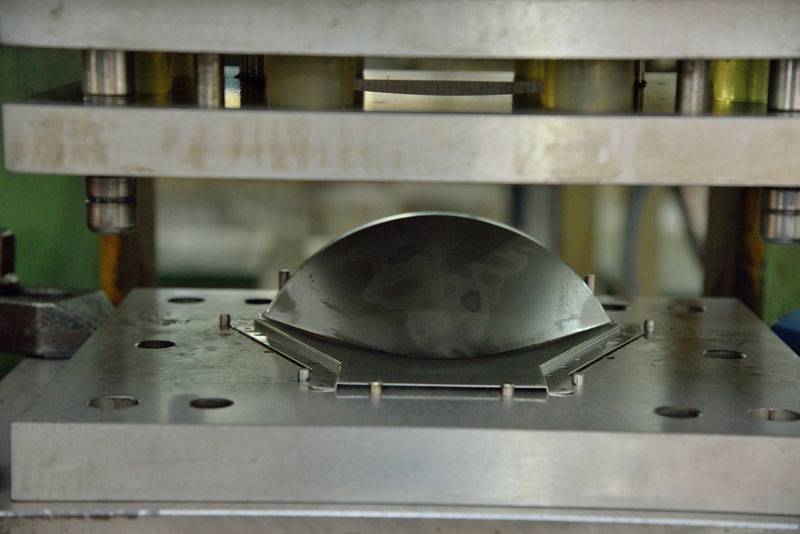
Также существуют горячая и холодная штамповки листового металла.
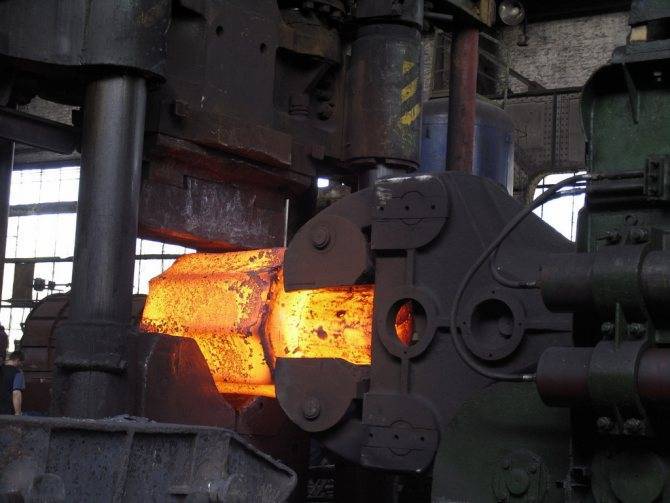
Горячую штамповку используют только на крупном производстве: используя этот метод, происходит изготовление днищ для котла, разнообразных деталей в форме полушарий, буев и пр.
Чтобы получилась объемная или плоская деталь, требуется, прежде всего, часть листового металла толщиной до 4 мм.
Перед началом работы всегда проводится расчет и соблюдаются нормы нагрева – это довольно тонкая и сложная работа, поэтому горячая штамповка не применяется в домашних условиях.
В остальном же технология и расчет аналогичны методу холодной штамповки, о котором мы поговорим дальше.
Видео:







Прежде чем приступать к работе, нужно произвести расчет и составить чертежи деталей, при этом расчет должен учитывать, что металл утягивается во время вырубки, пробивки или гибки.
При горячей штамповке, чтобы нагреть детали, используют специальное оборудование – пламенные печи или печи, работающие на электричестве, либо другое электронагревательное оборудование.
Также нужно следить, чтобы нормы процесса и правильный расчет были соблюдены.
При холодной штамповке пресс создается с помощью давления и подобное оборудование не используется.
Холодный вид штамповки металла более удобен, т.к. в этом случае возможно изготовление изделий законченного вида, которым не нужна дополнительная резка.
Во время штамповки холодного типа бывает изготовлена как объемная, так и плоская деталь крупного или мелкого размера.
В целом же технология штамповки металла выгодная процедура, т.к. она предполагает уменьшение расхода материала при высокой производительности. Особенно это заметно при массовом производстве деталей.
Оборудование холодной штамповки способно обрабатывать не только металлические объекты, но также работать с картоном, кожей, резиной, пластмассой и другими элементами.
Холодная штамповка может быть двух типов: разделительной и формоизменяющей.
Разделительная штамповка металла — это резка, вырубка или пробивка деталей.
Резка деталей заключается в разделении металлической заготовки на части по заранее определенным кривым или прямым линиям.
Резка широко применяется на производстве – с ее помощью делают готовые детали, либо раскраивают листовой металл, разделяя его на полосы нужного размера.
Для резки необходимо специальное оборудование, а именно дисковые или вибрационные, гильотинные или другие профессиональные ножницы.
Технология вырубки листового металла заключается в производстве деталей, имеющих замкнутый контур. А процесс пробивки используют, чтобы сделать в детали отверстия требуемой формы.
Штамповка заготовок может быть произведена как своими руками, так и на заказ. Однако при самостоятельной работе нужно соблюдать предписанные нормы, что не так просто.
Этот процесс включает следующие элементы: гибку, вытяжку, отбортовку, обжим и формовку. С помощью процесса гибки создают детали с изгибом.
Видео:
При вытяжке из плоской заготовки изготавливается объемная полая пространственная деталь.
Путем вытяжки возможно сделать из заготовок объекты цилиндрической, полусферной, коробчатой или конической формы.
При отбортовке на детали делают борты, идущие вокруг наружного контура листа и возле заранее изготовленных отверстий.
Процессам обжима подвергается обычно объемная или имеющая полость деталь – с его помощью детали приобретают суженную концевую часть.
Происходит это с использованием конической матрицы с помощью наружного обжатия листового металла. При формовке форма деталей изменяется, сохраняя форму контура снаружи.








Стоит отметить, что чаще всего объемная штамповка изделий из металла делается на заказ, т.к. требуется необходимое оборудование, которое не сделать в домашних условиях.
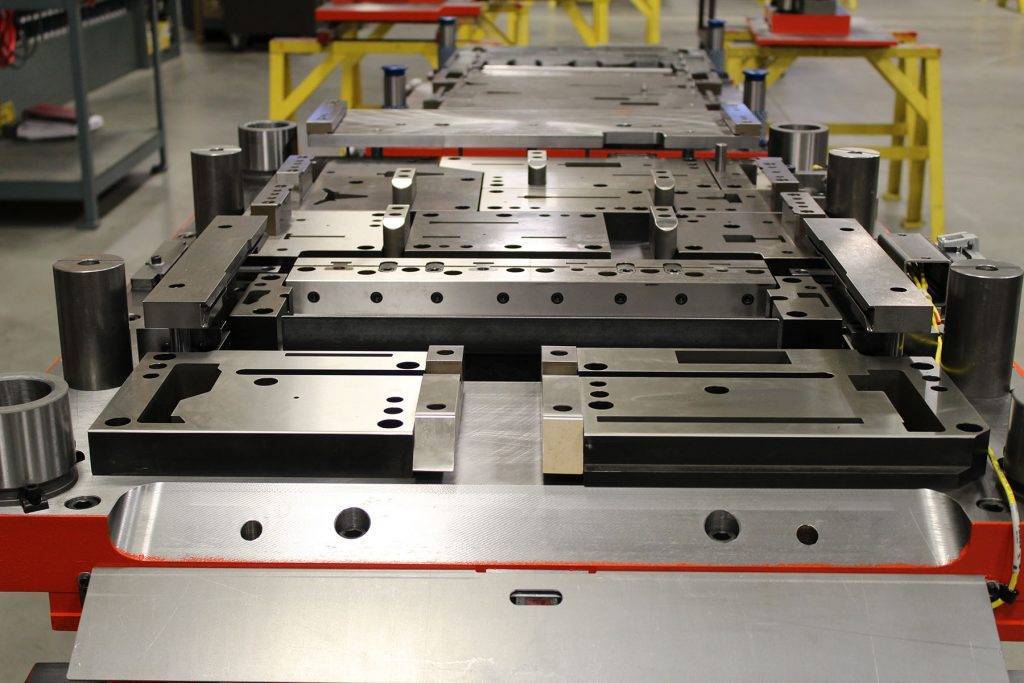
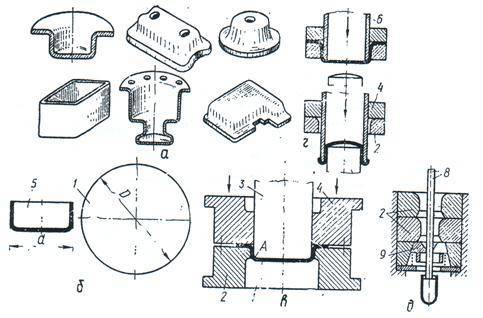
Технологические схемы штамповки
Станок горячей штамповки металла функционирует с применением специальных рабочих схем. С их помощью выполняется ковка и штамповка различных металлических изделий. Исходя из характеристик примененной рабочей схемы, можно определить будущие параметры готовой поковки.
Классифицировать такие схемы можно по типу задействованных в работе штампов:
В закрытых штампах
Штамповка заготовки.
Полость штампа в процессе деформации закрыта, поэтому зазор между подвижной и неподвижной зонами минимален. Особенности устройства штампа закрытого типа определяет вид штамповочного станка.
В большинстве случаев верхняя часть штампа характеризуются выступом, а нижняя – представляет собой полость. Также можно встретить обратную ситуацию.
Применение подобных изделий на практике должно осуществляться с тщательной подготовкой и четким контролем над идентичностью объемов поковки и заготовки.
Несоблюдение данных требований может привести к частичному заполнению углов полости металлом, если его будет недостаточно.
Также проблемы могут возникнуть с высотой поковки при работе горячим методом: если металла будет чрезмерно много, высота поковки получится больше, чем запланировано
Чтобы штамповка проходила по оптимальной схеме, важно отрезать заготовки с максимальной точностью
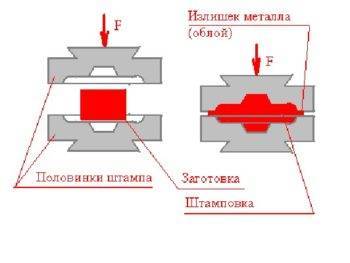
В открытых штампах, имеющих переменный зазор
В него вытекает определенный объем металла, что позволяет заполнить рабочую полость поковки в полной мере. Помимо этого, облой заполнится излишками металла на конечной стадии работы, что снизит запрос к точности заготовок по весу.
Холодная и горячая штамповка с применением таких изделий осуществляется в четыре стадии: осадка заготовки, совмещение стеночек изделия с заготовкой, вытекание лишнего металла в канавку при обжатии, удаление избыточного металла из полости.
Достоинством штампов для горячей штамповки является возможность произвести любой вид поковок.
Закрытые штампы также характеризуются определенными преимуществами:
- Более благоприятная структура поковок.
В данном случае не происходит перерезания волокон в облой в точке вытекания металла. Они обтекают поковочный контур, что позволяет достигнуть уникальной точности поверхности деталей без каких-либо видов шлифовки; - Отсутствие облоя при такой схеме.
Это позволяет значительным образом снизить расход металла. - Наличие возможности работать с малопластичными сплавами, характеризующимися высоким уровнем деформации под высоким напряжением неравномерного всестороннего сжатия.
Особенности холодной штамповки
Холодная листовая штамповка подойдёт не только для изделий из легированных и углеродистых сталей, но и для алюминия, меди и сплавов этих металлов. При этом методе выбор штампуемых материалов может выходить за рамки металлов. Штампы для этого вида можно применять для изготовления деталей из картона, кожи, полимерных сплавов и резины.
Изделия, для изготовления которых применялась холодная штамповка металла, отличаются высокой прочностью, точностью параметров и форм, а также качеством поверхности.
В некоторых случая чистота поверхности соответствует 8 классу. Обычно чистота поверхности детали имеет от 2 до 6 класса, что является средним показателем. Но здесь нужно учитывать скорость производства, которая находится на самом высоком уровне.
Но одновременно с этим, при обработке металла методом холодной штамповки снижается пластичность материала. Из-за увеличения прочности металл становится хрупким, что относится к неоспоримым минусам этого вида обработки металла.
Для предотвращения этих негативных моментов между операциями, которые выполняются в ходе холодной штамповки, заготовка подвергается термической обработке. Это называется рекристаллизационный отжиг.
Для выбора используемого пресса и проектирования штампов, нужно знать и учесть большое количество свойств сырья, из которого будет изготавливаться продукция. Иначе может пострадать качество изделий или само оборудование.
Для выполнения операций штамповки для каждого вида изделия изготавливается индивидуальный штамп по нужным параметрам. Это делается в несколько шагов:
- Составляется эскиз штампа нужной конфигурации.
- Изучается схема раскроя материала и проверяется в специализированной программе на компьютере.
- Если программа или человек выявили несоответствие эскиза с реальными требованиями, эскиз редактируется.
- Разработка проверяется на соответствие размеров.
- На эскизе обозначаются точные размеры и расположение отверстий на рабочей стороне штампа.
На подготовительном этапе штамповки учитывается:
- Электропроводность и магнитная проводимость используемого материала.
- Прочность к механическим воздействиям и твёрдость металла.
- Ударная вязкость используемого металла.
- Вес заготовки.
- Износостойкость металла и его устойчивость к коррозии, что влияет на срок службы штампованного изделия.
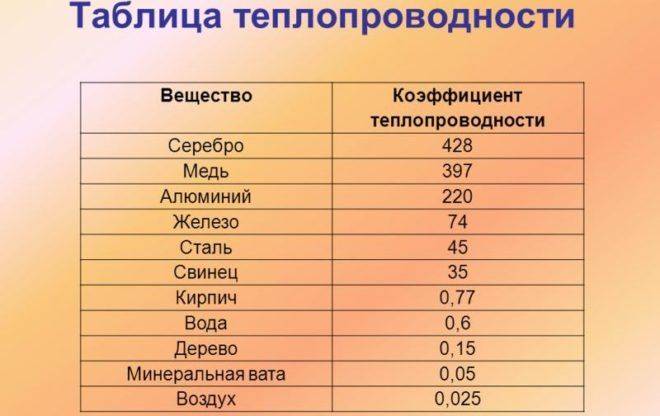
- Теплостойкость и теплопроводность обрабатываемого металла.








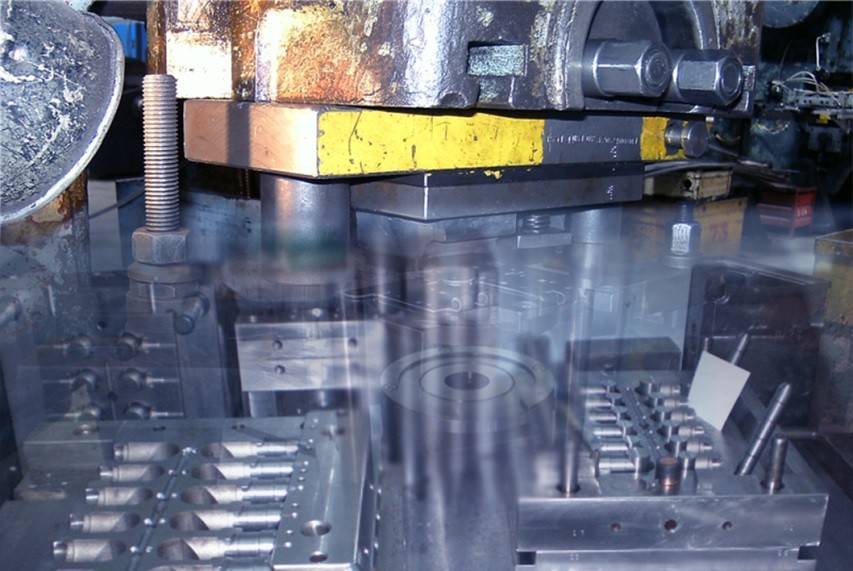
Принцип работы
Пресс ХШ состоит из механизма, который повергает его в работу и устройство, что выполняет непосредственно сам процесс штампования.
Кривошипный пресс. Что касается работающего механизма, то это кривошипный вал, который вращается при помощи электропривода. В результате вращения маховика происходит цепочная передача вращения на кривошипный механизм.
Совершая возвратно-поступательное действие, имеющийся ползун кривошипа повергает в работу непосредственно само устройство. В ходе такого воздействия возникает соответствующее высокое давление, что позволяет осуществлять пластичную деформацию такого металла.
Гидравлический пресс. Принцип работы такого устройства заключается в том, что формирования происходит в ходе придавливания материала с помощью жидкости, что находится в специальных резервуарах, соединенные специальными трубопроводами. В ходе создания давления в одном цилиндре происходит давление на другой, что, в свою очередь, передается на ползун, приводя его в действие. В результате таких усилий продавливается заготовка.
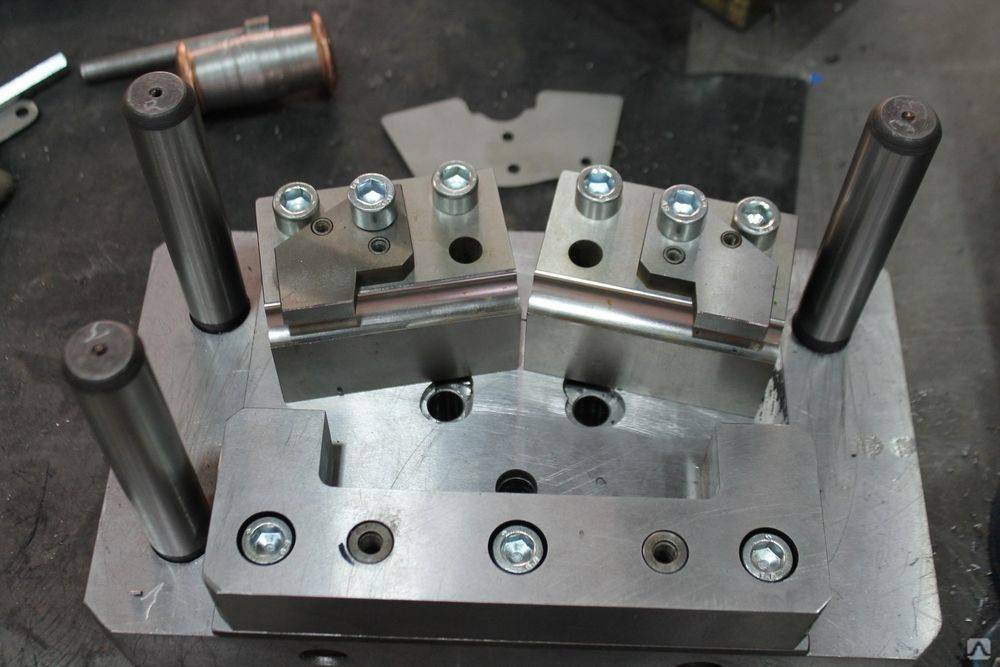
Относительно самого штампа, то он заключает в себя две основные рабочие части, это матрица и пуансон.
Матрица располагается в нижней части оборудования и является неподвижной, а вот пуансон, его движущая часть, что в ходе деформирования прижимается к матрице, на которой располагается соответствующий материал. Таким способом осуществляется формирование на металлической поверхности.
Холодная штамповка металла
Холодный способ представляет собой технологическую операцию, при которой металлическая заготовка без предварительного нагрева подвергается деформации.
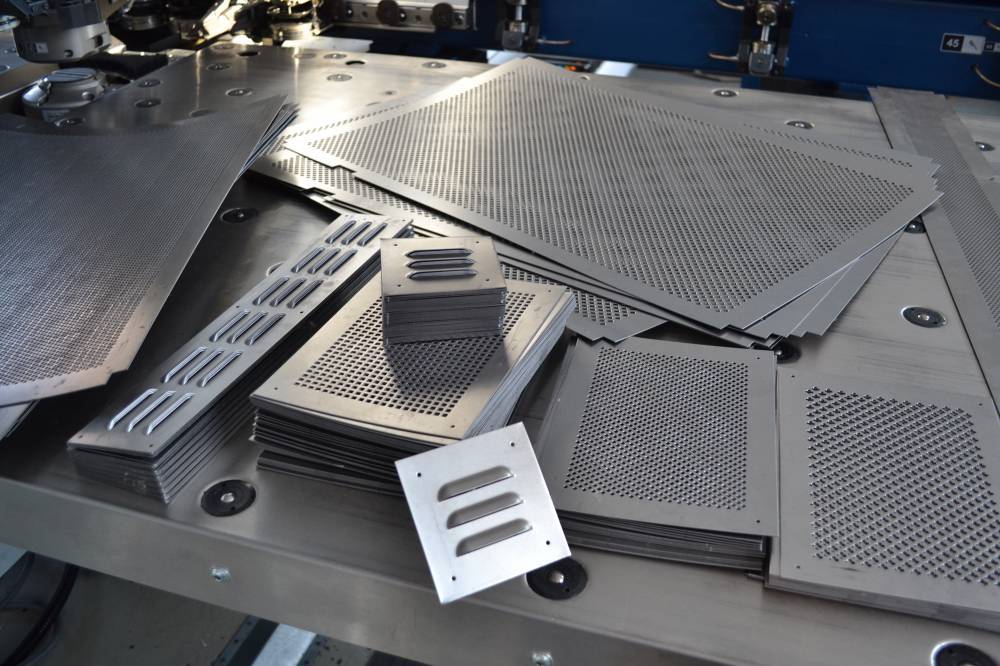
Листовое штампование
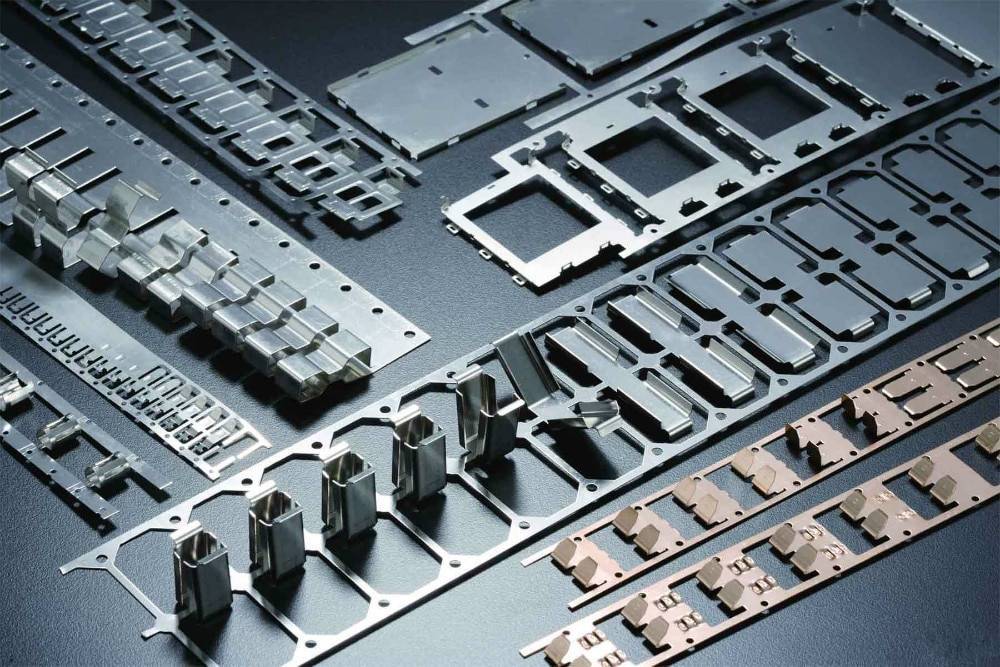
Детали данным методом изготовляют прессованием металлических листов, полос или рулонов. Толщина получаемой продукции не превышает 10 мм. Листовая штамповка металла востребована при массовом производстве изделий, абсолютно идентичных по форме и размерам.
Для проведения работ используется два вида прессов:
- Универсальные. Они предназначены для вырубки, сгибания и вытяжки.
- Специальные. С их помощью осуществляется глубокая вытяжка и специфическое выгибание деталей.
Листовая штамповка металла может проводиться на механизированном оборудовании или на пресс-автоматах.
Заготовки для работ при необходимости нарезаются с помощью механических или гидравлических ножниц. Широкие листы режутся на дисковых инструментах с цилиндрическими ножками. Криволинейный контур выполняется дисковыми или коническими ножницами.
Виды операций, проводимые во время листовой штамповки
Детали изготавливают двумя способами:
- Формоизменяющий. К нему относятся: скручивание, прогибание, навивание, обжим, формование, вытягивание, отбортовка. За время прохождения операции материал заготовки не разрушается, меняется только форма и размер.
- Разделяющий. В него входят: нарезка, прокалывание, обрезка, пробивка и зачистка. Заготовки в данном случае разделяются во время сдвига по заданному контуру.
Плюсы и минусы метода
К недостаткам холодного листового штампования металла относится высокая стоимость оборудования. Окупаемость процесса происходит быстро только в серийном производстве.
Преимуществами данного метода являются:
- Возможность выполнять параллельно несколько операций.
- Получение взаимозаменяемых деталей.
- Рост производительности и эффективности.
- Экономичность массового и серийного производства.
- Получение прочных деталей с сохранением их минимальной массы.
- Точность размеров и высокое качество поверхности.
Объемная холодная штамповка
Этот универсальный метод востребован в производстве разнообразных изделий из металла. Существует несколько видов объемного штампования.
Холодное выдавливание
Заготовка помещается в полость, из которой металл выдавливается в отверстия, расположенные в рабочем механизме. Проводится на кривошипных или гидравлических прессах. Различают четыре варианта выдавливания:
- прямое;
- обратное;
- боковое;
- комбинированное.
Возможность получения изделий без разрушения и деформации заготовок – плюсы выдавливания.
Высадка
Процесс осуществляется на специальных автоматах. Штамповке подвергается прут или проволока. Они размещаются в рабочую зону и разрезаются на заготовки установленных размеров. Отрезанные части переносятся в штамповочный механизм.
Холодная объемная штамповка металла в открытых штампах
Способ основан на формовании деталей путем заполнения металлом полости штампа. Чтобы облегчить процесс и ослабить сопротивление металлической основы, детали расчленяют на переходы, между которыми они подвергаются отжигу. Благодаря этому повышается пластичность металла, сокращается риск разрушения деталей и увеличивается допустимая степень формоизменения.
Достоинства и недостатки объемной штамповки
Основным минусом данного метода является быстрое изнашивание штампов. Причиной тому служат значительные механические нагрузки, которые испытывает на себе применяемое оборудование.









Преимущества объемной штамповки:
- Получение высококачественных изделий без окалины.
- Прочность произведенных деталей и точность размеров за счет отсутствия окисления.
- Высокая производительность.
- Минимальная шероховатость поверхности изделий.
- Возможность полной или частичной автоматизации.
- Не нужно нагревать материал.
- Эффективность использования металла.
Качество изготовления продукции зависит от правильной сборки и работы штампа.
История возникновения процесса
Известен и используется издревле, так как был изобретен еще до Средневековья и уже тогда позволял нашим предкам изготавливать оружие, украшение и другие нужные в быту вещи. В течение столетий неуклонно совершенствовался, всегда отличаясь сравнительной простотой и высокой производительностью, но выполнялся вручную вплоть до 1850-х годов, после чего уровень развития технологий позволил вплотную заняться его механизацией.
С середины XIX века технические операции стали проводить на станках, с начала XX – приступили к выпуску кузовов авто, с 1930-х – корпусов и механизмов морских и речных судов и летательных аппаратов, с 1950-х – функциональных узлов и элементов в ракетостроении.
Металлическая штамповка столетиями сохраняла популярность из-за следующих своих особенностей и преимуществ:
- Универсальность – с ее помощью выполняют детали каких угодно размеров и форм, причем как нуждающиеся в последующей обработке, так и уже готовые к эксплуатации.
- Точность изготовления, особенно при современном уровне технологий, что позволяет обеспечить взаимозаменяемость выпускаемых элементов даже без доводки.
- Склонность к механизации и автоматизации – высокая производительность всегда была очевидным достоинством, и сегодня она достигается за счет использования роторно-конвейерных линий.
- Прочность конечных изделий, даже тонких, легких, габаритных.
Особенно актуален процесс при массовом выпуске – как мелких элементов, вроде шестеренок для часов, так и крупных предметов, например, кузовов автомобилей.

Холодная штамповка листового металла: суть и назначение
Это наиболее популярный метод выпуска широкой группы изделий из полимеров и металлов, потому он заслуживает детального рассмотрения. Прежде всего подкупает своей универсальностью – можно изготавливать детали любых размеров и геометрии, начиная от миниатюрных элементов бытовых приборов и заканчивая габаритными корпусами авиатехники. Но есть и другие неоспоримые достоинства.
Практические преимущества способа:
- Высокая степень использования основного материала – обрезков или остатков не остается, что сокращает общие расходы.
- Возможность выпуска элементов даже с тонкими стенками без снижения их конечной прочности.
- Низкая себестоимость, особенно удобная в условиях серийного и масштабного производства.
- Отсутствие необходимости проведения финишной обработки – поверхность продукции, как правило, получается достаточно гладкой.
- Перспективность в вопросе автоматизации – процесс штамповки можно всячески механизировать и совершенствовать.
Есть и условный минус, логично вытекающий из технологичности проводимой операции и высокого качества результата. Недостаток в том, что для наладки нужны специалисты, причем с опытом, хорошей квалификации. Также не стоит забывать о временных затратах на проектирование – это достаточно трудоемкая часть задачи. Хотя преимуществ, естественно, больше, и достоинства продолжают определять назначение способа, которое сводится к тому, чтобы оставаться наиболее производительным и удобным вариантом обработки заготовок под давлением.
Операции холодного метода штамповки
Предпринимаемые действия либо разделительного, либо формоизменяющего характера. Поэтому главные процедуры следующие:
- Резание – разделка основного материала, может осуществляться как по прямой линии, так и по более сложной траектории. Выполняется при помощи промышленных гильотин и/или ножниц больших размеров, причем как на стартовых, так и на финишных этапах производственного цикла.
- Пробивка – создание технологических отверстий необходимого (произвольного) диаметра и даже формы.
- Вырубка – еще одна разделка, но она уже производится по замкнутому контуру, с отделением нужной части, становящейся заготовкой (здесь и кроется принципиальное отличие от предыдущей операции, при которой отрез считался был отходом).
- Вытяжка – изменение объема детали (из плоской делают полую, при этом толщина стенок тоже может стать другой, обычно тоньше).
- Отбортовка – создание рельефной кромки по периметру, внутреннему или наружному. Наиболее распространенные случаи применения – места монтажа фланцев и торцы труб.
- Гибка – превращение плоской конфигурации в изогнутую, обычно U или V-образную, но возможны и другие варианты, вплоть до довольно сложных.
- Обжим – элемент фиксируют в конической матрице и давлением воздействуют на его торцевую часть, уменьшая ее размеры.
- Формовка – изменение геометрии на каком-то локальном участке заготовки (при этом ее наружный контур сохраняет свои габариты).
Автоматические штамповочные линии
Это передовые и многофункциональные комплексы, оснащенные ЧПУ-системами, с наглядными и удобными в пользовании сенсорными дисплеями. У них есть все, чтобы минимизировать работу оператора, полностью исключить ошибки, вызванные «человеческим фактором», обеспечить высокую производительность труда. Единственное НО: они должны функционировать строго по алгоритму, заданному опытным инженером-технологом.
Мы детально рассмотрели все основные и популярные варианты оборудования, постарались наглядно показать преимущества и недостатки каждого из них. Для более подробной консультации обращайтесь к менеджерам завода «Сармат»: они помогут подобрать станок, чтобы поставить нужную вам разновидность штамповки на поток.
Изготовление художественных изделий из металла
В процессе изготовления декоративных изделий из металла
могут применяться различные виды ручной и механической обработки. Некоторые из них известны с древних времен, но и сегодня не потеряли своей актуальности. В эту категорию, в основном, входят технологии ручной художественной обработки металлов: гравирование, дифовка, литье, филигрань и т. д.

Они отличаются трудоемкостью и низкой производительностью. Ручная обработка требует определенного мастерства специалиста. С помощью таких методов, как чеканка, насечка и др., создаются уникальные художественные произведения. Существуют также инновационные технологии изготовления изделий из металла, которые основаны на научных открытиях и достижениях в области развития техники – гальванопластика, новейшие виды литья, электрохимическая обработка и др.
Выбирая технологию изготовления нестандартного изделия из металла
, мастеру, помимо экономической эффективности, необходимо учитывать особенности разных технологий обработки – их влияние на сам процесс формообразования детали и на эстетическую составляющую.
В зависимости от выбранного способа обработки готовое изделие приобретает определенные черты и характеристики. К примеру, детали, прошедшие обработку на станке для изготовления изделий из металла
, отличаются точностью размеров, четкостью форм, а после ковки или дифовки изделия приобретают мягкость и пластичность.

Используя обработку резанием, можно получить четкие грани и острые углы деталей. Чтобы обеспечить правильную линию радиусного изгиба, необходимо использовать штамповку.







Еще на этапе разработки проекта художественных изделий специалист должен учесть характеристики материала и, в зависимости от этого, определить наиболее подходящие варианты обработки.
Определенные сплавы металлов могут быть обработаны несколькими способами. К примеру, золото и серебро могут подвергаться литью, ковке, резке и обработке давлением. В то же время есть материалы, характеристики которых значительно сужают перечень допустимых вариантов обработки.
Так, чугун может подвергаться литью или резке, но его хрупкость служит препятствием для применения технологий, при которых используется высокое давление (ковка, штамповка и т. д.). А медные сплавы легко поддаются чеканке или ковке, но плохо режутся и отливаются.