

Геометрия и части сверла
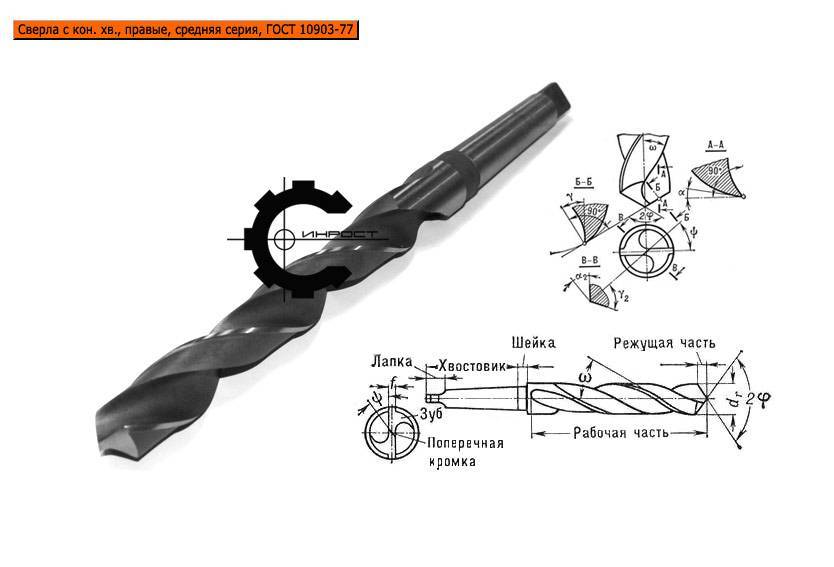
Перед выяснением, как заточить сверло по металлу, необходимо разобраться с устройством и геометрией данного инструмента. Составные элементы конструкции показаны на рисунке ниже.
На картинке нужно найти следующие части, которые пригодятся в дальнейшем:
Режущие кромки, именно они снимают стружку с металла при работе.
Перемычка.
Задние поверхности (затылок).
Канавки для эвакуации стружки.
Спинки.
Ленточки.
Хвостовик.
При заострении обрабатываются задние поверхности и перемычка. Режущая кромка образуется плоскостью канавки и затылка. Именно задняя поверхность обрабатывается при заострении инструмента. Форма затылка, в частности более низкое положение относительно режущей кромки, необходима, чтобы кромка при сверлении находилась выше задней поверхности. Это требуется для снижения трения при работе и передаче всего давления на режущую кромку.
Кривизну и наклон режущей кромки необходимо определять специальным шаблоном, примеряя его к центру сверла. Главный параметр инструмента – угол при вершине, который образуется режущими кромками. Именно он определяет, какой металл можно сверлить бором.
Градусы для просверливаемых предметов такие:
сталь – 140;
нержавейка – 135-140;
для толстых листов – 130;
для чугуна делается 2 угла: основной – 118, дополнительный – 90;
алюминий, бронза и другие металлы средней твёрдости – 118;
медь и прочие мягкие металлы – 100.
Также следует контролировать работу с помощью угла, который образуется режущей кромкой и осью инструмента. Для его измерения нужно наложить шаблон на боковую поверхность сверла. Здесь обязана находиться половина от угла при вершине. Такой способ измерения даёт гарантию, что сверло станет симметричным.
Важно! Симметричность сверла гораздо важнее соответствия угла при вершине. Так как именно кромка срезает полоски с металла, то для заточки потребуется придать этой части достаточную остроту, удалив все сколы и неровности
Для этого обрабатывается затылочная часть сверла, которая вместе с канавкой и задаёт угол
Так как именно кромка срезает полоски с металла, то для заточки потребуется придать этой части достаточную остроту, удалив все сколы и неровности. Для этого обрабатывается затылочная часть сверла, которая вместе с канавкой и задаёт угол.
Сверла по металлу бывают разных видов, все они используются в определённых случаях:
Винтовой или спиральный тип.
Наиболее распространённый вид, часто с ним работают в быту. Подходит для создания отверстий в большинстве ситуаций, простой в эксплуатации и заточке.







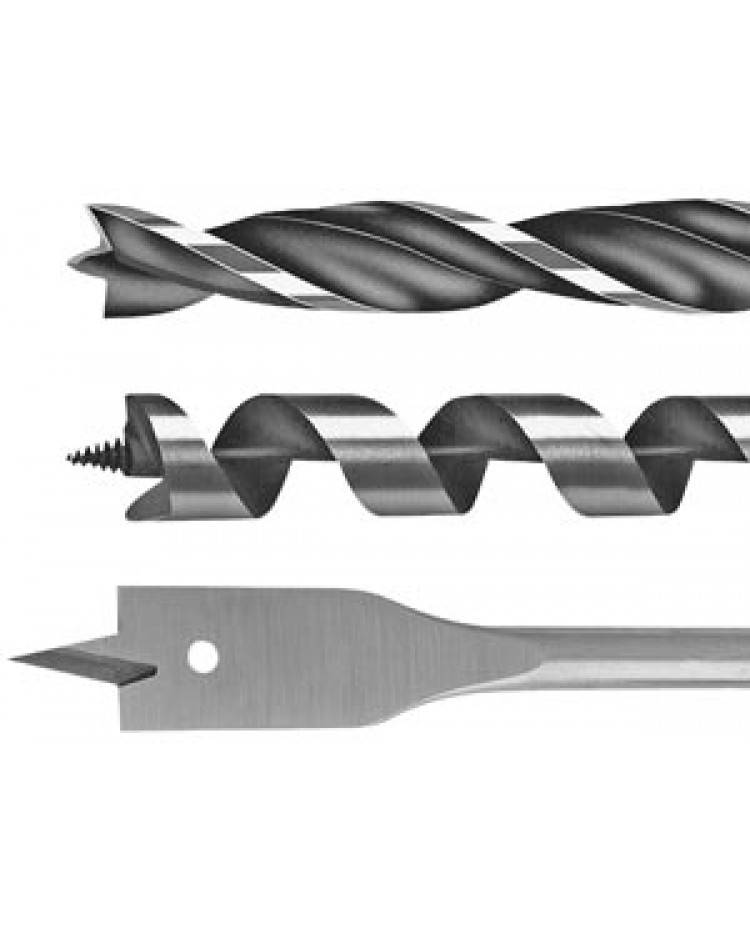


Плоский тип или перо.
Назван так из-за того, что рабочее лезвие имеет вид лопатки. Применяется для формирования глубоких отверстий широкого диаметра.
Односторонний тип.
Используется в тех случаях, когда нужно сделать отверстие с очень точным диаметром. Расположение режущей кромки с одной стороны позволяет это сделать.
Охлаждающийся тип.
Инструмент, внутри которого имеются каналы для охлаждающей жидкости. Используются при длительном сверлении твёрдых металлов, когда есть риск перегрева.
Коронка.
Сверло имеет вид полой шайбы или кольца. Режущая часть часто зазубренная, из-за чего наконечник именуется коронкой. Используется, когда нужно сделать широкое отверстие.
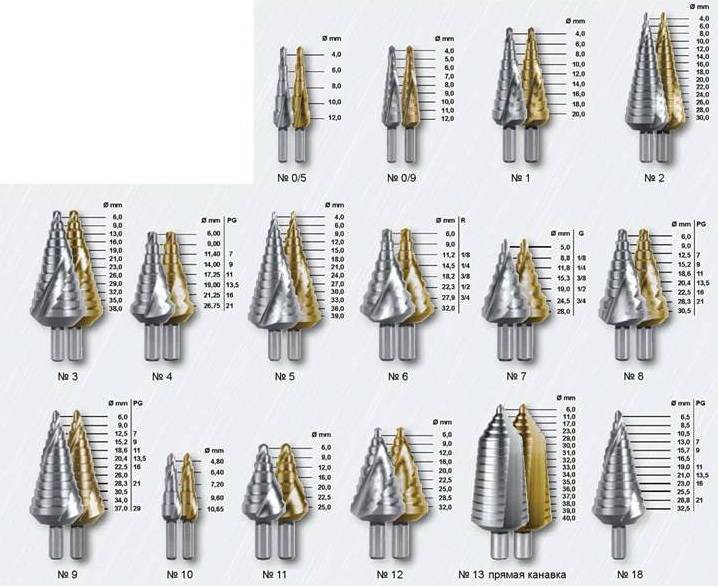
Конусный тип.
Благодаря форме сверло легко центрируется при работе. К тому же один инструмент может делать разные по величине отверстия.
Осталось затронуть тему шаблонов. Простейший шаблон можно сделать самостоятельно из мягкого металла. Для этого достаточно в листе вырезать треугольные впадины с ровным градусом. Обычно это 116-118о (можно округлить до 120о) и 58-59о (или 60о). Первый нужен для проверки угла при вершине, второй – для контроля угла, который задаётся задней поверхностью и канавкой.
Схема простейшего шаблона представлена ниже:
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
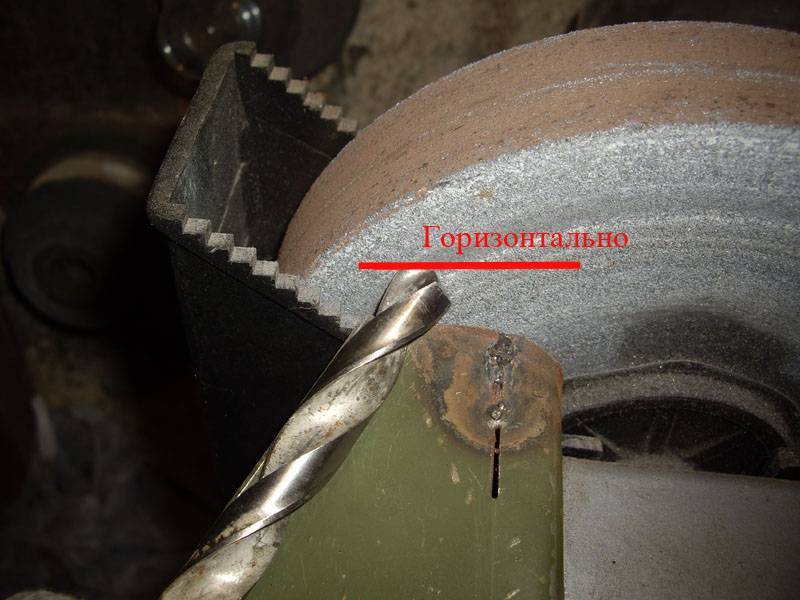
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
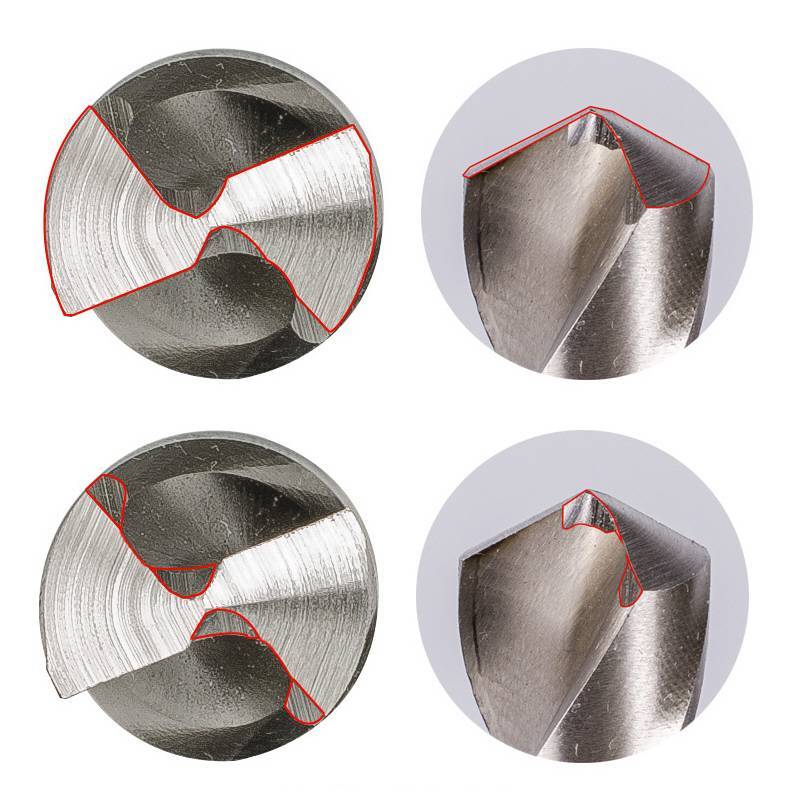
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:










Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Особенности заточки различных видов свёрл
Сверло по металлу может быть победитовым, спиральным и ступенчатым. К заточке каждого предъявляются определённые требования. Но перед тем как выяснять, каким образом можно вернуть сверлу потерянные со временем свойства, следует осмотреть его и испытать в работе. Это позволит понять, действительно ли изделие нуждается в шлифовке. Признаками тупого режущего инструмента считаются его сильный нагрев, громкие звуки, раздающиеся во время его применения, и некачественное сверление. Правда, прибегать к заточке разумно не всегда. Сверло, длина режущей поверхности которого составляет более 1 см, лучше выбросить.
Как отшлифовать победитовое сверло?
Чтобы победитовое изделие для создания отверстий в металле снова хорошо вгрызалось в материал, требуется вооружиться не только инструментом для заточки, но и охлаждающей жидкостью. Простым наждачным камнем заточить сверло этого типа не выйдет, придётся вооружиться электрическим точилом.
Чтобы режущий инструмент стал сверлить металл так же эффективно, как раньше, на приспособлении, используемом для его заточки, следует уменьшить количество оборотов в секунду. Дело в том, что чем выше прочность материала, тем ниже должна быть скорость его обработки.
Победитовое сверло полагается шлифовать короткими касаниями к точилу. Процесс заточки этого изделия требует повышенного внимания, ведь кромки победитового сверла заостряются довольно быстро. Каждая режущая сторона инструмента должна быть заточена так, чтобы соответствовать по своим размерам другой стороне. Если это правило будет нарушено, то центр оси вращения сместится, и сверло будет проделывать в металле чересчур большие и кривые по краям дырочки.
Во время шлифовки режущего инструмента важно держать под контролем соотношение заднего и переднего углов режущей кромки. Необходимо смотреть и за тем, чтобы сверло не становилось горячим, поскольку это может привести к появлению трещин и сколов
Если вдруг изделие, обрабатываемое точилом или другим приспособлением, нагреется, то его необходимо опускать в специальную жидкость или простую воду. Но, видя, что наконечник покраснел и накалился, не стоит сразу охлаждать его, дабы не допустить повреждения. До погружения в воду сверло должно остыть под воздействием воздуха.
Каким образом затачивать спиральное изделие?
Чтобы вернуть остроту сверлу в виде спирали, нужно отшлифовать его задние грани. Во время этого процесса следует следить за тем, затачивается ли одно перо сверла так же, как другое. Делать это без специального агрегата очень сложно, тем более тому, кто не имеет опыта в заточке свёрл по металлу.
При заточке спирального сверла собственноручно вряд ли получится придать идеально правильную форму задним граням и заданному заднему углу. Поэтому шлифовать подобное изделие разумнее на специальном станке или приспособлении. Лишь бы в хозяйстве было обычное зубило, а у мужчины, которому требуется обработать затупившееся спиральное сверло, имелся опыт заточки режущих инструментов.
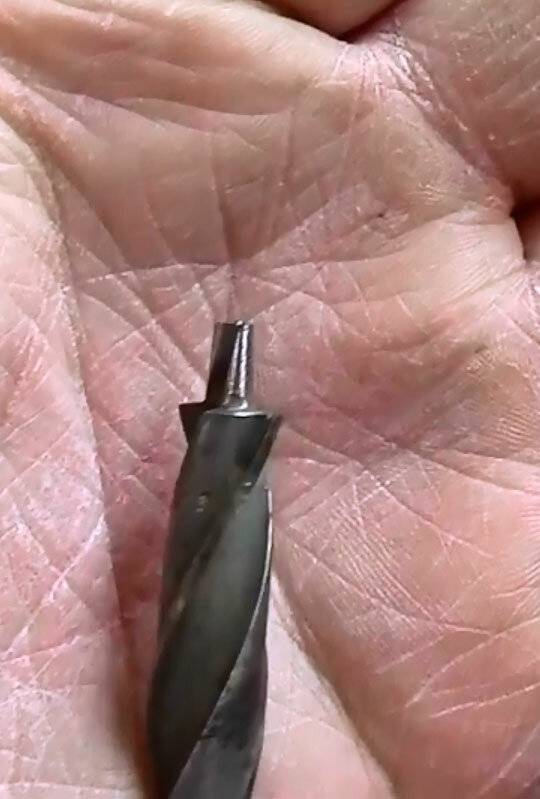
Как правильно обработать ступенчатое сверло?
Режущий инструмент по металлу, имеющий вид ступенек, затачивать в несколько раз труднее, чем спиральное сверло. Изделию с прямой канавкой для выведения стружки следует возвращать потерянную остроту по определённой схеме. По режущим краям ступенек со стороны жёлоба полагается проводить диском, совершая лёгкие касания.
При обработке ступенчатого сверла нельзя смещать угол, образующийся между поверхностью сзади ступеньки и канавкой. Ещё больше нюансов заточки у изделия, жёлоб которого спиральный. Технология его обработки ничем не отличается, но требует предельной аккуратности и большого опыта в шлифовке свёрл.
Подготовка к работе
Необязательно быть профессионалом, чтобы знать, как затачивать сверла по металлу. Для этого требуется острое приспособление, которое поможет поддерживать его в оптимальном для работы состоянии.
Поскольку проводить заточку устройства для металла приходится регулярно, если вы часто работаете с этим инструментом, некоторые предпочитают купить уже готовый станок для заточки, а не собирать его своими руками.
Видео:
Самое эффективное приспособление для заточки корончатых сверл – станок, на котором установлен точильный камень.
Пользоваться им очень просто, и вам не понадобится сложных инструкций, чтобы приступить к работе.
Впрочем, некоторые нюансы того, как проводится заточка, перед началом процесса желательно знать: инструмент обрабатывают сзади по граням, при этом наиболее важную роль занимает угол, под которым располагается инструмент, когда подается к станку.
Во время заточки наибольшее внимание нужно уделить кромке, которая составляет режущую часть устройства – именно она должна быть наиболее острой, поскольку вступает во взаимодействие с металлическими деталями: винтами, перемычками и т.д. Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками. Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками
Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками.
После этого нужно собрать необходимые инструменты, которые понадобятся вам, чтобы сделать точильный станок. Сделать его из подручных средств не удастся – придется посетить строительный магазин.








В первую очередь, вам понадобятся специальные круги, которые нужны для заточки.
На само приспособление нужно будет установить только один круг, но они довольно быстро приходят в негодность, поэтому рекомендуется покупать сразу несколько деталей, чтобы потом не тратить много времени на их замену.
Особенно это актуально, если вы используете инструмент постоянно – тогда затачивать его придется часто. Приобретенный круг устанавливается на вращающийся вал.
Видео:
Помимо этих деталей, вам будет нужна жидкость для охлаждения – ею может быть вода или машинное масло. Также вам нужна емкость, в которую будет залита жидкость.
Если вы делаете все своими руками, то про жидкость нужно обязательно помнить, ведь во время процесса заточки инструмент сильно накаляется.
Если вы не сможете его охладить, то его свойства ухудшатся, и с каждым разом оно будет все быстрее выходить из строя.
Самодельный станок для корончатых инструментов должен иметь правильный угол, и это самая сложная часть в создании устройства своими руками.
Чтобы сделать угол верным, нужно произвести непростые расчеты, поэтому часто потребители решают приобрести уже готовый инструмент для заточки, чтобы сэкономить время и силы.
Самый важный угол находится спереди, он определяется, исходя из главной секущей плоскости.
Задний угол имеет параметры, аналогичные переднему, но в соответствии с задней плоскостью.
Для того чтобы определить, как располагается верхний угол, нужно посмотреть на устройство с боковой позиции: в правильном положении он располагается между первой и второй кромкой.
Обычно первый угол должен иметь наклон около 20 градусов, а задний – 10. Верхний угол имеет всегда одно и то же значение на всех устройствах: 118 градусов.
Перед работой нужно подготовить перчатки и очки, поскольку эта работа может быть травмоопасной.
Если у вас мало опыта в создании подобных станков своими руками, то следите внимательнее за тем, как расположен круг, ведь если его угол подачи будет неверным, то круг просто вырвется из рук.
Посмотрите видео о том, как собирать аппарат для заточки – оно очень поможет, если у вас мало опыта.
Рекомендации
Обычные свёрла подтачиваются своими руками на простом точиле, пильном станке с большим шлифдиском, болгарке или дрели с насадкой. Но для корончатых может потребоваться особый станок. Дело в том, что коронка обладает осью – основным сверлом, представляющим собой обычное изделие. И если оно точится по-простому, то зубчатая, похожая на пилу кромка коронки потребует станочных условий. То же самое справедливо и для конусно-ступенчатых буров.

В худшем случае из-за интоксикации ржавеющей в солёной среде глаза сталью человек запросто его потеряет. Будьте осторожны, не сверлите «в потолок» без каски – падающая стружка также попадает в незащищённые глаза.
Подбирайте верный угол подточки. Слишком «пологое» сверло не просверлит сталь, слишком «крутое» – дерево, алюминий, бронзу, магний, пластик. Неправильно подобранный угол либо заставит сверло вилять, и отверстие сместится, либо оно заклинит и сломается.
Не сверлите обычной быстрорежущей сталью стекло, керамогранит, гранит, керамику, высокопрочную глину. Для этих материалов есть так называемый победит. Победитовый сплав значительно превосходит быстрорежущую сталь по прочности. Не пытайтесь просверлить закалённое стекло – оно тут же рассыплется.
Не точите победитовые свёрла простыми наждаками и каменно-остеклованными кругами – для этих изделий есть алмаз, вроде тех кругов, которыми режут камень, кирпич и калёную сталь. Обтачивайте победитовые свёрла на малых оборотах.

Не перегревайте сверло при обточке – перегретая сталь испытает отпуск и станет заметно хуже. Она уже не будет ни калёной, ни быстрорежущей (инструментальной).










Не охлаждайте раскалённое докрасна точёное сверло в воде или иных холодных жидкостях – от резкого охлаждения оно пронизывается микротрещинами. При первой же попытке просверлить заготовку изделие тут же сломается.
Не отклоняйте сверло при обточке. Малейший уход – хотя бы на градус – приведёт к неравномерному обтачиванию, возникнет вибрация, ломающая сам бур и расшатывающая редуктор и двигатель дрели.

Длина рабочей части не должна быть менее сантиметра. Если сверло сломалось пополам, и часть режущей области выброшена, то не обтачивайте свёрла, чья рабочая часть составляет теперь менее сантиметра.
Буры с напайкой твёрдого сплава (например, с победитовым наконечником, алмазным напылением) точатся теми же средствами, что и цельноизготовленные буры из тех же материалов.
Как легко заточить сверло, смотрите далее.
Преимущества использования специальных приспособлений
Огромным преимуществом использования шлифовальных станков, снаряженных особыми устройствами, будет то, что движение обрабатываемого на их инструмента обеспечивается приводом, присоединенным к электродвигателю. Структурная схема такового поводу включая подшипниковый узел и вал. В конце последнего закрепляется сверло, которое нужно заточить.
До процедуры инструмент закрепляют на устройстве под необходимыми углами заточки. После того, как сверло по металлу закреплено на подвижном колонке крепления, он сам встает к вращающемуся шлифовального круга. Таким макаром, все углы, которые нужно сформировать на стороне режущей части, автоматом поддерживаются в процессе заточки. Посреди главных недочетов такового станка для заточки сверла обычно отмечаются его огромные габариты.
Станок для заточки сверла
Если вы ищете ответ на вопрос, как верно заточить сверло для металла, не выполняя сложных манипуляций с инвентарем, который обрабатывается, можно посоветовать более малогабаритные устройства. Одним из таких устройств является упаковочная машина. Он устанавливается на шпинделе обыкновенной электронной дрели, с которой во вращение приводится главный рабочий элемент, шлифовальный круг. Один конец такового устройства обустроен специальной муфтой, соединяющей устройство с вращающимся шпинделем электронной дрели, а 2-ой. Крышкой с отверстиями различного поперечника, в которую вставляются рабочие части заточенных железных сверл.
Сверло для заточки сверл «Спарта»
Обучить кого-либо воспользоваться этим инвентарем до боли просто, что позволяет стремительно затачивать сверло в домашних критериях. В то же время, вы сможете даже не демонстрировать таковой процесс в прямом эфире либо в прямом эфире, все понятно и без демонстрации. Чтоб заточить сверло для металла при помощи такового устройства, довольно воткнуть инструмент в отверстие соответственного поперечника до того времени, пока он не остановится, и включить электронную дрель, которая будет крутить шлифовальный круг. Инструмент, заточенный таким обычным устройством, имеет все нужные геометрические характеристики.
Казалось бы, можно заточить сверло при помощи хоть какого устройства, которое может крутить шлифовальный круг. Меж тем, без использования крепежных инструментов для закрепления инструмента в процессе заточки такую процедуру нереально выполнить отлично. Не считая того, может произойти суровая травма. Вы сможете обратиться к этому самому обычному методу заточки, только если для вас необходимо заточить сверла малого поперечника, которые просто держать в руках во время обработки.
При заточке вручную угол, закрепленный на опоре, поможет поддерживать нужные характеристики
После того, как вы заточили сверло для металла, нужно выполнить такую технологическую операцию, как отладки. Это необходимо для того, чтоб довести качество режущей части отремонтированного инструмента до требуемых значений. Обшивка осуществляется при помощи шлифовальных кругов с маленьким размером зерна. При всем этом все выпуклости устраняются с режущей части сверла, ему предоставляется плавность. Сверла без шероховатости на рабочей части делают меньше трения в процессе бурения, меньше греются, что значит, что они могут продолжаться подольше. Шлифовальные круги из карбида кремния употребляют для выполнения отделочных работ как в производстве, так и в домашних критериях.
Принципиальным условием высококачественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых вооружена припоями из твердого сплава, также могут быть заточены, но следует учесть ряд аспектов. Карбидные вставки очень критичны к перегреву, потому такие сверла для металла можно отменно затачивать только при низких скоростях вращения шлифовального круга. Не считая того, при заточке следует позаботиться о том, чтоб инструмент не перегревался. В неприятном случае твердосплавные вставки будут лопаться либо даже отрываться в месте пайки.
Для обострения твердосплавных вставок можно придерживаться технологии обработки обыденных режущих инструментов. Необходимо также учесть, что алмазные шлифовальные круги используются для обострения сверл с твердосплавными вставками, так как только они могут отлично совладать с обработкой такового твердого материала.
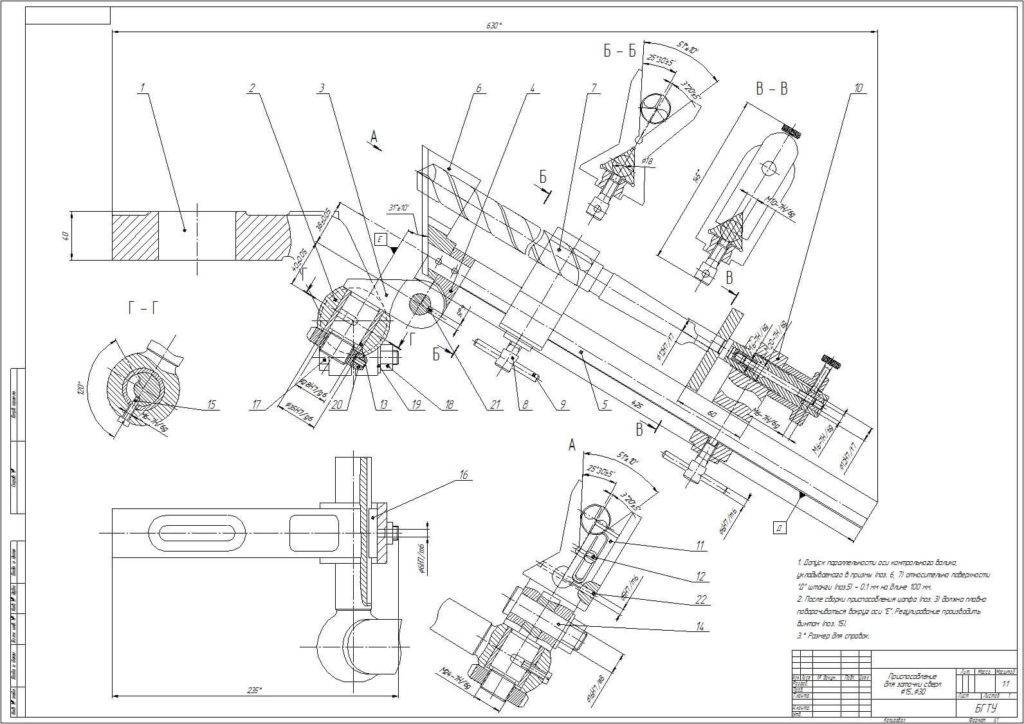
Как сделать точильный станок
Описанный немного ранее стационарный прибор для заточки по силам сделать хорошему мастеру. Для изготовления некоторых элементов (подставки и других) можно даже использовать деревянные бруски. Главное при сборке конструкции – чётко соблюдать параметры на чертеже, один из вариантов которого представлен ниже.
Схема поворотного станка для заточки:
Кроме того, нужно тщательно контролировать все необходимые углы
Особое внимание уделите той части, в которой крепится сверло, помните, что оно не должно проворачиваться при заточке. Сначала можно сделать прибор полностью деревянным
А уже потом, убедившись, что чертёж правильный и вы его полностью соблюли, можно сделать полноценный станок.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.







Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.





