

Классификация валов
Центр инженерных выполняет изготовление валов на специальных станках и автоматах. Благодаря наличию в производстве современного высококачественного металлообрабатывающего оборудования, выполнение всех технологических операций по изготовлению валов, осуществляется на высоком уровне качества и в соответствии с государственными стандартами и нормами.
Этапы производства данной продукции:

- оценка, расчеты, разработка технологической документации;
- подготовка заготовки изделия;
- черновая и чистовая токарная обработка поверхностей;
- сверловка отверстий, долбление или фрезеровка пазов;
- нарезка зуба;
- термообработка;
- шлифование поверхностей.
Выполнение ремонта вала:
- проверка биений, правка и проточка поверхностей;
- восстановление посадочных мест;
- шлифовка;
- балансировка вала;
- гальванического покрытия.
Выполняют классификацию валов по следующим признакам:
- по геометрии оси: прямоосевые валы (наиболее часто встречающиеся валы в машинах и аппаратуре),
- коленчатые валы (используются в поршневых машинах для преобразования осевых движений во вращательные),
- карданные валы (используются в автомобилях)
- гибкие валы.
по функционированию:
- валы передач,
коренные валы,
вспомогательные;
по форме вала:
- шлицевые (вал имеет шлицы),
ступенчатые (вал имеет несколько поверхностей различных диаметров),
гладкие (преобладает один диаметр поверхности).
Зубчатый вал. Производство

Центр инженерных изготавливает зубчатые валы. Наличие собственного конструкторского отдела, гарантирует правильность изготовления валов шестерен любой сложности.
В процессе производства изделие проходит через следующие технологические этапы:
- Металлообработка заготовки на специализированном оборудовании до требуемой геометрии;
- Сварочные работы;
- Нанесение химических защитных покрытий – хромирование или резиновое покрытие;
- Динамическая балансировка конструкции;
Изделия выпускаются в кратчайшие сроки, по доступной цене и высокого качества.
Изготовление валов-шестерен
Вал-шестерня – это вал с зубчатой частью, передающий момент вращения. Данные изделия применяются в редукторах и приводных механизмах.
Мы производим вал-шестерни редуктора на нашем предприятии, на современных и высокоавтоматизированных станках с ЧПУ. В производстве используем качественные стали. Изделие вал-шестерня полностью соответствует чертежу.
Сам этот процесс можно разделить на несколько стадий:
- сначала формируют заготовку;
- затем проводят конструирование;
- работы технологического характера;
- производят токарную обработку;
- усиленно занимаются оптимизацией качеств использования изделия (проводят термическую обработку или зубошлифование).
Наша компания не только занимается изготовлением и производством валов, а также обеспечением вас большим разнообразием оборудования для металлообработки, это делает возможным производство наиболее популярных деталей: зубчатых втулок и колес, вал-шестерни (косозубые и прямозубые, с шевронным зубом) и просто шестерни
Когда мы изготавливаем вал-шестерню, то большое внимание уделяем тому, в какой сфере эта деталь будет применяться, в соответствии с этим подбираем нужный диаметр, производится необходимая термообработка, придается форма и модуль
О профиле зуба
Как и во всех зубчатых зацеплениях, в шевроне может быть использован тот или иной тип зуба. Предварительно проводится расчет шевронной передачи. Используются следующие типы зубьев:
- винтовые одного направления;
- винтовые разных направлений;
- эвольвентные;
- неэвольвентные.
Применяемость того или иного типа зависит непосредственно от того, чего необходимо добиться во время работы узла. К примеру, если узел спроектирован с возможностью смещения центра профиля, используют эвольвентный зуб. Кроме того, есть три варианта расположения шестерни к колесу: сближенное, раздвинутое и нормальное. Изменяя расстояние до центра профиля, можно добиться того или иного положения, которое необходимо для повышения плавности, увеличения скорости хода и т.д.
Стоит также заострить особое внимание и на том факте, что неверно подобранный тип зуба в том или ином случае приведет к таким последствиям, как: снижение ресурса узла, повышенная шумность, перегрев подшипника и т.п. Следовательно, наиболее ответственным этапом является именно теоретический расчет передачи
2.1.1 ИСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ ДОМЕННОГО ПРОИЗВОДСТВА И ИХ ПОДГОТОВКА К ПЛАВКЕ
Исходными материалами для доменного производства является руда, флюсы, топливо и огнеупоры.
Железная руда состоит из железосодержащих минералов и пустой породы, в состав которой входят оксиды кремния (кремнезем) SiО2, алюминия (глинозем) А12О3, кальция СаО и магния MgO. Качество руды определяется многими критериями, но, прежде всего, содержанием в ней железа, легкостью восстановления железа из оксидов, составом пустой породы и концентрацией вредных примесей, таких, как фосфор, мышьяк и др.










Для производства чугуна используют следующие руды. Магнитный железняк (магнетит) представляет собой смесь двух оксидов железа – FeO и Fе203, содержит до 70% железа. Его название связано с наличием магнитного оксида FeO. Руда имеет темный цвет, прочная и плотная, а после измельчения легко обогащается методом магнитной сепарации.
Красный железняк (гематит) содержит до 60% железа в виде оксида Fе203. Он менее плотен, чем магнетит, легко измельчается и восстанавливается.
Бурый железняк (гетит) представляет собой водный оксид железа Fе20З. Н20 и содержит еще меньше железа (до 50%). Это относительно рыхлая, легко восстанавливаемая порода. Шпатовый железняк (сидерит) содержит до 40% Fe в виде карбоната FеСО3
Флюсы – это специально вводимые в доменную печь материалы, снижающие температуру плавления пустой породы и ошлаковывающие золу кокса. Различают основные и кислые флюсы. К первым относится известняк СаСО3 и доломит СаСО3. МgСО3, дающие при разложении оксиды щелочной группы СаО и MgO. Ко вторым относится кремнезем SiО2 – кислотный оксид. Выбор зависит от состава пустой породы. Если пустая порода имеет песчано-глинистый характер (смесь SiО2 и А12О3), то в качестве флюсов применяют известняк или доломит, а если в ней превалируют известковые породы, то флюсом служит песок, что в практике встречается довольно редко.
Основным видом топлива в доменном производстве служит кокс, но в отдельных случаях в дополнение к коксу используют природный газ или пылевидный каменный уголь, которые подают вместе с воздухом, необходимым для горения топлива. Кокс получают путем нагрева до 1000 – 1200 С без доступа воздуха в коксовых батареях особых сортов коксующихся углей. Перед коксованием уголь измельчается в дробилках до частиц размером 2 – 3 мм и обогащается. В процессе выдержки при высоких температурах в течение 15 – 20 часов происходит удаление летучих веществ и спекание угля в пористую массу, которую выгружают из батарей на транспортеры и гасят водой или инертным газом. Для доменного процесса используются куски кокса размером 25 – 200 мм и пористостью около 50%. С ростом пористости растет поверхность контакта топлива с кислородом, в результате чего активизируются процессы горения и повышается температура в рабочем пространстве печи. Кокс должен содержать не менее 80% углерода и возможно меньшее количество серы (2%), золы (12%), влаги (5%) и летучих веществ (1 – 2%).
Огнеупоры служат для сооружения рабочего пространства доменных и других плавильных печей. Они должны обладать термостойкостью, механической прочностью и химической стойкостью по отношению к шлакам. По химическому составу огнеупоры разделяют на кислые, состоящие из кварцитов (динас), основные (доломит, магнезит) и нейтральные (углеродосодержащие). Они поставляются в виде кирпичей, фасонных блоков и крошки. Состав применяемого огнеупора оказывает определяющее влияние на тип флюса, вводимого при плавке
Так, например, при применении кислого огнеупора применять в качестве флюса известняк следует крайне осторожно, так как избыток щелочного оксида в шлаке приведет к быстрому разрушению кислотного оксида огнеупорной кладки
Наибольшее распространение нашли так называемые шамотные огнеупорные материалы, обладающие слабокислыми свойствами и состоящие из смеси кремнезема и глинозема.
Заказать изготовление шестерен в ООО Завод Спецстанмаш
ООО Завод Спецстанмаш производит шестерни по индивидуальным чертежам или образцам заказчика.
Мы предлагаем уникальную услугу – выезд наших мастеров и инженеров на Ваше предприятие с целью произведения всех необходимых замеров, если у Вас отсутствует возможность предоставить наглядный материал.
Наш завод осуществляет изготовление шестеренок исключительно высочайшего качества с соблюдением всех Ваших требований. Предприятие оснащено прогрессивной, высокоточной техникой, что позволяет нам выполнять работы любой сложности и различных объемов, соблюдая при этом все запросы заказчиков. При изготовлении изделий любых размеров мы основываемся на требования чертежей, а при их отсутствии (если предоставлены только образцы) – на соответствующие справочники и ГОСТы, а также учитываем назначение деталей, условия эксплуатации, производим замеры твердости, при необходимости – химический анализ материала. Если требования чертежа являются явно завышенными или заниженными (не соответствуют общему характеру и назначению детали или условиям эксплуатации), то с согласия клиента вносятся соответствующие коррективы – это экономит деньги и время изготовления, либо продлевает срок эксплуатации деталей.
Доставка шестерней и зубчатых колес производится по территории всей России: по Москве и европейской части страны – в течение трех дней, в населенные пункты Сибири и Дальнего Востока – не более десяти дней.
Кроме того, мы выполняем изготовление шестерен с питчевым модулем (нестандартным зубом): 1,01; 1,59; 2,02; 3,17 и др. Данные изделия предназначены для погрузчиков, полиграфических машин и другого зарубежного оборудования.
Порядок работы
Что такое модуль зубчатого колеса
Современные шестерни далеко ушли от своих деревянных шестизубых предков, изготавливаемых механиками с помощью воображения и мерной веревочки. Конструкция передач намного усложнилась, тысячекратно возросли скорость вращения и усилия, передаваемые через такие передачи. В связи с этим усложнились и методы их конструирования. Каждую шестеренку характеризует несколько основных параметров
- диаметр;
- число зубьев;
- шаг;
- высота зубца;
- и некоторые другие.
Одним из самых универсальных характеристик является модуль зубчатого колеса. Существует для подвида — основной и торцевой.
В большинстве расчетов используется основной. Он рассчитывается применительно к делительной окружности и служит одним из важнейших параметров.
Для расчета этого параметра применяют следующие формулы:
m=t/π,
где t — шаг.
Параметры зубчатых колес
Модуль зубчатого колеса можно рассчитать и следующим образом:
m=h/2,25,
где h — высота зубца.
И, наконец,
m=De/(z+2),
где De — диаметр окружности выступов,а z — число зубьев.
Что же такое модуль шестерни?
это универсальная характеристика зубчатого колеса, связывающая воедино такие его важнейшие параметры, как шаг, высота зуба, число зубов и диаметр окружности выступов. Эта характеристика участвует во всех расчетах, связанных с конструированием систем передач.






Текст
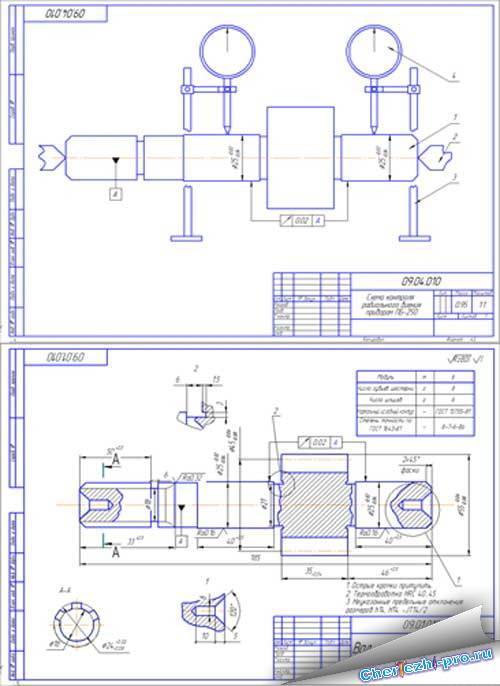
лц 52320 ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Сова СоветскихСоциалистическими Реснублик ,(61) Дополнительное к авт. свид-ву(22) Заявлено 19.03.74 (21) 2006733/25-2 Е 6 И 1 рисоединением заявкиГасударственный комитат Совета Министров СССР,76. Бюллетень16 53) УДЫ, 621,833(088,8) ло делам изобретени н открытий(72) Автор изобретеш А. Ф, Бушманов Алтайский политехнический институт им. И. И. Ползуно(54) Ц 1 ЕВРОИиАЯ ЗУБЧАТАЯ ПЕРЕДА 1 А переда ед- реИзобретение относится к зубчатыам. Известна шевронная зубчатая передача, содержащая ведущий и ведомый валы на опорах и по два полушеврона, установленные на каждом из валов.Спаривание полушевронов производится путем свободного перемещения одного из них по цилиндрической поверхности вала, проведения технологической фиксации взаимного,положения полушеврона и вала с последующей разборкой и дообработкой, осуществляемой на радиально-сверлильном станке, и проведения операции окончательной сборки. Недостатком указанной шевронной зубчатой передачи является трудоемкость технологической операции ее сборки.Цель изобретения — регулирование бокового зазора в зацеплении зубьев. 20Это достигается тем, что один из полушевронов установлен на валу при помощи винтового шлицевого соединения, имеющето одинаковый осевой шаг и нааравление с винтовой линией зуба полушеврона, а передача снаб кена дистанционным кольцом, установленным на валу и ограничивающим осевое перемещение указанно 1 го полу 1 шеврона, и крепежным элементом, поджимающим этот полушеврон к дистанционному кольцу. Число винтовых шли цев на полушевроне на единицу больше или меньше числа зуоьев полушеврона.На чертеже схематично изображена пр лагаемая шевронная зубчатая передача с гулируемым зазором на ведущем валу.Шевронная зубчатая передача содержит ведущий 1 и ведомый 2 валы, полушсвроны 3 и 4, установленные на ведущем валу 1, и полушевроны 5 и 6, установленные на веломом валу 2, Ведущий вал 1 установлен на опорах 7, 8, а ведомый вал 2 — на опорах 9, 1 О. Полушевроч 4 и вал 1 соединяются посредством винтовых шлицев 11. На ведущем валу установлено дистанционное кольцо 12, в которое упирается полушеврон 4, закропляемый гайкой 13.Сборка шевронной зубчатой передачи производится следующим образом.Полушевроны 5 и 6 на ведомом валу 2 устанавливаются жестко. Первый пол шеврон 3 на ведущем валу 1 также устанавливается жестко, например, с помощью шпоночного соединения. За счет осевого перемещения ведущего вала 1 с установленным на нем полушевроном 3 обеспечивается определенный зазор в зацеплении полушевронов 3 и 5. Второй полушеврон 4 вводится в зацепление с полушевроном 6 путем ввинчивания на винтовых шлицах 11. Положение полушеврона 4 определяется из условия равенства боковых зазоЗаказ 1415/2 Изд,1350 Тираж 1134 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж.35, Раушская наб., д, 4/5Типография, пр. Сапунова, 2 3ров в зацеплениях полушевронов 3, 5 и 4, 6, и фиксируется дистанционным кольцом 12 и гайкой 13, Геометрические параметры винтовых шлицев 11 определяются из условия обеспечения нормального контактирования зубьев полушевронов 4 и 6 по известным зависимостям. При этом выбор числа винтовых шлицев 11, отличающегося на единицу от числа зубьев полушеврона 4, обеспечивает минимальный угол поворота полушеврона 4 при вго установке. Фор мул а из о бр етения1. Шевронная зубчатая передача, содержащая ведущий и ведомый валы на опорах и по два полушеврона, установленные на каждом из валов, отличающаяся тем, что, сцелью регулирования бокового зазора в зацеплении зубьев, один из полушевронов установлен на валу при помощи винтового шлицево 5 го соединения имеющего одинаковый осевойшаг и направление с винтовой линией ,зубаполушеврона, а передача снабжена дистанционным,кольцом, установленным на валу иограничивающим осевое перемещение указан 10 ного полушеврона, и крепежным элементом,поджимающим этот полушеврон к дистанционному кольцу.2. Зубчатая передача по а, 1, отличающ а я с я тем, что число винтовых шлицев на15 полушевроне на единицу больше или меньшечисла зубьев полушеврона,
Смотреть
Механизмы зубчатых передач
Зубчатые зацепления применяются для передачи вращательного движения от двигателя к исполнительному органу.
Для всего этого служат различные виды передач. Классификация видов зубчатых передач по расположению осей вращения:
- Цилиндрическая передача состоит из колёсной пары обычно с разным числом зубьев. Оси зубчатых колёс в цилиндрической передаче параллельны. Отношение чисел зубьев называется передаточным отношением. Малое зубчатое колесо называется шестернёй, большое — колесом. Если шестерня ведущая, а передаточное число больше единицы, то говорят о понижающей передаче. Частота вращения колеса будет меньше частоты вращения шестерни. Одновременно при уменьшении угловой скорости увеличивается крутящий момент на валу. Если передаточное число меньше единицы, то это повышающая передача.
- Коническое зацепление. Характеризуется тем, что оси зубчатых колёс пересекаются и вращение передаётся между валами, которые расположены под определённым углом. В зависимости от того, какое колесо в передаче ведущее, они тоже могут быть повышающими и понижающими.
- Червячная передача имеет скрещивающиеся оси вращения. Большие передаточные числа получаются из-за соотношения числа зубьев колеса и числа заходов червяка. Червяки используются одно-, двух- или четырехзаходные. Особенностью червячной передачи является передача вращения только от червяка к червячному колесу. Обратный процесс невозможен из-за трения. Система самотормозящаяся. Этим обусловлено применением червячных редукторов в грузоподъёмных механизмах.
- Реечное зацепление. Образовано зубчатым колесом и рейкой. Преобразует вращательное движение в поступательное и наоборот.
- Винтовая передача. Применяется при перекрещивающихся валах. Из-за точечного контакта зубья зацепления подвержены повышенному износу под нагрузкой. Применяются винтовые передачи чаще всего в приборах.
- Планетарные передачи — это зацепления, в которых применяются зубчатые колёса с подвижными осями. Обычно имеется неподвижное наружное колесо с внутренней резьбой, центральное колесо и водило с сателлитами, которые перемещаются по окружности неподвижного колеса и вращают центральное. Вращение передаётся от водила к центральному колесу или наоборот.
Нужно различать наружное и внутреннее зацепление. При внутреннем зацеплении зубья большего колеса располагаются на внутренней поверхности окружности, и вращение происходит в одном направлении. Это основные виды зацеплений.
Изготовление шестерён и зубчатых колёс
Не каждую шестерёнку можно купить в магазине Минска, но можно изготовить на металлообрабатывающем производстве. Изготовим металлические шестерни, зубчатые колёса по вашему чертежу, на заказ, возможно по образцу или фотографии. Выточка валов на токарном станке с нарезанием переходных зубьев шестерни для металлорежущих, деревообрабатывающих станков, для элементов управления станков: станины, направляющих, передней бабки и др. Нарезание шлицов, зубьев шестерен на зубофрезерных станках в нашем цеху. Латуневые, бронзовые, легированые, стальные шестерни с последующей термической обработкой.
- Червячные шестерни
- Гипоидная шестерня ( дифференциал, ведомая и ведущая)
- Цилиндрические
- Канонические
- Косозубые
- Круговые
- С прямым зубом
- С круговым зубом
- Круговые конические шестерни
- Зубчатые колеса
- Разрезные шестерни
- Модульные шестерни
- Нарезка шлицев на валах
- Промежуточные валы редуктора, рулевого управления, к автомобилям ВАЗ НИВА, КАМАЗ, МТЗ, МАЗ и другим транспортным средствам. Нужно уточнять.
Силы в зацеплении цилиндрической косозубой передачи
— окружная сила;
— вспомогательная
окружная сила;
— осевая сила;
— радиальная сила;
— сила нормального
давления.
Наличие в передаче
осевой силы
приводит к дополнительному нагружению
вала изгибающим моментом, а подшипников
— осевой силой, что ведет к необходимости
применения в опорах радиально-упорных
подшипников, воспринимающих радиальную
и осевую нагрузку.
Проектные и
проверочные расчеты косозубых передач
по контактным напряжениям и напряжениям
изгиба производят по тем же зависимостям,
что и для прямозубых передач. При этом
учитывают увеличение прочности зубьев
вследствие угла наклона зубьев
.
Изготовление шестерен и зубчатых колес в Самаре
Изготовление зубчатых колес – сложный многооперационный процесс, требующий применения специального оборудования. Специфика выполнения операций подразумевает комплексный подход, ведь все этапы, из которых состоит изготовление зубчатых колес, тесно взаимосвязаны, начиная с проектирования и заканчивая техническим контролем готового изделия. Именно от качества выполнения отдельных операций зависит надежная и безопасная работа зубчатого колеса и срок его эксплуатации. Только в заводских условиях возможно точное соблюдение всех параметров производственного процесса.
В соответствии с конструктивными особенностями зубчатые колеса могут быть:
- коническими:
- венцовыми;
- со ступицей;
- с валиком;
- цилиндрическими:
- одновенцовыми;
- многовенцовыми.
Цилиндрические зубчатые колеса изготавливаются:
- с косыми зубьями;
- с прямыми зубьями;
- с шевронными зубьями.
Для плавного и надежного зацепления зубчатое колесо должно иметь не менее 6 зубьев – шестерня. В обиходе это название закрепилось для всех зубчатых колес.
Изготовление шестерен осуществляется из:
- углеродистых сталей;
- хромистых сталей;
- легированных сталей (для высоконагруженных шестерен);
- некоторых марок чугуна.
Производство зубчатых колес начинается с формирования заготовки. Форма, размер будущего колеса и материал изготовления определяют метод его изготовления. Наиболее экономными и менее затратными являются холодная и горячая штамповка, горячая высадка, литье, горячая накатка, вырубка, порошковая металлургия.








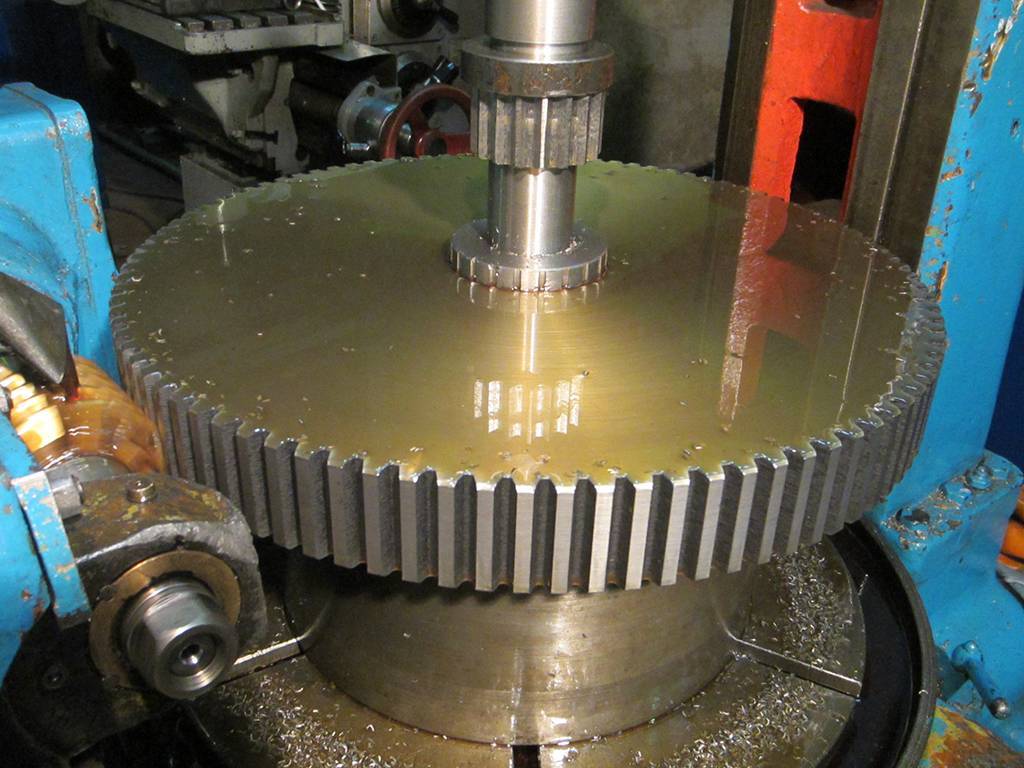
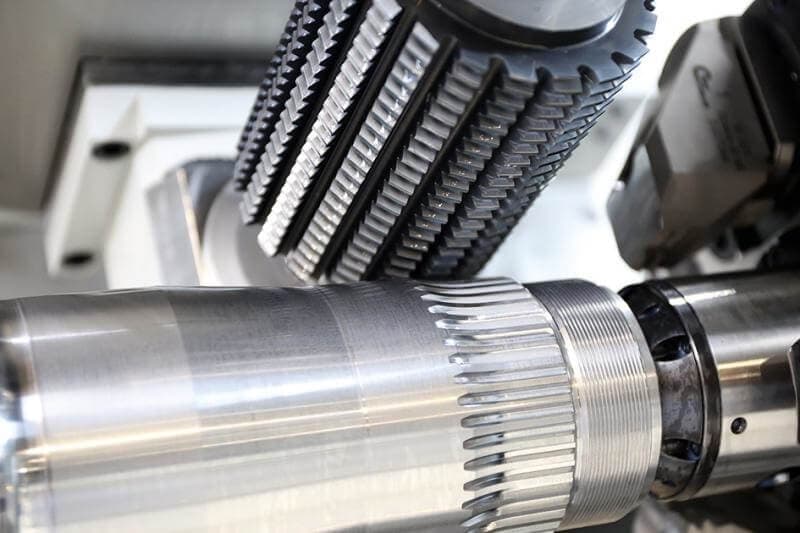
Следующий этап изготовления шестерен – нарезка зубьев на заготовке обкаткой или копированием. Ввиду низкой производительности и погрешностей при нарезке методом копирования, в крупносерийном производстве предпочтение отдается методу обкатки. Нарезка обкаткой может выполняться долбяком, червячной фрезой, зубчатыми валками, резцом на зубострогальных, зубодолбежных и универсально-фрезерных станках. Технические характеристики станков позволяют нарезать внутренние и наружные зубья колес, прямые и косые зубья с открытым и закрытым венцом, зубчатые рейки.
При изготовлении шестерен крупных и средних размеров нарезка зубьев производится после запрессовки заготовки вместе с валом. После нарезки зубьев выполняется притирка поверхности на зубопритирочных станках и закалка ТВЧ или в специальных закалочных печах и шлифовка.
Зубошлифование и зубохонингование – операции финишной обработки в производстве шестерен, предназначенные для формирования окончательного вида поверхности изделий. При необходимости на зубчатых колесах нарезают шпоночные канавки или шлицы. Точная нарезка, шлифование и притирка конических зубьев колес, наиболее сложного и трудоемкого процесса, выполняется на специальном оборудовании с ЧПУ.
Для контроля соответствия параметров шестерен применяются специальные приборы: кромочные и оптические штангензубомеры. Из-за высоких требований к качеству изделий производство зубчатых колес может осуществляться с цементацией их рабочих поверхностей. Благодаря цементации достигается необходимая степень упрочнения изделий и регулируется степень их деформации.
Российские предприятия, представленные в каталоге, оснащены современным высококлассным оборудованием известных зарубежных марок, которое позволяет предлагать качественное изготовление шестерен в Самаре любых партий. Автоматизация производства способствует повышению производительности и снижению себестоимости изделий. Изготовление зубчатых колес осуществляется в соответствии с ГОСТами и ОСТами. Производство шестерен может выполняться по чертежам или образцам заказчика.
Удобная система поиска на сайте позволит быстро и без особых усилий найти предприятие, предлагающее профессиональное изготовление зубчатых колес в Самаре.
Анализ спроектированного зацепления
Наиболее важной задачей в оценке зацепления, конечно, является проверка на отсутствие зарезов. Для ее решения был использован режим анализа кинематики механизма, который дал возможность смоделировать реальное зацепление
Аналитические возможности Pro/ENGINEER позволяют обнаруживать возможные взаимные пересечения компонентов механизма при их движении. Соответственно отсутствие таких пересечений при проведении анализа дает полную уверенность в отсутствии зарезов в реальном зацеплении.
Убедившись на моделировании зацепления, что данную зубчатую пару не заклинит, можно было приступать к оценке пятна контакта. Для этого колеса были смещены друг относительно друга на определенный градус, что обеспечило взаимопроникновение — аналогично применению метода с краской. В процессе последующего анализа в механизме по характеру перемещения области взаимопроникновения можно было сделать вывод о пятне контакта (рис. 4).
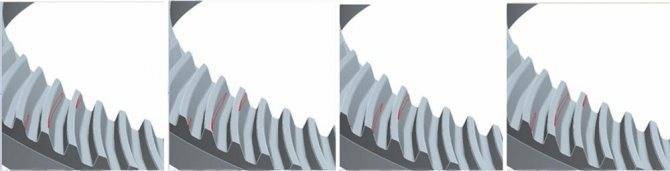
Рис. 4. Перемещение зоны контакта и моделирующее пятно контакта
Выполненная в рамках проекта работа не ограничивалась проектированием только конкретной пары колес. Разработанная методика может применяться для быстрой генерации моделей зубчатых колес такого же типа (с конической круговой линией зуба), но с другими параметрами (рис. 5).

Рис. 5. Модель готовой зубчатой пары
Конструкция
Червячная передача получила свое название по ведущей детали, передающей крутящий момент. Ведомая деталь имеет зуб с косой нарезкой. По ободу радиальное занижение поверхности. Это увеличивает линию контакта нити резьбы и зуба.
Оси вращение деталей располагаются под углом. Обычно это 90°, но может быть 45°. Применяется такое расположение деталей в сильно нагруженных тихоходных передачах, со скоростью движения точки на наружной поверхности менее 5 м/сек.
При взаимодействии передачи поверхность резьбы не толкает зубья в направлении вращения, а скользит по эвольвенте, как бы отодвигая ее. В результате возникает сильное трение и нагрев деталей в месте контакта.
Червячная пара должна хорошо смазываться, охлаждаться и обладать антифрикционными свойствами. Материал червяка изменять нельзя, он нарезается из хромистой стали и проходит закалку, шлифовку поверхности резьбы или шугаровку – обработку пластиной с малой глубиной реза. Инструмент скорее продавливает поверхность резьбы, чем режет ее. Создается на верхнем слое наклеп, упрочняющий рабочую поверхность, делающий ее гладкой.








Материал для венца
Венец зубчатого колеса выполняется из относительно мягкого материала с высоким сопротивлением стиранию. В основном применяются оловянные бронзы и латунь. Для низкоскоростных передач с ручным управлением можно делать венец из серого чугуна. В зависимости от скорости вращения зубчатый венец изготавливается из материала:
- 5 – 25 м/сек – оловянистые бронзы ОФ10-1, ОНФ;
- ≤ 5 м/сек – Бр.АЖ9-4, алюминиево-железистая бронза;
- ≤ 2 м/сек – венец может быть из чугуна.
Бронза стоит значительно дороже стали и мягче. Полностью из нее делаются детали, размеры которых в пределах 160 мм. Большие детали вытачиваются из стали и бронзовый на них только венец. Он нагорячо сажается на вал и закрепляется штифтами по линии соединения, чтобы венец не прокручивался. После остывания производится чистовая обработка колеса и нарезается зуб.
Расчет диаметра
Диаметр колеса рассчитывается по средней линии зуба – ширины зуба и впадины равны. Наружный, используемый для изготовления и расчетов радиус, определяется теоретически. После завершения обработки, он находится за пределами фактического обода колеса.
Скольжение происходит по линии делительного диаметра – середина зуба по высоте. Он рассчитывается по формуле:
где d2 — делительный диаметр шестерни; m – модуль; z2 – количество зубьев колеса.
Наружный радиус зуба имеет один центр с осью червяка.
Ширина зубчатого венца
Ширину венца червячного колеса определяют по числу витков винта по формуле:
где b2 – ширина венца; 0,315 и 0,355 – расчетный коэффициент; Z1 – количество заходов винтовой резьбы; a – межцентровое расстояние; aw – расстояние с учетом смещения червяка относительно зубчатого колеса.
Расстояние смещения определяет размер зазора между рабочими элементами деталей.
Технологический процесс
Процесс изготовления шестерни на крупных производственных линиях максимально автоматизирован. Классический техпроцесс характеризуется следующими особенностями:
- Для начала определяются основные параметры изделия, к примеру, число зубьев, модуль и степень точности геометрических размеров.
- Следующий этап заключается в проведении заготовительной процедуры. Чаще всего проводится штамповка при использовании горизонтально-ковочной машины.
- Для повышения эксплуатационных характеристик выполняется нормализация. Подобная термическая обработка позволяет снизить напряжения внутри материала.
- Токарно-винторезная процедура позволяет получить заготовку требующихся размеров. Для этого выполняется точение поверхности и расточка фасок.
- После механической обработки прямозубых шестерен выполняется повторно нормализация.
- Заготовка подвергается зубофрезерной обработке. Для этого применяется полуавтомат 5306К или другое подобное оборудование.
- Следующий шаг заключается в слесарной обработке. Технологический процесс определяет появление заусенец и других дефектов, которые устраняются при применении полуавтомата 5525. На линиях с низкой производительностью зачистка проводится ручным методом.
- После получения зубьев выполняется термическая обработка, для чего часто применяется установка ТВЧ. Закалка позволяет существенно повысить твердость поверхности и ее износостойкость.
- Шлифование поверхности. Для получения поверхности требуемого качества выполняется шлифовка. Есть довольно больше количество различного оборудования, которое подходит для шлифования самых различных поверхностей.
- Большое распространение получили насадные шестерни. Они устанавливаются на валу, могут быть больших и малых размеров. Фиксация насадного варианта исполнения проводится за счет шпонки. Получить шпоночный паз можно при применении долбежного станка.
- Зубошлифование также проводится при применении специальных станков.
https://youtube.com/watch?v=KbjmqvPM-1c
В заключение отметим, что процедура зубофрезервания достаточно сложна, предусматривает применение специального оборудования.
История
Сама по себе идея механической передачи восходит к идее колеса. Применяя систему из двух колёс разного диаметра, можно не только передавать, но и преобразовывать движение. Если ведомым будет большее колесо, то на выходе мы потеряем в скорости, но зато крутящий момент этой передачи увеличится. Эта передача удобна там, где требуется «усилить движение», например, при подъеме тяжестей. Но сцепление между передаточными колесами с гладким ободом недостаточно жесткое, колёса проскальзывают. Поэтому вместо гладких колес начали использовать зубчатые.
В Древнем Египте для орошения земель уже использовались приводимые в действие быками устройства, состоявшие из деревянной зубчатой передачи и колеса с большим числом ковшей.
Вместо зубьев первоначально использовали деревянные цилиндрические или прямоугольные пальцы, которые устанавливали по краю деревянных ободьев.
Изготовленный в I веке до н.э. Антикитерский механизм состоял из десятков металлических зубчатых колес.
Применение шестерен
Оттого, насколько качественно было выполнено изготовление шестерен, зависит синхронность работы всего механизма и продолжительность его эксплуатации. Это изделие используется в механизмах зубчатой передачи и выполняет важную функцию – передает вращательное движение между валами. Дефекты при производстве могут привести к вибрации и потери синхронности функционирования всего устройства, вплоть до его выхода из строя.
Изготовление звездочек, зубчатых шкивов, червячных колес и других видов шестерен необходимо для применения в различных механизмах, которые используются в горнодобывающей и пищевой промышленности, в судостроении и машиностроении. Также шестерни активно применяются в автомобильных дифференциалах, буровых установках, лебедках, железнодорожных вагонах, подъемных кранах, танках, коробке передач, шестеренных гидромашинах – часах, насосах и прочих механизмах.









Важно отметить, что шестерни отличаются не только по способу нарезки зубьев, но и по форме, поэтому при их изготовлении учитывается и поверхность деталей, которая может быть:
- конической;
- цилиндрической.





