

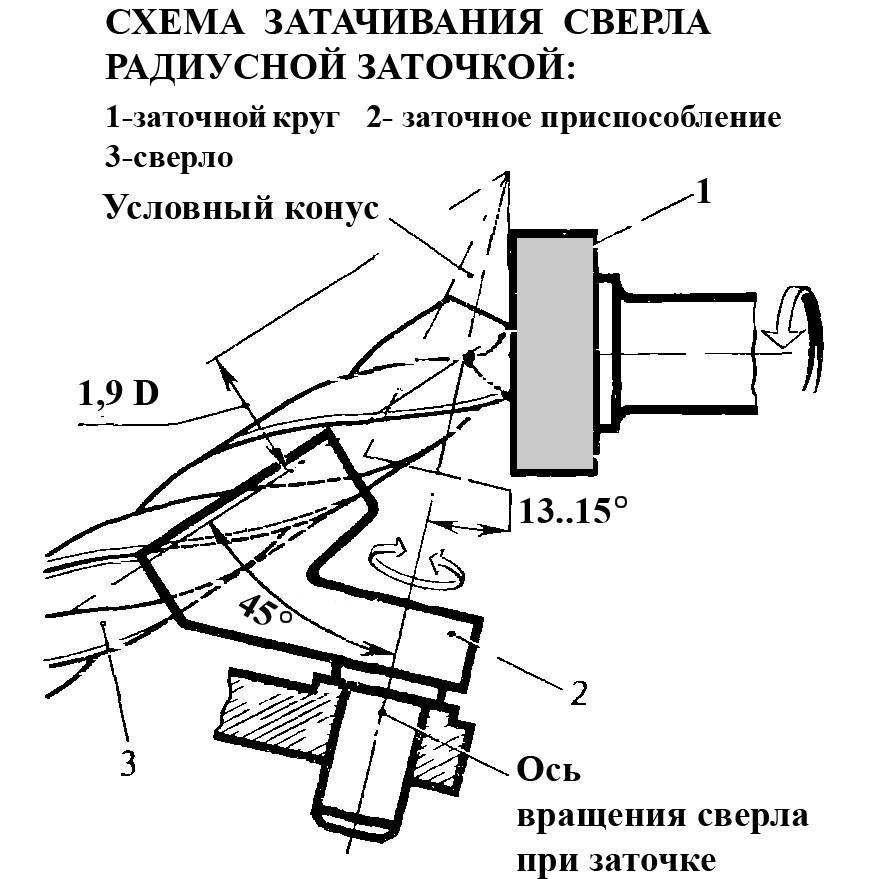
Изготовление приспособлений для заточки свёрл своими руками
Специфика работы устройств
В домашнем хозяйстве часто используются электродрели и шуруповёрты для сверления различных материалов из дерева, бетона, металла и керамики. Многие пользователи подобного оборудования неоднократно сталкивались с проблемой, вызывающей во время работы затупление рабочей части сверлильного инструмента.
Во время работы с металлом может возникать интенсивный нагрев режущей части сверла, что подвергает его к быстрому износу и дальнейшей непригодности в эксплуатации. Во избежание этого необходимо периодически проверять геометрические нормы режущей части и по возможности подтачивать её до требуемых параметров. Для сверления металлов, как правило, применяются спиральные свёрла. Дополнительная проверка инструмента перед выполнением работ продляет срок его эксплуатации.
При работе с древесиной режущая часть практически не поддаётся износу, а буры по бетону оснащаются твёрдыми победитовыми пластинами, которые в заточке не нуждаются и используются до полнейшего износа.
Инструменты для заточки свёрл
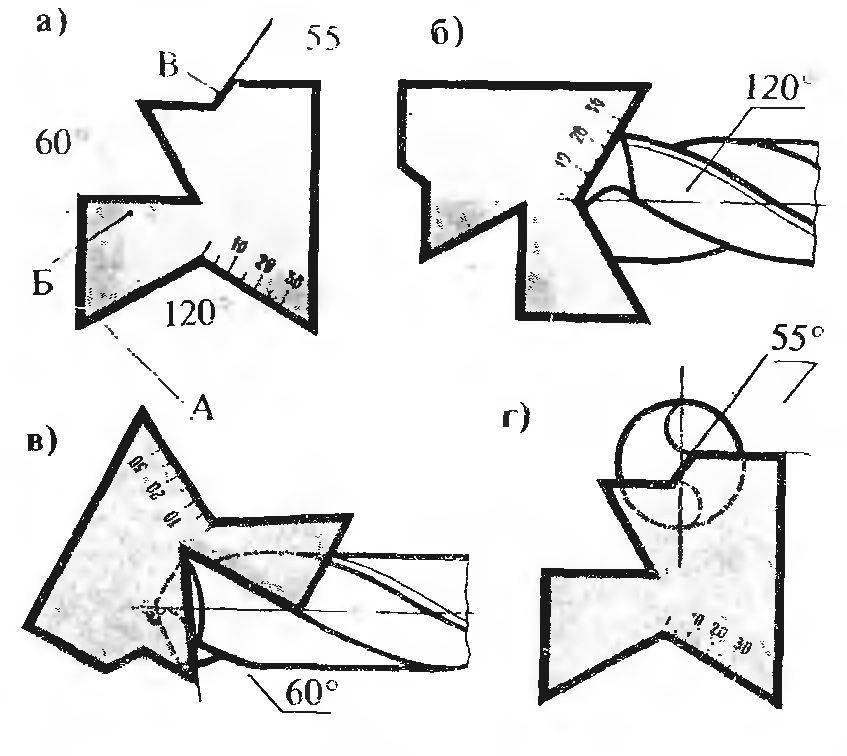
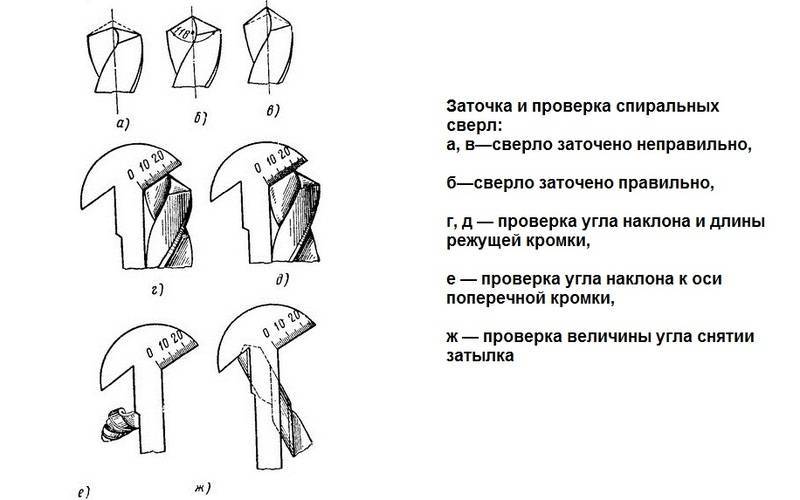
Как на промышленном устройстве, так и на приспособлении для заточке свёрл, сделанном своими руками, рекомендуется применять специализированный шаблон, необходимый для соблюдения требований к инструменту.
Использование шаблона даёт возможность выставлять необходимый угол режущей части сверла, что обеспечивает высокую точность при работе.
Во время проведения сверлильных работ необходимо индивидуально подбирать угол заточки инструмента, в зависимости от используемых материалов.
При работе с металлами можно использовать справочные данные, предоставляющие информацию о необходимых нормах при установке угла заточки. Параметры углов заточки для свёрл по металлу:
- Сталь, чугун и твёрдая бронза — 116−118;
- Латунь, мягкая бронза — от 120 до 130;
- Медь — 125;
- Алюминий — 140.
При использовании различных материалов рекомендуется изготовить несколько шаблонов или использовать один универсальный.
В простом приспособлении для заточки свёрл можно использовать втулку с внутренним диаметром, которая должна совпадать с поперечным сечением сверла и фиксироваться на жёстком основании под необходимым углом.
Втулка подбирается с высокой точностью — так, чтобы её внутренний диаметр совпадал с поперечным сечением затачиваемого инструмента.
Категорически нельзя допускать слабой фиксации: это резко снижает качество заточки.
Пайка медных труб своими руками при помощи газовой горелки
Важным узлом является подручник, выполняющий следующие функции:
- обеспечивает правильное фиксирование обрабатываемого объекта и его перемещение относительно заточного круга;
- является отличным упором во время выполнения заточных работ.
Чертежи приспособления для заточки свёрл могут оказать существенную помощь при его сборке. Их можно найти в различных источниках информации. Изучая принцип работы подобных конструкций, можно разработать свой вариант, который может отличаться от базового своими индивидуальными особенностями.
При работе с заточными устройствами необходимо выполнять следующие правила:
- Обрабатываемый инструмент во время проведения работ должен быть крепко зафиксирован, что предотвращает его проворачивание вокруг своей оси;
- По окончании заточных работ необходимо дать сверлу остыть, после чего измерить его углы при помощи шаблона. Рабочие поверхности режущих частей не должны отличаться друг от друга.
Даже при правильно выбранных углах и совпадении их симметричности может появиться сильное биение, вызванное из-за разницы длины режущих кромок, что чревато поломкой сверла. При несимметричности режущих частей происходит замедление процесса сверления и перегрев режущей части инструмента. Это делает отверстие разбитым и увеличенным в диаметре.
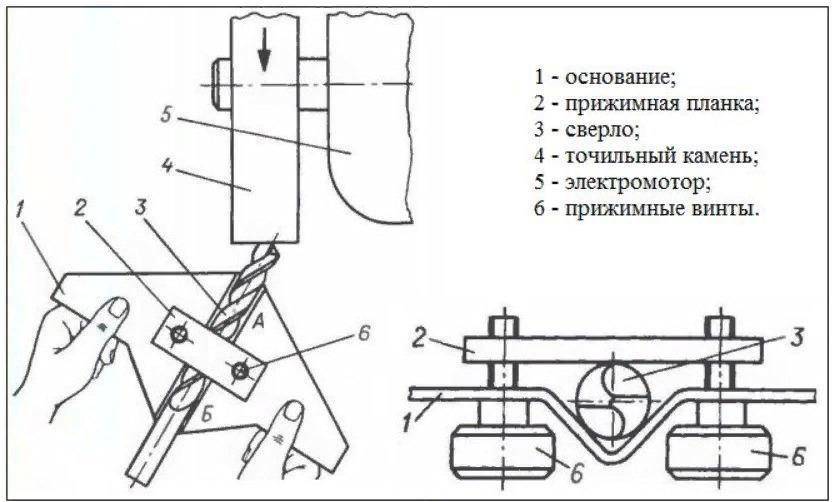
Самодельное приспособление для заточки сверл из гайки
Одним из наиболее простых и доступных приспособлений для заточки сверл является устройство из гаек. Алгоритм его изготовления может быть следующим:
- Необходимо взять две гайки разного размера. На той, что больше, отмерить по 9 мм с трех сторон одной грани, отчертить маркером. То же сделать на противоположной грани. Затем зажать гайку в тиски и выпилить отчерченные фрагменты.
- Далее следует заложить сверло и убедиться, что угол заточки инструмента, который равен 120°, и грани гайки совпадают.
- Используя сварку, приварить гайку меньших размеров к большей, приложив ее к поверхности с вырезами.
- В меньшую гайку необходимо вкрутить болт, который будет фиксировать сверло. Получится сделанный своими руками держатель угла заточки.
Приспособление для заточки можно сделать из двух гаек и болта
Вставленное и зажатое сверло подносится к наждаку и обтачивается. Гайки держат нужный угол и не позволяют сточить больше необходимого.
Существует немало скептических взглядов на функционирование данного приспособления. Прежде всего высказываются опасения по поводу того, что металл гайки от прикосновения к абразивному кругу также подвергнется стачиванию, причем достаточно интенсивно, так как он мягкий. Как следствие – приспособление не будет служить долго.
Элементы схемы
- Пускатель магнитный (с 3-мя парами контактов) для схемы 3 ф.
- Кнопка «пуск/останов» или 2 разные – для включения и выключения станка. И обязательно третья – аварийной остановки. Ее часто совмещают с педалью, что намного удобнее и безопаснее, так как при заточке сверл руки будут заняты.
- Провода. При указанной мощности двигателя достаточно на 1 «квадрат».
Простейшие схемы включения для трехфазных двигателей приведены на рисунках:
Приемлемую несложно найти в интернете, в зависимости от того, какой именно двигатель используется, как соединены его обмотки («звездой» или «треугольником»), к какому источнику напряжения он будет подключен (1 или 3 фазы).
Способ ручной правки на плоском камне
Этим методом пользовались еще в старое советское время, когда массово работали ручными дрелями, а точильного станка у мастера не было. Приходилось править режущие кромки подручными средствами.
Использовали плоские точильные бруски, мелкую наждачную бумагу (нулевку), абразивные камни.
Технология трудоемкая, подходит только для тонких диаметров, требует строгой фиксации угла наклона оси вращения к плоскости наждака и точного расположения режущей головки.
Под нее разрабатывают различные фиксирующие подставки.
Как и в предыдущем случае, здесь можно только немного подправить кромки и задний угол резания. Поэтому этот способ используют радиолюбители и мастера, работающие с деревом.



Заканчиваю статью и выражаю благодарность Виктору Леонтьеву за его труд и предоставленную не только мне информацию, рекомендую посмотреть его видеоролик.
Вполне вероятно, что у вас остались какие-то вопросы по теме «Как заточить сверло по металлу в домашних условиях» или имеется желание высказать свое мнение по материалам статьи.
Сейчас самое удобное время для этого. Воспользуйтесь разделом комментариев.
Полезные товары
- Карманный складной нож
- LED насадка для душа
- Лазерный нивелир на 3 режима работы
Полезные сервисы и программы
- Курсы по дизайну
- Онлайн изучение английского языка с репетитором или самостоятельно
Точильный круг или специальный станок?
Процесс правильного затачивания сверл достаточно сложен и требует и профессиональных навыков и мастерства. Если выполнять сверлильные работы приходится довольно часто, лучше всего не полагаться на свое мастерство и качественность и точность выставленных углов на самодельных держателях, а приобрести специальный станочек для заточки сверл.
К сожалению не всегда можно заточить сверло, предназначенное для работ по металлу при помощи обычного точильного круга и подручных приспособлений. В некоторых случаях затачивание таких сверл можно выполнять, только используя станок. К таким случаям относят:
- работу c сверлами, предназначенными для выполнения операций сверления в глухих отверстиях;
- работу с универсальными сверлами, обладающими исключительной твердостью рабочей части и используемых для выполнения отверстий в деталях сделанных из особо прочных сплавов;
- работы связанные c подточкой наименьшей толщины в случаях, когда нужно выполнить сверление на большую глубину.
Такие станки имеют специфическое оборудование, которое делает возможным фиксирование сверла в любом требуемом положении. Применяя такой станок, можно будет затачивать любые, в том числе изготовленные из специальных твердых сплавов, сверла.
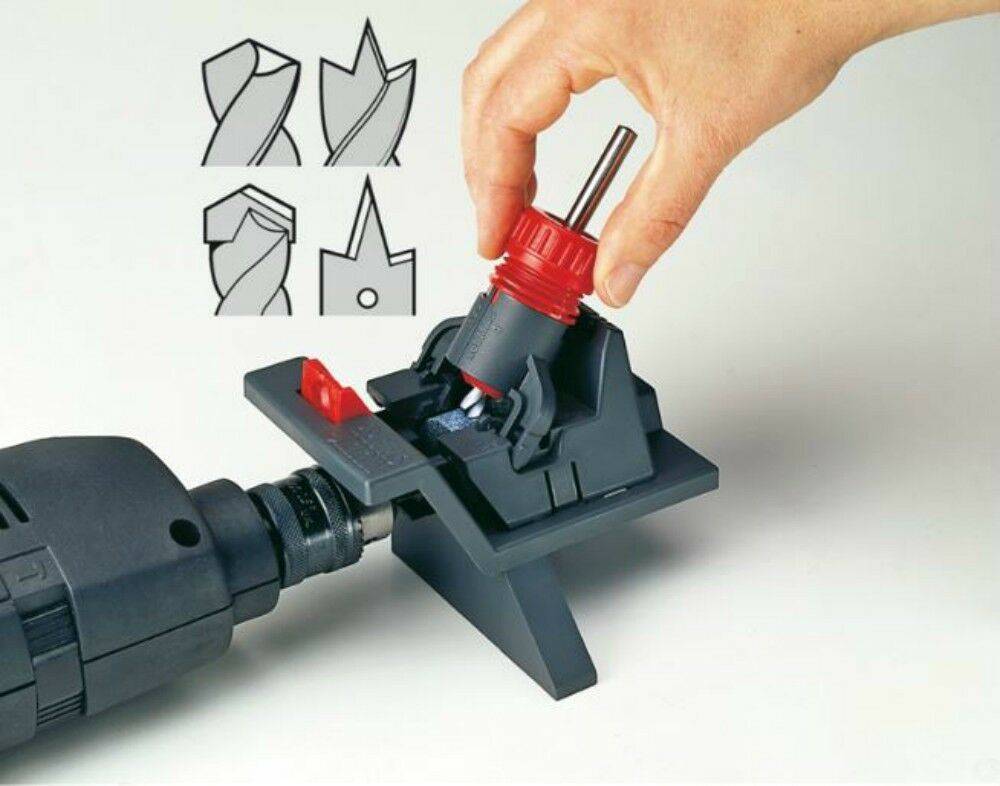
Сегодня в магазинах представлены разнообразные станки с разной функциональностью, разных размеров. Поэтому не сложно выбрать именно тот вариант, который в наилучшей степени будет отвечать индивидуальным запросам мастера. Можно также приобрести специальную насадку на электродрель для затачивания сверл. Мастера отзываются о таких насадках достаточно положительно.
Посмотреть как делают своими руками затачивание сверл, как проконтролировать правильность затачивания при помощи сверления, как самостоятельно сделать приспособление для затачивания в домашней мастерской можно в видеоролике.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
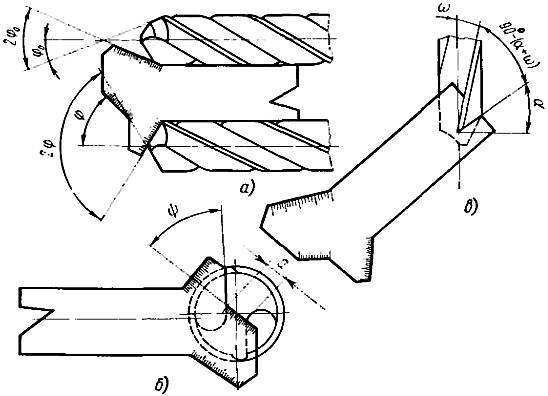
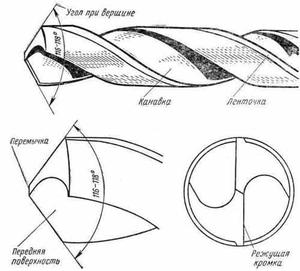
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
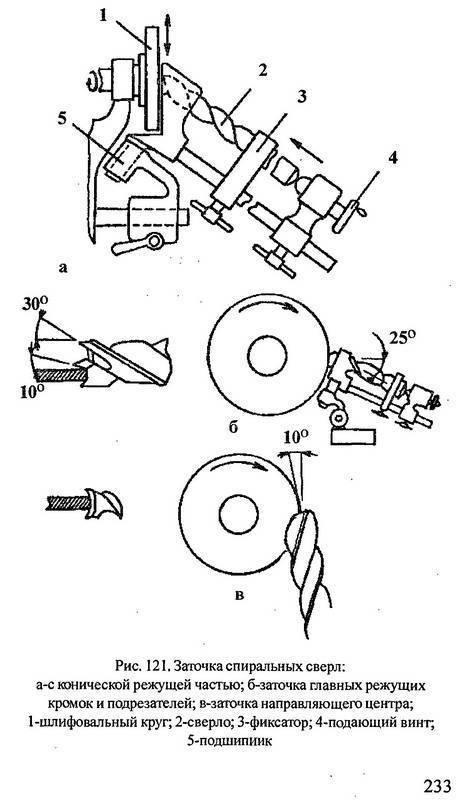
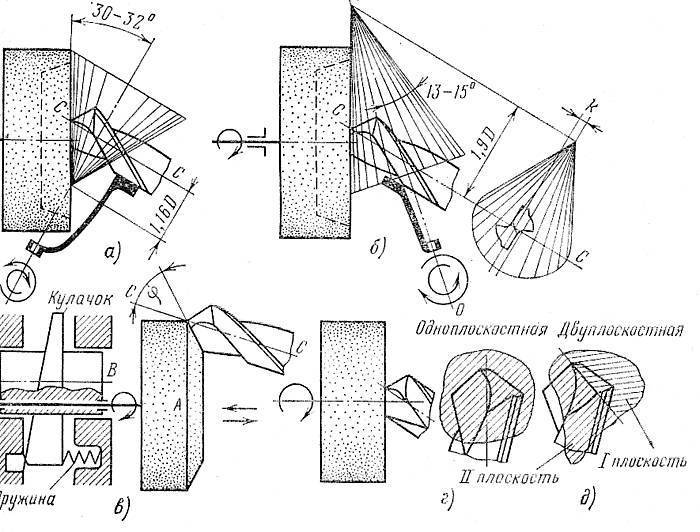
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
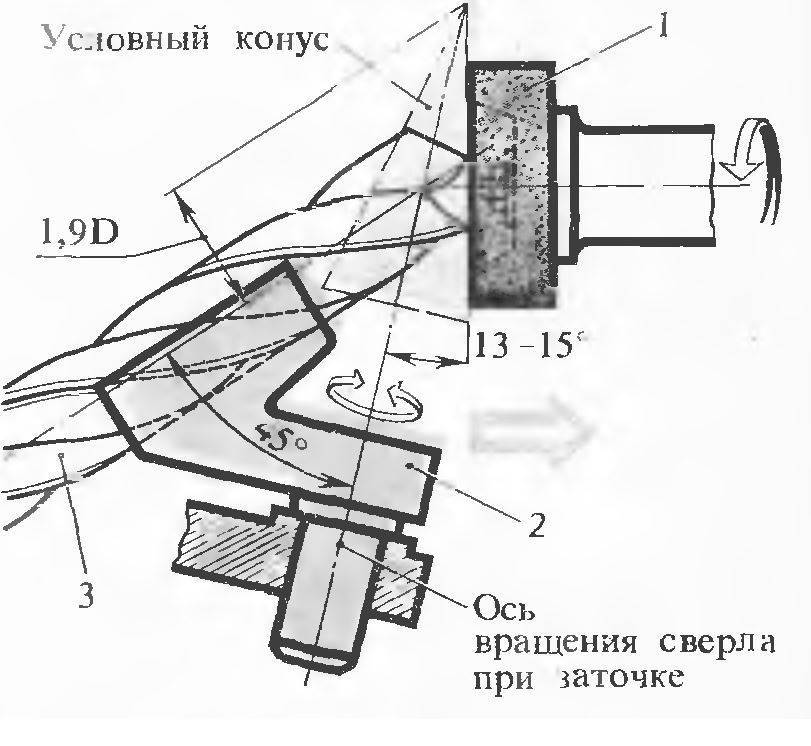
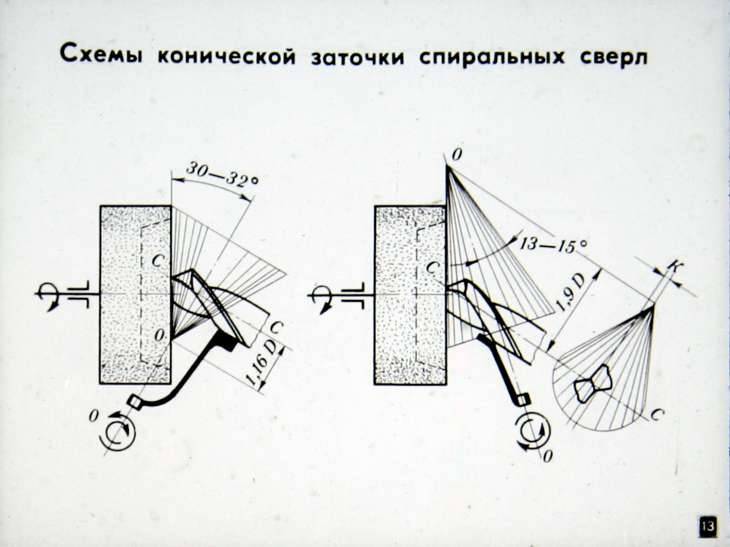
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Заточка с помощью приспособления или станка

Конечно, для этого лучше использовать более продвинутые варианты, которые позволят заранее настроиться на определенные углы. В таком случае понадобится приспособление или станок для заточки сверл.





Если масштаб работ в вашей мастерской достаточно большой, и переточка инструмента требуется постоянно, то оптимальным будет приобретение станка. Он позволит значительно упростить процесс, особенно в том случае, если требуется перетачивать твердосплавные сверла по металлу. Основное преимущество его использования – точное соблюдение заранее заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получать различные типы заточек сверла:
1. Х-тип. Используется по большей части для засверливания в глухих отверстиях. Предназначен для снижения осевого усилия резания.
2. XR-тип. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла имеют повышенную прочность и период стойкости.
3. S-тип. Здесь используется описанная выше подточка, которая также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали).
4. N-тип. Также используется подточка, однако меньшей величины. Сверла с такой заточкой применяются для глубокого сверления.
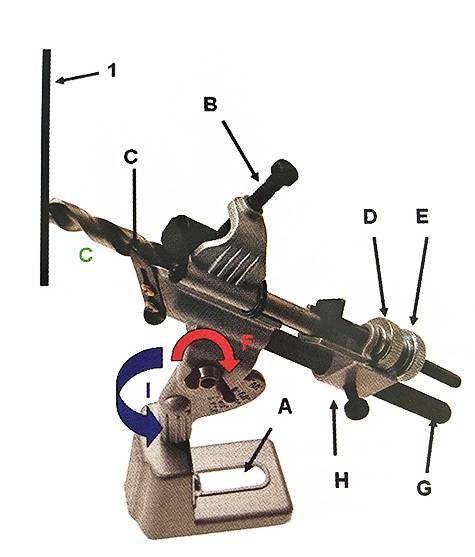
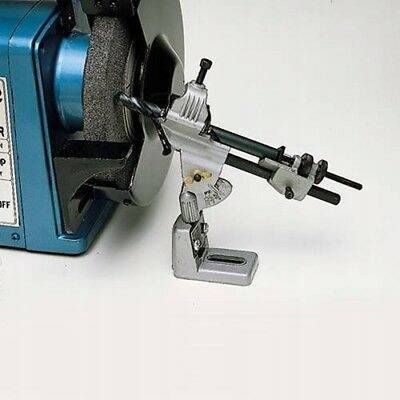
Стойка для заточки сверл: особенности конструкции
Стойки, как и другие устройства для заточки сверлильного инструмента, могут быть промышленного или бытового типа. Промышленные отличаются большими размерами, расширенным функционалом, позволяющим обрабатывать сверла различными способами. Бытовые гораздо компактнее, но имеют меньшее количество опций.
Стойки для заточки сверл бывают как промышленные, так и бытовые
Обычно стойки идут в комплекте с точильными станками. Крепятся они на станину при помощи болтов и гаек. Сверло, подлежащее заточке, фиксируется в зажимном устройстве стойки.
Основными элементами конструкции являются:
- основание;
- стержень, непосредственно к которому посредством мобильных и стационарных зажимных устройств крепится сверло;
- упор;
- каретка и винт регулировки подачи;
- зажимные винты и гайки.
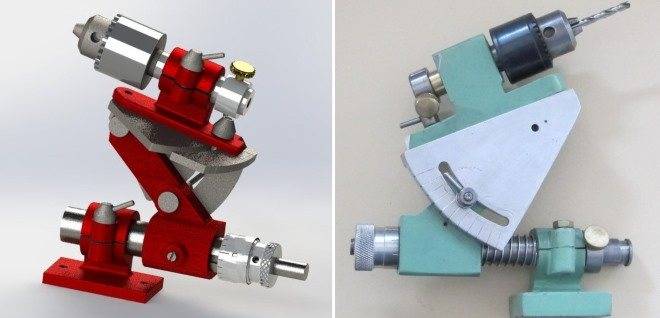
По аналогии с фабричным вариантом стоек умельцы пытаются подобное приспособление для заточки сверл сделать своими руками
В таких случаях особое внимание следует обращать на два узла конструкции и их функционирование:
- положение сверл устанавливается при помощи оси и винта регулировки;
- необходимый угол создается соответствующим наклонным положением основания.
Стойки продаются самостоятельно или в комплекте с точильными станками
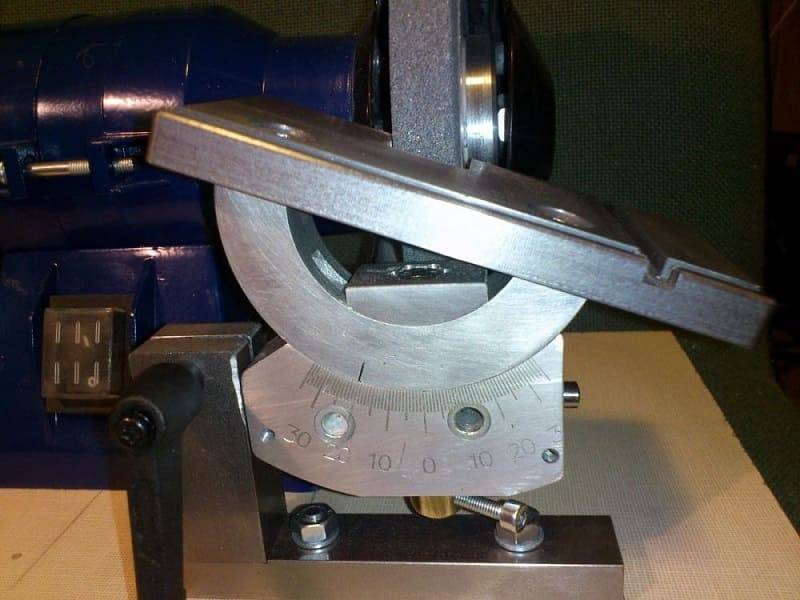
Наиболее сложным моментом при самостоятельной сборке устройства является обеспечение точности обработки. В изготовленных на производстве стойках эти функции выполняет специальная шкала, составляющая часть конструкции. В самодельных конструкциях наиболее надежным будет применение шаблонов.
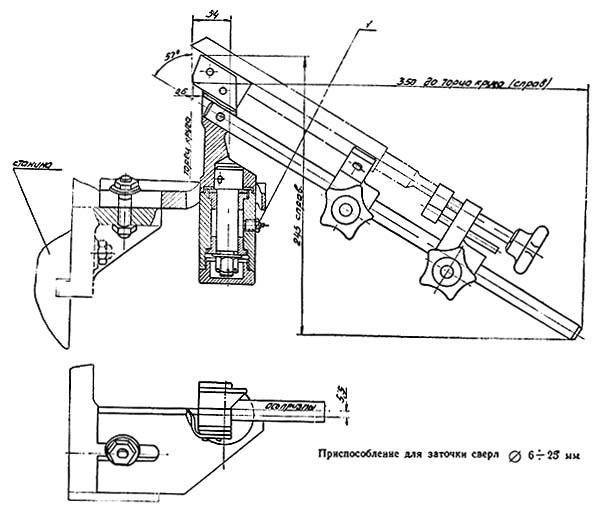
Заточное приспособление
Можно ограничиться и простейшей «полочкой», но тогда не удастся выдержать требуемый угол. Такая работа требует большого практического опыта.
Приспособление можно и приобрести, хотя в продаже оно встречается довольно редко.
Оптимальный вариант – изготовить своими руками. Например, вот такие:
Обзор популярных моделей
В российских магазинах оборудование для заточки сверл представлено довольно небольшим ассортиментом. Вероятно, это связано с тем, что цена даже самого простого устройства, на котором можно выполнить только подточку сверла, начинается от двух тысяч рублей (что сопоставимо со стоимостью болгарки), а качество заточки, судя по многочисленным отзывам, оставляет желать лучшего. К тому же большинству домашних мастеров заточка сверл требуется от силы несколько раз в месяц, и они предпочитают это делать вручную. Ниже в таблице приведен список самых популярных моделей, среди которых своими ценой, качеством и функциональными возможностями выделяется заточной станок Darex.
У всех перечисленных устройств корпуса и оснастка выполнены из пластика.
| № | Наименование | Диапазон диаметров сверл (мм) | Система фиксации сверла | Вес (кг) | Материал абразивного круга | Средняя цена (руб.) |
| 1 | Sturm BG6017S | 3÷10 | Кондуктор | 1,5 | Электрокорунд | 1 900 |
| 2 | «Инстар» СТЧ 60090 | 3÷10 | Кондуктор | 2 | Электрокорунд | 2 100 |
| 3 | Parkside PSS65A1 | 3÷10 | Плоский держатель | 1,35 | Электрокорунд | 2 700 |
| 4 | «Диолд» МЗС 0,2 | 3÷13 | Патрон | 1,9 | Электрокорунд | 3 100 |
| 5 | Darex Drill Doctor 500 X | 2.4÷12.7 | Патрон | 2 | Алмаз | 20 500 |
Кроме магазинов, в которых предлагаются новые модели станков, также существует рынок б/у заточного оборудования. На этих площадках за весьма умеренную цену можно приобрести профессиональные станки как российских, так и таких известных зарубежных производителей, например швейцарской фирмы Meteor.

ПОСМОТРЕТЬ Многофункциональную точилку для сверла на AliExpress →
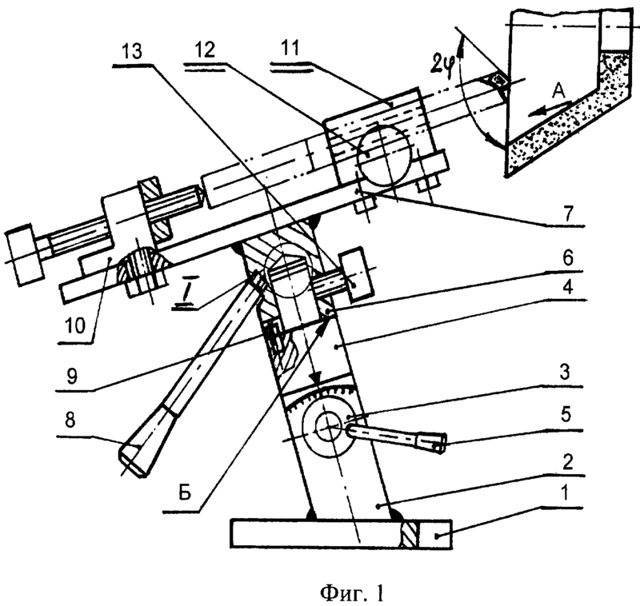
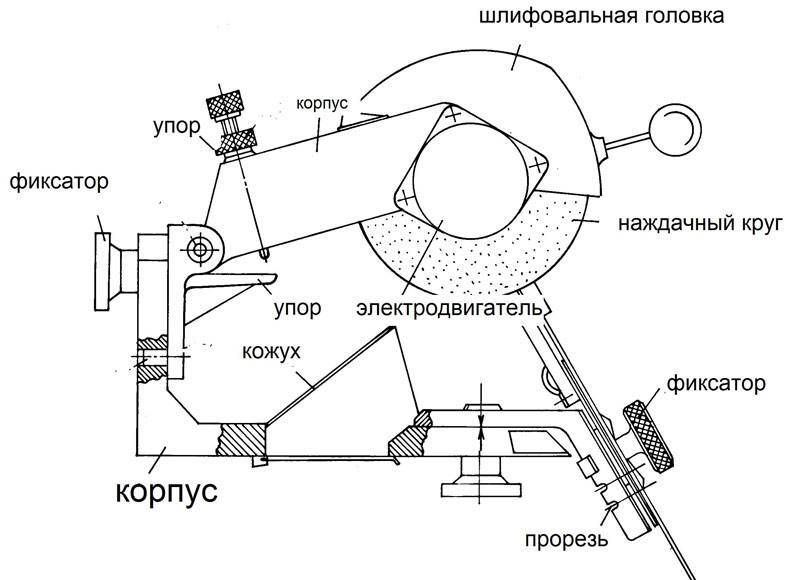
Конструкция приспособления

сверлильным станком
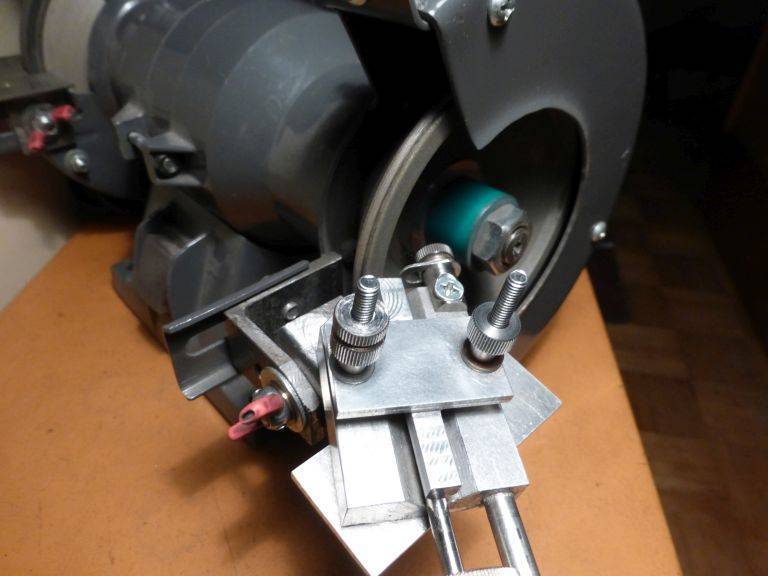
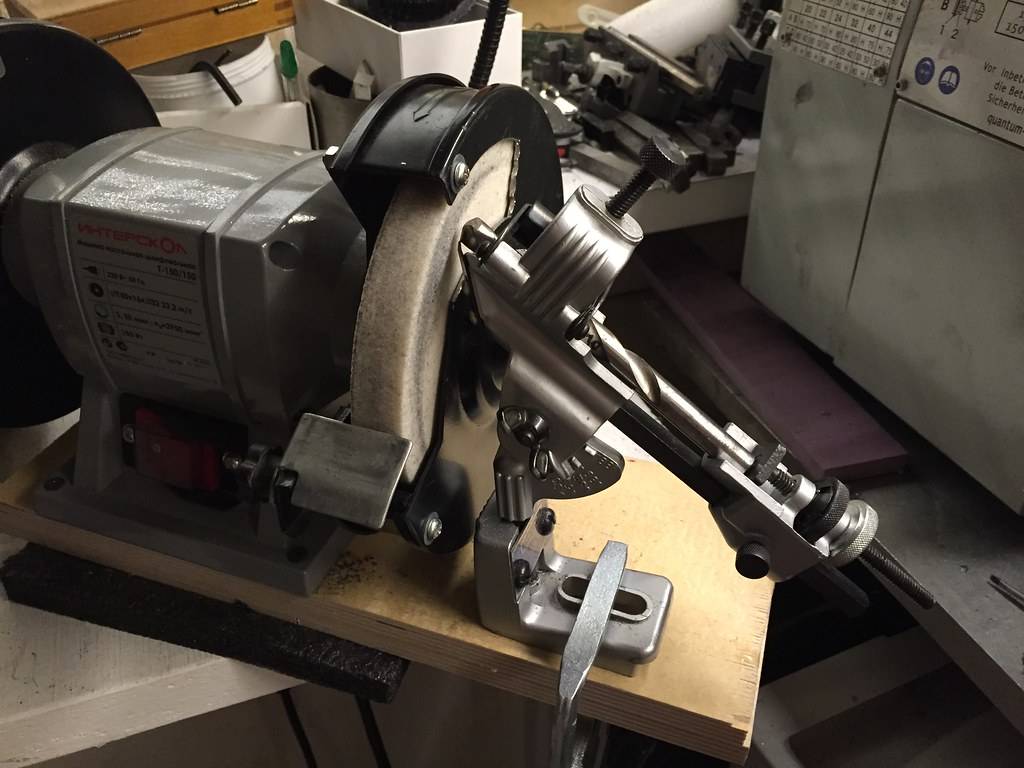
Итак, основная задача приспособления – правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно располагать как само приспособление, так и электродвигатель, на валу которого расположено точило. На плите также находится поворотная колонка, на которой закрепляется сверло. Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
В качестве колонки можно использовать любой подшипниковый узел с валом, например от старой дрели. На колец вала приспосабливается ложе для сверла (можно использовать переходную втулку), к которому оно прижимается винтами. После фиксации сверла включается привод точила, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы
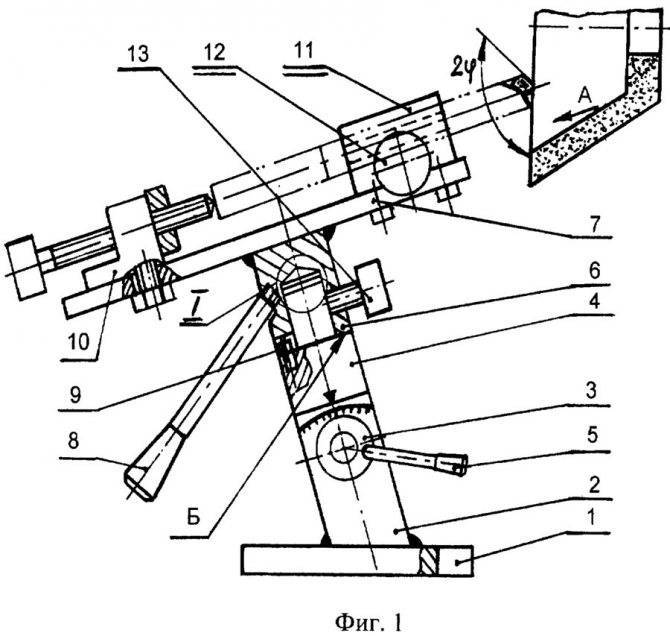





Важно, чтобы при изначальной настройке приспособления выдерживался угол при вершине сверла в 118 градусов
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.
В видео показано, как точить сверла по металлу вручную:
Заточка изделий другой конструкции
Кроме спиральных свёрл для обработки металла применяются инструменты других конструкций. В домашних условиях можно осуществить отладку следующих инструментов.
Конусные буравчики
Заточить ступенчатое сверло можно с применением обычного напильника. Режущая кромка изделия затачивается под прямым углом.
Если конусное сверло затупилось на ограниченном участке, то выполнять заточку следует не выходя за пределы повреждённой площади.
Видео:
Корончатые
При отладке корончатых инструментов применяется специальное приспособление и необходимо знать под каким углом должен сниматься металл с режущей поверхности. Учитывая все сложности и временные затраты на выполнение процедуры, лучше для заточки обратится к опытным мастерам.
Видео:
Заключение
Научиться самостоятельно точить свёрла по металлу несложно.
- При небольших объёмах достаточно приобрести качественный напильник и осуществлять процесс вручную.
- При больших объемах для сокращения временных затрат лучше приобрести специальное оборудование, которое ускорит работу и снизит вероятность неправильной правки инструмента.
Как продлить срок службы резца
Чтобы его как можно дольше не приходилось править, стоит:
- избегать перегрева, который приводит к быстрому размягчению металла, а значит и к затуплению кромки;
- смазывать машинным маслом – это поможет снизить столь опасную силу трения и предотвратить резкое повышение температуры в зоне контакта;
- контролировать скорость вращения – ограничивайте ее, ориентируясь на твердость материала и нужный диаметр отверстия, но не гонитесь за быстротой, помните, что условия эксплуатации должны быть щадящими;
- своевременно убирать стружку, чтобы она не забивала углубление, иначе инструмент может застрять и даже сломаться;
- обрабатывать еще и перемычку с ленточкой – так вы улучшите стойкость и качество врезания, что позволить ослабить подачу, сохраняя должную производительность;
- делать несколько проходов, давая паузы между каждым из них – чтобы приспособление успевало остыть.
Мы рассказали, как правильно заточить сверло по металлу, видео этого процесса тоже предоставили, теперь вы можете смело приступать к обработке поврежденных стержней. А если вам нужно приобрести для этого станок, его найдете в каталоге завода-производителя «Сармат», обращайтесь и заказывайте качественное и современное оборудование.
Как заточить мелкое сверло?
Для самых мелких свёрл (ниже 4 мм) специальные насадки не выпускаются. На точильном станке их тоже нельзя точить. Поэтому заточка таких оснасток производится вручную с помощью надфиля.

Если нет надфиля, можно обойтись и простым напильником. Желательно, чтобы на инструменте было алмазное напыление для более быстрой и качественной заточки. В случае использования напильником рекомендуется выполнить финишную доводку надфилем.

Основная трудность заключается в миниатюрности кромки на таких свёрлах. Профессиональные мастера обычно используют для такой работы специальные увеличивающие очки, позволяющие контролировать процесс заточки.
В целом мелкие свёрла точатся аналогично большим. Основная особенность заключается в том, что не следует снимать слой более 1 мм. Выдержать заводской угол на мелкой кромке очень сложно, поэтому здесь допускается работа на глаз.





Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.
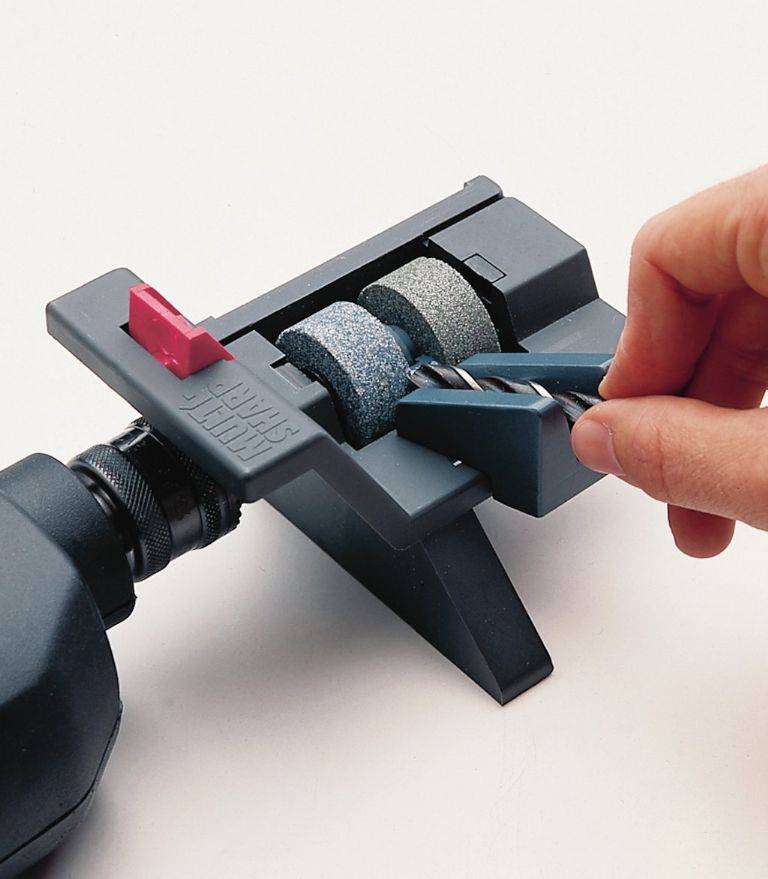
Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
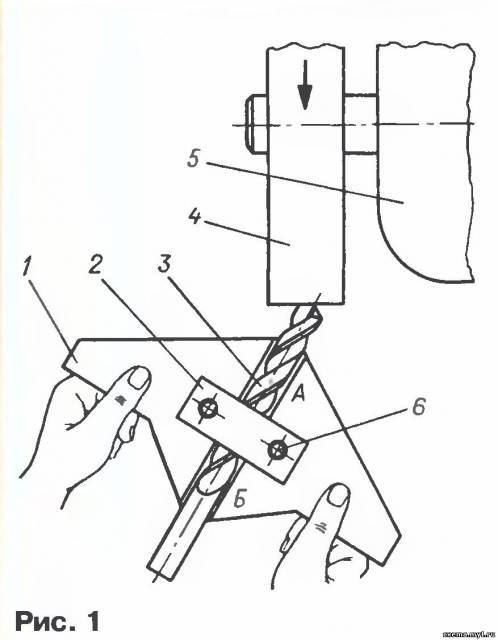
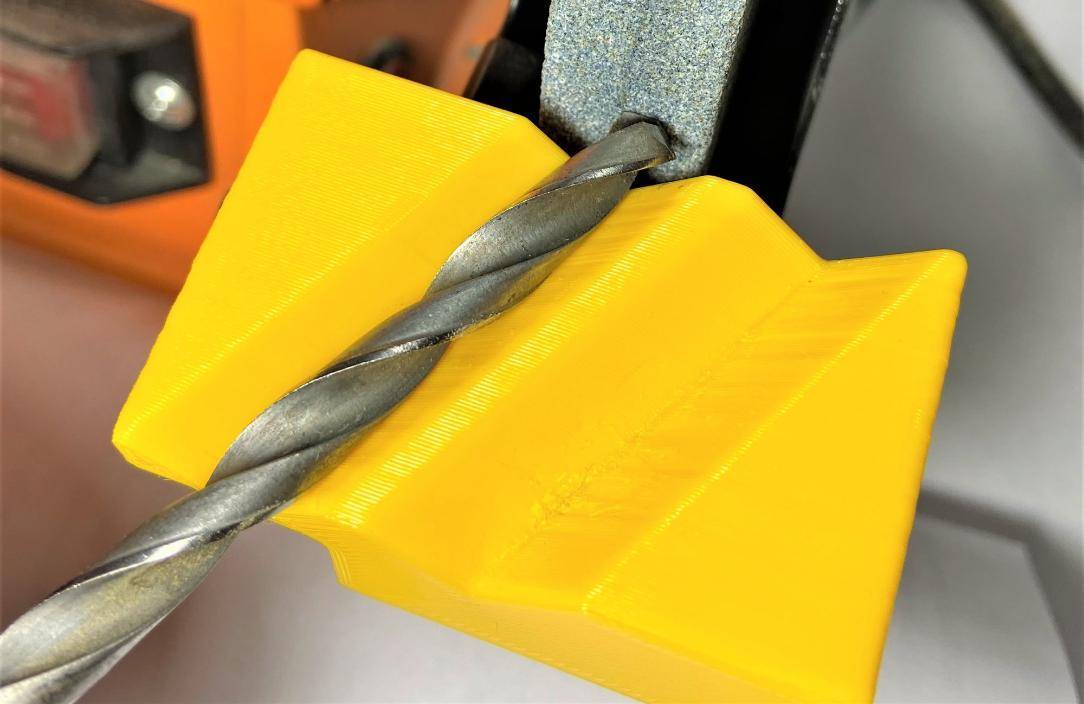
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать
Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
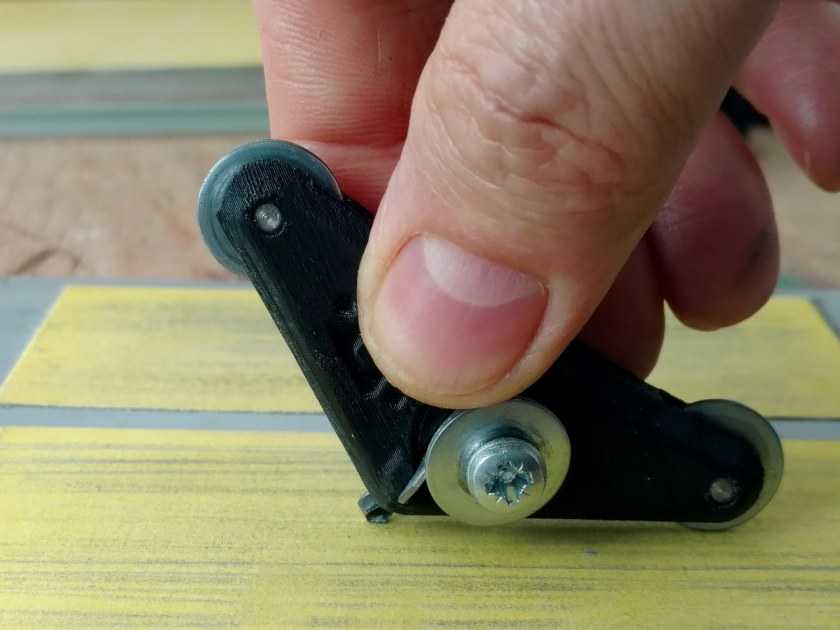
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
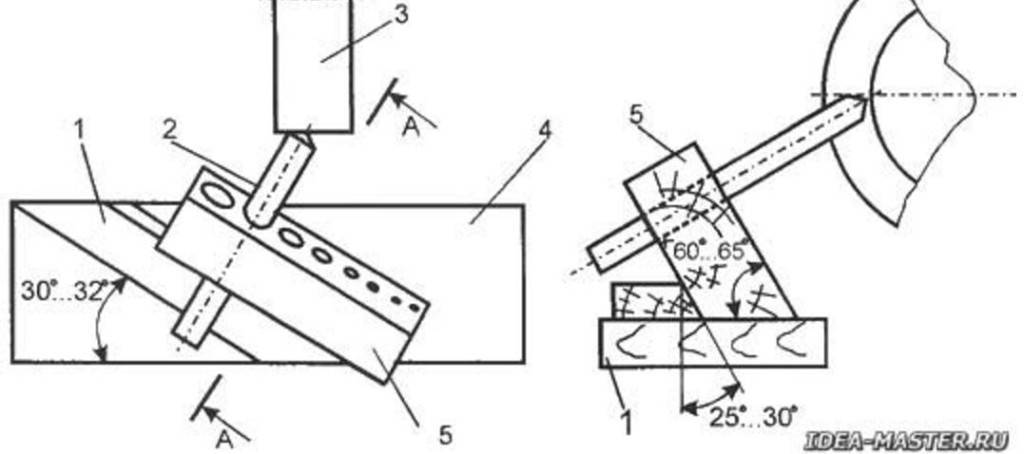
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.







Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Износ сверла
 Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Помимо условий хранения срок износа зависит от предназначения инструмента и обрабатываемой им поверхности. Например, сверла предназначенные для работы с древесиной сохраняют свою рабочую поверхность в течение нескольких лет по причине того, что дерево — относительно мягкий материал.
В связи с тем, что металл является более твердым и прочным материалом, сверла для работы с ним изнашиваются гораздо быстрее. Работа тупым инструментом недопустима, поскольку отверстия будут проделываться дольше, сложнее, не получатся ровными. Само же сверло будет сильно нагреваться, в связи с чем дальнейший износ происходит еще быстрее и обязательно приведет к тому, что инструмент сломается. Кроме того, облом часто сопровождается разбросом мелких осколков на большой скорости, что может привести к различным травмам. Признаками того, что сверлильный инструмент затупился, являются:
- Скрипы и прочие нестандартные звуки, издаваемые при работе;
- Сильный нагрев инструмента;
- Низкое качество создаваемых отверстий.
Работать тупым сверлом трудно, зачастую невозможно. Помимо того, что оно не сверлит заготовку, эксплуатация изношенного сверлильного инструмента грозит его переломом, что часто приводит к порче обрабатываемой детали и к трудностям извлечения обломанной части инструмента, застрявшей внутри поверхности.





