Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водой и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Заточка при помощи станка
Если есть возможность приобрести специальный станок, то рассматриваемый процесс можно провести с максимальным показателем эффективности. Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.
Особое внимание уделяется выбору абразивного круга. В этом случае отметим нижеприведенные нюансы:
Твердосплавный диск сложно заточить.
При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния.
Процесс заточки при использовании профессионального оборудования очень прост. Крепление диска происходит при помощи специального фиксатора. Он создан с расчетом конструктивных особенностей круга










Особое внимание уделим тому, что при применении специальных станков очень просто провести заточку дисковых пил с выдерживанием необходимых показателей. При этом погрешность минимальна
Это связано с тем, что конструкция имеет специальный измеритель показателя угла. Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Материал и свойства твердосплавных зубьев
В отечественных пилах в качестве материала для режущих пластин используются спеченные вольфрамокобальтовые сплавы марок ВК (ВК6, ВК15 и пр. цифра означает процентное содержание кобальта). У ВК6 твердость 88,5 HRA, у ВК15 — 86 HRA. Иностранные производители применяют свои сплавы. Твердые сплавы ВК состоят в основном из карбида вольфрама сцементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.
Крепят твердосплавные пластины к диску высокотемпературной пайкой. В качестве материала для пайки, в лучшем случае, используются серебряные припои (ПСр-40, ПСр-45), в худшем случае — медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Геометрия твердосплавных зубьев
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Виды дисков и зубьев, а также особенности их восстановления
Зубья диска изготавливаются из специализированного сплава вольфрама и кобальта (об этом свидетельствует маркировка на «лицевой» стороне диска) -ВК, ВК6 и др.).
Зуб имеет следующие геометрические плоскости:
- Переднюю;
- Заднюю;
- Боковые – две вспомогательные грани.
При пересечении геометрических плоскостей возникают две рабочие (режущие) грани:
- Главная.
- Вспомогательная.
Геометрическая форма зуба:
- Прямая. С их помощью распиливается деревянный листовой материал в продольном направлении.
- Трапециевидная. Такая форма обеспечивает длительность заточки при работе с древесиной разной твердости.
- Скошенная. Главная или вспомогательная грань имеет угловой скос, который позволяет диску зарезаться не только в однородную структуру дерева, но также и в клееные ДСП, ДВП. Кроме того «скошенный зуб» может резать пластик.
- Коническая. Универсальная форма, которая позволяет выполнять продольную и поперечную резку. Эта форма имеет один недостаток, который заключен в быстрой потере остроты рабочей грани.
Необходимые инструменты
Своими руками диски для циркулярной плиты можно заточить только при наличии специальных инструментов. Также есть станок, который позволяет автоматизировать процесс, сделать его более эффективным.
Для проведения работы по заточке диска своими руками можно использовать нижеприведенные инструменты:
- монтажные тиски;
- напильник;
- брусок из дерева.
Также можно использовать заточной станок для дисковых пил, для которого не нужны вышеприведенные инструменты.
Когда нужно проводить работу по восстановлению дисковых пил?
Довольно важным вопросом можно назвать определение того, когда должна быть проведена заточка дисковых пил. Сильный износ может привести к отсутствию возможности проведения подобной работы. Можно выделить три четких сигнала, которые определяют необходимость проведения заточки диска циркулярной пилы:
- Появление дыма, нагревание защитного кожуха. Приспособление, как правило, имеет специальный защитный кожух, который может нагреваться, если диск затупился. Также следует отметить, что в особых случаях происходит появление дыма вследствие сильного нагрева зоны резания.
- Также при механической подаче, когда нажим регулируется своими руками, следует придавать большое усилие для получения необходимого результата.
- При обработке древесины или другого материала в зоне резания появляются следы нагара и соответствующий запах.









В вышеприведенных ситуациях рекомендуется проводить заточку диска циркулярной пилы.
Заточка пильных дисков самостоятельно
Затупился пильный диск
на моей Маките 2704. Финансов на покупку диска
от Макиты или СМТ в данный момент нету.
Использование воды для охлаждения может привести к ржавчине на деталях и компонентах машины. Для устранения коррозии к воде добавляют воду и мыло, а также некоторые электролиты (карбонат натрия, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т. Д.), Которые образуют защитные пленки. При нормальном шлифовании чаще всего используются мыльные и содовые растворы, а также для тонкого измельчения, низкоконцентрированных эмульсий.
Однако при шлифовании пильных полотен в домашних условиях с низкой интенсивностью шлифовальных работ круг не прибегает к охлаждению очень часто, не желая тратить время на него.
Чтобы увеличить шлифовальную способность абразивных дисков и уменьшить удельный износ, следует выбрать наибольший размер зерна, который обеспечивает требуемую чистоту поверхности заостренного зуба.
Чтобы выбрать размер зерна абразива, в соответствии со стадией измельчения, вы можете использовать таблицу в статье о шлифовальных стержнях. Например, если используются круги с бриллиантами, для черновой обработки можно использовать круги с размером зерна 160/125 или 125/100 для отделки. 63/50 или 50/40. Круги с размерами зерен от 40/28 до 14/10 используются для удаления зубцов.
Окружная скорость круга при заточке зубов карбида должна составлять около 10-18 м / с. Это означает, что при использовании круга диаметром 125 мм частота вращения двигателя должна быть около 1500-2700 об / мин. Заточка более хрупких сплавов производится с меньшей скоростью из этого диапазона. При заточке карбидных инструментов использование жестких мод приводит к образованию повышенных напряжений и трещин, а иногда и к измельчению режущих кромок, в то время как износ колеса увеличивается.
При использовании шлифовальных станков с пилой, изменение относительного положения пилы и шлифовального круга может осуществляться по-разному. путем перемещения одной пилы (двигатель с кругом неподвижен), одновременно перемещая пилу и двигатель, перемещаясь только двигатель с кругом (пильный диск неподвижен).
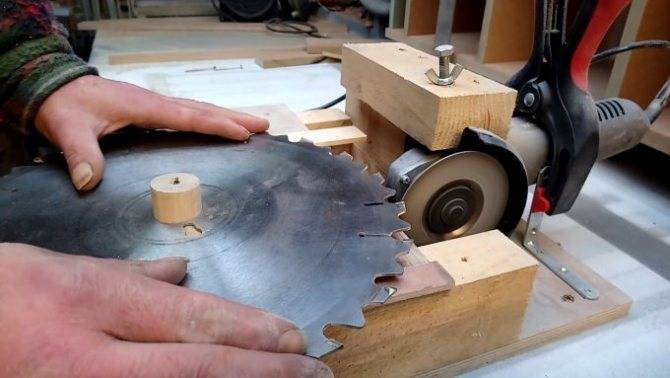
Производится большое количество шлифовальных машин различных функций. Самые сложные и дорогие программируемые комплексы способны обеспечить полностью автоматический режим шлифования, при котором все операции выполняются без участия рабочего.
В простейших и дешевых моделях после установки и фиксации пилы в положении, обеспечивающем требуемый угол заточки, все дальнейшие операции поворачивают пилу вокруг своей оси (поворачивая зуб), подавая на шлифование (приводящий в контакт с круг) и контролируя толщину пильного металла. изготавливаются вручную. Такие простые модели целесообразно использовать дома, когда заточка циркулярных пил эпизодична.
Примером самой простой машины для шлифовальных дисковых пил является система, фотография которой показана на фотографии ниже. Он состоит из двух основных блоков. двигателя с кругом (1) и опоры (2), на которой установлена заостренная пила. Вращающийся механизм (3) служит для изменения угла полотна (при затачивании зубов). С помощью винта (4) пила перемещается вдоль оси абразивного колеса. Это гарантирует, что заданное значение угла переднего шлифования будет установлено. Винт (5) используется для установки стопора в нужном положении, предотвращая чрезмерное попадание круга в межзубную полость.
Виды заточки
Непосредственно сам процесс подразделяется на три вида:
1. Заточка передней поверхности прямого зуба
Зуб и абразивный круг устанавливаются перпендикулярно друг другу, учитывая то, что сама пила должна иметь горизонтальное положение. В том случае, если в станке не предусмотрена угловая шкала наклона, можно использовать маятниковый угломер. Далее необходимо крепко зафиксировать инструменты.
Сам процесс представляет собой соприкосновение абразивного круга и натачиваемой поверхности взад и вперед посредством механизма в станке, с одновременным прижатием зуба к кругу в ручном режиме. Данный процесс повторяется с каждым зубом пилы.
Для удобства можно сделать отметину на том зубе, с которого началась заточка.
2. Заточка скошенного по передней поверхности зуба
Данный вид заточки предусматривает исполнение тех же действий, что и прежде, с темотличием, что угол наклона должен быть изменен в соответствии с расположением зубьев. Измерить наклон можно маятниковым угломером. Сперва натачиваются положительные углы зуб через зуб.
Читать также: Как понизить обороты болгарки
Далее происходит сам процесс:
- Затачивается каждая вторая напайка;
- Затем меняется угол на отрицательный;
- Обрабатываются оставшиеся зубья.
- Заточка задней поверхности
Данный процесс предусматривает возможность изменения положения диска таким образом, чтобы задняя плоскость напайки соприкасалась с абразивным кругом.
Если же станка для заточки не имеется, можно смастерить всё своими руками. Как заточить диск своими руками:
- Сделать опору для пилы, которая будет зафиксировать пилу. Данное приспособление должно крепко сдерживать пилу, в ином случае процесс будет представлять опасность для исполнителя;
- Приспособить подставку, на которой будет располагаться сам диск (при необходимости угол наклона можно будет менять подпоркам);
Важно! Абразивная пила и пильный диск должны располагаться перпендикулярно друг другу. Закрепить дисковую пилу в её центре так, чтобы она соприкасалась с кругом в нужном положении (для соблюдения одинаковых задних и передних углов заточки)
Закрепить дисковую пилу в её центре так, чтобы она соприкасалась с кругом в нужном положении (для соблюдения одинаковых задних и передних углов заточки).
Следует помнить, что после заточки на победитовых зубьях не должно оставаться сколов, трещин, зазоров и других дефектов. Если на резце не просматриваются блики, значит, работа сделана верно.










Также надо обратить внимание, что заточенная плоскость зуба и обрабатываемый впоследствии материал находятся в зависимости друг от друга – если материал заготовки твердый, то напайки не должны быть слишком заострены. Заточка дисковых пил является обязательным мероприятием в процессе эксплуатации данного оборудования
Обработка древесины требует наличия в распоряжении мастера инструментов с соответствующими режущими свойствами. Как и заточка цепей бензопил, дисковые пилы требуют к себе повышенного внимания. Если вовремя не устранить недостатки, с течением времени инструмент начнет тупиться значительно быстрее
Заточка дисковых пил является обязательным мероприятием в процессе эксплуатации данного оборудования. Обработка древесины требует наличия в распоряжении мастера инструментов с соответствующими режущими свойствами. Как и заточка цепей бензопил, дисковые пилы требуют к себе повышенного внимания. Если вовремя не устранить недостатки, с течением времени инструмент начнет тупиться значительно быстрее.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.










Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Общие требования к заточке
Для обеспечения качественного результата и безопасности работы эксперты рекомендуют соблюдать ряд правил:
- диск необходимо надежно зафиксировать в таком положении, чтобы все зубья были отчетливо видны;
- элемент ложен плотно прилегать к дискам и удерживающим брусьям;
- обязательно контролирует равномерность съема металла по профилю зубьев;
- во избежание разогрева и деформации материала диск не должен прижиматься к точильному кругу;
- при использовании алмазных точильных элементов обязательно используют охлаждающую жидкость;
- перед заточкой диск очищают от загрязнений моющими растворами.
При соблюдении всех правил процедуры до полного износа диска можно проводить 25-30 заточек.
Наклон заточки зубьев
Под данным понятием понимают угол отклонения режущей кромки зуба от радиуса диска. Величина показателя индивидуальна для каждого рабочего элемента. Ее обычно указывают в паспорте или на боковине.
Выделяют следующие виды углов:
- Положительный – обозначается маркировкой POZ 10, составляет от 15 до 20 градусов. Увеличивает подачу агрегата, но делает разрез грубым
- Отрицательный – маркируется символами NEG-5. Варьируется в диапазоне от 0 до -5 градусов. Диски с отрицательным углом наклона обладают медленной скоростью, но качество распила выше.
- Нулевой. Элементы с таким показателем используют для резки металла.
Если вы планируете пилить древесину в продольном направлении, то выбирать нужно первый вариант, в поперечном – второй тип дисков. Режущие круги с углом 15 градусов считаются универсальными. Они способны выполнять распил материала вдоль и поперек.
Заточка зубьев предполагает обязательную разводку зубьев
Разводка зубьев
Первым этапом процедуры выступает проверка расстояния между зубьями диска. Его подгон осуществляют под тот тип материал, с которым чаще придется работать. Для обработки твердых пород древесины зубцы разводят на расстояние в 1.5-2 раза больше, чем толщина полотна. При работе с мягким материалом данная величина должна превышать толщину в 2-3 раза.
При выполнении разводки нужно следить, чтобы зубцы были отогнуты равномерно. При их расположении на разном расстоянии от центра будет происходить постоянное заклинивание режущего круга, что уменьшит скорость распиловки, отразится на качестве реза в худшую сторону.
Разводку рекомендуют осуществлять специальным приспособлением с одноименным названием. Наличие упора не позволит отогнуть зуб на большее расстояние, чем предусмотрено стандартом.
Все зубцы делятся на 2 группы. Сначала выполняют разводку элементов одного типа, а затем остальных, поэтому их загиб осуществляют через один по всей длине режущего полотна в противоположные направления.
Основные характеристики
Станки для затачивания дисков пил могут обладать следующими параметрами:
- диаметры абразивных кругов —100 — 480 мм;
- мощность электромотора — до 380 Вт;
- диаметр затачиваемых пильных дисков — 65 — 630 мм;
- посадочный диаметр затачиваемых дисков — 12,7 — 32 мм;
- толщина снимаемого металла для 1-го зуба — до 0,2 мм за 1 проход;
- тип сети электропитания — однофазная или трёхфазная;
- тип передачи вращения от электромотора к абразивному кругу — ременная или шестерная;
- угол заточки — 0 — 300°;
- скорость вращения мотора — до 2900 об/мин;
- виды профилей затачиваемых зубьев — прямой, скошенный, трапециевидный и конический.
В паспорте данного точильного оборудования указаны точные характеристики.