Если нужно купить новую цепь — на что обратить внимание
Чтобы подобрать цепь для своей бензопилы, нужно узнать шаг, толщину хвостовика, длину, глубину резания, тип звеньев, а также вид пиления, материал и последовательность расположения зубьев. Все эти критерии были рассмотрены выше. Чтобы не пришлось доверяться продавцам, нужно разобраться с каждым критерием, и выбрать для себя нужные значения.
Гарнитура для пилы
О том, как правильно выбирать пильную гарнитуру, можно узнать у специалистов. При этом не обязательно их искать, так как в материале есть видео, где рассказывается подробно о правильности выбора цепи. На выбор также влияет цена, которая напрямую характеризует качество. Чем выше цена, тем лучше качество, но не всегда имеет смысл приобретать дорогие устройства. Пильная гарнитура выпускается различными производителями, как брендовыми (Штиль, Макита, Хускварна), так и малоизвестными, в том числе китайскими.
Если хотите купить хорошее устройство, которое будет служить вам не менее 3 сезонов, то лучше покупать дорогие модели. Дешевые модели стоят только того, чтобы применять их только на бытовых агрегатах. После покупки новой гарнитуры, нужно .
Публикации по теме
Сапун на бензокосе что это и где он находится
Не заводится бензопила все причины и способы устранения неисправностей
Как работает карбюратор бензопилы подробное описание
Как правильно укорачивается цепь на бензопилах и особенности выполнения процесса
Partner
 Компания Partner рекомендует использовать только фирменные цепи, при замене этой детали. Все цепи этого производителя имеют шаг 3/8’, и особый низкий профиль звена. Благодаря данной форме увеличивается плавность хода при резке толстой древесины, позволяя легче контролировать процесс. Бензопилы Partner относятся к классу бытовых, соответственно количество зубьев в них не превышает 62 штуки.
Компания Partner рекомендует использовать только фирменные цепи, при замене этой детали. Все цепи этого производителя имеют шаг 3/8’, и особый низкий профиль звена. Благодаря данной форме увеличивается плавность хода при резке толстой древесины, позволяя легче контролировать процесс. Бензопилы Partner относятся к классу бытовых, соответственно количество зубьев в них не превышает 62 штуки.
Выбирая новую цепь, помните, вы выбираете не только скорость и плавность хода, вы выбираете безопасность себя и окружающих, поэтому не стоит покупать некачественный и неподходящий товар.
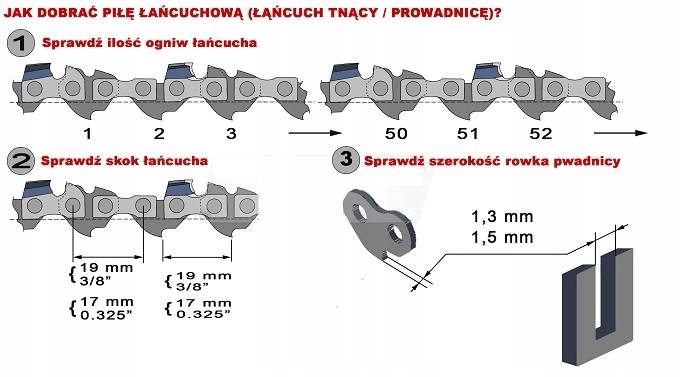
Как подобрать
Вопрос подбора актуален для малоопытных пользователей. Профессионалы знают о гарнитуре практически все и умеют выбирать то, что им нужно. По этой причине, наши советы будут ориентированы именно на любителей, а не на профи. Итак, приступим.
Для того чтобы правильно выбрать нужно:
- Знать характеристики бензопилы, а именно шаг и длину шины. Опираться на название и модель бензопилы при выборе не стоит, т.к. на одну бензопилу могут устанавливаться шины различной длины и ширины посадочного звена.
- Заранее определиться с объемом и видом работ, для которых планируется её использовать. Если пилить поперек, то выбираем чизельные, вдоль – чипперные.
Важно! Затачивать под продольный рез (10 0 ) придется самостоятельно или в сервисном центре. Гарнитура, заточенная для продольного реза, в продаже встречается редко
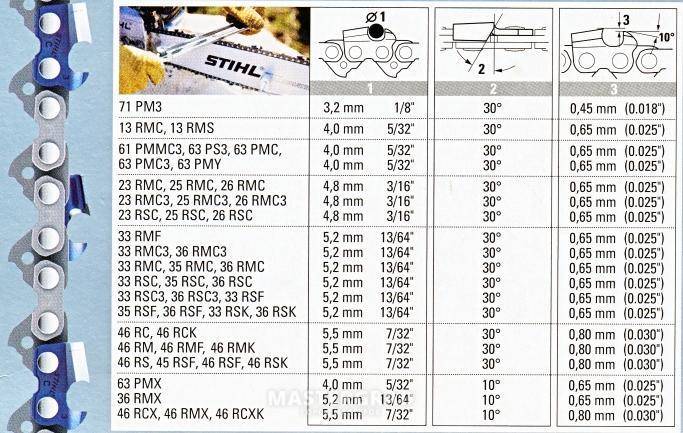
Отдельно нужно упомянуть о выборе гарнитуры Штиль. Если вы планируете купить цепь этого производителя (они на сегодняшний день считаются самыми качественными), то для выбора лучше воспользоваться специальной формой поиска, которую можно найти на сайте компании.
Введя в форму поиска данные бензопилы, программа автоматически выберет и предложит вам подходящие варианты. Сервис удобный, но имеет один большой минус, подбор ведется только по моделям бензопил Штиль. Для того чтобы подобрать цепь для пил других брендов, придется вооружиться каталогом.
Соответствие мощности двигателя и расстояния между режущими зубьями цепи бензопилы
На основе данных, полученных опытным путем, рекомендуется производить выбор бензопилы, рассматривая соотношение мощности привода и расстояния между режущими кромками. Известно, что чем выше шаг, тем больше силы нужно приложить для вращения приводной звездочки и тем больше должен быть максимальный крутящий момент, развиваемый бензиновым двигателем.
Чтобы правильно подобрать нужную конфигурацию инструмента, необходимо использовать данные минимальных значений мощности для каждого из трех типовых шагов цепей.
Критические показатели мощности бензиновых двигателей, вращающих привод:
Значение шага цепи.
- шаг 0.325” – мощность не менее 1.8 л.с. (1.47 кВт);
- шаг 3/8” – мощность не менее 3 л.с. (2.21 кВт);
- шаг 0.404” – мощность не менее 4.5 л.с. (3.31 кВт).
Если мощность приводящего двигателя будет меньше указанных значений, то при процессе роспуска возможны следующие явления: заклинивание цепи в дереве, снижение скорости вращение привода, приводящее к перегреву мотора, увеличению времени распиловки и повышенным эксплуатационным расходам на топливо.
Использование мощных моторов с цепью, имеющих небольшой шаг, нецелесообразно, так как это также увеличит время на роспуск и увеличение затрат на топливо. Однако данное сочетание допускается при потребности совершать точные работы с древесиной.
Указанные минимальные значения характеристики приводов показывают способность уверенной работы оборудования, но не показывают время его беспрерывного использования в профессиональной среде. Скорее, эти значения приведены как рекомендации для осуществления эпизодических работ или для условий эксплуатации инструмента с длительными перерывами. Для долговременного использования оборудования, которое подразумевает профессиональный режим, требуются следующие соответствия технических данных:
- шаг 0.325” – мощность 2.5 л.с (1.84 кВт);
- шаг 3/8” – мощность 4 л.с. (2.94 кВт);
- шаг 0.404” – мощность 6 л.с. (4.41 кВт).
И если она, к примеру, будет использоваться эпизодически или для проведения дачных работ, то такой выбор является нецелесообразным.
Устройство велосипедной цепи
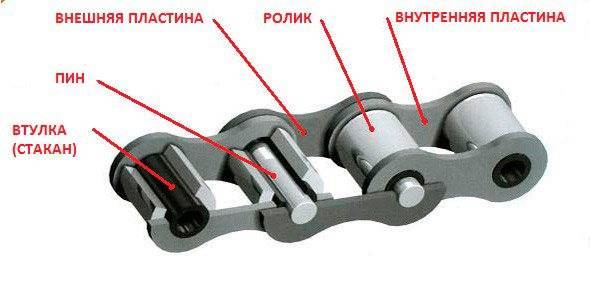
Любая велосипедная цепка (кроме Half-Link) состоит из нескольких элементов, а именно:
- Внешняя пластина звена.
- Внутренняя пластинка.
- Ролик.
- Втулка (стакан).
- Пин.
- Полное звено цепки.
- Зазор для изгиба в стороны.
1 звено состоит из 2 полузвеньев. Они соединены между собой при помощи пина, помещенного в «стакан». На него надевается ролик. Ролик необходим для удержания на зубьях звездочек велосипеда (куда цепочка и надевается). Длина одного полного звена составляет 1 дюйм, что в переводе на миллиметры 25,4. Длина всей цепки определяется тем, сколько в ней звеньев.






Для взрослого велосипеда с 12 скоростями обычно используется цепку со 126 звеньями. Вариаций множество, количество звеньев варьируется от 110 до 126 штук. Велосипеды для горного спорта (МТБ) используют цепочки на 106 или 108.
Если после покупки выяснилось, что цепочка слишком длинная, ее можно укоротить. Это делается путем разъединения замка (если он есть) и выбиванием пина. После этого все соединяется обратно и устанавливается на байк. Так можно подогнать слишком длинную цепку под свой велосипед.
Система смазки пильных цепей
От качества смазки цепи и шины мотопилы напрямую зависит надежность и эффективность последней. С целью обеспечения нормальной работы инструмента производители снабжают его масляным насосом, который подает масло на режущую систему через специальные отверстия. За равномерное распределение масла отвечает сама цепь – ее хвостовики, проходя через звездочку, захватывают смазку, которая в результате движения гарнитуры растекается по ней и шине пилы. Нередко для повышения эффективности смазывания в ведущих звеньях с помощью фрезы или сверла выполняются специальные каналы, а в соединительных – дополнительные углубления.
Система смазки мотопилы работает на снижение разрушающего эффекта трения и, конечно же, нагрева. Это значительно увеличивает срок службы как цепной гарнитуры, так и инструмента в целом. Поэтому пользователь должен контролировать процесс смазывания. Если при разгоне цепи на линии распила отсутствует масляный след, это означает, что пила перегревается, а сама цепь может достаточно быстро затупиться, а то и вовсе лопнуть.
С целью повышения смазывающего эффекта мировые производители выпускают масла для пил на органической основе. Стоят они несколько дороже, однако обеспечивают в четверть меньший расход, а при выделении в окружающую среду саморазлагаются в течение нескольких часов.
Толщина составляющих звена (хвостов)
На этот элемент бензопилы падает основная часть нагрузки. Для измерения толщины соединяющих элементов цепи, входящих в шину, используют штангенциркуль.

Перечислим стандартные показатели:
- 1,1-1,3 мм — чаще встречаются в изделиях для нечастого домашнего применения и щадящего режима работы. Такая толщина хвостиков подходит для небольших нагрузок.
- 1,5 мм — самый распространенный вариант, встречающийся в бытовых пилах, но неподходящий для трудных задач.
- 1,6-2,0 мм — вариант для сложной работы. Такая ширина хвостиков встречается у профессиональных пил, элементы которых выполнены из особой стали.
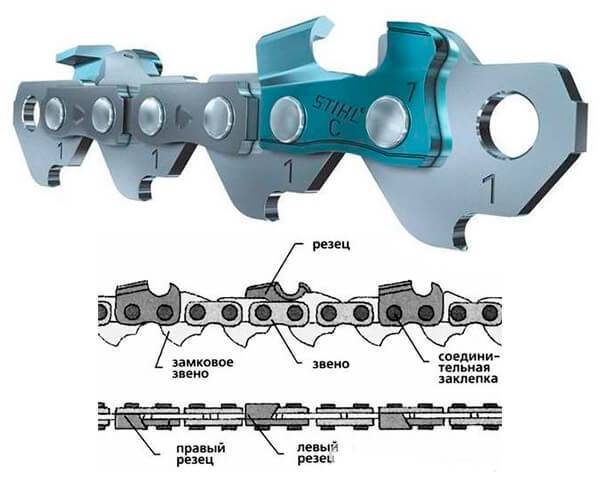
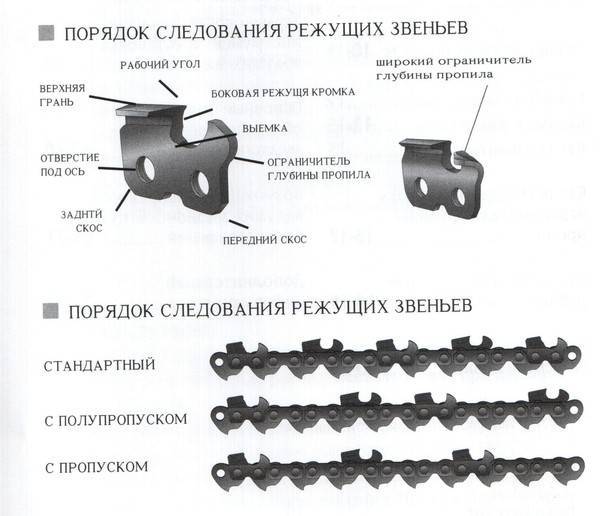
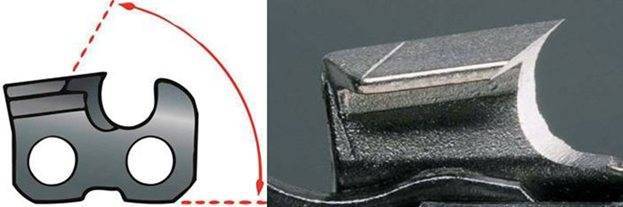
Какая форма зубьев лучше?
Режущие зубцы бензопильных гарнитур также отличаются и формой своего профиля. Здесь ключевым фактором выбора является характер предстоящей работы:
- Для бытового использования, когда требуется максимальная практичность и лёгкость обслуживания, больше подходит цепь с зубьями чипперного профиля, отличающегося округлой, серповидной формой. При использовании такой цепи вы получаете повышенную производительность распиловки, относительную простоту заточки, при которой не требуется скрупулёзно соблюдать углы. В то же время работа с чипперной цепью создаёт повышенную нагрузку на инструмент и несколько снижает качество работы.
- Для профессионального использования предназначена оснастка с чизельным профилем, который внешним видом напоминает цифру 7. Точность реза здесь будет выше, однако в обслуживании такие цепи намного сложнее. При заточке нужно точно выдерживать уголь, а при работе не допускать попадания грязи, которая быстро затупит режущие кромки.
Итак, если для вас главное – производительность, а качество не столь критично, стоит выбирать оснастку с чипперным профилем. Если в приоритете профессионализм и качество работы, то вам подойдёт цепь с зубцами чизельного профиля.
Расчет в Excel профиля звездочки.
Расчет звездочки цепной передачи выполняется по формулам Таблицы 1 и Таблицы 2 ГОСТ 591-69. Расчет некоторых дублирующих размеров я не стал выполнять, а оставшиеся, необходимые для прорисовки профиля параметры, расположил в таблице в порядке выполнения построений.
Программа в MS Excel:
Исходных данных — всего два, по ним автоматически определяются все расчетные параметры. Пользователь вводит число зубьев звездочки и выбирает из выпадающего списка цепь по ГОСТ 13568-97, все остальное происходит автоматически!
Проектировочный расчет в Excel роликовой цепной передачи, определяющий исходные данные для рассматриваемой программы, в подробном изложении найдете здесь.
Формулы:
Формулы в программе, как было замечено выше, расположены не в логической последовательности выполнения вычислений, а в порядке потребности в значениях размеров для выполнения геометрических построений.
9. λ=td1
10. K=f(λ)
при λ≤1,5 K=0,480
при 1,5<λ≤1,6 K=0,532
при 1,6<λ≤1,7 K=0,555
при 1,7<λ≤1,8 K=0,575
при λ>1,8 K=0,565
Последнее значение K явно выбивается из логической цепи чисел, но соответствует ГОСТ 591-69. Ошибка в ГОСТе? Скорее всего — да. (Никто не удосужился за почти 50 лет ее исправить…) Однако, ошибка не критическая. Во многих источниках K=0,5 вне зависимости от значения λ.
11. γ=180/z
12. De=t*(K+1/tg (γ))
13. dд=t/sin(γ)
14. Di=dд-2*r
15. e/2=0,015*t
В точных кинематических реверсивных передачах следует назначить e=0.
16. r=0,5025*d1+0,05
17. α=55-60/z
18. r1=0,8*d1+r
19. β=18-56/z
20. FG=d1*(1,24*sin(φ) — 0,8*sin(β))
21. φ=17-64/z
22. r2=d1*(1,24*cos (φ)+0,8*cos (β) -1,3025) -0,05
23. bn=f (b1)
при n=1 bn=0,93*b1-0,15
при n=2 и n=3 bn=0,90*b1-0,15
при n=4 bn=0,86*b1-0,3
24. Bn=(n-1)*A+bn
25. Dc=t*1/tg (γ) -1,3*h
26. r3=1,7*d1
27. h3=0,8*d1
28. r4=f (t)
при t≤35 r4=1,6
при t>35 r4=2,5
Алгоритм построения профиля зуба:
1. Из центра звездочки проводим вертикальную осевую линию через центр будущей впадины и наклоненную на угол γ осевую линию, которая пройдет через центр зуба.






2. Из того же центра строим три окружности – выступов, с диаметром De; делительную, с диаметром dд; и впадин, с диаметром Di.
3. Чертим осевую линию параллельную вертикальной осевой, отступив от нее на расстояние, равное половине смещения — e/2.
4. Из центра O — пересечения делительного диаметра и смещенной осевой линии — строим дугу с радиусом r и углом α.
5. На продолжении отрезка EO находим точку O1 (EO1=r1) и проводим дугу радиусом r1 на угол β.
6. Из точки F откладываем отрезок FG под углом φ к наклонной осевой, проходящей через центр зуба.
7. На перпендикуляре к отрезку FG, проведенном из точки G, находим центр O2 (GO2=r2) и чертим из точки G дугу радиусом r2 до пересечения с диаметром окружности выступов.
Фронтальный профиль зуба построен. Осталось сделать зеркальную копию профиля вправо от вертикальной оси и размножить по всей окружности.
Построение поперечного профиля зубьев звездочки, думаю, не требует каких-либо дополнительных пояснений
Единственное, на что хотелось бы обратить внимание, это — выполнение диаметра обода Dc. Если его по невнимательности завысить, ролики цепи не «сядут» во впадину, и цепь будет опираться на звездочку торцами боковых пластин… (Недолго будет опираться…)
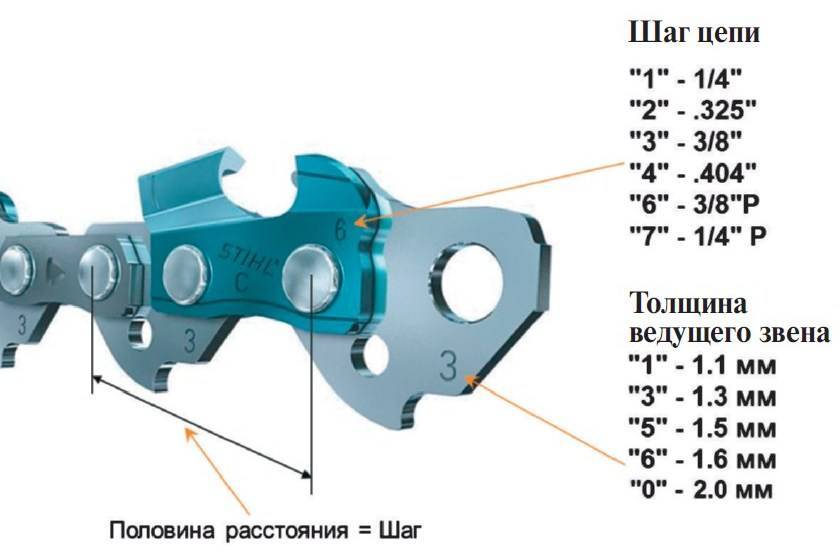
Толщина хвостовика ведущего звена
Наряду с шагом и количеством звеньев, которые определяют длину, есть такой параметр, как толщина цепи. Она также очень важна, потому что соответствие пары «шина — цепь» должно строго коррелироваться. Если хвостовик будет слишком толстым, он будет заклинивать в пазу шины либо вообще туда не поместится. Слишком тонкая цепь будет свободно вибрировать в пазу. Это увеличит риск соскакивания и травматизма. Пытаясь компенсировать колебания, неопытный пользователь перетянет цепь, что приведёт к ускоренному износу пильной гарнитуры.
Легче всего измерить хвостовик штангенциркулем. Однако делать это нужно лишь на мало работавшей цепи — сильно потрёпанные экземпляры вырабатываются и стачиваются, и значение может быть снято неверно. Лучше залезть в интернет и почитать характеристики или проконсультироваться в магазине.
Толщина ведущего звена также давно стандартизирована и представлена следующими значениями
| Ширина, мм | Ширина, дюймы | Маркировка | Область применения |
| 1,1 | 0,043 | 1 | Компактные решения, мини-пилы, одноручные варианты с маломощным двигателем |
| 1,3 | 0,050 | 3 | Большинство бытовых и некоторые полупрофессиональные агрегатов, рассчитанных на длину шины до 40 см и мощностью двигателя до 2,5 лошадиных сил |
| 1,5 | 0,0578 | 5 | Некоторые бытовые и большинство профессиональных пил с двигателем увеличенной мощности и длиной шины 38 — 50 см |
| 1,6 | 0,063 | 6 | Профессиональные инструменты различного назначения и мощности |
| 2,0 | 0,080 | Тяжёлые мощные пилы исключительно для валки леса |
Рекомендации по продлению эксплуатационного ресурса
Примерный срок эксплуатации фирменной шины равняется суммарному ресурсу 3-х качественных пильных цепей, приводная звездочка меняется по состоянию. Специалисты рекомендуют использовать в работе комплект из нескольких цепей.
Основные факторы досрочного выхода шины из строя:
- инициирующее быструю выработку паза и хвостовиков чрезмерное натяжение цепи или несоответствие ее шага характеристикам венца ведущей звездочки;
- приложение значительных усилий при распиловке твердой или мерзлой древесины;
- греется шина и интенсивно изнашивается из-за отсутствия подачи смазки, вследствие неисправности или неправильной регулировки штатного маслонасоса;
- экономия средств на применении некачественного цепного масла или масляных суррогатов типа отработки.
Форсированный расход ресурса пильной гарнитуры имеет место при попадании в нее грунта или песка, работе новой цепи на изношенном венце ведущей звездочки.
Дополнительно: Бензопила MAKITA EA3202S40B, отзывы владельцев
Подготовительные работы
В пакетном варианте изготовления ножа из цепи, изделие подойдёт от различных механизмов: мотоцикла, автомобиля, велосипеда или бензопилы. Определившись со способом изготовления, необходимо подготовить инструмент и материалы:
- наковальня, два молота – большой и малый;
- печь или горн;
- тиски, УШМ с дисками различного назначения;
- тетраборная кислота (бура);
- гидравлический пресс;
- шлифовальный станок;
- сварочный аппарат, стальная цепь;
- пластина высокоуглеродистой стали;
- моторное масло и ёмкость с водой;
- дрель, деревянный брусок, эпоксидный клей;
- малярный скотч, наждачка разного зерна;
- пропитка для рукояти из натуральных масел.

Нож из цепи. Инструменты и материалы носят профессиональный характер. С самого начала озвучивалось – работа для опытных мастеров. Начинающим, не следует пробовать этот материал. Экспериментировать необходимо начинать с простых заготовок.
Инструкция по изготовлению ножа из цепи
Отличительной чертой процесса пакетной ковки, является работа с несколькими пластинами металла. Имея всё необходимое, нужно приступить к первичной проковке клинка:
- Отрезным кругом на УШМ, разрезаем цепь на несколько одинаковых по длине кусков. Сложив их в единую форму, при помощи сварки, «прихватываем» для получения цельной заготовки.
- К получившемуся прямоугольнику приваривается пруток, для удобства удержания. Разогрев печь, укладываем заготовку в неё и греем до 1100-1200 °С.
- Металл, достигнув ярко-красного оттенка, вынимаем и обильно посыпаем бурой. Это позволит надёжнее скрепить куски цепи между собой и избавиться от пустот в звеньях. Отправляем в печь для дальнейшего разогрева.
- Вынимаем в очередной раз, посыпаем бурой и быстро перемещаемся к прессу. При его помощи постепенно сжимаем заготовку со всех сторон. Следим за температурой, деталь остыла – опять в печь. Процесс, проделанный прессом, поможет избавиться от пустот в заготовке и сварить её кузнечной сваркой в монолит.
- Убедившись в достаточном сваривании, большим молотом расплющиваем заготовку в одну пластину. Остужаем изделие на воздухе, отрезаем с помощью УШМ пруток. И этим же инструментом располовиниваем пластину.
- Промеж получившихся половинок прокладываем углеродистую сталь, просыпав слои бурой. Аккуратно «прихватываем» сваркой, пруток возвращаем на место. Помещаем в печь, и греем до ярко-красного оттенка. Вынув пластины, проковываем большим молотом. Пластины должны свариться между собой ковочным методом.

Ножи из цепи бензопилы.
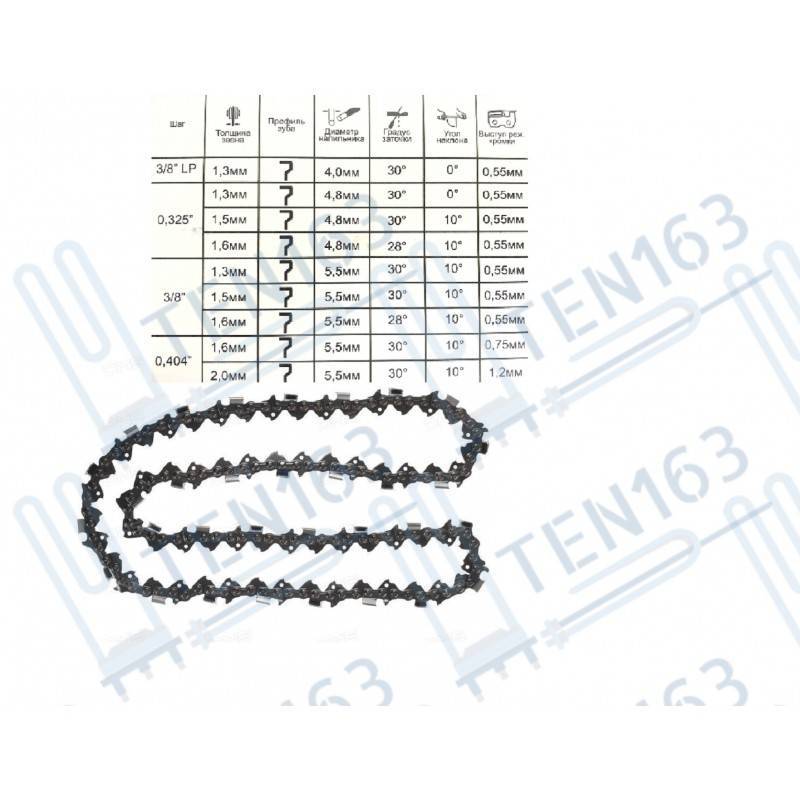
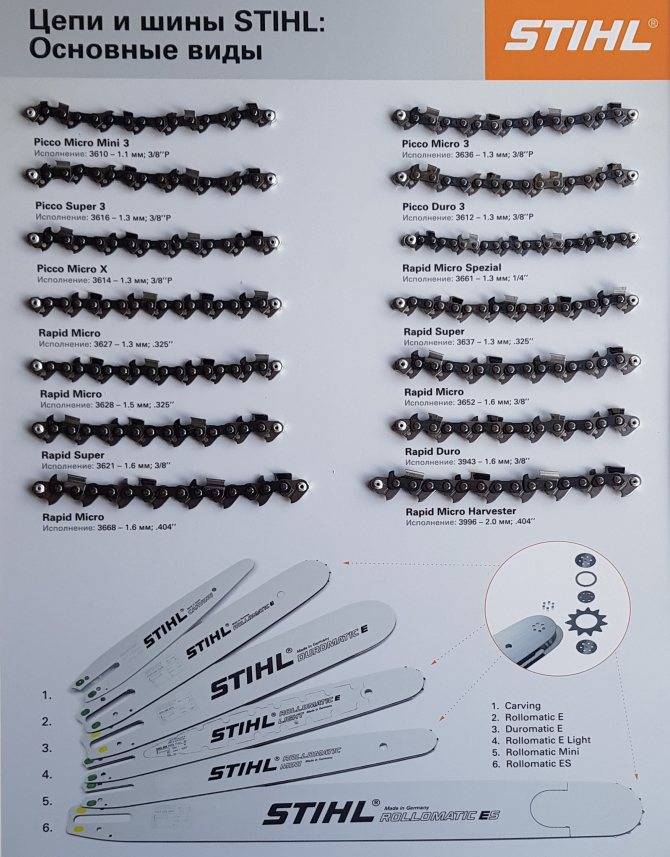
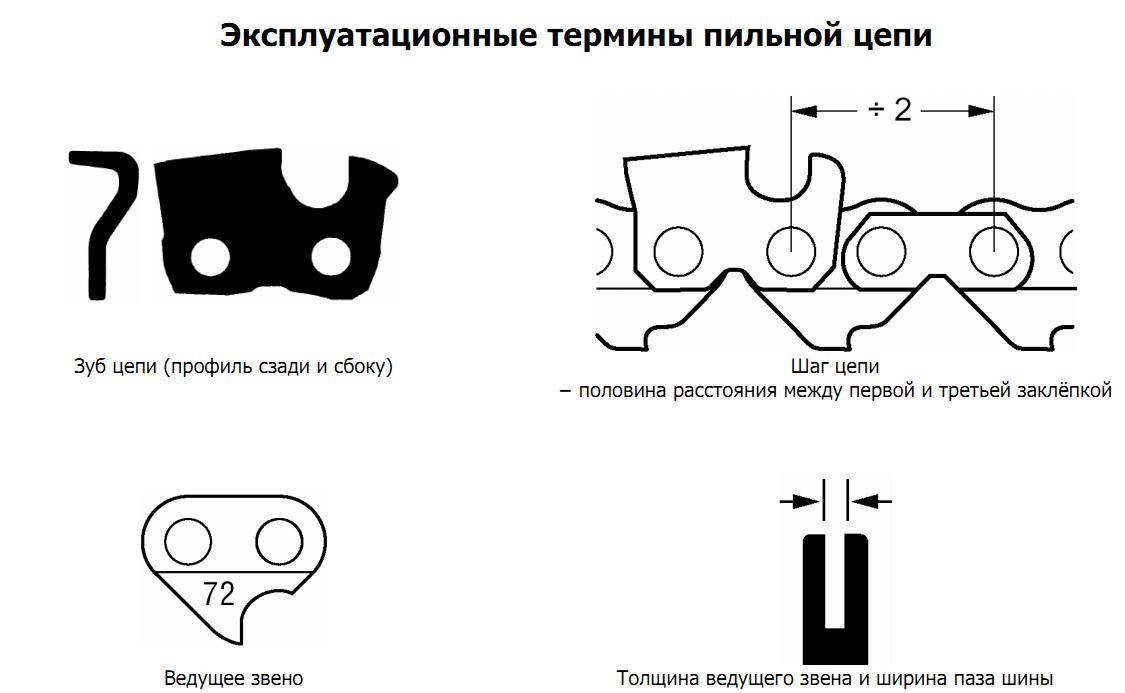
Параметры пильной цепи
Цепи для бензопил принято разделять по следующим параметрам:
- Шаг или расстояние между соседними тремя заклепками.
- Ширина посадочного звена.
- Количество звеньев.
- Вид режущих зубьев.
Параметры гарнитуры сочетают в себе различные комбинации, от чего зависят конечные результаты, качество и скорость реза.
Например, гарнитура может иметь такие параметры: шаг 3/8, длину 52 звена, ширину паза 1,3 мм, вид режущего зуба чиппер. Опытный специалист, оценив данные, скажет, что она предназначена для продольного реза и имеет средние показатели производительности и отдачи. Цепи такого типа могут устанавливаться на бензопилы бытового назначения, т.к. они более универсальные.







Давайте разберемся, почему он делает такие выводы.
И последнее, что дает основание отнести гарнитуру к среднему классу производительности, это ширина посадочного паза. В основном встречается три варианта ширины, это: 1,1 мм, 1,3 и 1,5.
Ширина паза прямо пропорциональна ширине пропила и зависит от размеров зуба. Чем ширина паза больше, тем шире рез и наоборот. Цепи с минимальным показателем ширины отличаются низкой отдачей и скоростью реза. В основном, такие устанавливаются на бензиновых высоторезах и цепных пилах малой мощности.
Гарнитура с посадочным 1,3 мм может устанавливаться как на бытовых, так и на полупрофессиональных и профессиональных бензопилах, шаг цепи при этом может быть разный.
Ширина 1,5 мм ранее применялась только на цепях для профессионального использования. В последнее время, в связи с тем, что рынок заполонили мощные и доступные бензопилы китайского производства, такие цепи стали использоваться и на них.
Ширина 1,6 мм и 2 мм. применяется исключительно на профессиональных и промышленных пилах.
Виды цепей для бензопилы
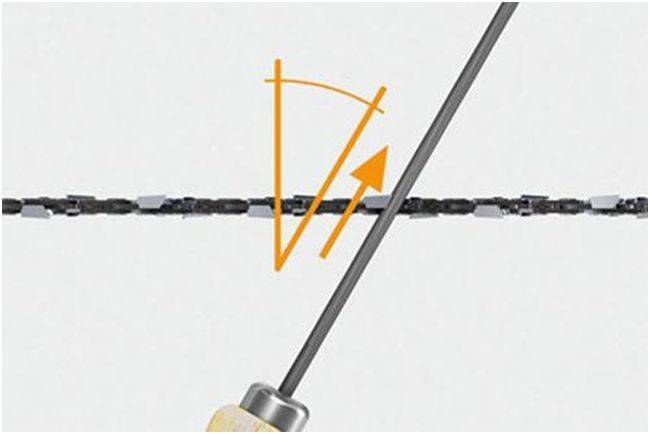
Те, кто сталкивался с распиловкой древесины, знают, что пилить ее можно либо вдоль волокон, либо – поперек. Исходя из этого, выпускаются разные виды цепей для бензопил: для поперечного либо продольного разрезания древесины. В обоих случаях разница сопротивления материала будет существенно отличаться. Для продольного пиления зубья затачиваются под углом от 5 до 15°. Поперечный распил требует заточки инструмента под углом 25-35°. На рисунке ниже показано, как определяется угол заточки зубьев.
Цепи для продольного пиления используются крайне редко, ведь намного проще распустить заготовку на циркулярке. По причине низкого спроса производители данного инструмента особо не занимаются его усовершенствованием, и найти в продаже цепь для продольного пиления довольно сложно. Большинство покупателей бензопил выбирают инструмент с поперечным типом реза, и он является самым востребованным как среди профессионалов, так и среди домашних мастеров. Но, перед тем, как выбрать цепь для бензопилы, следует изучить основные параметры, влияющие на производительность и качество работы инструмента.
Разновидности и основные различия
Цепь с направляющей шиной – это сменное оборудование, а значит, например, решая, какая цепь для бензопилы штиль бюджетного класса лучше, можно рассматривать и резные элементы другого класса. Другими словами, владельцы бюджетных бензиновых цепных пил могут выбрать на свой инструмент долговечный пильный комплект, более износостойкий.

Пытаясь разобраться, какие цепи лучше для бензопилы, можно ориентироваться на отзывы владельцев разных силовых агрегатов. Можно поступить и иначе, обратившись к специалистам за профессиональной консультацией. Реально сделать верный выбор, ориентируясь на рейтинг и характеристики сменного оборудования. Чтобы подобрать идеальные комплектующие, которые не снижают производительность инструмента и становится причиной его неисправностей, учитывайте ряд критериев, по ним резной элемент отличается:
- качество материала, из которого изготовлена цепь;
- длина цепи;
- шаг цепи;
- толщина сменной гарнитуры;
- особенности паза;
- особенности звеньев (всего выделяют два типа).
По ряду характеристик фирменные и бюджетные цепи отличаются существенно. Тем не менее некоторым операторам достаточно мощных бюджетных бензиновых пил удается совмещать агрегат с совершенной пильной гарнитурой, выпущенной компаниями Орегон, Хускварна, Штиль. Если верить неофициальным данным, в последнее время на лидерские позиции в рейтингах потребительского спроса на такую продукцию, вышли модели компании Хаммер, а также Power Sharp.

Чем выше ценовой диапазон, тем больше вероятность, что фирменная цепь компенсирует технические несовершенства инструмента за счет улучшения результатов работы даже при выполнении сложных распиловочных работ, за счет увеличенного ремонтного ресурса, за счет стабильности ряда эксплуатационных характеристик.
Приготовление топливной смеси для цепной пилы.
Поскольку на большинство цепных пил, доступных потребителю, производитель ставит двухтактные моторы, не предусматривающие отдельной смазки трущихся деталей, очень важно при обкатке приготовить правильную топливную смесь. Готовится она из бензина и двухтактного моторного масла в определенной пропорции, рекомендуемой заводом изготовителем бензопилы
Какой бензин брать для топливной смеси?
За основу берется бензин с октановым числом не менее 90. Для России, Беларуси, Казахстана и других стран СНГ оптимальным вариантом топлива будет марка АИ-92. Избегайте применения сомнительных видов топлива, а так же использования каких либо присадок, повышающих октановое число. Со временем присадки теряют свои свойства, а бензин становится низкомарочным.
Использование топлива с низким октановым числом при обкатке и эксплуатации цепной бензопилы вызывает неравномерную работу двигателя и его постукивание. При этом наблюдается повышение температуры мотора и увеличение нагрузки на коренные подшипники. Мнимая экономия чаще всего приводит к выходу из строя цилиндро-поршневой группы, требующей существенных средств для ее восстановления.
Часто у новоиспеченных владельцев бензопил возникает вопрос, какой бензин лить в бак инструмента: этилированный или неэтилированный? Этилированное топливо применяется для пуска двигателя без катализатора. Если же Ваша пила с катализатором (зеленая крышка бензобака), то используйте неэтилированный вид топлива.
Какое масло использовать в топливной смеси, и в каких пропорциях?
Как для обкатки, так и для постоянной эксплуатации бензопилы используется двухтактное моторное масло. Если не хотите рисковать и экспериментировать, то приобретайте смазку рекомендуемую производителями инструмента. Как правило, для них ГСМ изготавливают под заказ крупные компании. Это позволяет производителю цепных пил и прочего бензоинструмента гарантировать надлежащий пуск и безотказную работу своих изделий.
Поскольку фирменные масла для бензопил Husqvarna, Stihl, Partner, Oregon, Jonseredразливают из одной бочки, то обкатать инструмент можно любом из указанных
При этом очень важно учитывать рекомендации как на инструкциях к маслам, так и рекомендации производителей цепных пил. Используя фирменные ГСМ, при приготовлении топливной смеси, придерживайтесь инструкции по эксплуатации бензоинструмента
| Рекомендуемые пропорции ГСМ при приготовлении топлива | |||
|---|---|---|---|
| Обкатываемая бензопила | Пропорция | Бензин, (литры) | Масло, (литры) |
| Husqvarna до 1,5 кВт | 1:40 | 1 | 0,025 |
| Husqvarna свыше 1,5 кВт | 1:50 | 1 | 0,020 |
| Stihl до 1,5 кВт | 1:40 | 1 | 0,025 |
| Stihl свыше 1,5 кВт | 1:50 | 1 | 0,020 |
| Partner | 1:40 | 1 | 0,025 |
| Partner | 1:33 | 1 | 0,030 |
В случае отсутствия фирменных масел обкатывать новую бензопилу можно используя смазочные материалы сторонних производителей класса JASOFB или ISOEGB. Согласно инструкции соотношение компонентов берется из расчета 1:33. При этом производитель инструмента не рекомендует брать четырехтактные моторные масла и двухтактные для лодочных моторов с водяным охлаждением, маркируемые как TCW.







Готовить топливную смесь для обкатываемой бензопилы следует в чистой емкости, предназначенной для хранения ГСМ.
- Отлейте в тару половинную порцию необходимого бензина;
- Добавьте требуемое количество масла;
- Аккуратно смешайте компоненты;
- Влейте оставшийся бензин и перемешайте.
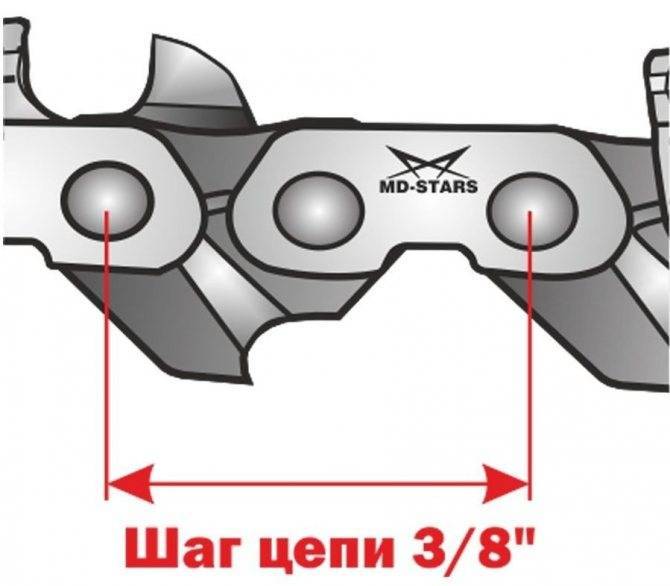
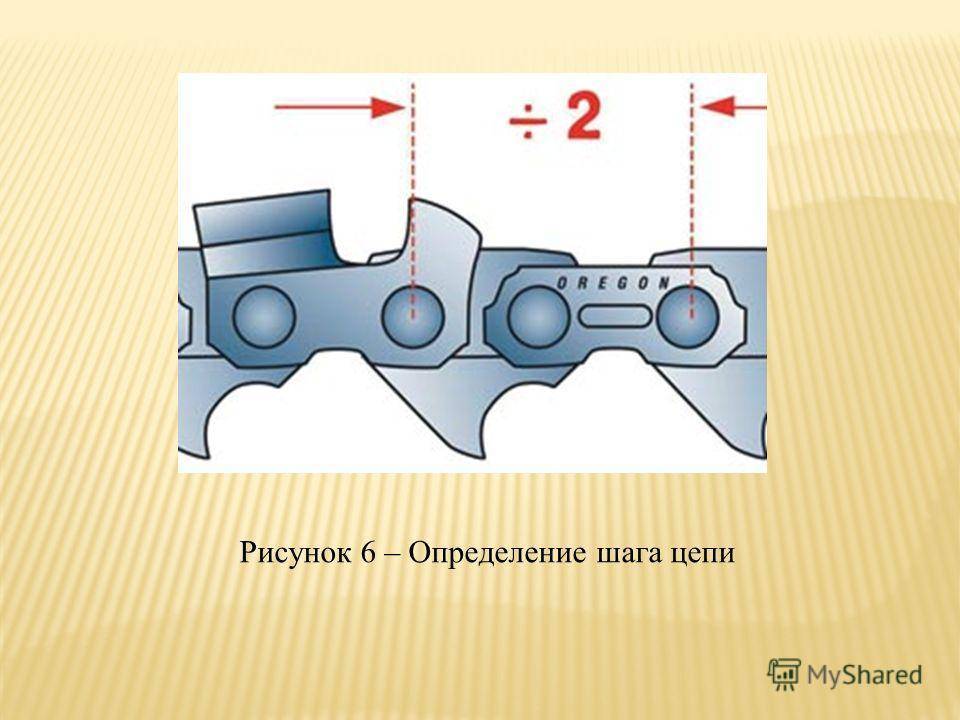
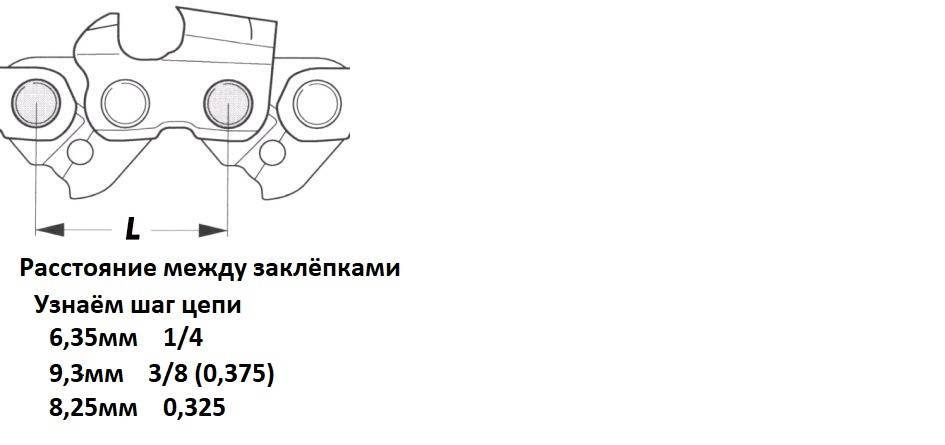
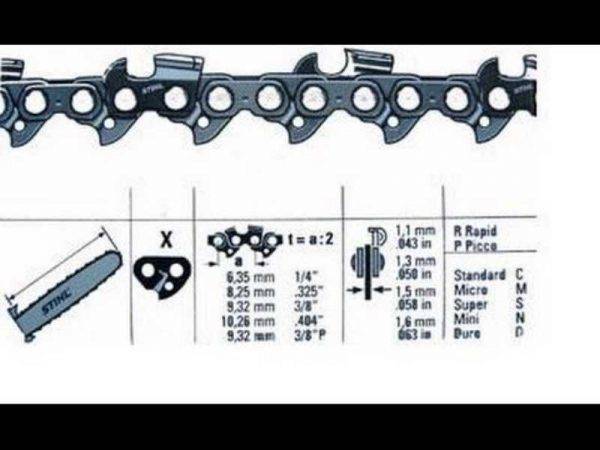
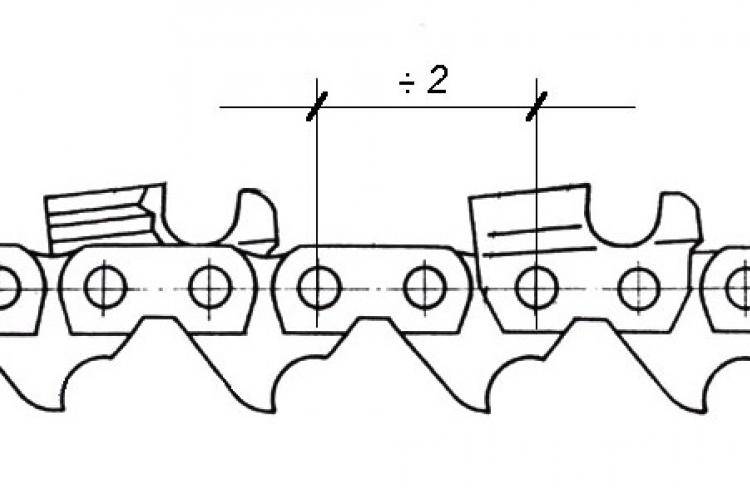
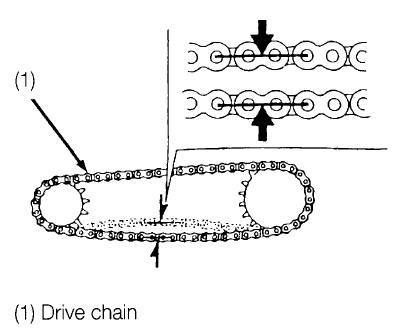
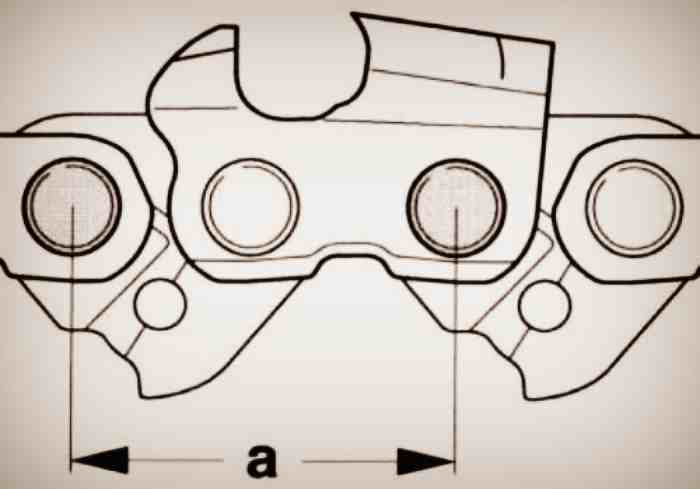
Шаг и его размеры
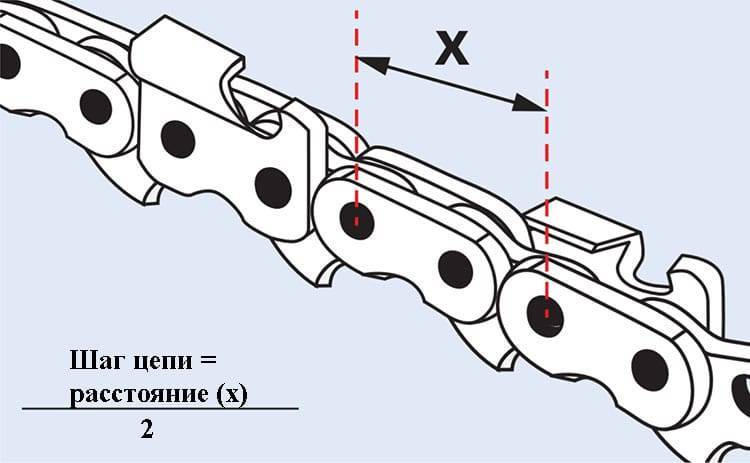
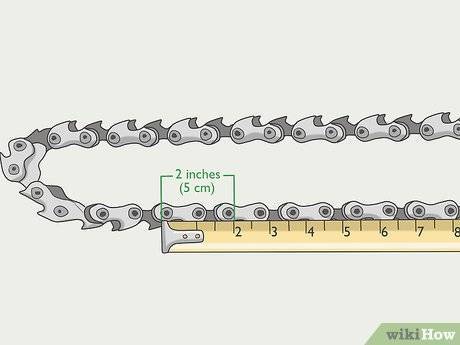
Шаг – это промежуточное расстояние между тремя заклёпками, которые располагаются рядом. Для правильного вычисления шага цепи следует произвести замер расстояния между осями трёх заклёпок, размещённых вблизи друг друга. В виде формулы это выглядит следующим образом:
L=S/2
Где, L – это величины длины шага, которая в бензопилах характеризует степень удалённости двух зубьев по отношению друг к другу;
S – значение промежутка между двумя крайними заклёпками из трёх.
Величина шага может быть также равна длине расстояния между двумя соседними хвостовиками.
Закономерность: чем больше будет расстояние между режущими зубцами, тем глубже они будут входить в распиливаемый материал
Путём увеличения размера шага цепи становится возможным повышение производительности бензопилы. Однако, в подобном случае изменяется степень прилагаемого усилия для осуществления вращения приводной звёздочки. И чем выше шаг цепи, тем большей должна быть мощность двигателей и больше физических сил затрачивается для её протяжки при распиловке материалов.
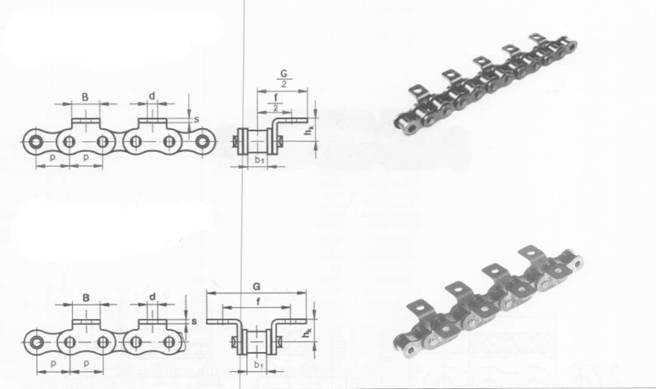
Цепи приводные роликовые
Цепи приводные роликовые предназначены для силовых механических передач разнообразных машин и механизмов. Из всех приводных цепей получили наибольшее распространение. Существует три основных стандарта, регламентирующих параметры приводных роликовых цепей – ГОСТ 13568-97, принятый в России; ISO/R 606, британский стандарт, принятый в европейских странах, и ANSI B29.1М, принятый в США. Цепи данного вида могут быть изготовлены разборными, с прямым и изогнутым контуром пластин, а также с различными видами антикоррозионных покрытий. Размеры роликовых цепей имеют полные аналоги среди цепей американского и британского стандартов.
перейти в раздел Техподдержка
Нормативные документы: ГОСТ 13568-97 Цепи приводные роликовые и втулочные. Международные стандарты: ISO/R 606, ANSI B29.1М.
Цепи приводные роликовые четырехрядные ГОСТ 13568-97 (4ПР)
Наименование приводной роликовой цепи 4ПР Обозначение цепи Шаг цепи Диаметр ролика цепи Ширина между внутренними пластинами Диаметр валика цепи Длина валика цепи Ширина внутренней пластины Разрушающая нагрузка цепи Вес одного метра цепи ISO 606 ANSI B29.1M P d1 b1 d2 Lc h2 g мм кН/кгс кг/м
| 4ПР-19,05-128 | 12A-4 | 60-4 | 19,05 | 11,91 | 12,7 | 5,94 | 101,9 | 18,2 | 128/12800 | 5,75 |
| 4ПР-19,05-155 | — | — | 19,05 | 11,91 | 12,7 | 5,94 | 101,9 | 18,2 | 155/15500 | 6,80 |
| 4ПР-25,4-228 | 16A-4 | 80-4 | 25,40 | 15,88 | 15,88 | 7,92 | 129,9 | 24,2 | 228/22800 | 10,90 |
| 4ПР-31,75-355 | 20A-4 | 100-4 | 31,75 | 19,05 | 19,05 | 9,53 | 157,5 | 30,2 | 355/35500 | 14,70 |
| 4ПР-38,1-508 | 24A-4 | 120-4 | 38,10 | 22,23 | 25,4 | 11,1 | 197,1 | 36,2 | 508/50800 | 22,00 |
| 4ПР-50,8-900 | 32A-4 | 160-4 | 50,80 | 28,58 | 31,75 | 14,27 | 252,3 | 48,3 | 900/90000 | 38,00 |
Пример условного обозначения цепи:4ПР-50,8-900 4 — рядность цепи ГОСТ 13568-97 ПР — приводная роликовая 50,8 — шаг цепи в мм 900 — разрушающая нагрузка в кН
Пример условного обозначения комплектующих изделий: С- 4ПР — 50,8 — 900 — звено соединительное к цепи П- 4ПР — 50,8 — 900- звено переходное к цепи П2- 4ПР — 50,8 — 900- звено двойное переходное к цепи
READ Как Развести Бензин Для Бензопилы Partner
в начало страницы