

Типы и марки немагнитных сталей
Если происхождение изделия известно, по реакции с магнитом можно примерно определить тип нержавеющей стали. Следующие марки не магнитят:
- AISI 409 (аналог 08Х13) – из этой ферритной стали производят контейнеры для грузоперевозок, детали для выхлопной системы автомобиля и т.д. (пластичность и отсутствие магнитных свойств обусловлены предельно низким содержанием C – менее 0,03 %);
- AISI 304 (аналог 8-12X18H10) – из нее изготавливают предметы быта, а также посуду и оборудование для пищей и фармацевтической промышленности;
- 12Х21НБТ (ЭИ8П) – аустенитно-ферритная сталь для применения в средах средней агрессивности, из которой производят тару и оборудование для химической и фармацевтической промышленности.
Не магнитят нержавеющие стали марок AISI 402–420, которые содержат в своем составе от 11 д 14 % хрома и менее 0,07 % углерода.
Этап 1: определение марки стали
Отобрав отслужившие свой век инструменты (надфили, напильники, рашпили, косы и т. п.), прежде всего следует определить, из какой марки стали они изготовлены. Чтобы круг поисков был как можно более ограниченным, следует знать, из каких видов стали изготавливается тот или иной инструмент. Так, напильники могут быть изготовлены как из инструментальной углеродистой стали (У10, У11, У12, У13), так и из легированной (ШХ6, ШХ9, ШХ15). Об этом можно узнать из перечня инструментов, приведенного ниже. Напильники, представленные в ассортименте КовкаПРО, изготовлены из высоколегированной стали твердостью 64-66HRC
Изделия из инструментальной и легированной стали:
Напильники — У10, У11, У12, У13, ШХ6, ШХ9, ШХ15 Надфили — У10, У11, У12 Рашпили — У7, У7А Шаберы — У10, У12 Стамески, долота — У7, У8 Метчики — У10, У11, У12, Р9, 9ХС, Р18 Сверла по дереву — 9ХС Сверла по металлу -Р9, Р18 Развертки – Р9, Р18, 9ХС Фрезы – Р9, Р18 Зубила, отвертк – У7А, У8А, 7ХФ, 8ХФ Пробойники – У8, У8А Кернеры – У7А, 7ХФ, 8ХФ Швейные иглы- У7А, У8А Пилы-ножовки – У8ГА Полотна лучковой пилы – У8ГА, У10 Ножовочные полотна – У8, У8А, У9, У9А, У10, У10А, У11, У12 Ножницы по металлу – У12А Молотки и кувалды – У7, У8 Топоры – У7 Косы, серпы – У7, У8 Вилы, зубья (клевцы) – У7, У8 грабель Кузнечные инструменты – У7, У8
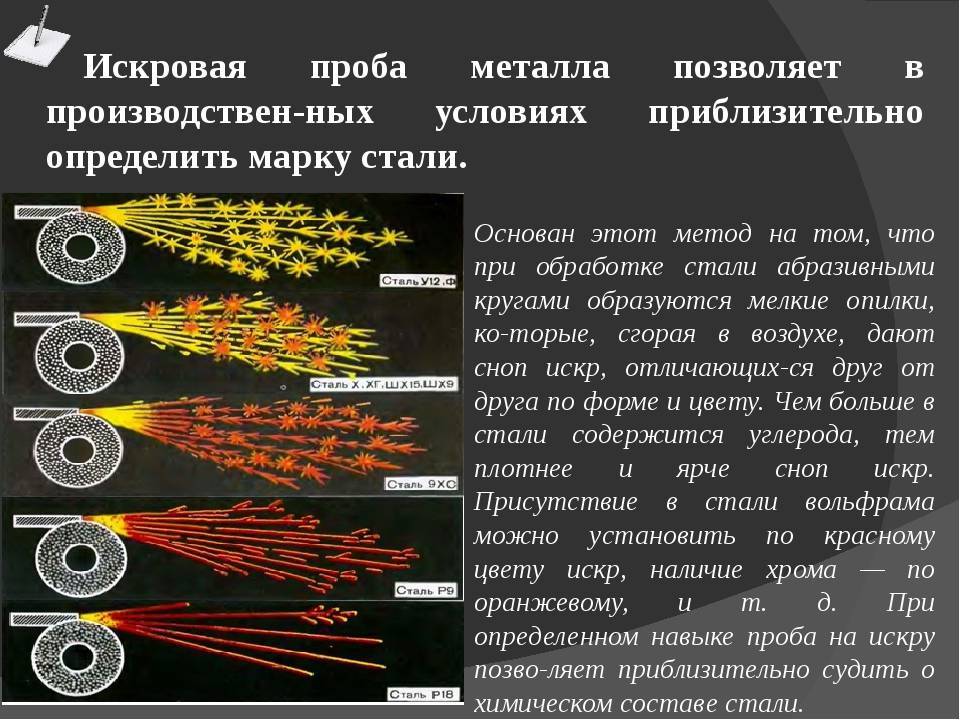
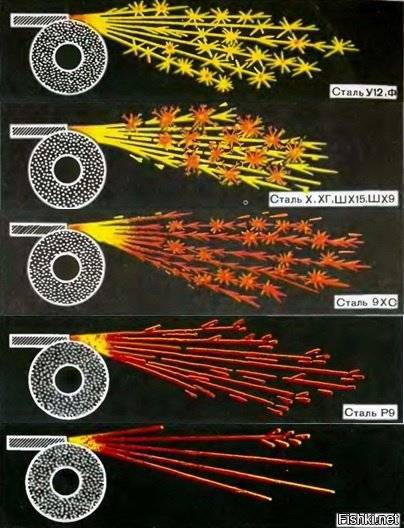
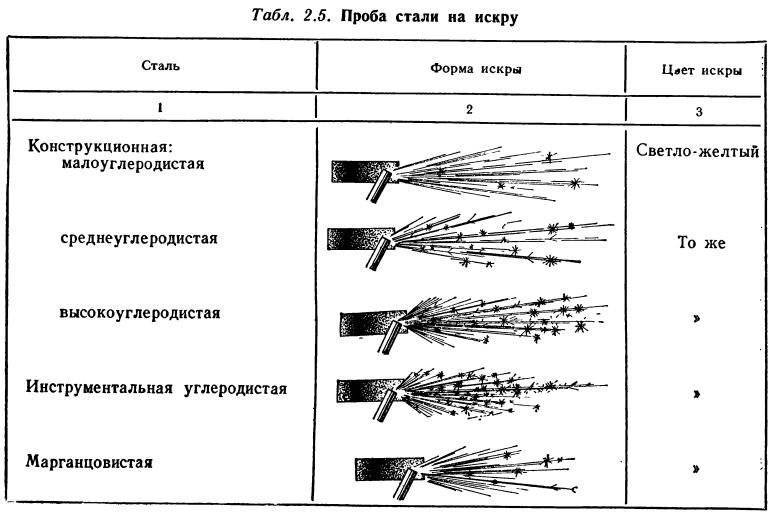
Определение марки стали по искре
Этим методом при отсутствии маркировки можно определить содержание углерода в стали до 0,05% и обнаружить присутствие в стали других элементов. Технология этой операции следующая. Кусок металла слегка и равномерно прижимают к вращающемуся наждачному кругу. При этом от металла отделяются частицы, которые, сгорая, образуют светящиеся линии, заканчивающиеся вспышками в виде искр. Цвет, длина линий и вид искр для сталей с различным химическим составом не одинаков. Это и позволяет определить марку стали.
Чтобы научиться правильно определять марку стали по искре, следует подобрать образцы из разных сталей, марки которых точно известны, и запомнить вид пучков, цвет и форму искр, чтобы сравнивать их с испытываемой сталью.
Желательно применять карборундовый наждачный круг зернистостью 35 … 46 с окружной скоростью на рабочем диаметре около 25 … 30 м/с.
Необходимо помнить, что пробу на искру желательно проводить в темном помещении или оградить наждачный круг темным футляром.
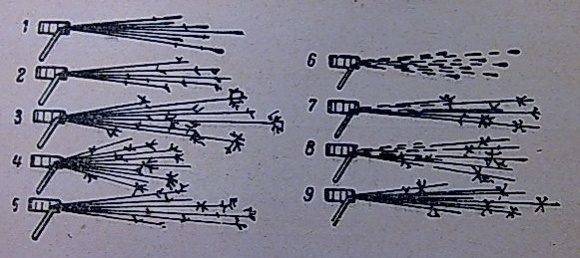
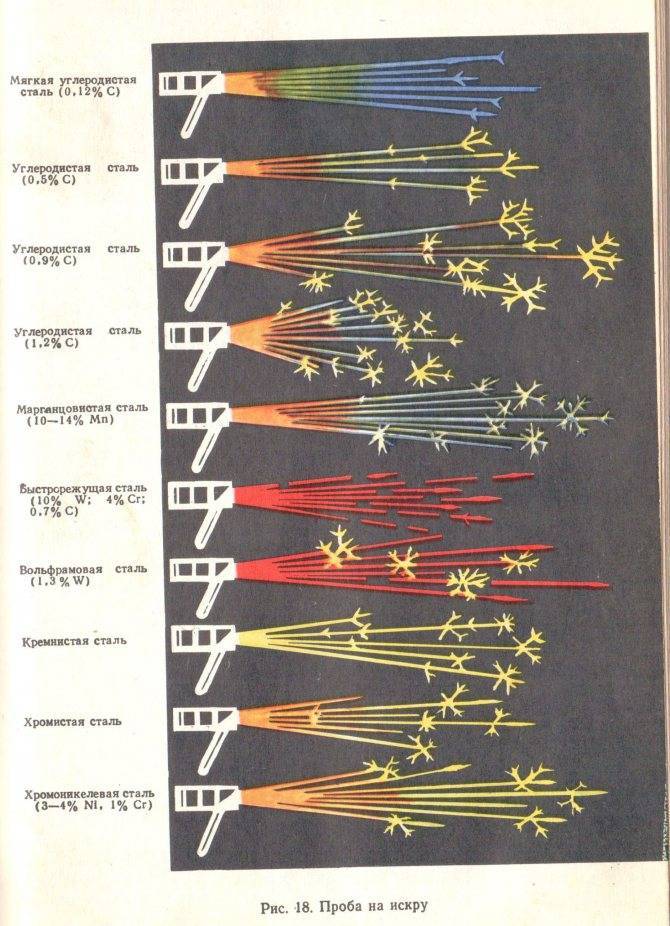
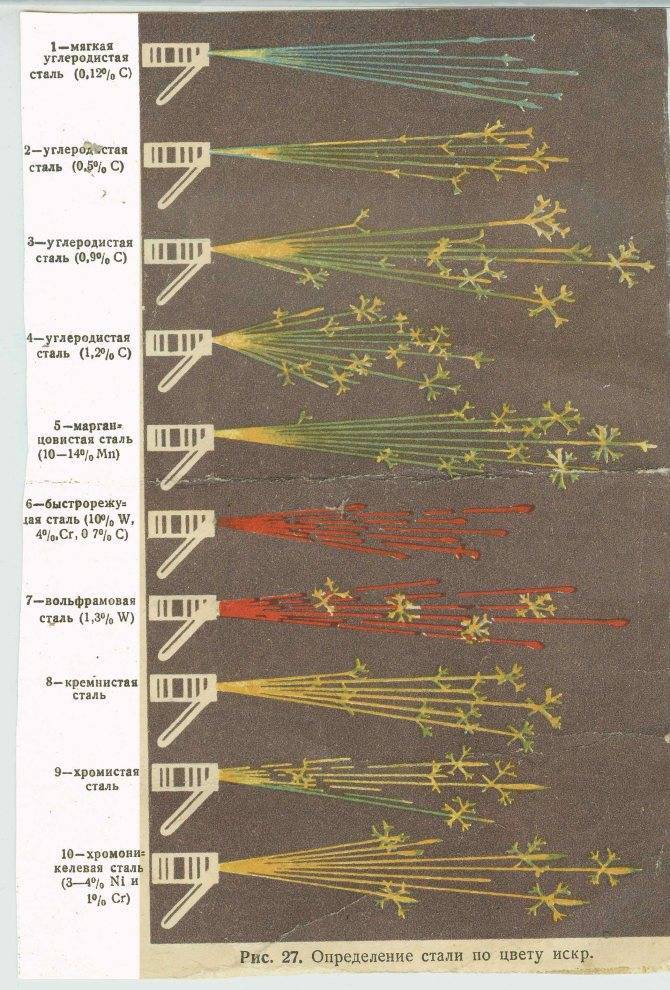
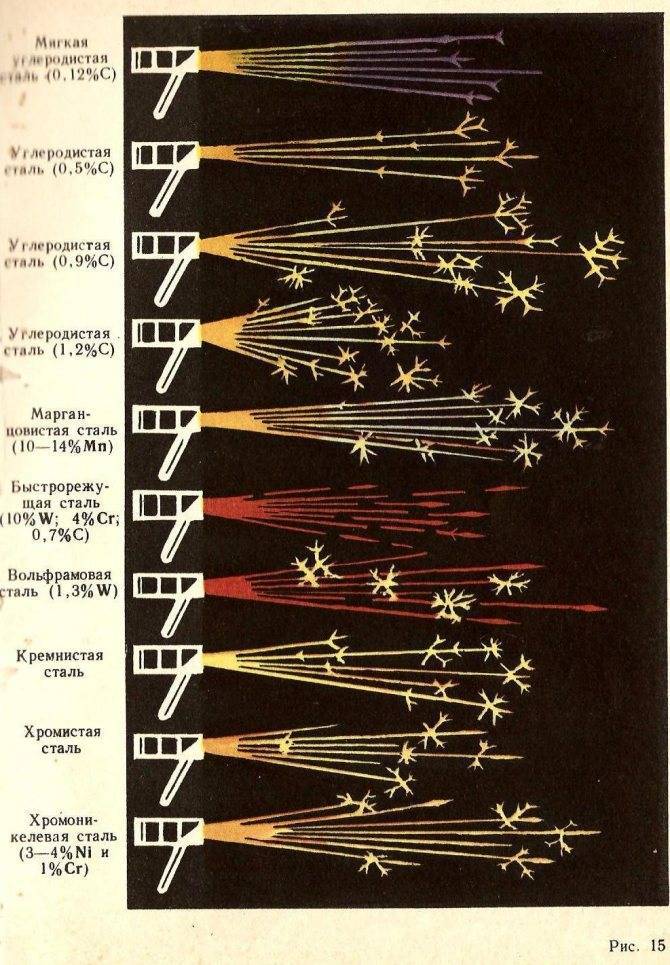
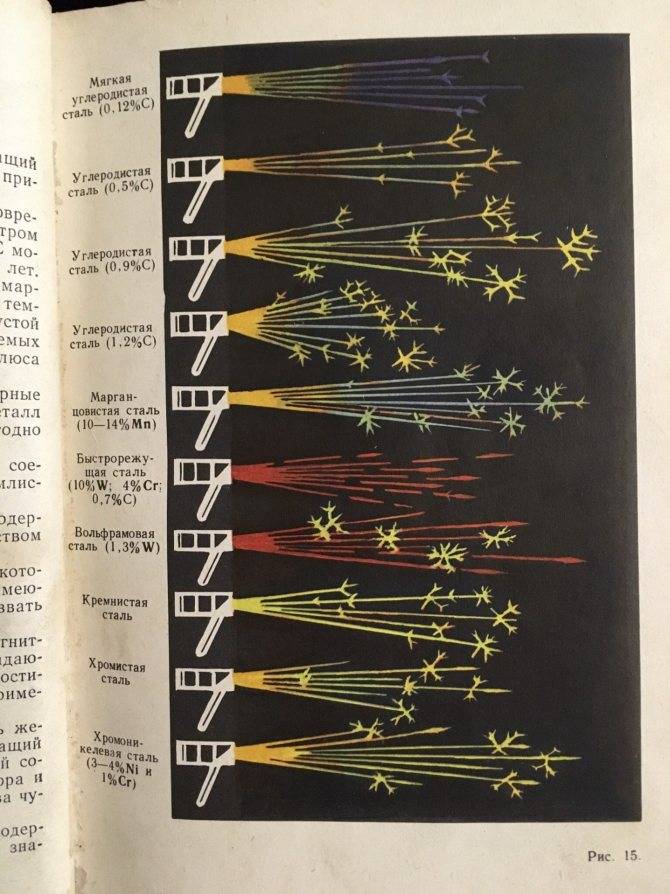
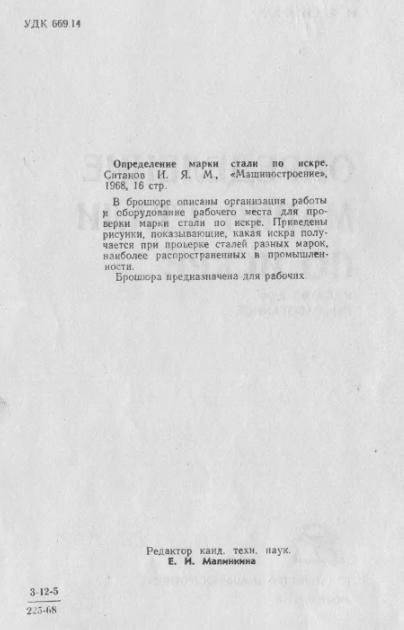
При малом содержании углерода частицы стали сгорают медленнее, пучок линий длинный. Чем больше углерода в стали, тем большее количество искр и тем ближе они расположены к началу пучка. Характерные формы пучков и искр для различных сталей показаны на рис. 2.1.
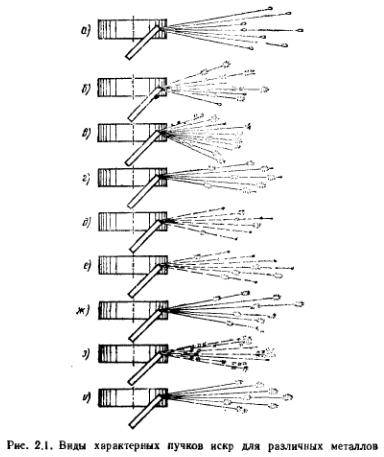
Некоторые группы сталей имеют следующий цвет искровых линий: углеродистые — светло-желтый, хромокремнистые — ярко-желтый, быстрорежущие — темно-красный. Легирующие элементы влияют на цвет и форму пучка. У большинства легированных сталей искровые линии с красным оттенком.
Для низкоуглеродистой стали (0,15 … 0,2% углерода) пучок искр имеет продолговатую форму, а сами искры представляют собой желтые длинные прямые линии с двумя утолщениями на концах: одно из них светлое, другое — темное (рис. 2.1, а).
Для среднеуглеродистой стали (0,45 … 0,50% углерода) пучок искр несколько короче и шире, а от первого утолщения отделяются новые искры в виде елочек (рис. 2.1, б).
Для высокоуглеродистой стали (1,1 … 1,3% углерода) пучок искр еще короче, шире и светлее, а от первого утолщения отделяется снопик светло-желтых искр (рис. 2.1, в).
Марганцовистая сталь (10 … 14% марганца) дает сноп искр, отличающийся большой яркостью и очень высокой температурой (рис. 2.1, г).
Быстрорежущая сталь (10… 17% вольфрама) дает пучок искр в виде прерывистых тонких линий темно- красного цвета с утолщенными короткими концами округлой формы. В конце пучка можно заметить две-три очень мелкие звездочки углерода. Возникновение тонких прямых и прерывистых линий объясняется влиянием вольфрама и хрома (рис. 2.1, д).
Искры от стали с содержанием вольфрама около 1,3% похожи на искры от быстрорежущей стали. Пучок искр также со скругленными концами. Линии темно- красные, звездочки желтые (рис. 2.1, е).
Кремнистая сталь (1 … 2% кремния) дает длинные утолщенные световые линии ярко-желтого цвета, а между ними отдельные искровые снопики (рис. 2.1, ж).
Хромистая сталь (1 … 2% хрома) дает пучок искр от красного до желтого цвета в зависимости от содержания хрома. Световые линии длинные с отделяющимися звездочками (рис. 2.1, з).

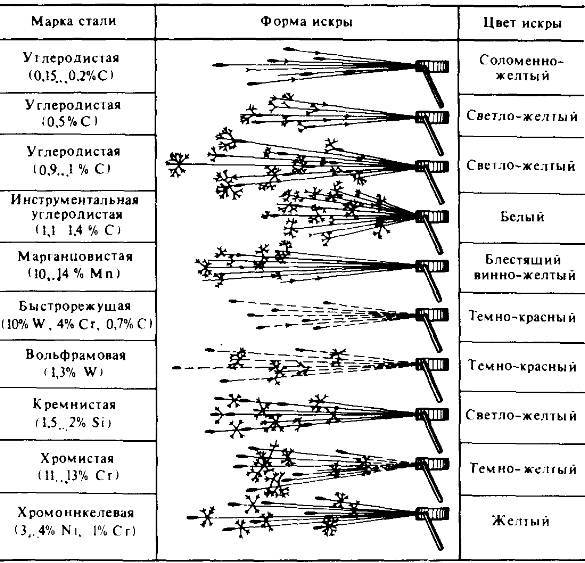
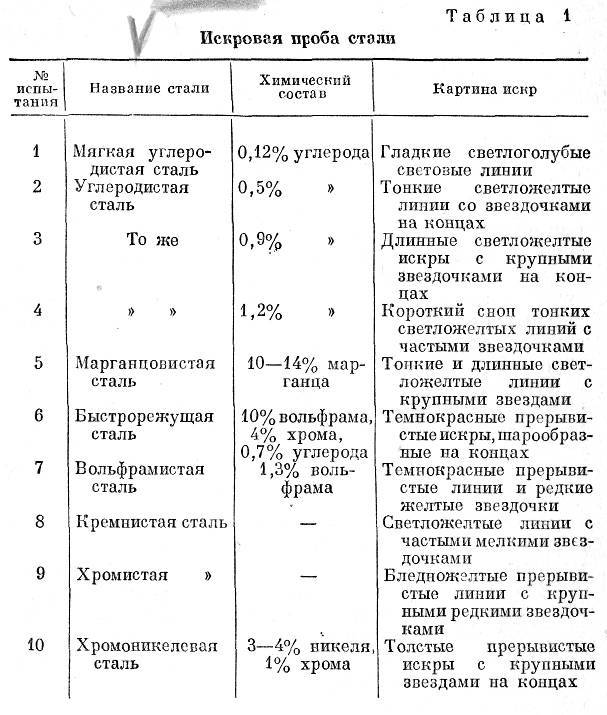
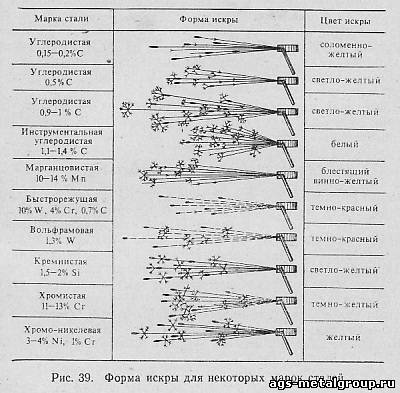
Хромистоникелевая сталь (3% никеля и 1% хрома) имеет длинные световые линии с утолщенными концами в виде шарообразных вспышек (рис. 2.1, и).
Как отличить нержавейку от алюминия?
Получить первую информацию о металле помогут элементарные знания химии и немного смекалки.
- Определение отличий с помощью магнита
Два рассматриваемых материала визуально похожи друг к другу. Если при присоединении к элементу магнита от не прилипает, значит это точно не алюминий (Al). Изучаемый образец может быть нержавеющей сталью, в котором имеется незначительное содержание Ni. Если же в нем преобладает хром или купрум, он также не будет магнитится и придется воспользоваться другой методикой.
- Распознавание по маркировке
Многие из нержавеющих изделий, выпускаемых отечественными производителями, содержат информацию в виде маркировки. Наличие на них аббревиатуры «нерж» свидетельствует о том, что это нержавейка, а не алюминий.
- Определение с использованием бумаги
Самый бюджетный и распространенный способ. Для его применения понадобится чистый плотный лист бумаги белого цвета. Методика используется для распознавания металла в домашних условиях. Перед тем как найти различия, необходимо очистить поверхность материала от загрязнения, жирных масел и налета. Далее, посредством максимального нажатия необходимо листом бумаги провести по очищенной части металла. Если это нержавейка, на белоснежном дисте не останется следов, если это алюминий – появятся серые пятна.
- Определение по цвету
Визуально определить материал изготовления сложно, поскольку 2 металла очень схожи между собой. Если повнимательнее присмотреться к изделиям можно заметить еле видный блестящий оттенок, свидетельствующий, что перед вами нержавейка.
У изделия из (Al) серый или беловатый оттенок будет иметь матовую поверхность, а после обработки шлифовкой появится оксидная пленка.
- Распознавание металла по механическому воздействию
Для получения максимально точных показателей, методику следует применять в вечернее или ночное время. Ударьте по поверхности металла твердым предметом. Если это нержавейка – появится явно-выраженная искра, в алюминиевом изделии такого эффекта не будет наблюдаться.
- Определение с помощью физико-химических показателей
Показатели теплопроводности алюминия намного лучше, чем у нержавеющей стали. Примером тому является быстрое нагревание жидкости при одинаково созданных условиях.
Показатели теплопроводности (Al) составляет 660 градусов, у нержавейки – 1800 градусов. При достижении 700 градусов, первым расплавится алюминиевое изделие. Расплавить второе изделие самому, без наличия условий промышленного предприятия, невозможно.
- Химические методы распознавания
Как отличить 2 идентичных металла – поможет натриевая или калиевая гидроокись. Обработайте им поверхность изделия. Если после этого металл останется без изменений, значит, вы имеете дело с нержавейкой. В другом случае – это стопроцентный алюминий. Обработка элемента медным купоросом также позволит определить разновидность металла. Если это нержавейка – на ней не останется никаких следов химического воздействия.
Также можно поэкспериментировать кислотой, которой может быть даже сок лимона. Воздействие кислоты на алюминиевую поверхность спровоцирует ее видоизменение, чего не может быть с нержавейкой.
Сварочная проволока, марки, маркировка, диаметры и расход
Стальная сварочная проволока – это тонкий, длинный расходный материал, намотанный на катушку. Является присадочным, подается в процессе сварки вручную, в автоматическом или полуавтоматическом режиме.
Подразделяется на три основные категории:
- Активированная. Одна из лучших, пустоты отсутствуют. Есть расположенные равномерно вкрапления для обеспечения защитных свойств.
- Порошковая. Наружный слой – металл. Внутри порошковая сметь.
- Сплошная. Производится из металла со сплошным сечением. Применяется при газовой сварке.
Применение сварочной проволоки зависит от способа сварки, температуры и равномерности плавления, толщины, марки, качеств металла, требований к сварочному шву, эксплуатации изделий, допустим, при воздействии внешних факторов и пр.
Применение сварочной проволоки (сплошной (в газовой среде) или порошковой (без газа)) используется с целью соединения металлов, сталей содержащих хром (нержавейки). Основные плюсы – устойчивость к повреждениям, долговечность, сопротивление коррозии, низкий уровень разбрызгивания металла, отличное качество шва. Материал подбирается относительно свойств металла.
Омедненная стальная сварочная проволока используется для тонких листов, высоколегированных, углеродистых сталей. Ключевые преимущества: быстрый повторный розжиг, пониженный расход наконечников, устойчивость дуги.
Алюминиевая проволока используется к таким же металлам и сплавам. Часто применяется, где возможен контакт материалов с водой. Основные преимущества: отсутствие влияния коррозии, устойчивость к деформациям, повторение цвета детали.
Стальная сварочная проволока для сварки под флюсом или с аргоном. Применяется к сталям:
Стальная проволока насчитывает 50 с лишним видов.
Основные производители
Olympus Corporation
Японская компания, известная своими товарами в области оптики и фототехники. Ее анализаторы металлов пользуются популярностью, так как считаются по-японски надежными и находятся в среднем ценовом сегменте.



Компания вкладывает деньги в научно-технические разработки и усовершенствование программного обеспечения. Для портативных анализаторов создана технология Delta X-act Count, благодаря которой уменьшились скорость и пределы обнаружения.
FPI (Focused Photonics Inc)
Китайская компания, которую основали выпускники американских престижных ВУЗов. Считается одним из лидеров по производству всяческих систем для контроля за экологией окружающей среды. Их анализаторы металла также пользуются спросом.
Портативный анализатор металлов FPI несколько дешевле, чем у основных конкурентов.
Bruker
Немецкая компания, основанная более 50 лет назад. Производство, лаборатории и представительства находятся в 90 странах. Состоит из четырех подразделений, которые занимаются разными направлениями. Разработкой и производством систем анализа металлов занимается Bruker AXS и Bruker Daltonics.
Считаются качественными и довольно распространены на рынке России благодаря хорошей работе представительств.
Искать их надо в зависимости от вашего местонахождения.
Общие понятия о марках стали
Будем рассматривать маркировку, которая была разработана еще в СССР и сейчас активно применяется на территории России и во всех странах ближнего зарубежья. Она универсальна тем, что включает все классы, которых очень много. Основные моменты:
- Номер присваивается всей партии, проставляется клеймо (краской, путем гравирования) на каждое отдельное изделие. Он состоит из цифр и букв, символов нет.
- Иногда в самом начале указывается сокращение «Ст», то есть «сталь», но это совсем не обязательно.
- Обычно начальные цифры указывают на сотые доли углерода, при этом литера, обозначающая это вещество, не ставится, поскольку углеродистость – одна из основополагающих характеристик сплавов. Например, если указано 20, то содержание 0,2%.
Теперь более подробно на примере:
Мы имеем буквы (русские или латинские, как в образце), они обозначают легирующие элемент, который находится в составе. Если вам нужен метод определения марки металла без справочников, то нужно будет заполнить наиболее распространенные сокращения:
- А – азот.
- Н – никель.
- Х – хром.
- Т – титан.
- К – кобальт.
- В – вольфрам.
- Ц – цирконий.
- С – кремний.
- Д – медь.
- Б – ниобий.
- Г – марганец.
- Ю – алюминий.
Более полный перечень можно найти в нормативных документах. Кстати, интересно, что ГОСТы по изготовлению стальных сплавов, принятые еще в Советском Союзе, действуют до настоящего момента, как и правила маркировок. Всего номенклатура насчитывает более 1500 индивидуальных значений – именно столько разновидностей металлов данной категории изготавливается во всем мире. Не удивительно, что в таком многообразии очень сложно на глаз определить, какой именно материал находится в руках.
С буквами мы разобрались, теперь цифры. С ними все просто – первая по счету принадлежит углероду, а дальше читаем слева направо: литера, а за ней цифровое указание – какая доля (в процентном соотношении) вещества находится в составе.
Но, кроме обозначения химических элементов, можно встретить и другие, порой непонятные буквы. Они могут свидетельствовать о наличии особых свойств, а также о принадлежности к какой-либо категории. Рассмотрим, как проверить марку стали по этим обозначениям, ниже.
Качество материала
Помимо специально введенных в точной пропорции добавок, которые улучшают качество сплава, есть вредные примеси – они находятся в растворе при выплавке без намерений металлургов. Обычно это неметаллы, которые оказывают негативное влияние. Так, например, фосфор делает металл очень ломким при понижении температуры, а сера приводит к образованию трещин при нагреве. Поэтому от этих и других элементов (кислород, излишки азота) стараются избавиться, и чем их меньше в образце, тем выше его качество. Стать может называться:
- обыкновенной, тогда в самом начале проставляется «Ст», это значит, что примесей находится в количестве 0,06-0,07%;
- качественной – никаких особых пометок не ставится, содержание веществ – до 0,035%;
- высококачественной – в конце маркировки будет стоять «А» (не путать с азотом), это значит, что не более 0,025% вредных элементов;
- особо высококачественной – название заканчивается литерой «Ш», а процентное содержание не превышает 0,02%.
Кроме того, при работе с обыкновенным классом качества необходимо еще учитывать категории – от 0 до 6. Так получается уже «Ст» с цифровым индексом. Чем ниже цифра, тем качественнее, с точки зрения примесей, состав.
Еще одно важное понятие – это степень раскисления. Это показатель, который отображает поведение металла в расплавленном состоянии
Это зависит от того, как выводится кислород из раствора. Согласно этой классификации, сплавы могут быть:
- Спокойные (СП в маркировке), они застывают без газовыделения. В них есть содержание марганца, кремния или алюминия.
- Полуспокойные (ПС), которые раскисляются двумя этапами из-за одержащегося углерода.
- Кипящие (КП). В процессе их нагрева активно происходит выработка углекислого газа, который восходит к поверхности пузырьками и застывает таким образом.
А если вы имеете дело с легированной сталью, то можете наткнуться на специализированные обозначения, для примера приведем несколько сокращений:
- Ш – шарикоподшипниковое назначение.
- Р – быстрорежущая сталь для изготовления инструментов.
- А – автоматная специализированная.
- Э – электротехническая, она же очищенная фактически от любых примесей, более 99% – сплошное железо.
Общие понятия о марках стали
На территории СНГ применяемые стандарты обозначений характеризуются тем, что могут использоваться для указания основных элементов. При рассмотрении вопроса расшифровки марки отметим следующие моменты:
- Часто проставляется сокращение «Ст». В других случаях и вовсе не ставится никаких сокращений, только цифры.
- В большинстве случаев первая цифра указывает на концентрацию углерода. Последующие могут применяться для указания количества легирующих компонентов.
- В состав могут включаться легирующие компоненты, которые существенно изменяют свойства материала. Примером можно назвать включение хрома, за счет чего повышается устойчивость к воздействию повышенной влажности.

Классификация сталей по назначению
Расшифровка маркировки проводится при использовании таблиц, в которых указывается обозначение химического элемента.
Основные методы определения марок стали
При работе с металлом и сегодня используется методы определения качества стали при помощи анализа его механических и физических характеристик. Такие методы, в отличие от лабораторных, позволяют приблизительно определить качественные характеристики образца, но для работы, в частности для сваривания металла этого вполне достаточно. К таким методам изучения марок стали относятся:


- Когда дело касается прочности металла, используется метод снятия стружки. Суть его заключается в снятии при помощи зубила металлической стружки. Стружка, которая крошится и сбивается мелкими полосами, характерна для высокоуглеродистых сталей. Длинные полосы пластичной стружки характеризуют металл как сталь с высокой пластичностью.
- Метод закалки используется для примерного определения содержания углерода в заготовке. При помощи полотна пилы на заготовке делаются запилы до и после закалки. Если в обоих случаях металл легко пилится полотном – в нем содержится небольшое количество углерода. Если после обработки надрезы сделать трудно, значит, концентрация углерода стала больше.
- Определение твердости металла с помощью извлечения снопа искр, позволяет приблизительно определить, к какому классу сталей относится металл. Для этого на наждачном кругу делается поверхностная обработка образца заготовки. По форме искр, цвету, и интенсивности снопа искр определяется твердость металла и содержание углерода.
В обычных домашних условиях точно определить марку и состав металла практически невозможно, для этого проводятся лабораторные исследования, в ходе которых делается детальный химический и физический анализ металла. Перечисленные методы дают возможность определить только общие характеристики стали по содержанию в ней углерода, точные характеристики при таких исследованиях не определяются.
Вместе с тем, даже такой экспресс – анализ дает возможность отобрать образцы для изготовления ножей, резцов или деталей узлов механизмов машин с повышенной прочностью и стойкостью к износу.
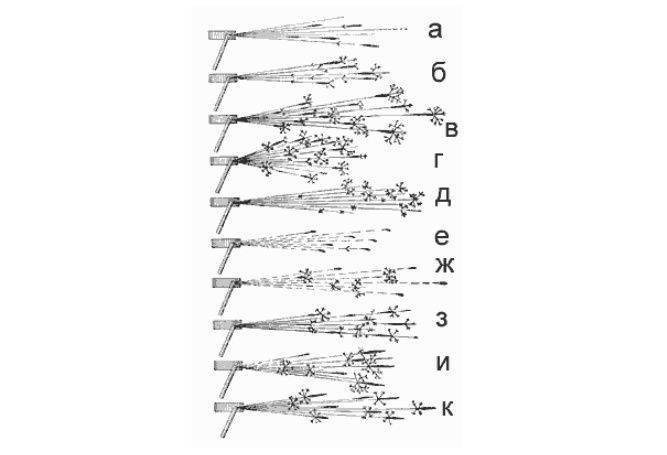
Маркировка сталей по американской и европейской системам
Собираетесь купить металлопрокат? В нашем магазине разумные цены и качество производителя.
В США существует несколько систем маркировки сталей, разработанных различными организациями по стандартизации. Для нержавеющих сталей, чаще всего, применяют систему AISI, которая действует и в Европе. Согласно AISI, сталь обозначается тремя цифрами, в отдельных случаях после них идут одна или несколько букв. Первая цифра говорит о классе стали, если она – 2 или 3, то это аустенитный класс, если 4 – ферритный или мартенситный. Следующие две цифры обозначают порядковый номер материала в группе. Буквы обозначают:
- L – низкую массовую доля углерода, менее 0,03%;
- S – нормальную концентрацию С, менее 0,08%;
- N – означает, что добавлен азот;
- LN – низкое содержание углерода сочетается с добавкой азота;
- F – повышенную концентрацию фосфора и серы;
- Se – сталь содержит селен, В – кремний, Cu – медь.
В Европе применяется система EN, которая отличается от российской тем, что в ней сначала перечисляются все легирующие элементы, а затем в том же порядке цифрами указывается их массовая доля. Первая цифра – концентрация углерода в сотых долях процента.
Если легированные стали, конструкционные и инструментальные, кроме быстрорежущих, включают более 5% хотя бы одной легирующей добавки, перед содержанием углерода ставят букву «Х».
Страны ЕС применяют маркировку EN, в некоторых случаях параллельно указывая национальную марку, но с пометкой «устаревшая».
- сведения о химсоставе 500 марок металлов, сплавов, ферросплавов, сталей
- поиск марок по отдельным элементам химсостава, названию, ГОСТу
- определение марки по результатам химического анализа
- подбор марок металлов и сплавов пригодных для использования в качестве шихтовых материалов при выплавке
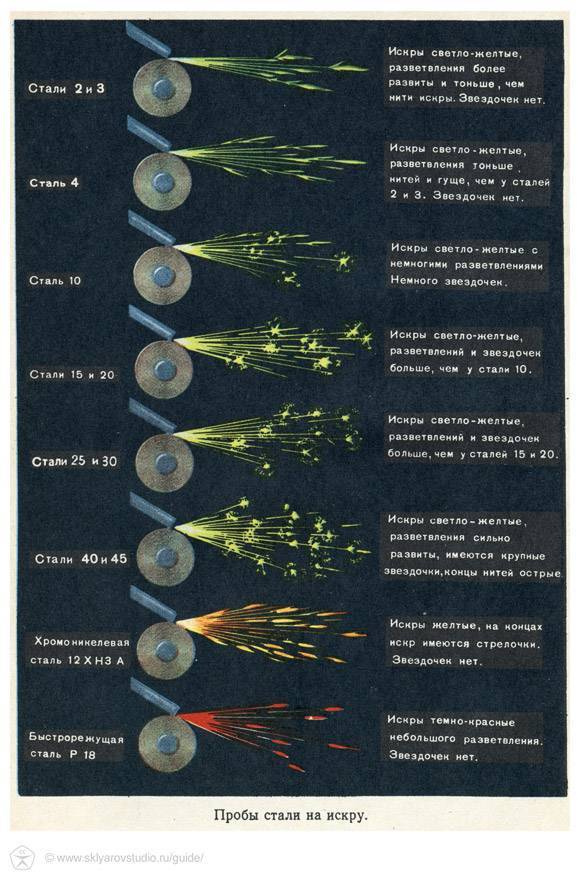
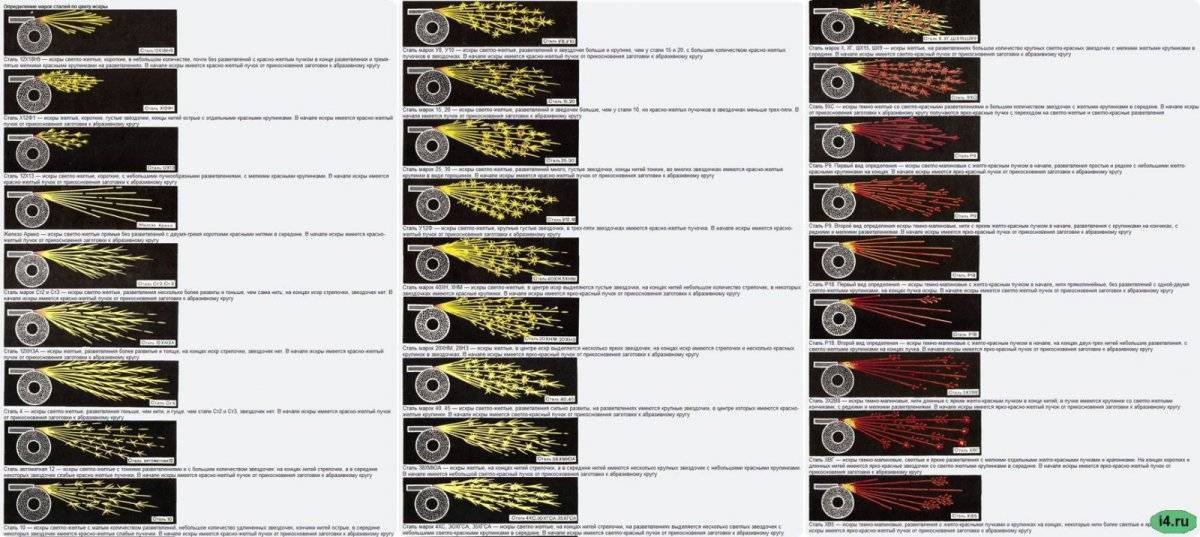
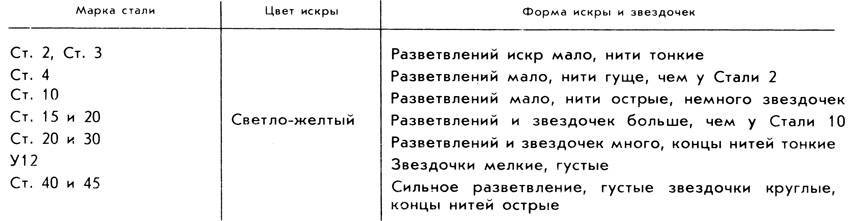
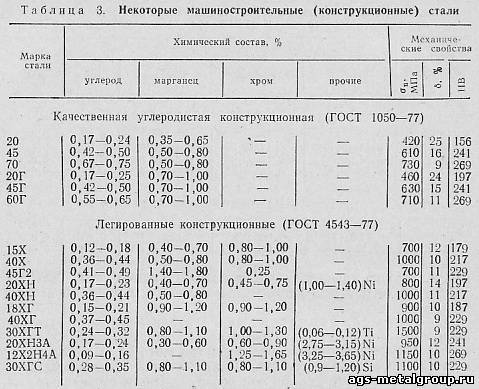
Определение марок стали по искре
| Марка стали | Цвет искры | Форма искры и звездочек |
| Ст. 2, Ст. 3 | Светло-желтый | Разветвлений искр мало, нити тонкие |
| Ст. 4 | Разветвлений мало, нити гуще, чем у Стали 2 | |
| Ст. 10 | Разветвлений мало, нити острые, немного звездочек | |
| Ст. 15 и 20 | Разветвлений и звездочек больше, чем у Стали 10 | |
| Ст. 20 и 30 | Разветвлений и звездочек много, концы нитей тонкие | |
| У12 | Звездочки мелкие, густые | |
| Ст. 40 и 45 | Сильное разветвление, густые звездочки круглые, концы нитей острые |
В некоторых случаях зонты оснащаются опускающимися крыльями. Недостаток металлических зонтов — быстрое их прогорание. Более надежны и долговечны зонты, сложенные из огнеупорного кирпича (рис, 4). Однако такие зонты значительно тяжелее металлических, и для их устройства необходима металлическая рама из уголков или швеллеров, а иногда и дополнительные подпорки по углам.
Рис. 2. Устройство фурмы
Переносные горны применяются для нагрева заготовок небольшого размера. Переносной горн состоит из металлической рамы, на которой сверху крепится стол с очагом и вентилятором для подачи воздуха. Вентилятор приводится во вращение от ножной педали. Можно для нагрева заготовок использовать паяльную лампу, которую ставят в небольшую ямку, а рядом складывают печурку из огнеупорного кирпича (рис. 5). Заготовки закладывают в щель между кирпичами. Или же кирпичи ставят на торец, на них кладут колосниковую решетку, а на нее устанавливают печурку из четырех кирпичей, в которую засыпают уголь. Снизу размещается паяльная лампа с патрубком.
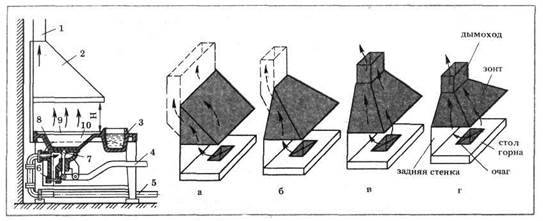
Рис. 3. Оборудование для нагрева заготовок: стационарный металлический горн (слева): 1 — вытяжная труба; 2 — зонт; 3 — бачок с водой для охлаждения инструмента; 4 — рычаг для регулирования подачи воздуха; 5 — воздухопровод; 6 — заслонка; 7 — конический наконечник; 8 — фурма; 9 — литой стол; 10 — очаг; типы зонтов (справа): а, б — дымоход в стене; в — наружный боковой дымоход; г — наружный центральный дымоход
Рис. 4. Стационарный горн с кирпичным зонтом (слева): 1 — бачок с водой; 2 — водоохлаждаемая фурма; шахтный газовый горн (справа)
Конструкция легкого переносного горна с бытовым пылесосом показана на рис. 6. Постамент горна сварен из уголков, а верхняя часть стола выложена из огнеупорного кирпича. На верхние горизонтальные уголки кладется фурма с зольником. На расстоянии 150 мм от фурмы к зольнику приваривают патрубок внутренним диаметром 30 мм, который соединяют с шлангом пылесоса. При этом необходимо иметь в виду, что шланг вставляется в этом случае не в нижнее, а в верхнее (нагнетающее) гнездо пылесоса. Нижнюю чашку пылесоса с фильтром снимают, а пылесос устанавливают на подставку. В тех случаях когда отсутствует электричество для привода вентилятора, можно использовать мехи.
Рис. 5. Переносные горны с паяльной лампой Рис. 6. Переносной горн с пылесосом
Рис. 7. Клинчатые мехи
Клинчатые мехи двойного действия дают спокойное дутье, в результате чего создается ровное пламя и заготовки нагреваются равномерно (рис. 7).
В современных кузницах для дутья применяют различные вентиляторы с электроприводом.
Марки сталей для силовых трансформаторов
Магнитопроводы трансформаторов низкой частоты (50 Гц) выполняются обычно из листовой электротехнической стали, содержащей от 0,5 до 5% кремния (Si), до 1% углерода (С), остальное железо (F). Ввиду того, что их потери с повышением частоты значительно возрастают, они обычно применяются в пределах не выше звуковых частот. Марки электротехнических сталей, выпускаемых согласно ГОСТ 802-58, обозначаются буквой Э, что означает электросталь. Первая цифра указывает на средний процент содержания кремния, вторая характеризует электромагнитные свойства: цифра 1—потери обычные, 2 — пониженные, 3 — совсем малые, 4 — нормальные при 400 Гц. Вторые цифры 5 и 6 говорят о повышенной магнитной проницаемости в слабых полях (менее 0,01 ав/см), 7 и 8 — в средних полях (0,1—10 ав/см). Третья цифра 0 указывает, что сталь холоднокатаная текстурованная. Третья и четвертая — 00 — обозначают сталь холоднокатаную малотекстурованную. Буква А после цифр обозначает особо низкие удельные потери. Для стали повышенной точности проката и отделки поверхности в конце вводится буква П. Холоднокатаные стали Э310—Э380, помимо кремния (3—3,25%) и углерода (0,0003%), содержат серу (0,003%), марганец и фосфор (менее 0,1%,). Эти стали отличаются от других тем, что имеют высокую проницаемость вдоль проката и пониженную поперек проката. Одним из основных параметров стали являются потери в стали, состоящие из потерь на гистерезис, на вихревые токи и на последействие. Потери на гистерезис — это работа, затрачиваемая на перемагничивание стали. Обычно принимают, что потерн на гистерезис не зависят от толщины листа, но при прокате листа 0,2 мм и тоньше сталь уплотняется (так как доводка до требуемых величин и для горячекатаных сталей производится на холодных листах) и потери на гистерезис увеличиваются. Потери на гистерезис на один цикл перемагничивания (при постоянной индукции) в пределе 10—20-кратного изменения частоты (50 — 1000 Гц) практически можно считать постоянными. Следовательно, при отнесении к единице времени (1 сек) они увеличиваются пропорционально увеличению частоты. Вихревыми токами называются токи, появляющиеся в стали под действием э. д. с., наводимой магнитным потоком (в плоскостях, перпендикулярных направлению потока). Эти токи приводят к потерям. С уменьшением толщины пластины уменьшается э. д. с. пластины и увеличивается омическое сопротивление стали. Общие потери в стали магнитопровода на вихревые токи снижаются примерно пропорционально уменьшению толщины пластины. Но токи могут замыкаться и в толще магнитопровода через контактирующие поверхности пластин, поэтому между пластинами должна быть изоляция, особенно при увеличении ширины пластин и повышении индукции. Помимо толщины листов, на величину вихревых токов и потерь влияет омическое сопротивление стали (не смешивать с магнитным сопротивлением). Омическое сопротивление стали (как и провода) в Омах соответствует сопротивлению 1 м длины при сечении 1 мм 2 . С увеличением процентного содержания кремния увеличивается омическое сопротивление стали. Потери увеличиваются пропорционально квадрату повышения частоты. Потери на последействие вызываются магнитной вязкостью материала и зависят от обработки ферромагнитных материалов. Определяются они по разности между общими потерями и потерями на гистерезис и на вихревые токи. С увеличением частоты эти потери пропорционально увеличиваются. Полные активные потери электротехнических сталей при изменениях индукции (в пределах рабочих значений) изменяются пропорционально квадрату индукции, при индукциях ниже 0,5—0,7 тл они несколько завышаются против этого соотношения. Полные активные потери в стали и реактивная составляющая определяют величину тока намагничивания. В таблице 1 приведены активные потери при частоте 50 Гц для основных электротехнических сталей.
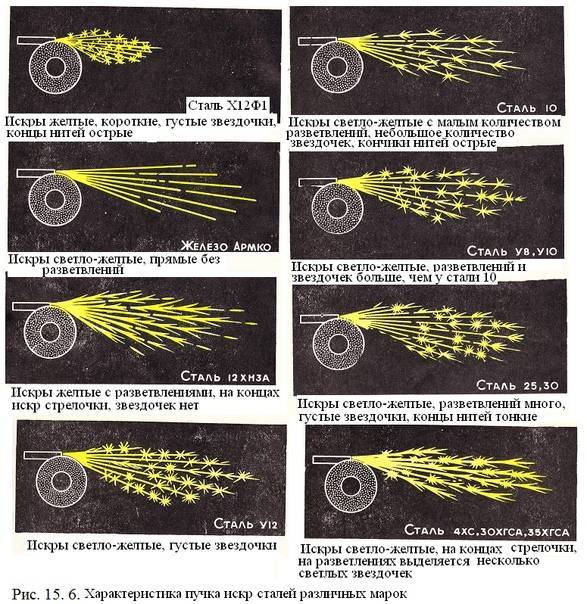
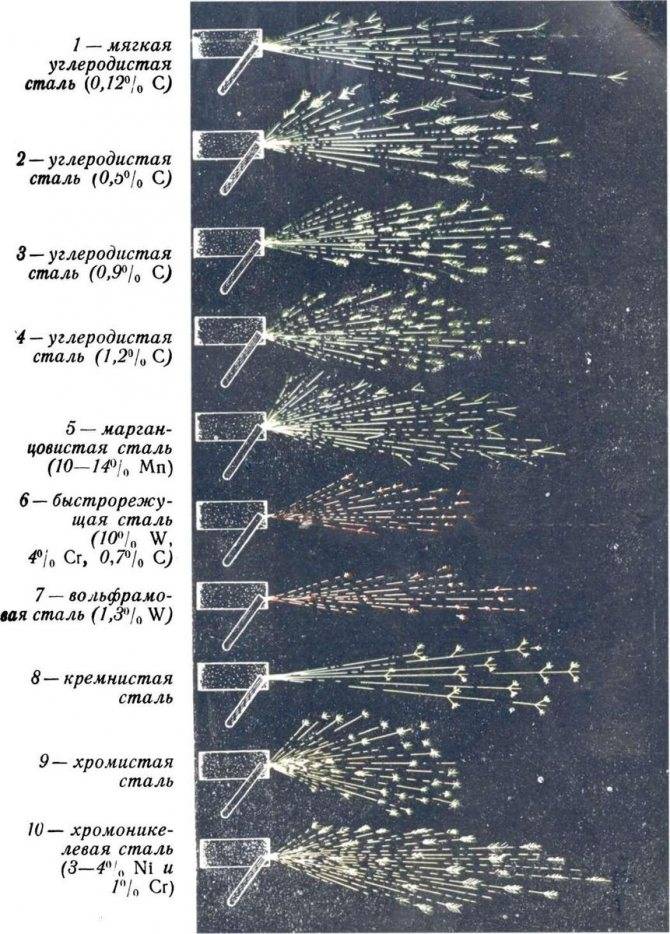
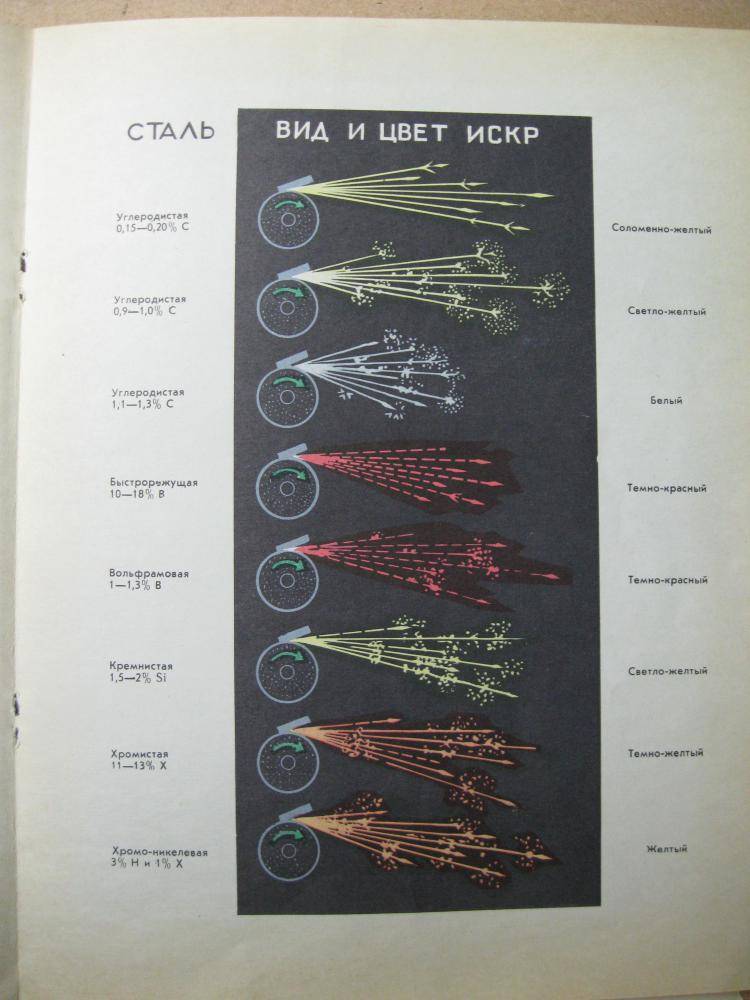
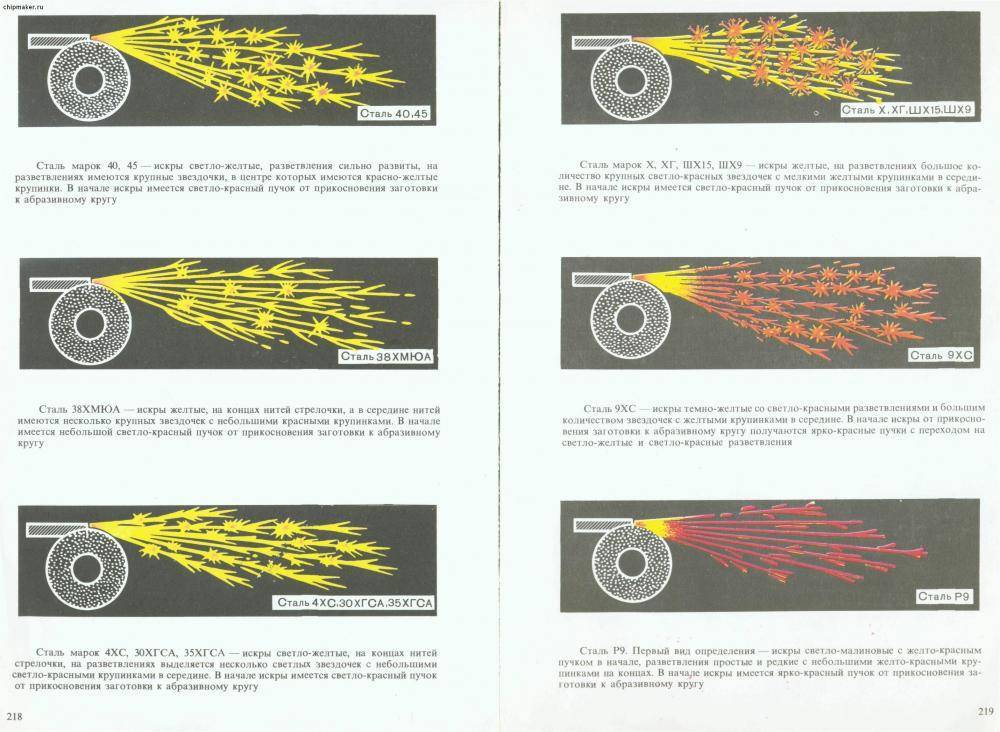
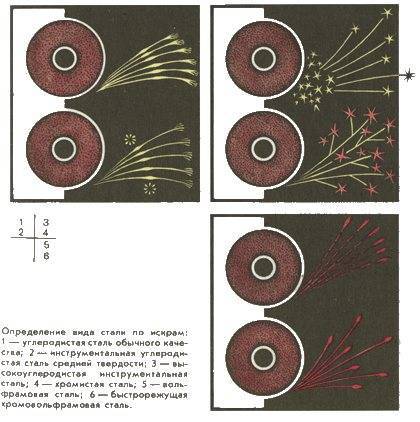
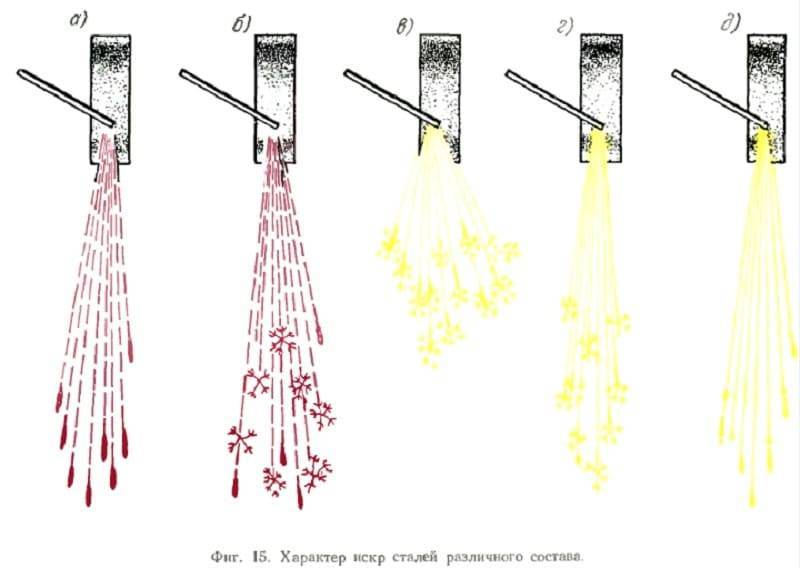
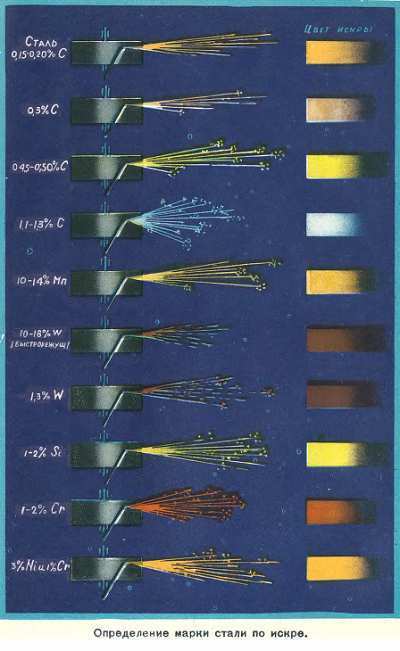
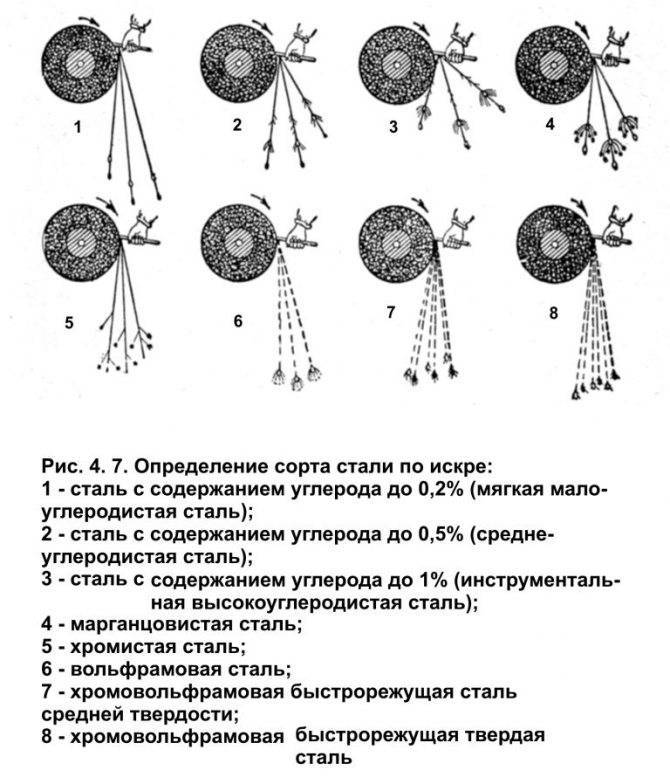
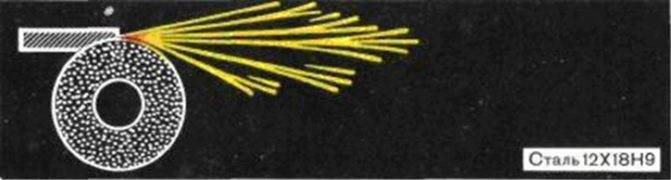
Таблица 1 — Активные потери для основных электротехнических сталей при частоте 50 Гц
Источник
Определение стали по искрам
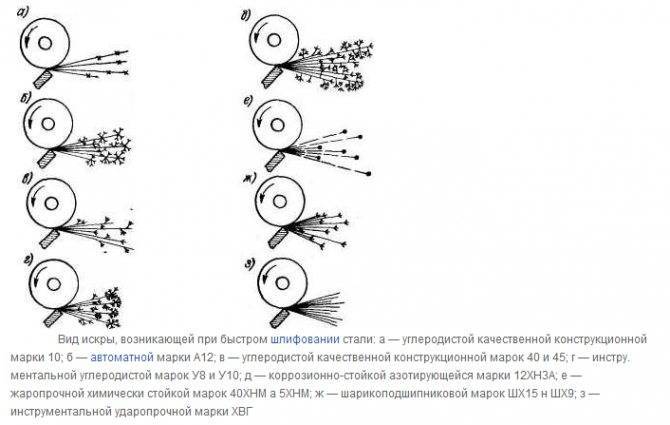
Существует довольно любопытный способ определения сплава по искрам от шлифовального круга. Только этот способ может не подойти при использовании круга с органической связкой. Искры, возникающие при шлифовании достаточно прочных металлов, представляют собой мельчайшие расплавленные частицы металла, летящие по касательной к окружности вращающегося круга в месте его контакта с деталью. Стружка или расплавленные частицы металла, отброшенные центробежной силой круга, пролетая с большой скоростью в воздухе, раскаляются еще больше.
При наличии в металле углерода, соприкосновение раскаленных частиц с воздухом сопровождается окислением, причем углерод превращается в углекислоту (С + О2 = СO2), создавая искры. Если на пути искр поставить стеклянную пластинку, то она покроется мельчайшими металлическими частичками, часть которых прочно приварится к пластинке.
Исследование мельчайших частиц под микроскопом показывает, что часть их достигает пластинки в расплавленном состоянии и застывает на ней в виде причудливых фигур. Сравнительно крупные стружки, не достигшие температуры плавления, сохраняют форму, полученную ими при отделении от детали, или оплавляются частично. Длина лучей в пучке искр неодинакова и зависит от массы горячей стружки, причем большие стружки отлетают дальше, а меньшие — ближе.
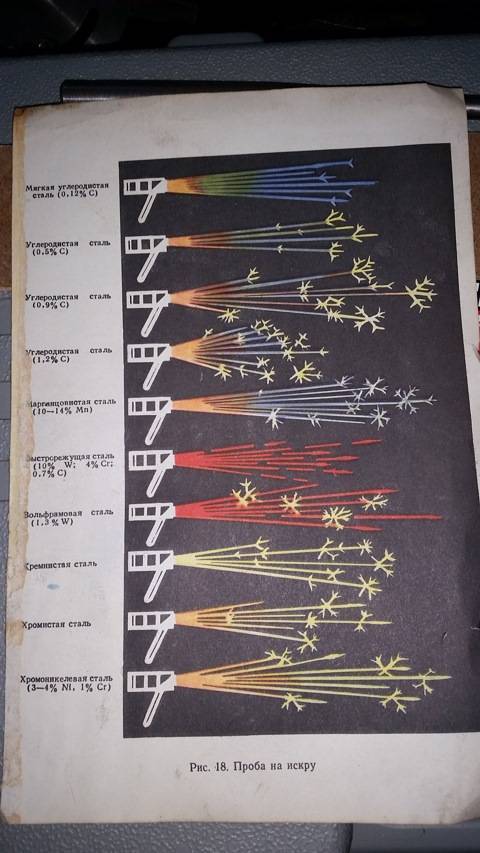
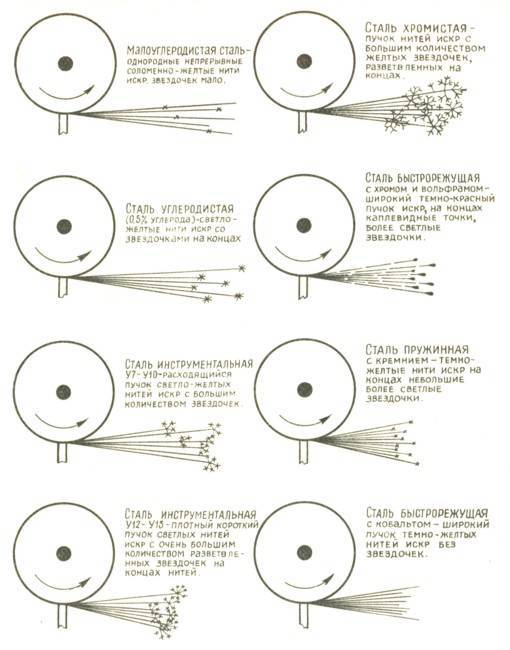
Цвет и форма искр (строение луча) определяются главным образом химическим составом шлифуемого сплава, что применяется для распознавания сорта стали по искре.
Вид искр при обработки различных сортов стали: а — углеродистая мягкая, 0,12% С, цвет соломенно-желтый; б — углеродистая средней твердости, 0,5% С, цвет светло-желтый; в — углеродистая твердая 0,9% С, цвет ярко-желтый; г — углеродистая твердая, 1,2-1,4% С, цвет белый; д — марганцовистая твердая, 13% Mn, цвет темно-желтый блестящий; е — быстрорежущая, цвет темно-красный; ж — вольфрамовая, цвет темно-красный; з — кремнистая, цвет светло-желтый; и — хромистая, цвет в зависимости от содержания углерода; к — хромо-никелевая, 3-4% Ni и 1% Cr, цвет желтый.Углеродистая сталь пускает пучок искр желтого цвета с отдельными звездочками, причем, чем больше в стали углерода, тем многочисленнее и короче лучи, больше звездочек и ярче их свечение.
Марганцовистая твердая сталь
(10-14% Мn) дает лучи темно-красного цвета со звездочками в виде листочков, форма и цвет которых зависят от содержания углерода.
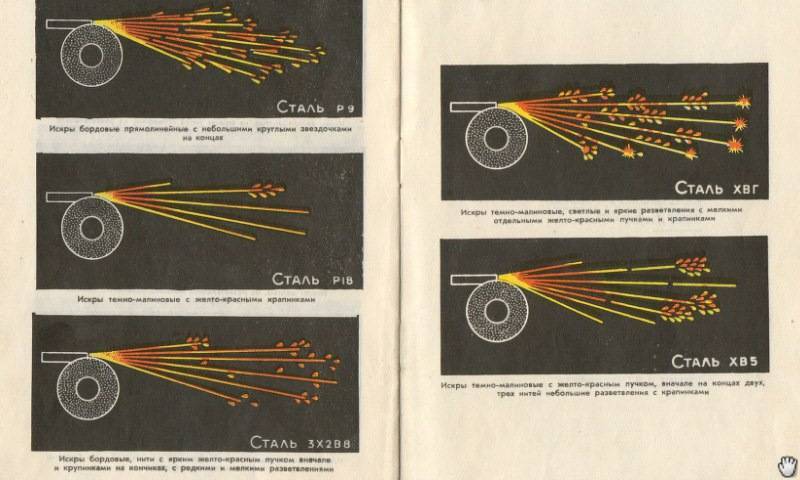
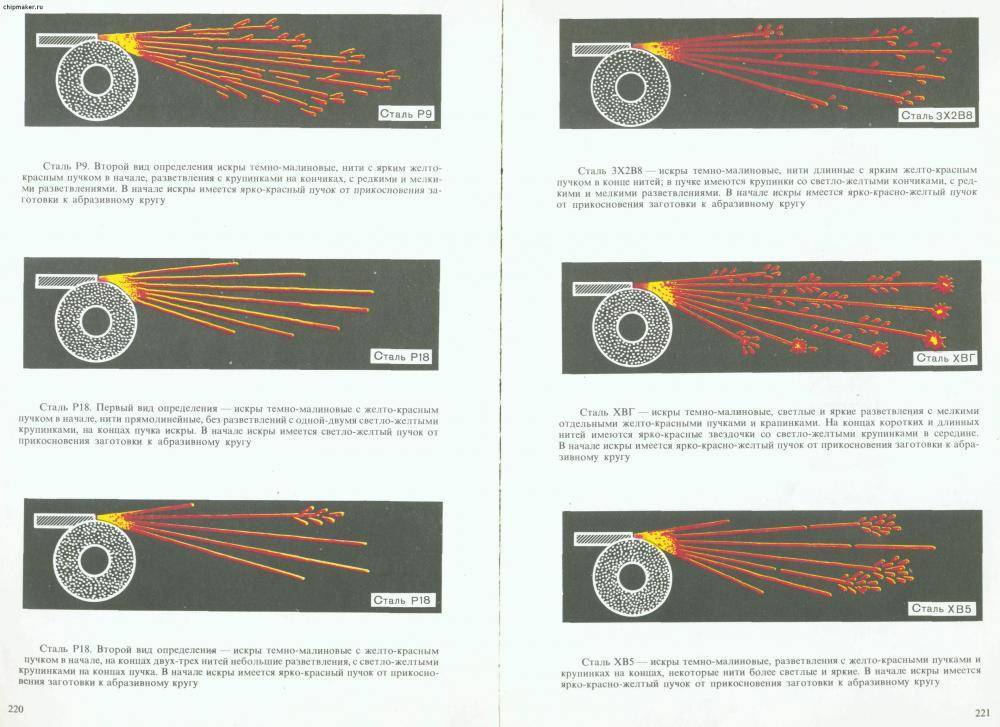
Быстрорежущая сталь с высоким содержанием вольфрама
Р18 имеет небольшой пучок искр темно-красного цвета (штрихи) почти без звездочек. Быстрорежущие стали с малым содержанием вольфрама образуют искры красновато-оранжевого цвета.
Хромистая сталь
образует длинный пучок красноватых искр с характерно, утолщающимися звездочками.
Кремнистая сталь
имеет особо яркое (белое) утолщение луча, объясняющееся выделением большого количества теплоты в результате горения кремния при высокой температуре, развиваемой окислением углерода.
Чугун
в зависимости от химического состава (содержания углерода, марганца и др.) пускает различные искры, вид, форма и цвет которых определяются основными примесями.
Размер и начальная температура стружек-искр зависят главным образом от материала шлифуемой детали и от нагрузки на абразивное зерно.
Относительно большие по размерам стружки не плавятся потому, что теплота оказывается недостаточной для плавления значительной массы металла. При большем содержании углерода плавятся также и большие стружки, которые образуют яркие искры с большим количеством лучей.Литература: Корчак С.Н. Прогрессивная технология и автоматизация круглого шлифования. — М., 1968. Маслов Е.Н. Теория шлифования материалов. — М., 1974. Редько С.Г. Процессы теплообразования при шлифовании металлов. — Саратов. 1962. Хрущев М.М. Бабичев М.А. Абразивное изнашивание. — М., 1970.






При использовании материала этого сайта необходимо устанавливать активные ссылки, видимые для пользователей и поисковых роботов.
Характеристики быстрорежущих сталей
Быстрорежущие стали – сплавы, которые имеют достаточно большое количество легированных добавок. За счет добавления различных химических веществ свойства металла серьезно меняются. Рассматривая характеристики следует отметить, что материал подобного типа специально создается для эксплуатации при высоком показателе трения, который возникает на момент резания. Состав быстрорежущей инструментальной стали существенно повышает твердость металла, за счет чего он может работать на повышенной скорости.
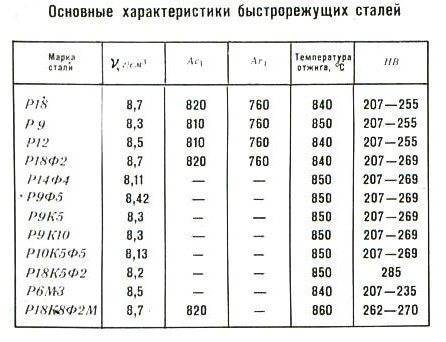
Основные характеристики быстрорежущих сталей
Характеристики быстрорежущей стали следующие:
- Высокая твердость. Рассматривая основное назначение подобного металла следует учитывать, что он может использоваться для обработки деталей или заготовок путем резания. Как показывают проведенные тесты, качественная быстрорежущая сталь сохраняет свои основные эксплуатационные качества при нагреве инструмента даже до температуры 6000 градусов Цельсия. Кроме этого быстрорежущая сталь обычного качества может иметь даже меньшую твердость в сравнении с обычным углеродистым металлом.
- Повышенная стойкость к высокой температуре. Устойчивость к воздействию повышенной температуры определяет то, как долго инструмент сможет работать без изменения своих эксплуатационных качеств. Из-за слишком высокого показателя трения металл может нагреваться, что становится причиной изменения кристаллической решетки. В результате основные свойства быстрорежущей стали могут существенно измениться. Как правило, нагрев становится причиной повышения пластичности и снижения твердости, за счет чего износ поверхности проходит намного быстрее.
- Устойчивость к разрушению. Режущий инструмент, который может работать на высокой скорости, должен обладать повышенной механической устойчивостью. Кроме этого инструмент может работать при высоком показателе подачи, что позволяет работать на большой глубине резания.
Именно химический состав быстрорежущей стали определяет ее основные эксплуатационные качества.





