

Шнековый бур своими руками
Земляные работы на своем участки довольно трудоемки и занимают много времени. Но во многих случаях имеется возможность значительно упростить задачу, применив приспособление для бурения шурфов.
Это пригодится во многих случаях:
- при установке столбов для забора;
- для посадки деревьев;
- для бурения шурфов под свайный фундамент, и во многих других случаях.
Для решения задач можно приобрести садовый бур в магазине, это обойдется от 1500 до 2500 рублей. Но этот инструмент, как правило, изготавливается длиной до 1,5 метра, чего часто недостаточно. Таким образом, актуальна задача изготовление буровых шнеков инструмента своими руками. Для этого понадобятся:
- Сварочный аппарат.
- Шлифмашинка с отрезным кругом.
- Труба стальная диаметром 25 — 30 мм и длиной порядка 2 метров.
- Обрезок трубы диаметром порядка 35 мм и длиной 50 см для рукоятки.
- Пластина металлическая размерами 1,5 х 20 х 5 мм для изготовления головки бура.
- Изношенный диск для резки камня.
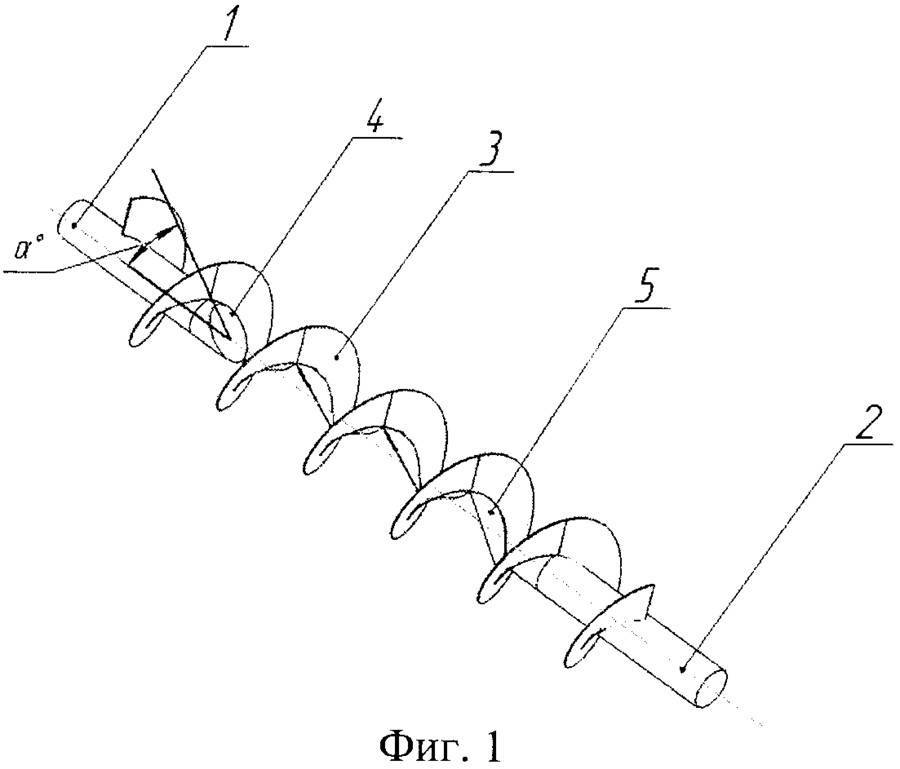
При изготовлении бура можно воспользоваться следующим чертежом:

Последовательность выполнения работ:
- Нам металлической пластине изготовить острие забурника под углом 60о, заточить обе грани острия в направлении вращения под углом примерно 10о.
- Расклепать конец трубы на расстояние 20 — 30 мм от края таким образом, чтобы в нее плотно входил тупой конец забурника.
- Вставить забурник в трубу, просверлить сквозное отверстие и закрепить забурник заклепкой. Поскольку для его изготовления применяется высокоуглеродистая сталь (ст.30 — ст.45), сварное соединение будет ненадежным.
- Разрезать старый диск для резки камня по диаметру.
- На трубу чуть выше расклепанного конца приварить пластинки из стали толщиной порядка 5 мм, просверлить в них отверстия и нарезать резьбу. На этих отверстиях укрепить части камнерезного диска под углом примерно 15о по отношению к трубе, но с наклоном в разные стороны.
- Полудиски закрепить к пластинкам винтами.
- Вырезать из листовой стали толщиной 1,0 — 1,5 мм сегменты шнека.
- Приварить их к трубе, создавая из отдельных деталей винтовую поверхность.
- Приварить трубу 50см перпендикулярно основной трубе посредине. Это рукоятка, на которую нужно надеть куски силиконовой или резиновой трубки.
В принципе — шнековый бур готов. Не забудьте заточить режущие полудиски.
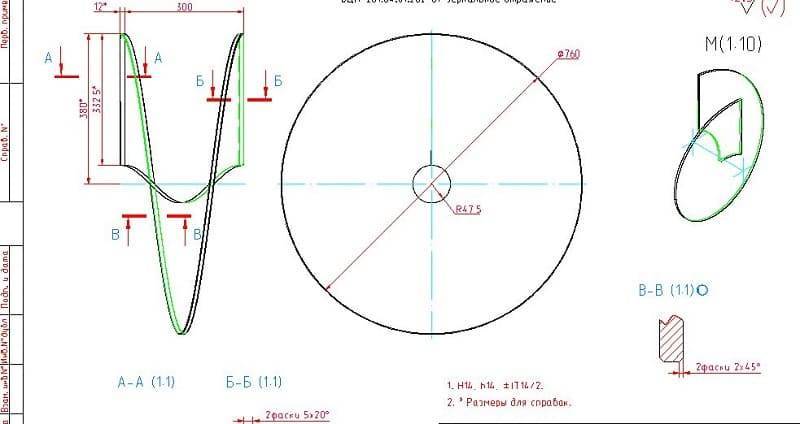
Развертка поверхности косого винтового геликоида
Подобный шнек также может применяться при необходимости. Его ключевыми моментами назовем следующее:
- Поверхность, образующаяся при развертке, параллельна соответствующей линии, получающейся при вращении соосного конуса.
- Выделяют определенный угол при вершине, который часто называется направляющим конусом.
Подобная развертка также учитывается при проведении самых различны расчетов.
Графический способ
Рассматриваемый метод отображения механизма предусматривает разбивание горизонтальной проекции на равные части, после чего каждая принимается за равнобокую трапецию.
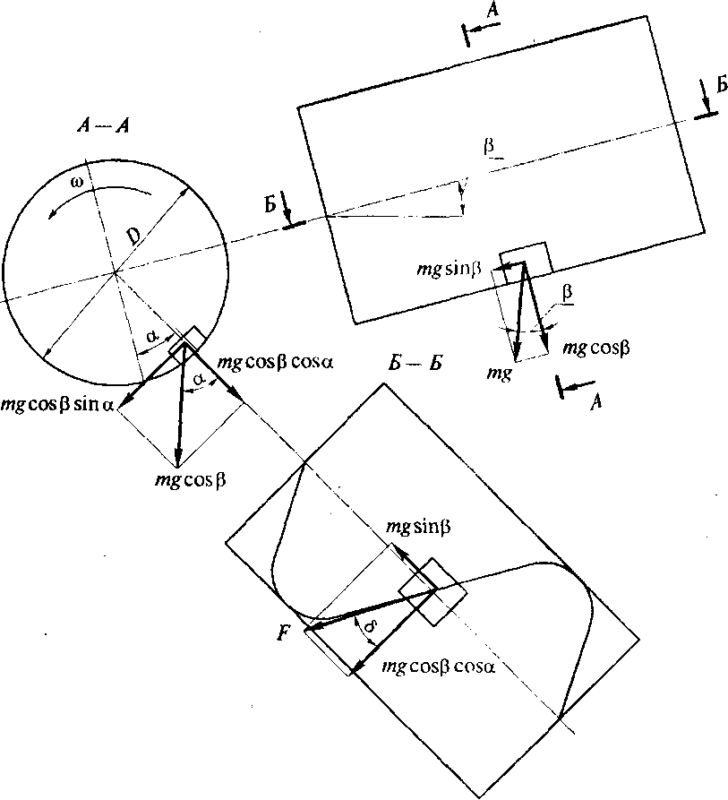
В подобном случае учитывается довольно большое количество различных значение. Примером можно назвать ширину, а также угол соотношения.
Аналитический способ
Проще всего в применении именно аналитический метод. Он основан на принципе деления поверхности косого геликоида на однополостные гиперболоиды вращения.
В технической документации можно встретить формулы, по которым проводится определение размеры развертки одного витка.
Как сделать шнек своими руками
Изготовление шнека производится в несколько последовательных этапов:
- Делаем раму из труб. Обычно в чертежах даются размеры 50 x 70 см. Исходя из того каких размеров у вас мотор и размера ковша 50 х 30 см, вы можете сами подобрать наиболее подходящий размер рамы.
- Сам шнек изготовляется из трубы, в ее центре устанавливается лопатка 270 x 120 мм из двух или трех-миллиметровой стали. Винты можно сделать из транспортерной ленты, но предпочтительнее все же использовать сталь.
- Сбалансируйте винт, удаляя лишний метал болгаркой. Для этого установите винт в готовое посадочное место и вручную прокручивайте его, так вы сможете узнать, где необходимо снять металл.
- В том случае, если вы решили использовать транспортерную ленту, вам понадобится около 1,5 метра толщиной один сантиметр. Из ленты нарезается четыре кольца диаметром 28 см.
- Используйте резиновую заглушку, чтобы закрыть подшипники, в которых будет вращаться вал. В противном случае их сразу заклинит.
- Ковш можно изготовить из десятимиллиметровой фанеры. Для жесткости следует прикрепить стенки ковша к раме.
- При изготовлении подобных конструкций следует помнить о том, что, если используется электродвигатель (для электрический снегоуборочных машин), его необходимо защитить от снега. Если же вы остановились на выборе мотоблока, заранее определитесь с переходниками, чтобы его подключить. Прочитайте статью о том, сделать снегоуборщик к мотоблоку своими руками.
Сегодня Вы узнали немного больше об устройстве и применении, а также замене ремней снегоуборщика. Вместе с этим Вы научились делать шнеки своими руками, как оказалось, в этом нет ничего сложного, если составить план и подойти к процессу с головой.
Надеемся, данная статья также поможет вам немного сэкономить, берегите свою технику и себя.
О других запчастях для снегоуборочных машин читайте в этой статье.
Изготовление шестерен и зубчатых колес в Самаре
Изготовление зубчатых колес – сложный многооперационный процесс, требующий применения специального оборудования. Специфика выполнения операций подразумевает комплексный подход, ведь все этапы, из которых состоит изготовление зубчатых колес, тесно взаимосвязаны, начиная с проектирования и заканчивая техническим контролем готового изделия. Именно от качества выполнения отдельных операций зависит надежная и безопасная работа зубчатого колеса и срок его эксплуатации. Только в заводских условиях возможно точное соблюдение всех параметров производственного процесса.






В соответствии с конструктивными особенностями зубчатые колеса могут быть:
- коническими:
- венцовыми;
- со ступицей;
- с валиком;
- цилиндрическими:
- одновенцовыми;
- многовенцовыми.
Цилиндрические зубчатые колеса изготавливаются:
- с косыми зубьями;
- с прямыми зубьями;
- с шевронными зубьями.
Для плавного и надежного зацепления зубчатое колесо должно иметь не менее 6 зубьев – шестерня. В обиходе это название закрепилось для всех зубчатых колес.
Изготовление шестерен осуществляется из:
- углеродистых сталей;
- хромистых сталей;
- легированных сталей (для высоконагруженных шестерен);
- некоторых марок чугуна.
Производство зубчатых колес начинается с формирования заготовки. Форма, размер будущего колеса и материал изготовления определяют метод его изготовления. Наиболее экономными и менее затратными являются холодная и горячая штамповка, горячая высадка, литье, горячая накатка, вырубка, порошковая металлургия.
Следующий этап изготовления шестерен – нарезка зубьев на заготовке обкаткой или копированием. Ввиду низкой производительности и погрешностей при нарезке методом копирования, в крупносерийном производстве предпочтение отдается методу обкатки. Нарезка обкаткой может выполняться долбяком, червячной фрезой, зубчатыми валками, резцом на зубострогальных, зубодолбежных и универсально-фрезерных станках. Технические характеристики станков позволяют нарезать внутренние и наружные зубья колес, прямые и косые зубья с открытым и закрытым венцом, зубчатые рейки.
При изготовлении шестерен крупных и средних размеров нарезка зубьев производится после запрессовки заготовки вместе с валом. После нарезки зубьев выполняется притирка поверхности на зубопритирочных станках и закалка ТВЧ или в специальных закалочных печах и шлифовка.
Зубошлифование и зубохонингование – операции финишной обработки в производстве шестерен, предназначенные для формирования окончательного вида поверхности изделий. При необходимости на зубчатых колесах нарезают шпоночные канавки или шлицы. Точная нарезка, шлифование и притирка конических зубьев колес, наиболее сложного и трудоемкого процесса, выполняется на специальном оборудовании с ЧПУ.
Для контроля соответствия параметров шестерен применяются специальные приборы: кромочные и оптические штангензубомеры. Из-за высоких требований к качеству изделий производство зубчатых колес может осуществляться с цементацией их рабочих поверхностей. Благодаря цементации достигается необходимая степень упрочнения изделий и регулируется степень их деформации.
Российские предприятия, представленные в каталоге, оснащены современным высококлассным оборудованием известных зарубежных марок, которое позволяет предлагать качественное изготовление шестерен в Самаре любых партий. Автоматизация производства способствует повышению производительности и снижению себестоимости изделий. Изготовление зубчатых колес осуществляется в соответствии с ГОСТами и ОСТами. Производство шестерен может выполняться по чертежам или образцам заказчика.
Удобная система поиска на сайте позволит быстро и без особых усилий найти предприятие, предлагающее профессиональное изготовление зубчатых колес в Самаре.
Изготовление шнека
Применяемая технология изготовления шнеков позволяет получить качественную и точную деталь, которая прослужить в течение длительного периода. При этом изготовить шнек можно из самых различных материалов, которые характеризуются определенными свойствами. Технология производства представлена следующими шагами:
- Для начала проводится проектирование и изготовление шаблона из картона.
- В качестве основы применяется стальная полая труба, которая может выдержать существенно механическое воздействие.
- Стальной лист применяется для изготовления витков. При применении сварочного аппарата они привариваются к трубе по ранее отмеченным точкам.
- Перемещение сыпучих материалов возможно исключительно в случае, если витки расположены всплошную.
Оба конца вала создают таким образом, чтобы могла проводится установка подшипников. Они должны быть рассчитаны на воздействие достаточно большой нагрузки. Не стоит забывать о том, что также требуется привод, который будет передавать вращение от двигателя на исполнительный орган. Шнеки могут быть самой различной длины и геометрической формы, все зависит от предназначения устройства и области применения.
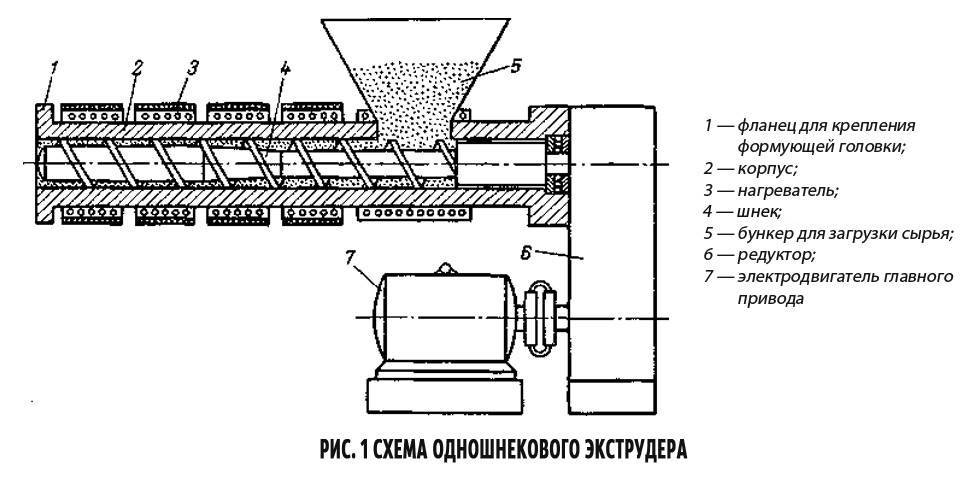
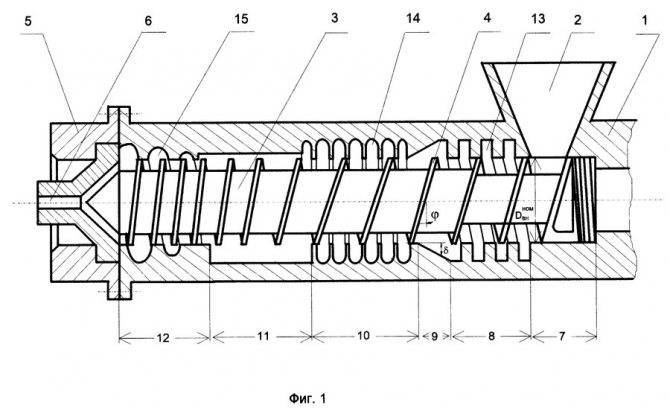
Изготовление шнеков: технология и оборудование: процесс, подготовка, способы
Рассматривая шнек следует учитывать, что он представлен разновидностью винта, который характеризуется повышенной площадью витков. Особенностями подобной детали назовем следующее:
- Деталь характеризуется компактными размерами и высокой эффективностью. Именно эти свойства определяют широкое распространение шнека при создании самых различных механизмов.
- Часто встречается ситуация, когда шнек применяется в качестве основного элемента бурильной установки. На момент вращения особая форма обеспечивает быстрое углубление и подъем грунта.
Несмотря на достаточно сложную форму для снижения стоимости изделия его изготавливают своими руками. Самодельный вариант исполнения сможет выдержать длительную эксплуатацию, однако допущенные ошибки при проведении расчетов и изготовлении детали могут стать причиной полной непригодности шнека при применении.
Основные схемы работы
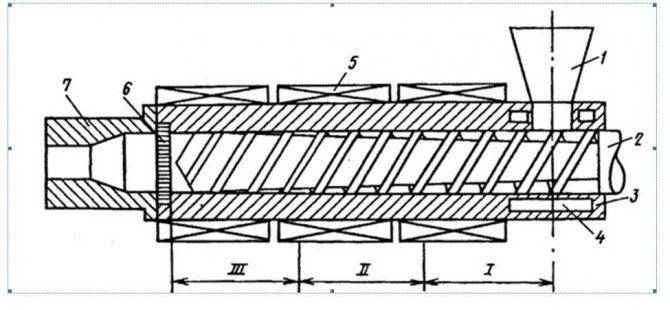
В интернете можно встретить чертеж шнека. При этом следует учитывать, что существует несколько схем работы: тянущая и толкающая. В первом случае привод расположен со стороны разгрузки, во втором с загрузочной стороны. При этом может применяться формула расчета для расчета максимально допустимой нагрузки.




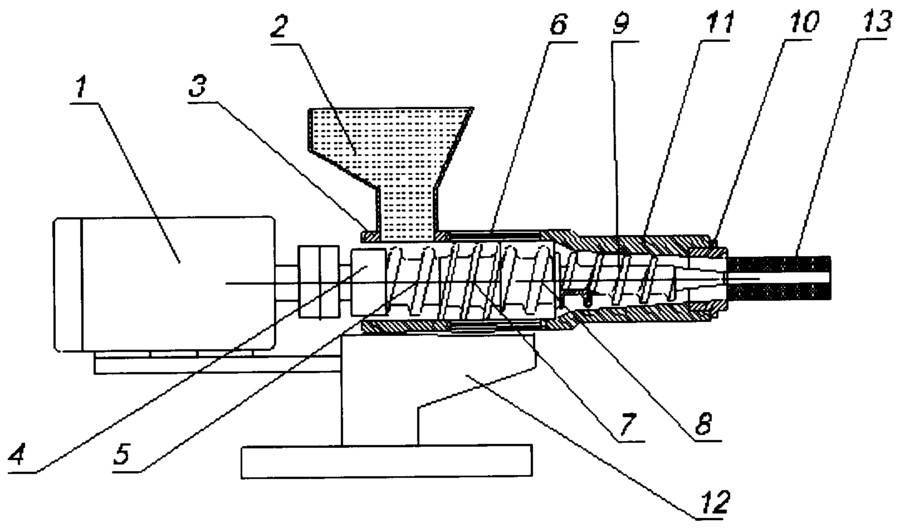


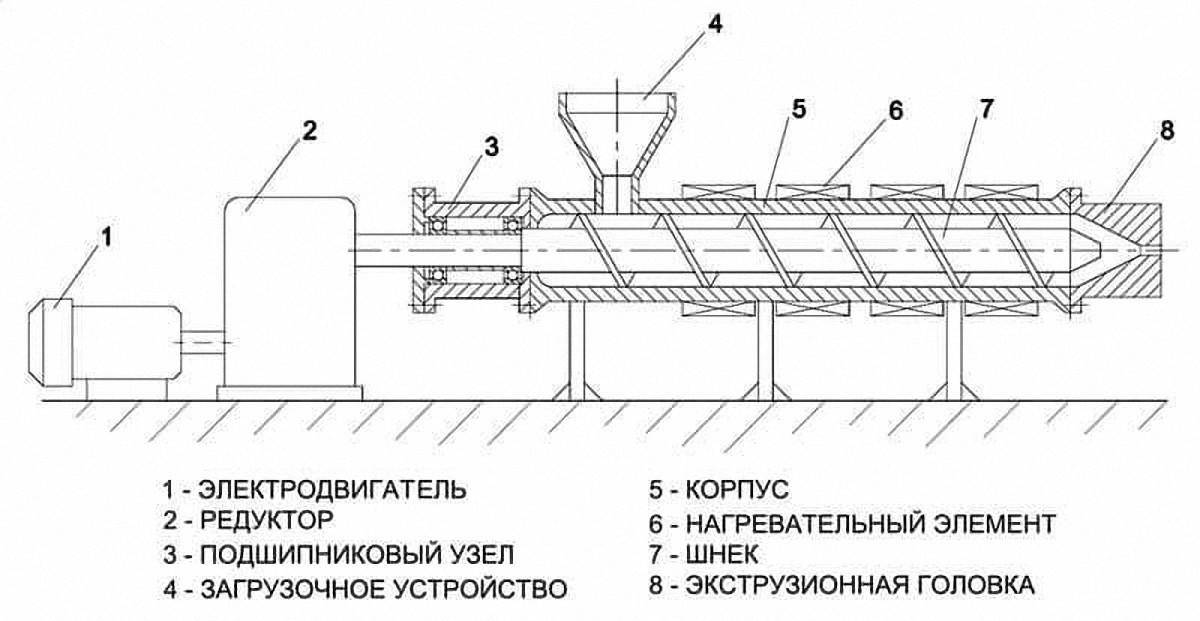
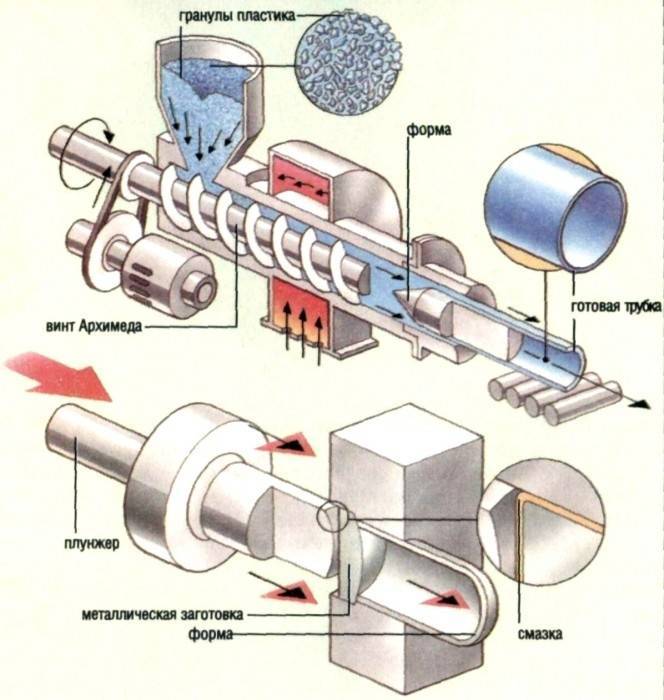
Часто встречается понятие экструзии. Этот метод формовки пластичных материалов существенно ускоряет производственный процесс, а также позволяет исключить вероятность влияния человеческого фактора на результат. Он применяется при выпуске изделий из резины, связан с процессом вулканизации.
На момент эксплуатации происходит постоянное трение рабочей поверхности. Из-за этого существенно повышается степень износа, приходится постоянно тратить средства на поддержание механизма в рабочем состоянии. Даже незначительная поломка может стать причиной серьезного износа. Решить проблему можно путем самостоятельного изготовления подобной детали, так как это обходится намного дешевле.
Недостатки шнекового насоса
У рассматриваемого устройства есть достаточно много недостатков, которые должны учитываться. Основными можно назвать:
- Стоимость конструкции может быть существенно завышена. Продукция отечественных производителей обходится намного дешевле, но промышленные характеризуются более высокими эксплуатационными характеристиками.
- Конструктивные особенности не позволяют устройству работать на холостом ходу. Это может привести к перегреву и повышенному износу механизма.
- Объем перемещаемой воды находится постоянно на одном уровне. Другими словами, подобный насос не может использоваться для регулировки давления в системе.
Недостатки шнекового насоса не позволяют его эксплуатировать в определенных условиях.
Сборка ложкового бура
Нужно подготовить трубу, толщина стенок которой не меньше 5 мм. На боковой стенке делают разрез. Его ширина зависит от типа грунта: чем он более рыхлый, тем меньше зазор. Нижний край трубы скругляют с помощью молота. Эта кромка изгибается так, чтобы образовался спиралевидный виток. С этой же стороны фиксируют сверло большого размера. С другой стороны крепят ручку.
Ложковый бур включает в себя длинный стержень из металла с цилиндром на конце. В цилиндре имеются 2 составные части, которые расположены вдоль или в виде спирали. По нижней части цилиндра расположена острая обрезающая кромка.
Самостоятельные действия
В первую очередь нужно нарезать стальной лист на круги нужного размера.
Величина режущих элементов определяется исходя из ширины предполагаемого углубления: ножи должны быть на 0,5-1 см больше в диаметре.
Центральная часть стальных кругов просверливается таким образом, чтобы проем был чуть больше основного стержня (примерно на 1 мм). На токарном станке обтачиваются втулки из стали, при помощи которых будут крепиться буровые ножи. Во втулках делается резьба для закрепления болтами.
Принадлежности для монтажа
Чертеж шнекового кольца.
Разобравшись с простейшим буровым устройством, можно приступать к изготовлению шнекового бура своими руками. Конструкция состоит из таких элементов, как стержень, рукоятка и шнек. Чтобы изготовить такое приспособление, потребуются следующие инструменты и принадлежности:
- сварочная установка (все крепления выполняются с ее помощью);
- токарный станок для изготовления определенных элементов;
- наждачный диск для обтачивания режущих элементов;
- высокопрочный стальной лист для создания шнеков;
- отрезок трубы;
- металлический штырь диаметром 1,6 см.
Как сделать шнек своими руками в домашних условиях
Изготовить шнек своими руками в домашних условиях можно при наличии небольшого количества распространенных инструментов. При этом сделанный винт сможет прослужить в течение длительного периода. Основными рекомендациями по выполнению работы можно назвать следующие моменты:
- Для начала подготавливается труба, выступающая в качестве основания. Она должна иметь строгую ось и быть без дефектов.
- Далее проводится отметка основных точек крепления витков.
- Из листа при помощи тисков проводится изготовление витков, которые после привариваются к основанию.
- Следующий шаг заключается в проверке правильности расположения винтов.

На сегодняшний день достаточно широкое распространение получили пластиковые варианты исполнения. Их изготовление возможно при проектировании изделия в специальной программе, после чего проводится печать на 3D-принтере. Подобный вариант характеризуется повышенной точностью, но может применяться для передачи небольшого усилия.
Использование шнеков и принцип их действия
Простота детали и ее относительно невысокая стоимость определила широкое распространение. Примером можно назвать следующее:
- Принцип действия определяет то, что шнек устанавливается в качестве основной детали различного оборудования, при помощи которого проводится бурение.
- Оборудование в пищевой промышленности также часто создается на основе этой детали.
- Многое оборудование из сельскохозяйственной области также представлено сочетанием электрического двигателя и шнека.
- Механизмы, предназначенные для транспортировки различных грузов.
Сегодня сложно себе представить промышленные предприятия без левого или правого винтового устройства.
Принцип действия связан прежде всего с использованием вращательного винта, спиральная часть которой выполняет основные действия. Сыпучий материал может быть расположен между корпусом и винтовым пером.





За счет универсальности есть возможность создать самое различное оборудование, при этом не требуются существенные финансовые вложения.
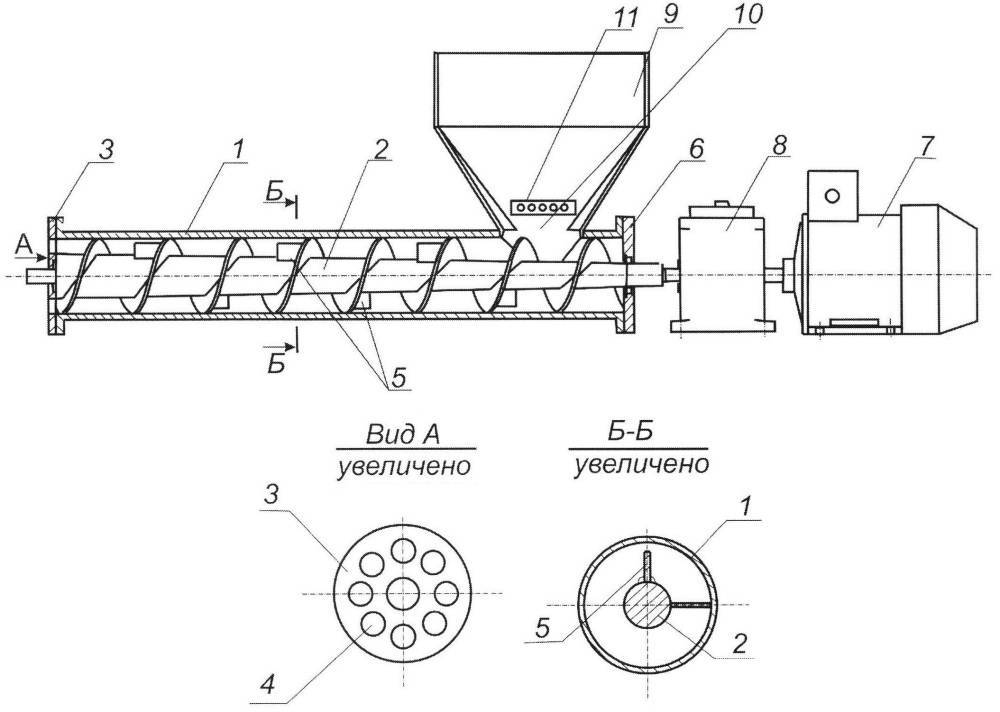
Изготовление шнеков: технология и оборудование
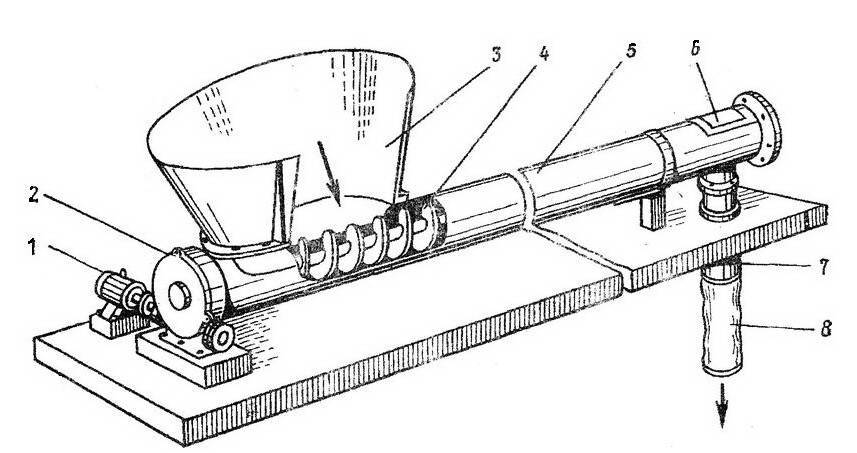
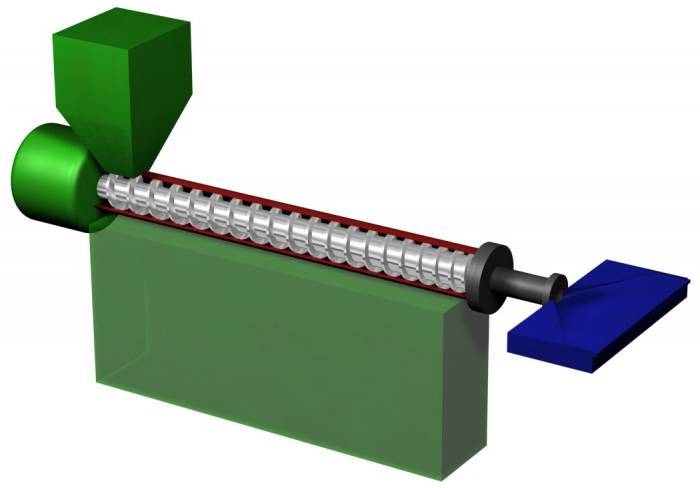
Работа различных устройств механизмов основана на применении шнека. Подобная деталь представлена винтом, который характеризуется определенной формой. Примером можно назвать установку шнека в конвейерах, предназначенных для перемещения различных сыпучих материалов. Подобная конструкция получила весьма широкое распространение, представлена сочетанием самых различных узлов.
Как сделать шнек своими руками в домашних условиях
Изготовить шнек своими руками в домашних условиях можно при наличии небольшого количества распространенных инструментов. При этом сделанный винт сможет прослужить в течение длительного периода. Основными рекомендациями по выполнению работы можно назвать следующие моменты:
- Для начала подготавливается труба, выступающая в качестве основания. Она должна иметь строгую ось и быть без дефектов.
- Далее проводится отметка основных точек крепления витков.
- Из листа при помощи тисков проводится изготовление витков, которые после привариваются к основанию.
- Следующий шаг заключается в проверке правильности расположения винтов.
На сегодняшний день достаточно широкое распространение получили пластиковые варианты исполнения. Их изготовление возможно при проектировании изделия в специальной программе, после чего проводится печать на 3D-принтере. Подобный вариант характеризуется повышенной точностью, но может применяться для передачи небольшого усилия.
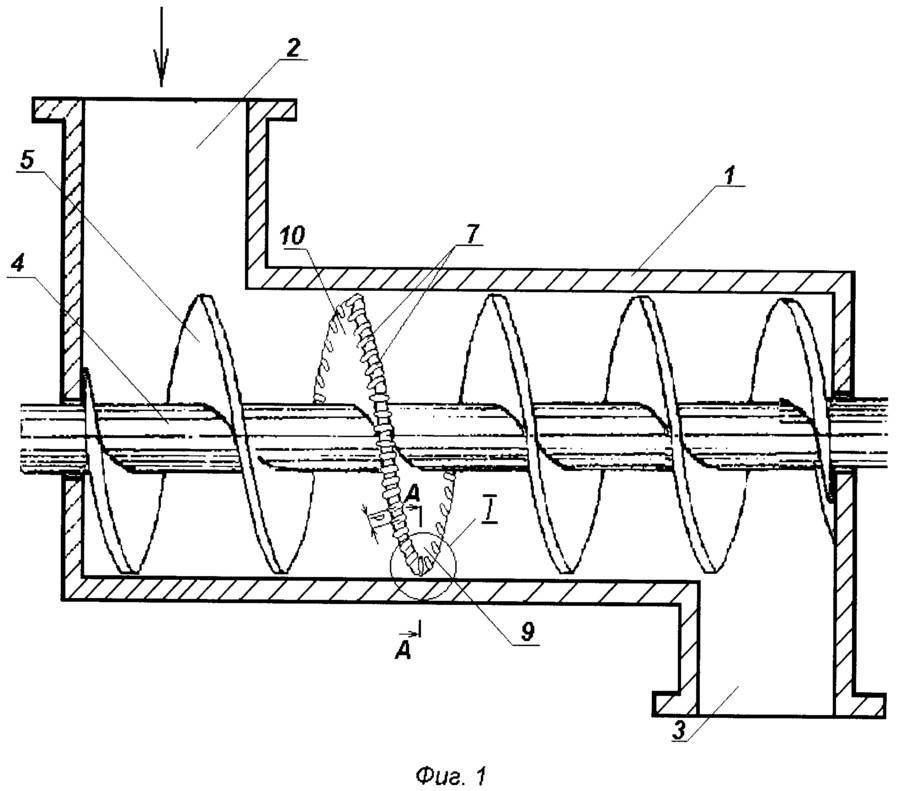
Способ изготовления самодельного конвейера
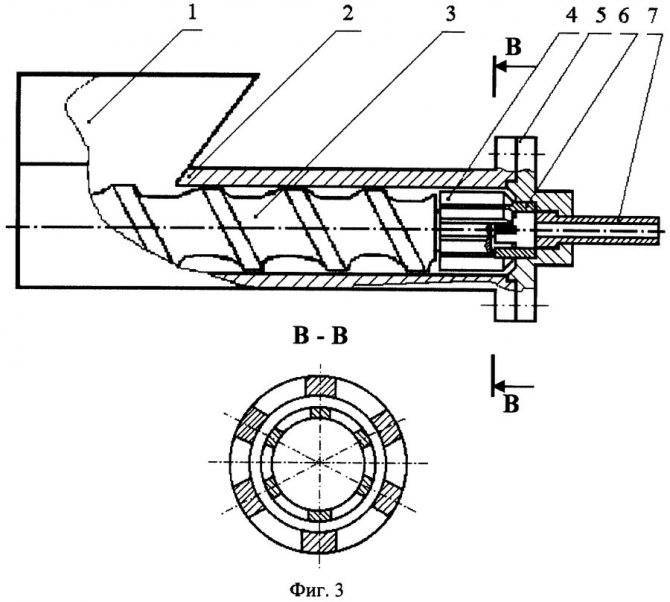
Как ранее было отмечено, чаще всего рассматриваемое изделие устанавливается на конвейере. При рассмотрении того, как сделать шнек своими руками в домашних условиях для винтового конвейера отметим следующее:
- Вал должен крепиться на подшипниках, поэтому нужно предусмотреть соответствующие посадочные гнезда.
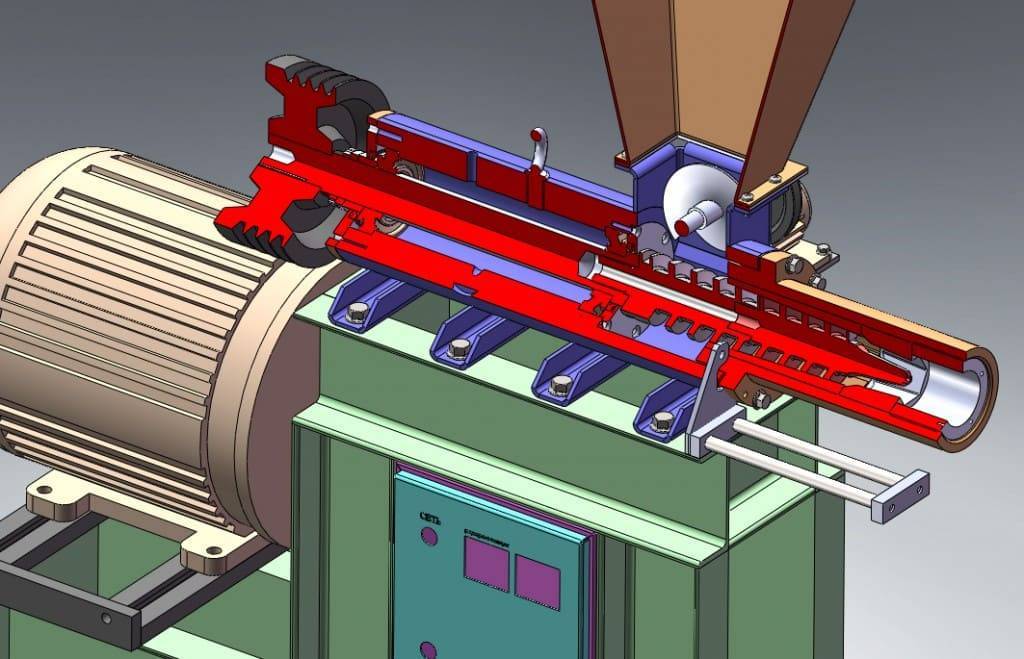
- Сложность конструкции заключается в необходимости передачи вращения то электрического двигателя к винту. Для этого проводится установка специального привода, представленного сочетанием электрического двигателя с редуктором.
Качественный самодельный шнек в подобном механизме может прослужить в течение длительного периода
Важно правильно создать корпус, который зачастую напоминает желоб
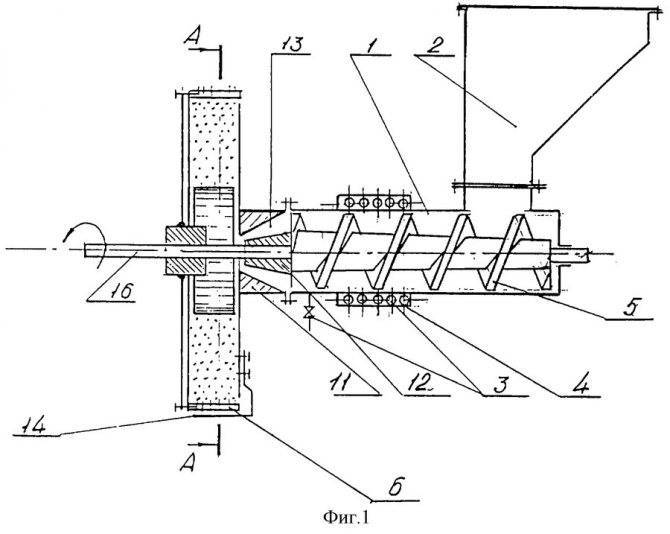
Самодельные буровые устройства
Также проводится изготовление шнека в случае, когда нужно получить буровую установку. Проводимая работа характеризуется следующими особенностями:
- Отрезается труба требуемой длины.
- На нижнем конце создается наконечник, который направляет перемещение грунта.
- Наконечник изготавливается из рессор, он отвечает за рыхление грунта.
- Резцы должны быть расположены под острым углом.
Все элементы рассматриваемого изделия привариваются сварочным аппаратом
При этом следует уделять внимание качеству шва, так как даже незначительные дефекты снижают прочность соединения
Используемые материалы приспособления и инструменты
Для проведения работы своими руками по изготовлению шнека бура требуются определенные материалы и инструменты. При этом можно изготовить не только витки для шнека своими руками, но и многие другие элементы. Для работы требуется следующее:
- Листовая сталь.
- Рессоры автомобиля.
- Сварочный аппарат.
- Труба различной длины.
- Тиски для фиксации заготовки.
- Молоток.
- Напильники.
- Карандаш и картон.
Для изготовления спирали для шнеков рекомендуется выбирать сталь с повышенной коррозионной стойкостью, так как при эксплуатации со временем на поверхности может появится ржавчина. Некоторый инструмент для изготовления шнека есть в обычном наборе слесаря.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Использование
Преимущества использования шнеков в производстве — это максимальная простота устройств и регулируемая равномерная подача сыпучего, мелкокускового или жидкого груза.
Строительство невозможно без помощи шнека. Устройства на его базе помогут замешать бетон, переместить с места на место цемент или песок. Впервые использовать шнеки на стройке объектов начали еще в шестнадцатом веке.







Шнековые транспортеры или винтовые конвейеры активно применяются в области сельского хозяйства, благодаря их закрытой конструкции и компактным размерам. Практически все комбайны, ныне выпускаемые в России, оснащены шнеками.
А вот в бурении шнеки не приобрели особую популярность, потому что их применение возможно только, если поверхность для бурения мягкая, но не глиняная, так как происходит налипание глины на шнек, плюс к этому глубина при бурении шнеков очень ограниченна. Но если данные параметры соблюдаются, то шнековые винты весьма неплохо справляются со своей работой.
Примеры применения шнеков в пищевой промышленности: транспортировка продуктов питания в цехах (мяса, муки, сахара, круп). Даже фармацевтика не возможна без шнеков, с их помощью можно совершить герметичную транспортировку сырья для лекарственных препаратов.
Простой способ
Есть очень простой способ быстро собрать самодельный шнек с двумя лопастями. Эти элементы будут прекрасно врезаться в грунт. Единственный минус, что работать им можно только на небольшой глубине, не более 10 м.
Изготавливается шнек по следующей технологии:
- Берем трубу длиной от 100 до 140 см, тут все зависит от роста работника. В ее верхней части привариваем продолговатую гайку, которая будет соответствовать болту. Можно заменить двумя стандартными. Если взять меньше, то конструкция будет держаться ненадежно.
- В нижней части привариваем металлическую гильзу или толстую арматуру — этот элемент будет исполнять роль переходника к буру. Долото покупаем готовое или изготавливаем самостоятельно из стальной полосы длиной 30 см и толщиной 3 мм. Ее сначала хорошенько прокаливаем, а затем охлаждаем в кипящем свинце или масле. Эту спираль фиксируем в гильзе, а потом тщательно затачиваем.
- Берем два диска от болгарки: один с ровной кромкой на 150 мм, другой зубчатый — 180 мм. Распиливаем эти диски напополам, в таком случае центральная часть расширяется и совпадает с основной трубой. Устанавливаем их поочередно: вначале меньший, а на 10 см выше — больший. Расположение деталей делаем строго под углом 35 градусов к земле. В таком случае повышается коэффициент полезного действия при минимальных усилиях.
- Далее изготавливаем трубчатые элементы для продления. Для этого берем трубу с аналогичным диаметром и длиной 100−140 см. Затем вставляем снизу болт и привариваем его. В верхней части устанавливаем и привариваем продолговатую гайку.
Шнековое бурение скважин
Бурение скважин шнековым методом применяется в основном для песчаных и гравийно-песчаных грунтов. Оно производится установкой, которая имеет буровую головку, следом за которой идут шнеки, отводящие грунт. У шнекового бурения скважин есть несомненное преимущество по скорости проходки.
Кроме этого, одновременно с бурением продавливаются и укладываются стенки скважины, которые удерживают породу и предотвращают ее обрушение. Устанавливаемые стенки скважины могут быть как бетонными, так и стальными.
При шнековом бурении скважин отпадает необходимость в промывке скважины во время бурения.
Шнек – это бурильная труба, вся длина которой обвита стальной лентой. Бурение шнековым методом производится буровыми механизмами, имеющими подвижный вращатель. Шнеки соединяются резьбой или элементами, имеющими фигурное сечение.
Ход подачи при бурении шнековым методом от 1,9-15 м.
Полые герметичные шнеки оборудованы реверсивными замками, имеющими различные долота. За счет высококачественной стали замковых соединений, имеющих высокую износоустойчивость, время на бурение значительно сокращается. При этом производительность работ возрастает.
При шнековом бурении скважин на мягких и рыхлых грунтах лопасти долота должны находиться под углом 30-60о по отношению к забою. На плотных грунтах или гравийно-галечных отложениях лопасти долота должны иметь угол 90о по отношению к забою. Установка угла при бурении зависит от твердости пробуриваемого грунта.
Режущие элементы бура охлаждаются за счет разрушаемого грунта. При этом разрушенная порода поднимается по спирали шнека.
Для шнеков, имеющих размер до 100 мм частота вращения не должна превышать 500 об/мин.
При бурении скважин шнековым методом наиболее эффективными считаются шнеки, имеющие центральный канал. Через него подается воздух или вода при помощи гидравлического насоса, что снижает трение при бурении. Обычно шнековое бурение скважин производят на глубину до 50 м. В исключительных случаях бурение шнековым инструментом может производиться до глубины 100-120 м.







При бурении глубоких скважин шнековое бурение обычно комбинируют с некоторыми другими видами.
При производстве шнекового бурения скважин может быть применена технология с использованием обсадных труб или же тампонированием стен скважины бетоном под давлением с поверхности. При данном виде бурения скорость прохождения грунта в сутки может доходить до 30 метров.
В станках для шнекового бурения скважин применяются литые буровые головки, имеющие режущие лопасти и хвостовик. Режущая кромка лопастей обычно должна быть наплавлена твердым сплавом. В случае бурения на особо твердых породах буровая головка должна быть оснащена техническими алмазами.
Глубина шнекового бурения скважины проводится на размер одной штанги, затем станок отключается, штанга должна быть отсоединена от шпинделя, поднята наверх и наращена новой штангой. После этого бурение может быть продолжено.





