

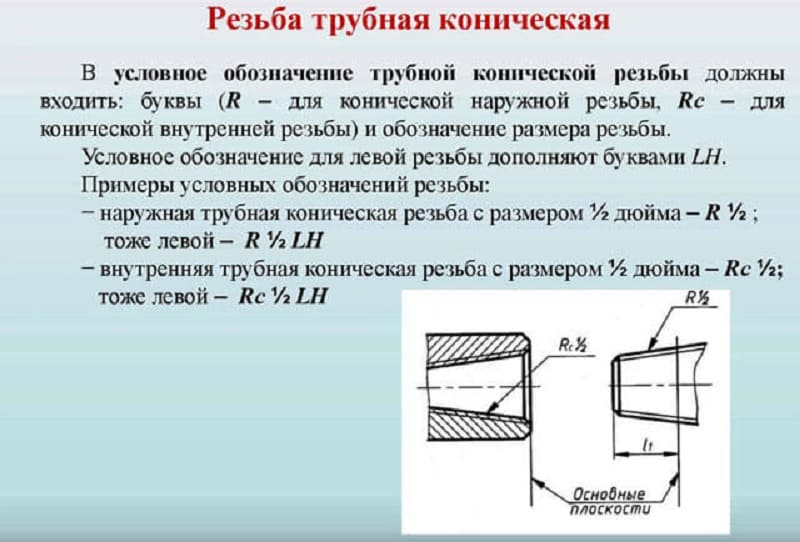
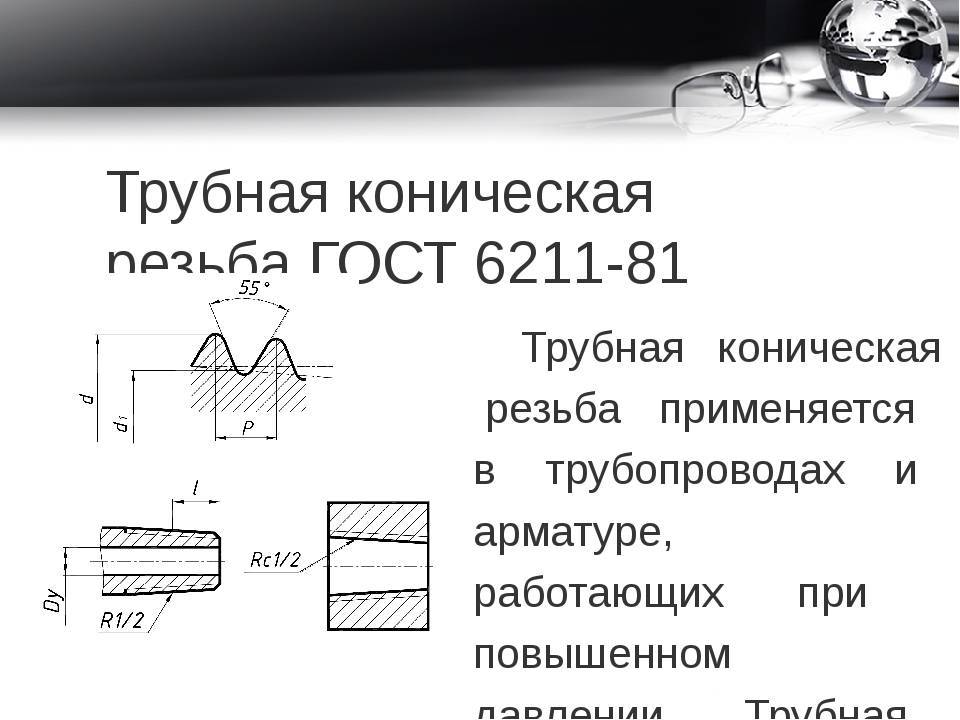
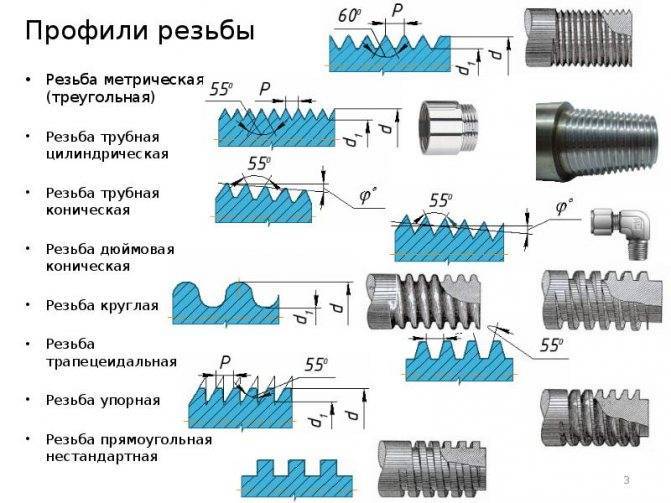
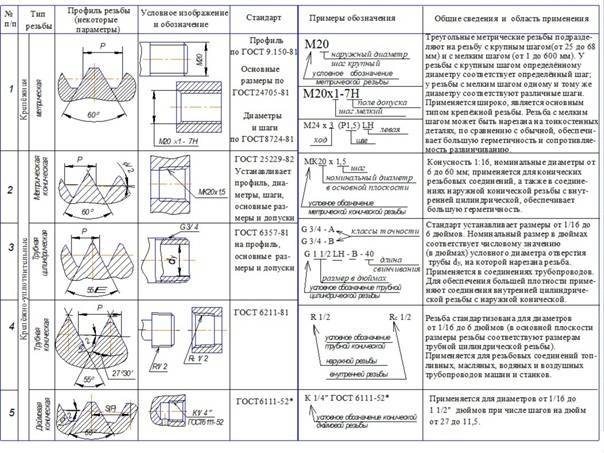
Особенности конусной резьбы
В процессе эксплуатации выявлено, что резьба npt, показывающая надежность при высоком статическом давлении, при динамической нагрузке ненадежна, так как оставляет спиральный путь для протечек. Компания Parker использует в гидравлике эластомерные уплотнители.
Коническая резьбовое сочленение коммуникаций по британскому стандарту отличается треугольным профилем со скругленными зубцами и впадинами. Такая конфигурация позволяет уплотнять соединение герметизирующим раствором и лентой-уплотнителем. Винтовая нарезка под 60 град обеспечивает герметичность соединения, но делая его неразъемным.
Коническая трубная резьба

Основной повод применять коническую трубную резьбу — это те места, где полностью трубу заменить невозможно.
Трубная резьба с уменьшающимися диаметрами к концу резьбы называется конической. При этом конец трубы с такой резьбой в профиль выглядит не как цилиндр, а как конус.
У конечной резьбы есть два основных способа применения:
- При частично сорванной или изношенной внутренней резьбе резьбового соединения, которое нельзя полностью заменить в силу определенных причин. На какое-то время коническая резьба с немного большим максимальным диаметром может обеспечить герметичность соединения. Интересно, что такой способ используется только как временный выход из ситуации, например, когда в зимнюю пору необходимо срочно запустить отопительную систему и не вызвать разморозку. Соединение при первой же возможность нужно заменять;
- Резьба трубная коническая по тексту ГОСТ 6211 81 применяется в случае, когда необходимо организовать герметичность трубопровода, который находится под большим давлением. Ярким примером такого трубопровода является гидравлическая система, приводящая тяжелую технику в действие.
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход. Для этого создается поверхность с наименьшим количеством углов.
- Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
Технологические особенности
Очередность действий при прохождении внутренней резьбы с помощью метчика следующая:
- Наметить отверстие.
- Накернить его молотком и керном.
- Промазать деталь и сверло.
- Зафиксировать деталь в тисках или прижать ее к столу для работы струбциной.
- Зафиксировать сверло в патроне станка, выставить самые низкие обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По завершении высверливания убрать стружку и раззенковать отверстие.
- Промазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Бережно начать первые витки нарезки резьбы метчиком. После любого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко увеличивается, нужно сдать назад, чтобы скинуть стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая основная особенность при нарезании резьбы — это аккуратность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить пару секунд на лишние пол-оборота назад, чем часами копаться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и затем по новому оказаться перед тем же отверстием.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.

Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
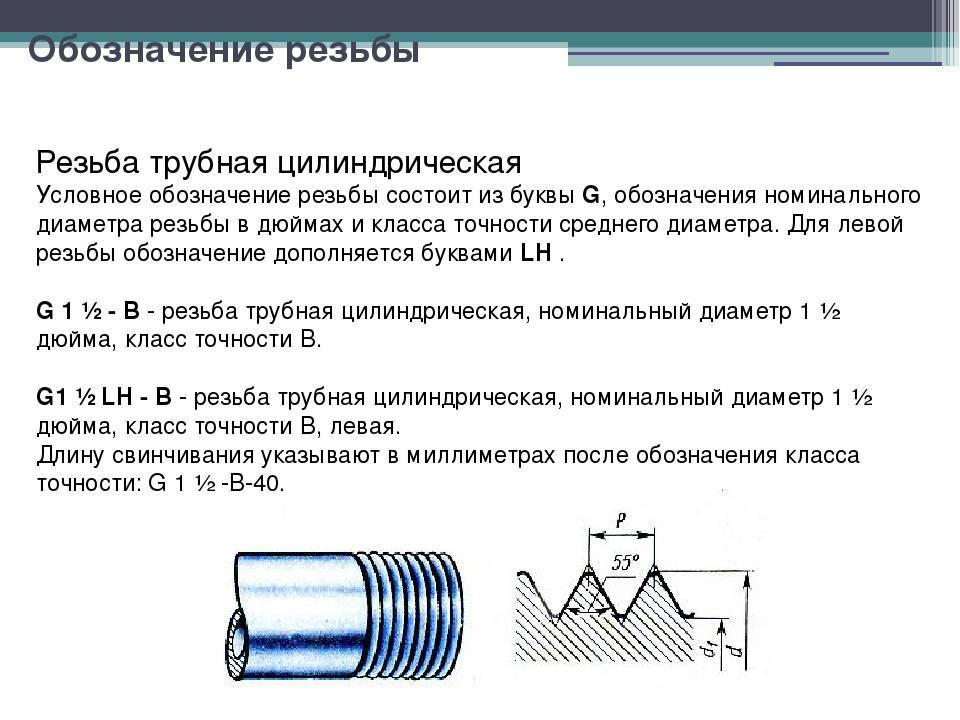
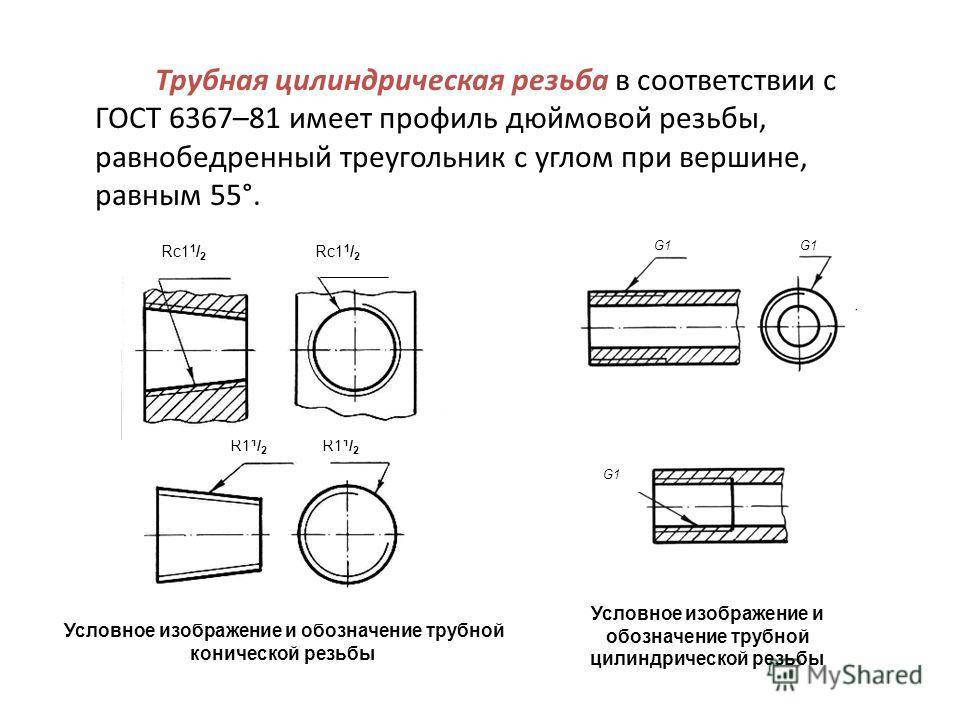
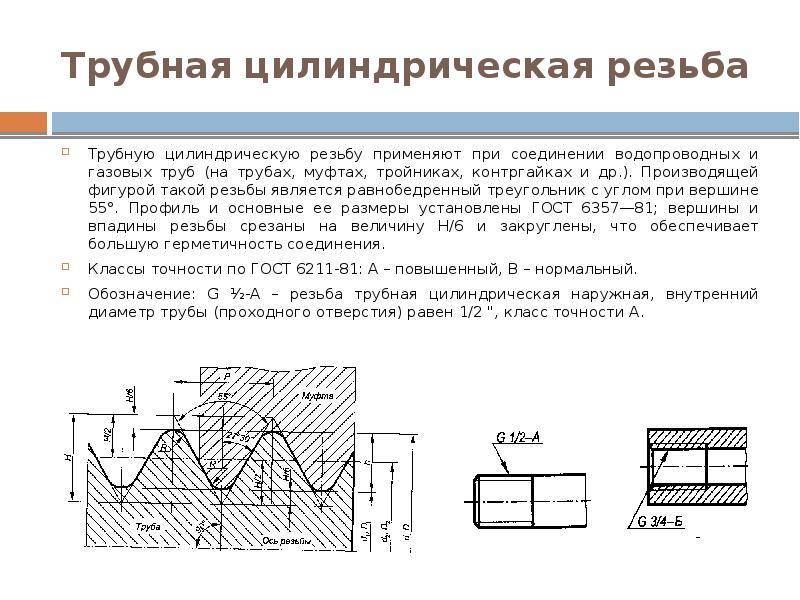
Виды трубной резьбы
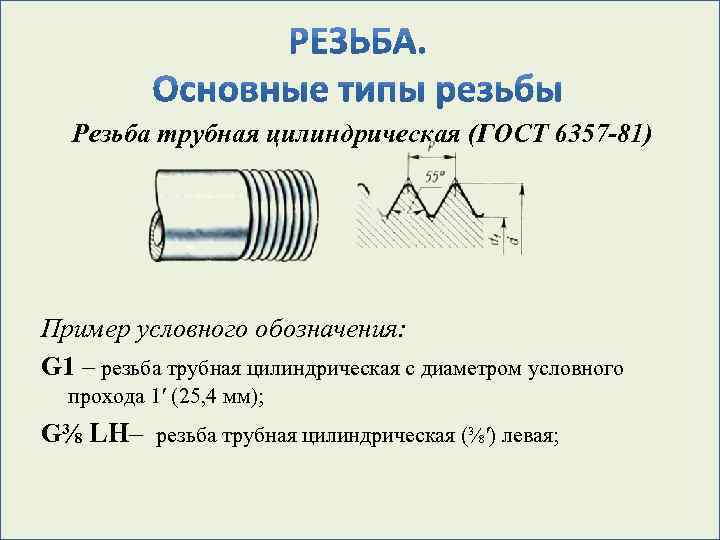
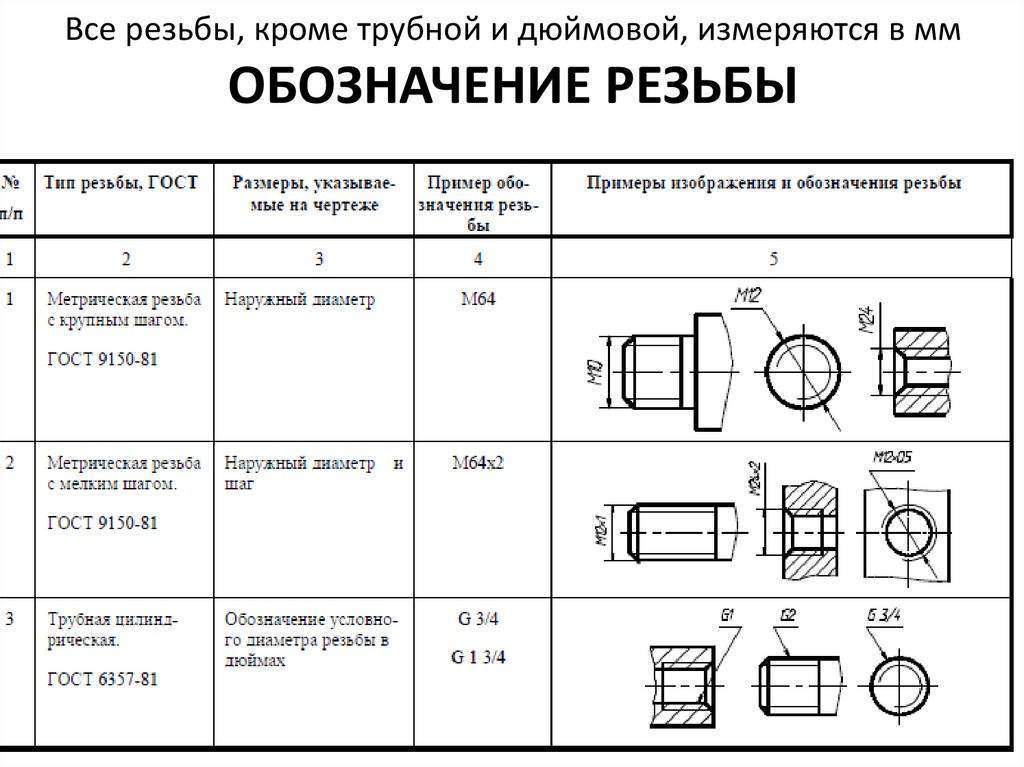
Итак, что же такое трубная резьба. Это та, которая имеет канавки особого профиля. В ее основе треугольник с вершиной 55° и скругленные вершины. Условное обозначение — G, после чего указывается условный проход трубы в дюймах. То есть, на чертежах ставят G 1 1/2″. Это и будет означать, что соединение резьбовое, резьба трубная с диаметром условного прохода 1 1/2 дюйма.
Как обозначается трубная резьба на чертежах? Буквой G и цифрами. Цифра — диаметр условного прохода трубы
Цилиндрическая трубная резьба: особенности, обозначение, размеры
Цилиндрическая трубная резьба описана в ГОСТ 6357-81. Она наносится на наружную или внутреннюю часть трубы. Стандарт также допускает соединение наружной конической и внутренней цилиндрической. Вообще, резьба должна быть выполнена с закруглениями, радиус которых тоже прописан. Однако под соединение цилиндрических деталей допускается прямой срез вершин треугольника (но не для соединения с конической резьбой).



Профиль цилиндрической трубной резьбы
Далее размеры. Цилиндрическая трубная резьба может быть наружной и внутренней. Характеризуются они тремя диаметрами: наружным, внутренним и средним. А еще рабочей высотой профиля, диаметром скругления и шагом. Диаметры и количество витков приведены в таблице.
| Ряд 1 | Ряд 2 | D = d | D1 = d1 | D2 = d2 | ||
| 1/16 ” | 0,907 | 28 | 7,723 | 7,142 | 6,561 | |
| 1/8″ | 9.728 | 9.147 | 8,566 | |||
| 1/4″ | 1,337 | 19 | 13,15 | 12,301 | 11,445 | |
| 3/8″ | 16,662 | 15,806 | 14,950 | |||
| 1/2″ | 1,814 | 14 | 20,955 | 19,793 | 18,631 | |
| 3/4″ | 22,911 | 21,749 | 20,587 | |||
| 5/8″ | 26,441 | 25,279 | 24,117 | |||
| 7/8″ | 30,201 | 29,039 | 27,877 | |||
| 1″ | 2,309 | 11 | 33,249 | 31,770 | 30,291 | |
| 1 1/8″ | 37,897 | 36,418 | 34,939 | |||
| 1 1/4″ | 41,910 | 40,431 | 38,952 | |||
| 1 3/8″ | 44,323 | 42,844 | 41,365 | |||
| 1 1/2 | 47,803 | 46,324 | 44,845 | |||
| 1 3/4″ | 53,746 | 52,267 | 50,788 | |||
| 2″ | 59,614 | 58,135 | 56,656 | |||
| 2 1/4″ | 65,710 | 64,231 | 62,752 | |||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | |||
| 2 3/4″ | 81,534 | 80,055 | 78,576 | |||
| 3″ | 87,884 | 85,405 | 84,926 | |||
| 3 1/4″ | 93,980 | 92,501 | 91,022 | |||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | |||
| 3 3/4″ | 106.680 | 105,201 | 103,722 | |||
| 4″ | 113.030 | 111.551 | 110.072 | |||
| 4 1/2″ | 125,730 | 124,251 | 122,772 | |||
| 5″ | 138,430 | 136,951 | 135,472 | |||
| 5 1/2″ | 151,130 | 149,561 | 148,172 | |||
| 6″ | 163,830 | 162,351 | 160,872 |
По таблице, вроде вопросов быть не должно. Стоит только упомянуть, что при наличии выбора, стоит выбирать размеры из ряда 1. Шаг резьбы и количество витков — одинаковые для нескольких диаметров труб. Недостающие параметры — рабочую высоту профиля и диаметры скругления, берем из второй таблицы.
Рабочая высота профиля и диаметры скруглений для трубной цилиндрической резьбы
Обозначается цилиндрическая трубная резьба латинской буквой G, за которой проставлен диаметр условного прохода трубы в дюймах. Например: G 1/2″, G 2″ и т.д. Далее указывается:
- Если резьба левая, проставляются буквы LH, если правая ничего не ставят.
- Класс точности — A или B (у А меньше допустимые отклонения) ставят через дефис. Например, G 1 1/8″ — A или G 2″ LH — B. Второе — левая резьба с классом точности B.
- Затем прописывают длину свинчивания (длина участка в миллиметрах, на который наносится резьба). G 5/8″ — A — 40.
Если описывается соединение — труба/муфта, например, — класс точности указывается для обеих деталей. Например, G 2 3/4″ — A/A или G 1″ — B/A. Сперва указывается класс точности резьбы трубы, затем муфты или устанавливаемого устройства.
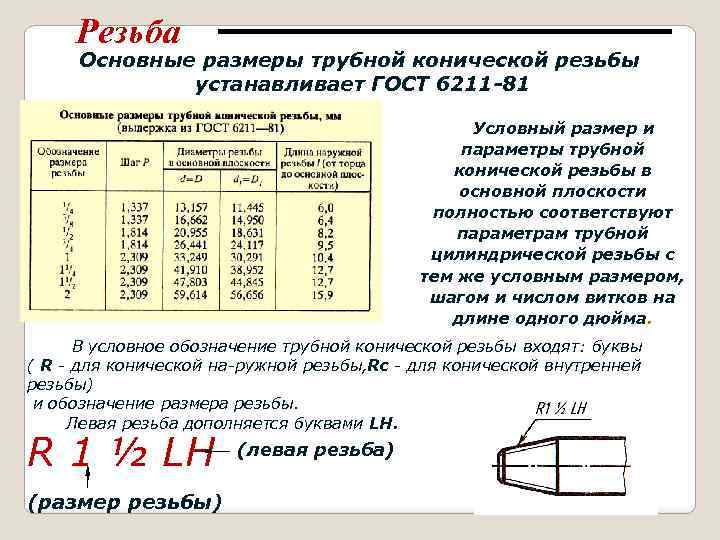
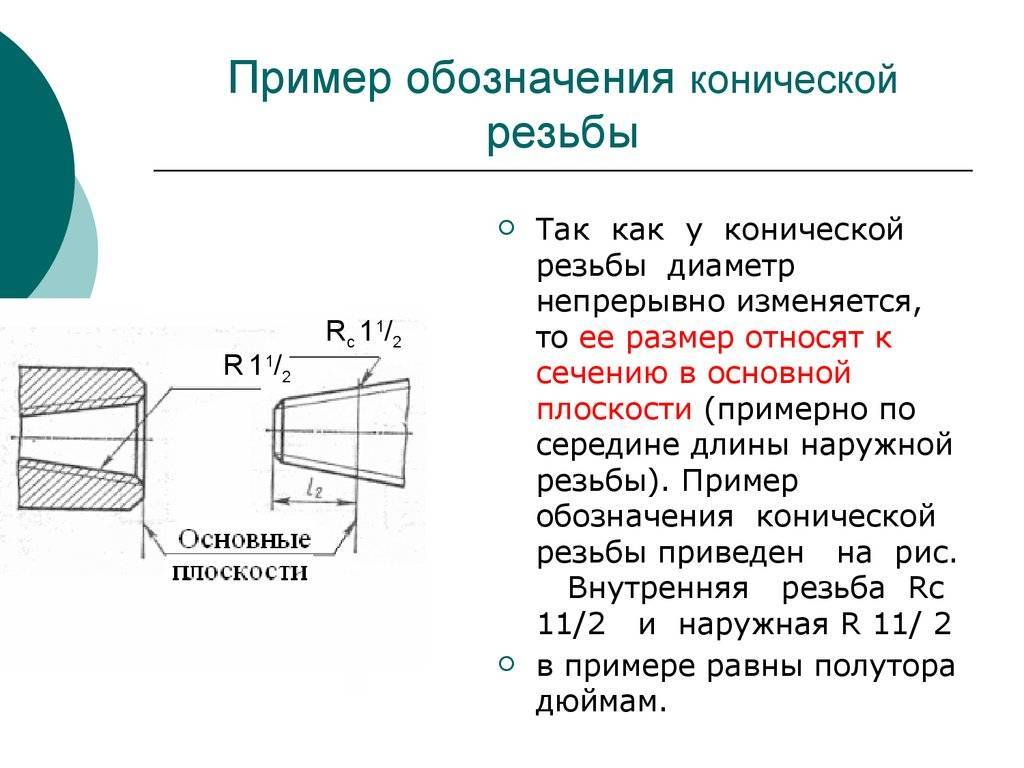
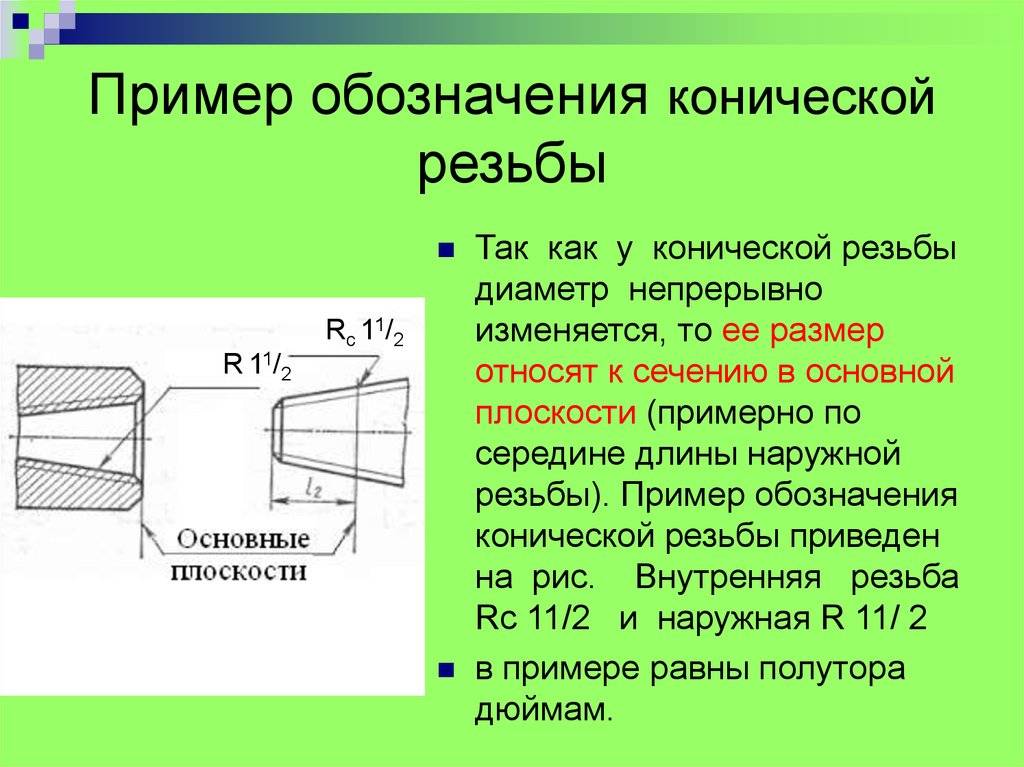
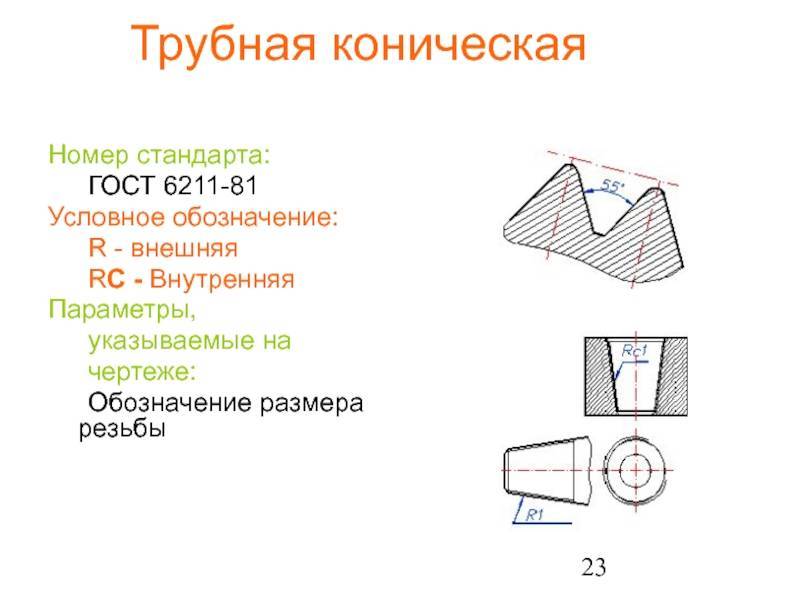
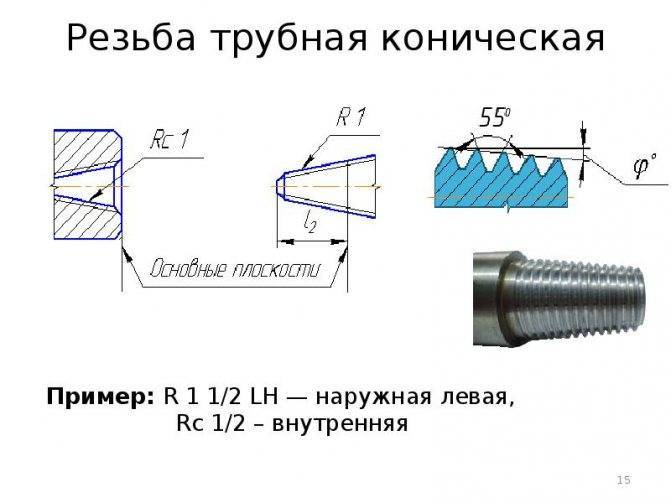
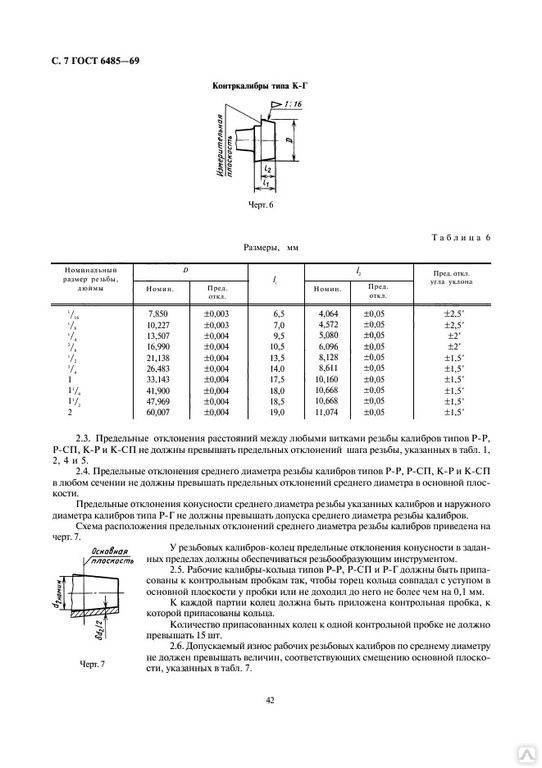
Коническая трубная резьба: особенности, таблица размеров, обозначение
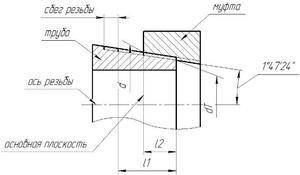
Этот вид резьбовых соединений применяется там, где необходима высокая надежность соединения. Коническая трубная резьба отличается тем, что наносится на конус. Профиль ее при этом остается точно таким же, но добавляются две величины — рабочая длина резьбы l1 и l2 — длина от торца до основной плоскости. Эти столбцы добавлены в таблицу.
Трубная коническая резьба: профиль, основные размеры
| D = d | D1 = d1 | D2 = d2 | l1 | l2 | |||
| 1/16 ” | 0,907 | 28 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9.728 | 9.147 | 8,566 | ||||
| 1/4″ | 1,337 | 19 | 13,15 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||
| 1/2″ | 1,814 | 14 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26.441 | 25.279 | 24.117 | 14.5 | 9.5 | ||
| 1″ | 2,309 | 11 | 33,249 | 31,770 | 30,291 | 16.8 | 10.4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19.1 | 12.7 | ||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | 19.1 | 12.7 | ||
| 2″ | 59,614 | 58,135 | 56,656 | 23.4 | 15.9 | ||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26.7 | 17.5 | ||
| 3″ | 87,884 | 85,405 | 84,926 | 29.8 | 20.6 | ||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31.4 | 22.2 | ||
| 4″ | 113.030 | 111.551 | 110.072 | 35.8 | 25.4 | ||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||
| 6″ | 163,830 | 162,351 | 160,872 | 40,1 | 28,6 |
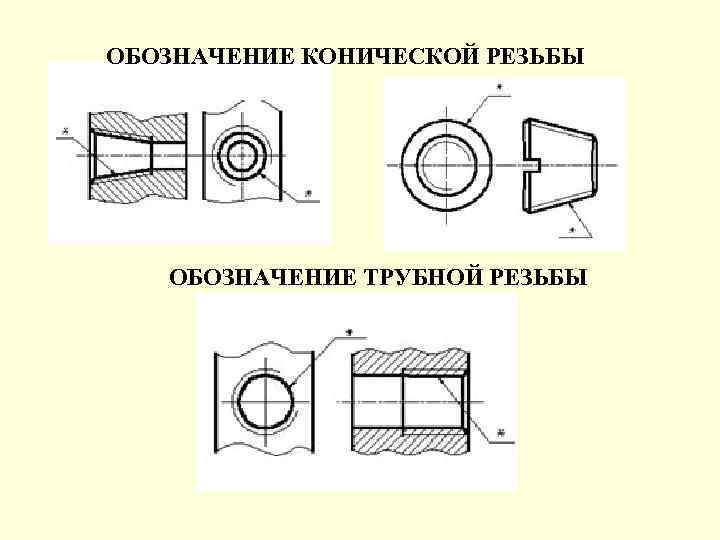
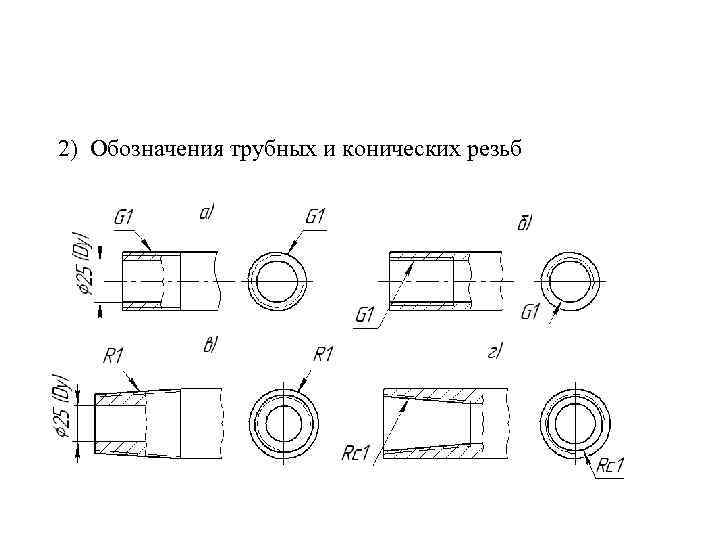
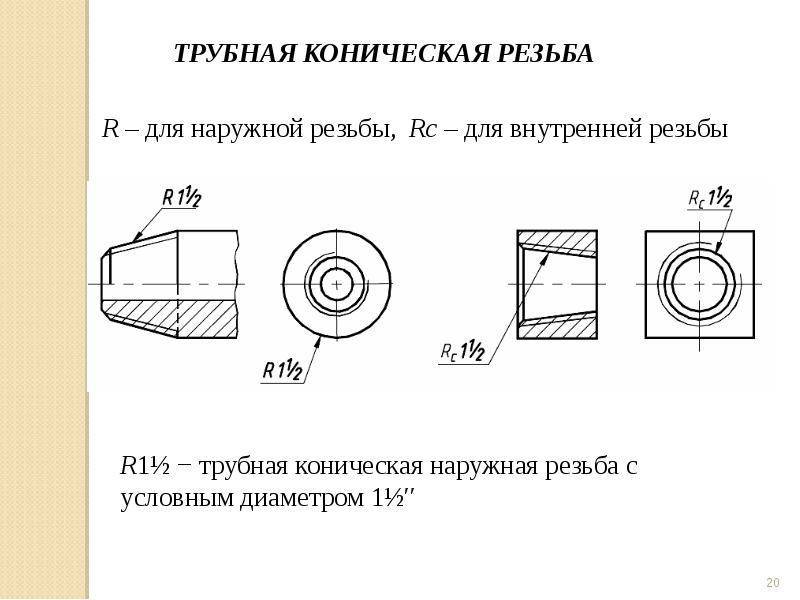
Обозначается цилиндрическая резьба буквой R с индексами, которые обозначают тип поверхности:
- Просто R для наружной конической резьбы.
- Rc — коническая внутренняя.
- Rp — цилиндрическая внутренняя.
После букв ставится условный размер трубы в дюймах, затем, если нанесение левостороннее, добавляют LH. Например, R 3/4, R2 1/2 LH. При описании резьбовых соединений, обозначения пишут в виде дроби. Обычно в числителе наружная, в знаменателе внутренняя. Например, Rc/R 3/8.
Геометрические параметры
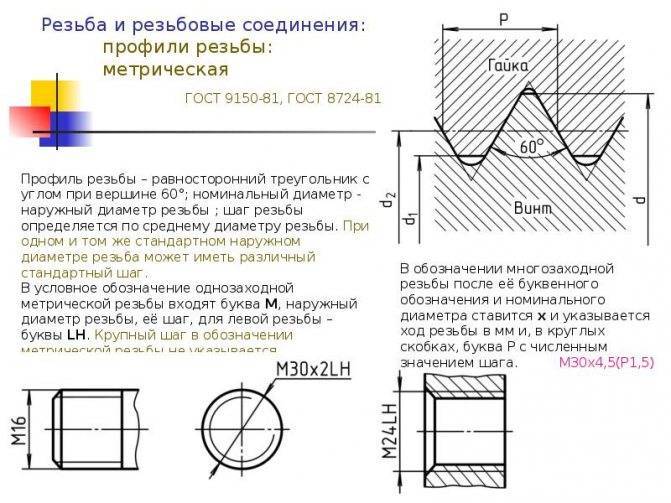
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней. Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2. Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1. Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия. Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
Для обозначения этой важной характеристики используют букву P. Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью
Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот. Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.

Геометрические параметры основного профиля метрической резьбы

Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
ГОСТ 8724
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.

ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Действующие стандарты
Конструкция и параметры метчиков для нарезания резьбы описаны в ГОСТ 3266-81,: «Метчики машинные и ручные. Конструкция и размеры».
- Машинные метчики для метрической резьбы – ГОСТ 8859-74.
- Гаечные метчики для метрической резьбы – ГОСТ 1604-71
- Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.
Зарубежные стандарты DIN 352, ISO 529 и другие не противоречат ГОСТ за исключением меньшей на 1 см длины хвостовой части
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности трубной резьбы и сферы применения отдельных видов
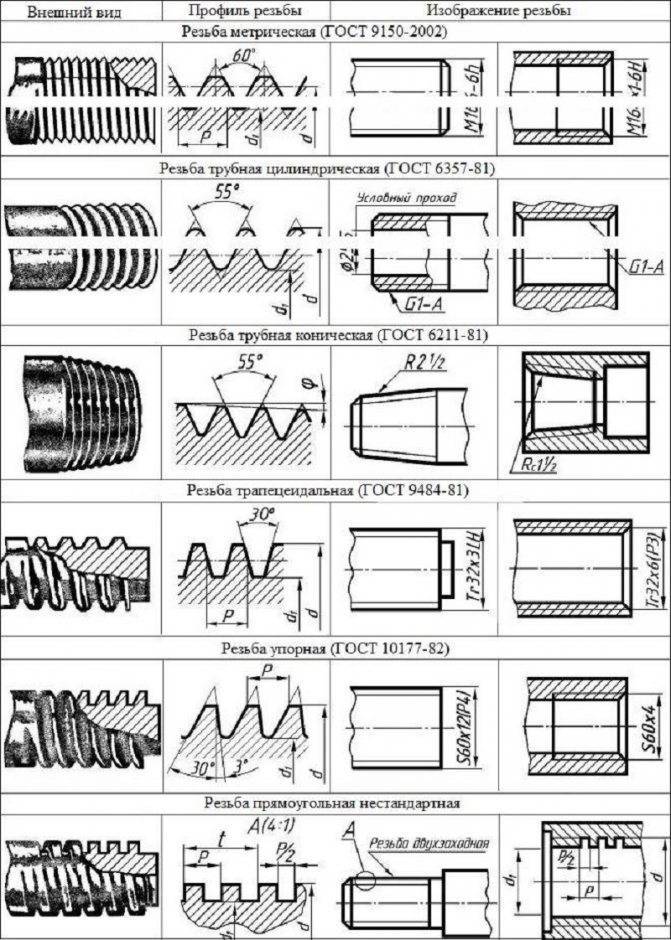
Трубная резьба может быть классифицирована по нескольким показателям:
- виду;
- техническим параметрам.
Отдельные виды трубной резьбы и их особенности
Для соединения труб в систему водоснабжения, отопления и так далее можно использовать следующие виды резьбы:
- цилиндрическую. Применяется для сооружения трубопроводов разного вида бытового и промышленного назначения;
- каноническую. Преимущественно используется при строительстве трубопроводов, проводящих жидкость или газ, которые находятся под высоким давлением. Такая резьба позволяет достичь более герметичного соединения;
- дюймовую.
Дюймовая резьба в последнее время практически не используется. По этой причине рассмотрим более подробно цилиндрический и канонический виды резьбы.
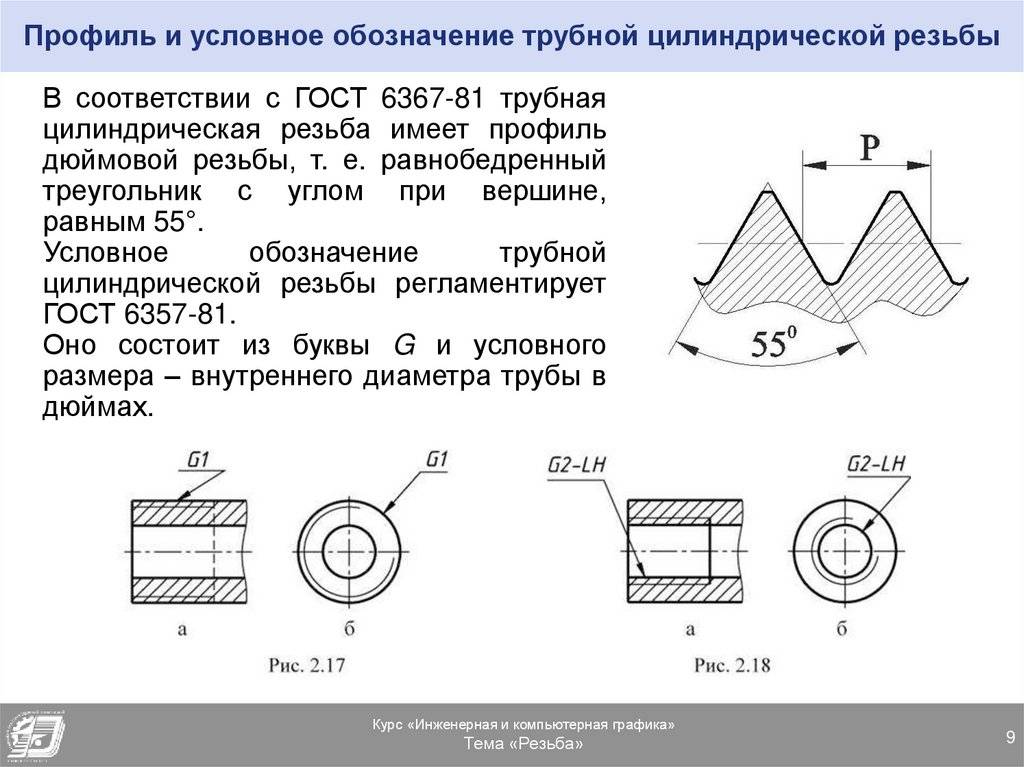
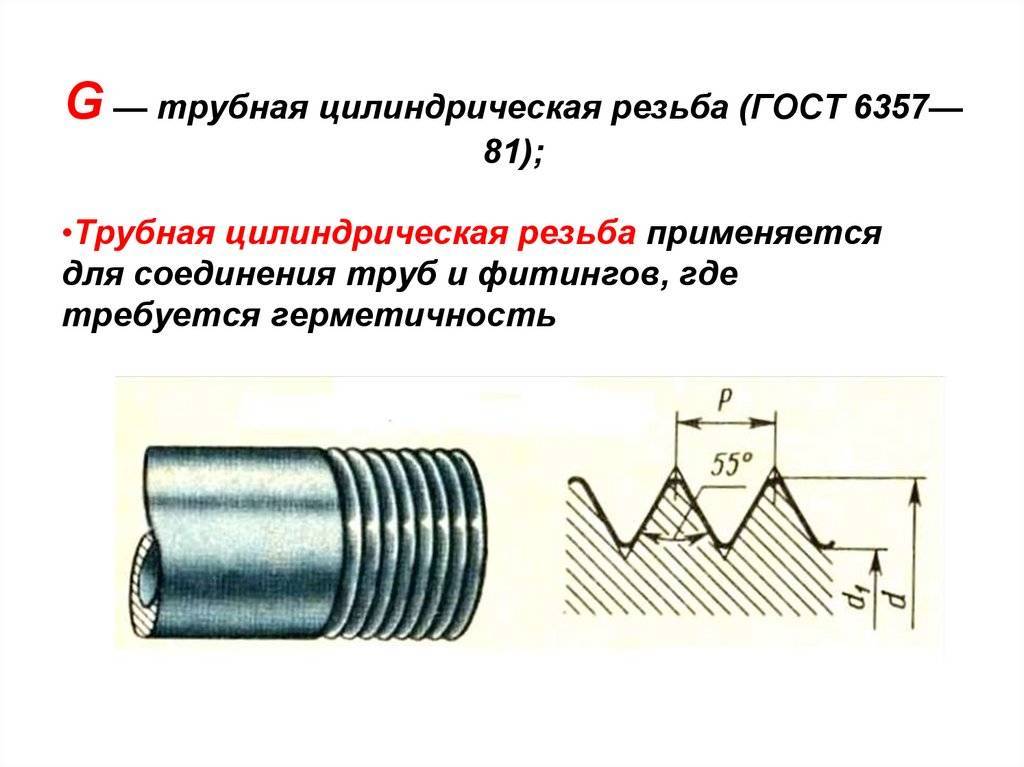
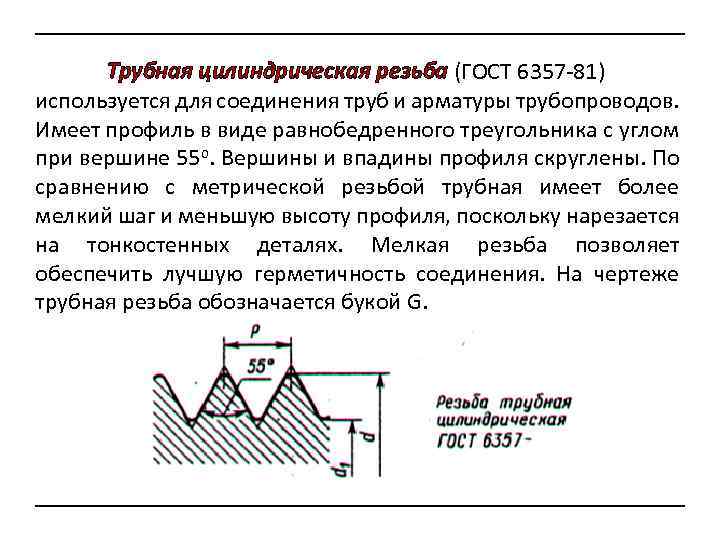
Цилиндрическая резьба (обозначается на схемах буквой G) изготавливается в соответствии с ГОСТ 6357-81 и имеет форму равнобедренного треугольника с углом в 55º при вершине.
Чертеж цилиндрической резьбы в соответствии с ГОСТ
Основными параметрами являются:
- наружный, внутренний и средний диаметр резьбы (d, d1 и d2 соответственно);
- наружный, внутренний и средний диаметры соединительной муфты (D, D1 и D2);
- шаг резьбы (Р);
- высота треугольника и рабочего профиля (Н и Н1);
- радиус закругления (R).
Цилиндрическая резьба нарезается на трубах, диаметр которых находится в пределах 1/16 дюйма (7,723 мм) – 6 дюймов (163,86 мм). Основные размеры труб приведены в таблице:
Типовые размеры резьбы цилиндрической
Дополнительными параметрами, регламентируемыми ГОСТ, являются:
класс точности. Резьба может быть изготовлена с классом точности А (более точный) и В (менее точный);
Для каждого класса точности устанавливаются свои нормы отклонений, допустимые регламентирующим документом.
длина свинчивания. Устанавливаются два значения параметра: N – нормальная длина и L – длинная длина.



Длина свинчивания резьбы по ГОСТ
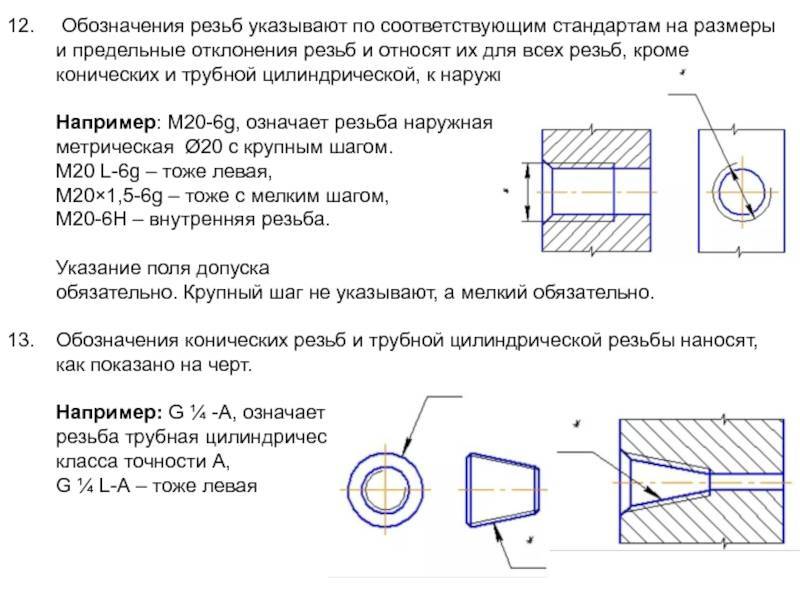
Все рассмотренные параметры цилиндрической резьбы указываются в маркировке.
Например, G1/2-A-40. Это означает, что цилиндрическая резьба (G) имеет следующие параметры:
- диаметр ½ дюйма;
- класс точности А;
- длину свинчивания L 40 мм. Нормальная длина свинчивания (N) в маркировке не указывается.
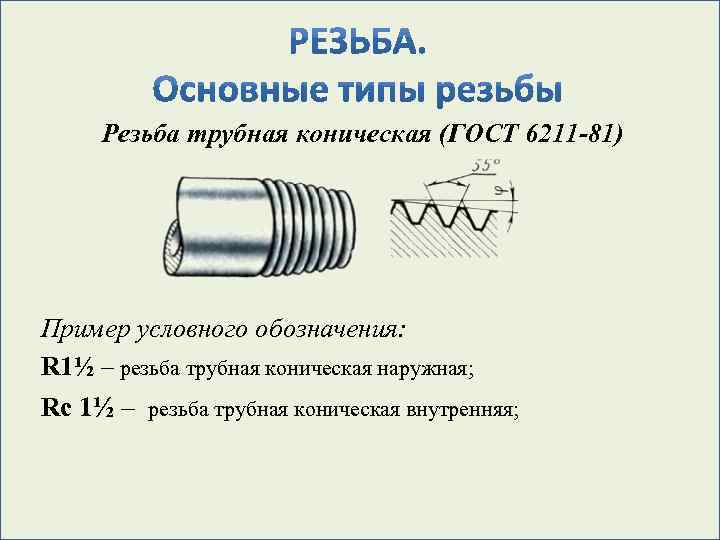
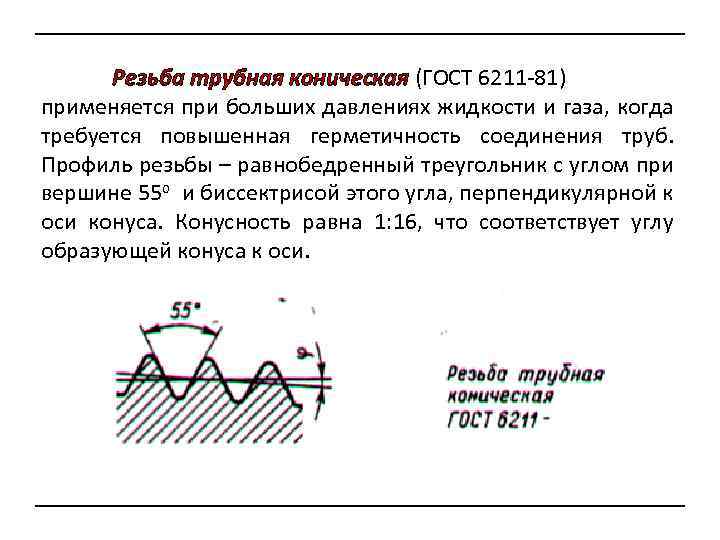
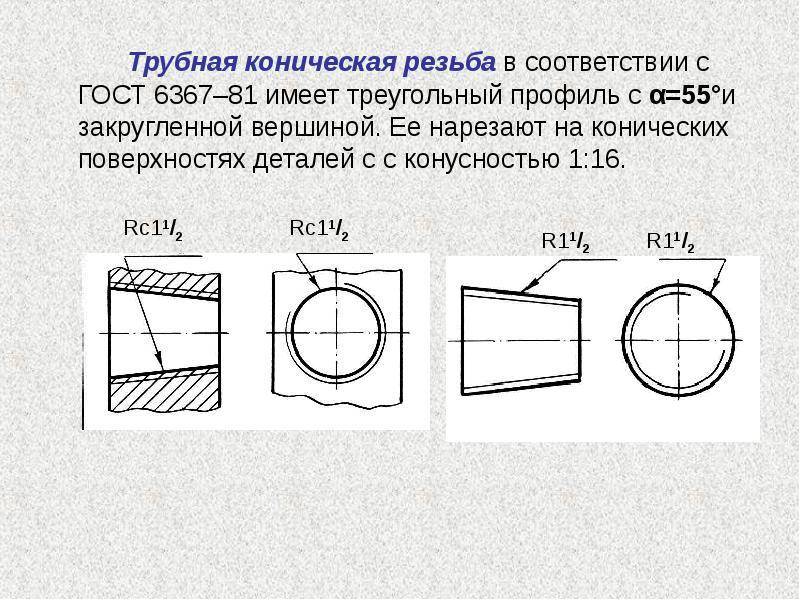
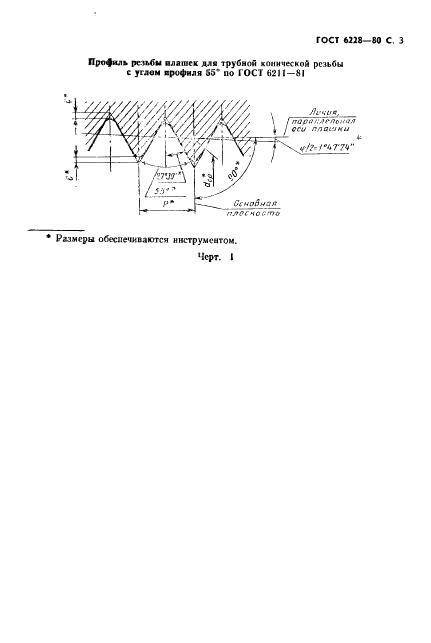
Каноническая резьба (маркируется буквой R) изготавливается по ГОСТ 6211-81. Основные отличительные признаки:
- угол вершины треугольника 55º;
- конусность 1:16.
Основные параметры, применяемые при обозначении этой резьбы, полностью соответствуют параметрам, используемым при обозначении цилиндрической.
Чертеж и рабочие параметры канонической резьбы
Диаметр труб, на которых возможна нарезка конической резьбы, составляет от 1/6 дюйма до 6 дюймов, что соответствует 7,723 – 163,83 мм.
Таблица указывает все типовые размеры резьбы конического вида:
Размеры выпускаемой конической резьбы на трубах
В маркировке конической резьбы указываются следующие параметры:
- тип: внутренняя (Rc) или наружная (R);
- диаметр (в дюймах).
Например, R1/2 означает, что наружная коническая резьба диаметром ½ дюйма.
Параметры трубной резьбы
Дополнительными техническими параметрами трубной резьбы являются:
- единицы измерения;
- направленность.
Трубная резьба может измеряться:
- в дюймах (дюймовая резьба);
- в миллиметрах (метрическая резьба).
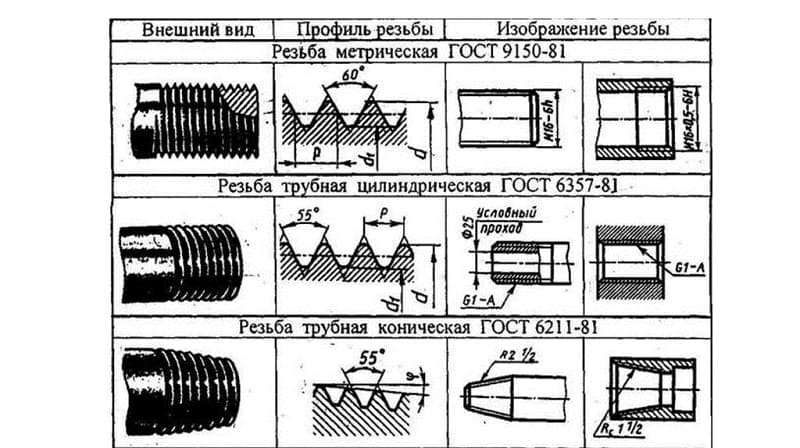
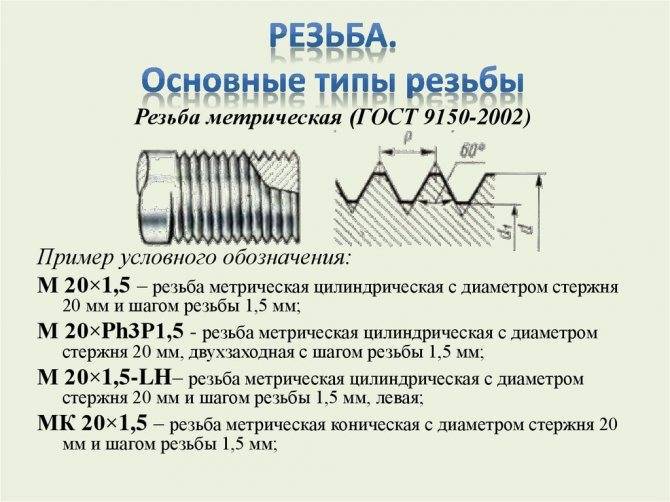
Основное отличие метрической резьбы от дюймовой – это угол треугольника, соблюдаемый при нарезке резьбы. Если на дюймовой резьбе угол составляет 55º, то при нарезке метрической резьбы размер угла увеличивается до 60º.
Основные параметры метрической резьбы
Для строительства трубопроводов бытового назначения (системы отопления, водоснабжения или газоснабжения, водоотведения и так далее) используется дюймовая резьба. Метрическая (более точная) резьба преимущественно применяется при строительстве трубопроводов, находящихся под действием вибрации, а также тяжеловесных конструкций.
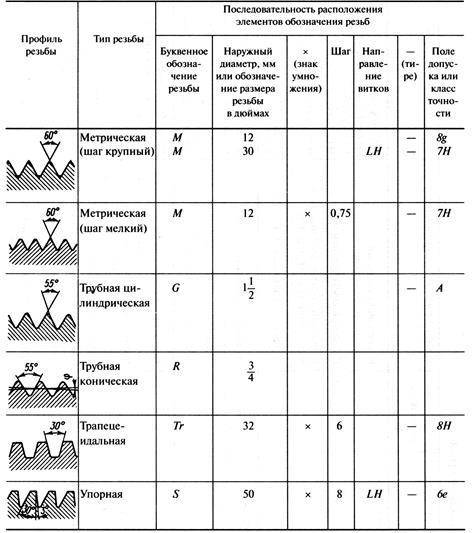
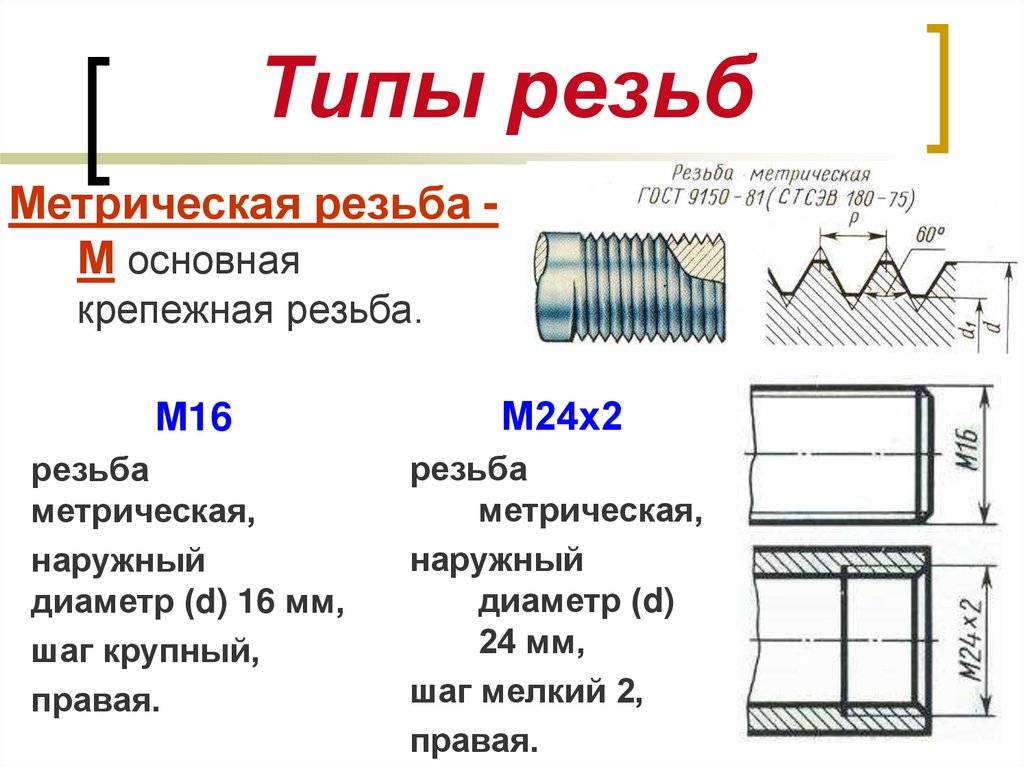
Если используется метрическая резьба, то в маркировке присутствует буква «М».
Существенное значение при определении резьбы также имеет направление вращения профиля. По данному показателю трубная резьба подразделяется на следующие виды:
- левая;
- правая.
Направленность резьбы
Левая резьба наносится исключительно на трубы при условии, что основная нагрузка, действующая на соединение, направлена в сторону отвинчивания соединительного элемента. В остальных ситуациях используется правая резьба.


На чертежах левая резьба дополнительно маркируется буквами LH.
Разметка труб, конусов, переходов | Разметочные работы
Разметка труб в основном сводится к разметке длины детали. Обычно детали из труб в судовых конструкциях (пиллерсы, стойки и др.) располагают вертикально и их торцы обрезают перпендикулярно образующей, т. е. оси трубы. При этом на трубе указывают ее длину и по этим рискам размечают места обрезки верхней и нижней кромок.
Если плоскость реза неперпендикулярна образующей трубы, то необходимо сделать развертку. Кромки обреза на развертке в этом случае получают с помощью построения развертки усеченного цилиндра. Разметка для изготовления труб, состоящих из двух цилиндров одинакового сечения, соединенных друг с другом под прямым углом и лежащих своими осями в одной плоскости, сводится к развертке прямых цилиндров, усеченных наклонной плоскостью (рис. 64).
Рис. 64. Развертка колен трубы, соединенных под прямым углом
Построение развертки боковой поверхности усеченного кругового цилиндра выполняют следующим образом: проводят окружность основания цилиндра диаметром D и делят ее на 8 (12) равных частей; точки деления окружности проектируют на усеченную часть цилиндра и получают ряд образующих: 1 — I,2 — II,3 — III, 4 — IV, 3′ — III’, 2 — II’, 1′ — I’. В стороне проводят прямую линию 0 — 0′, равную длине развертки цилиндра пDн. Линию 0 — 0′ делят на 8 (12) равных частей, наносят на ней точки 1, 2, 5, 4, 3′, 2′, 1′ и через них проводят перпендикуляры к прямой 00′.
На каждом перпендикуляре откладывают соответствующую длину, равную образующей усеченной части цилиндра 1 — I, 2 — II, 3 — III, 4 — II’, 3′ —III’, 2′ —II’, 1′ — I’. Соединяя концы образующих плавной кривой, получают развертку боковой поверхности усеченного цилиндра (трубы).
Разметка конической трубы с различными диаметрами (рис. 65, а) сводится к построению развертки усеченного конуса с диаметрами большего основания D и малого основания d и высоты Н. По разметкам D, d и Н строят боковую проекцию конуса AC BE. Продолжая образующие конуса АЕ и С В до пересечения, находят центр 0, лежащий на средней осевой линии, и из него проводят две дуги через точки А и Е. От произвольной точки Л, лежащей на верхней дуге, при помощи тонкой рейки откладывают длину окружности большого основания пD, отмечают точку C1 и соединяют точки A1 и C1 с точкой 0. Проведенные линии пересекают малую дугу в точках Е1 и В1. Фигура A1C1B1E1 и является полной разверткой усеченного конуса.
Для разметки перехода с прямоугольного сечения на круглое (рис. 65,6) строят развертку усеченного конуса, у которого диаметр верхнего основания (окружности) d, условный диаметр нижнего основания (прямоугольника) D и высота Н. Величину D определяют, предполагая, что длина его окружности равна периметру прямоугольного перехода, т. е. 2 (А + В). Приравнивая 3,14D = 2(А + В) находят величину
Строят боковой вид конуса acbd по размерам d1D и Н и определяют центр развертки 0 и из нее через точки а и с проводят дуги оснований конуса. На верхней дуге откладывают длину окружности диаметром d(пd), а на нижней дуге — стороны прямоугольного основания А и В. Чтобы обеспечить плавность перехода при гибке, на развертке наносят линии рассечки 1, 2, З, 4, которые направлены в точку 0, а по длине они равны 2/3H.
Рис. 65. Развертка патрубков с разными основаниями: а — при переходе с одного диаметра на другой, б — при переходе с прямоугольного сечения на круглое
www.stroitelstvo-new.ru
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
 Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
 Например:
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
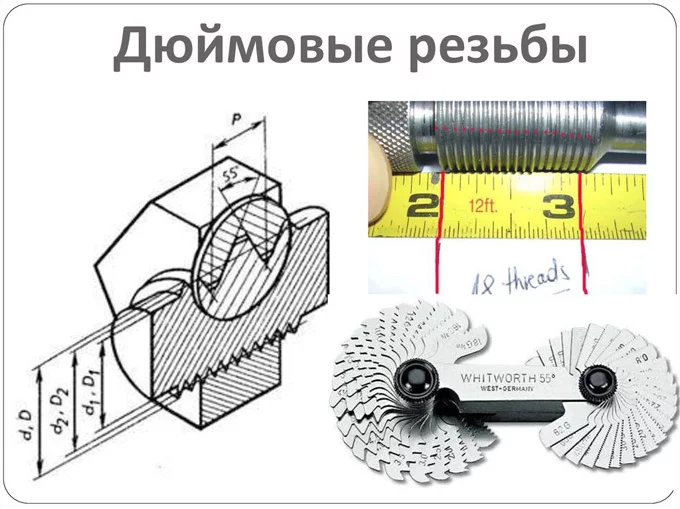
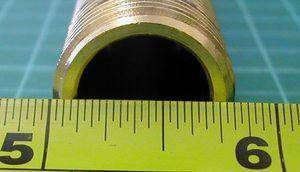 Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
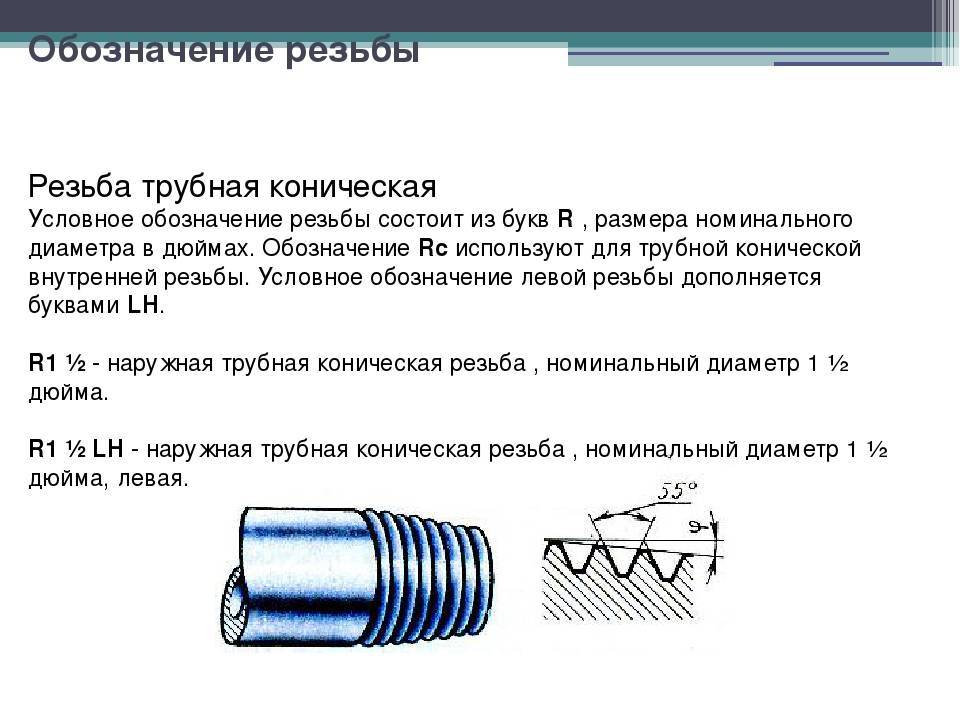
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
 Главные обозначения:
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.

Примеры:
 R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
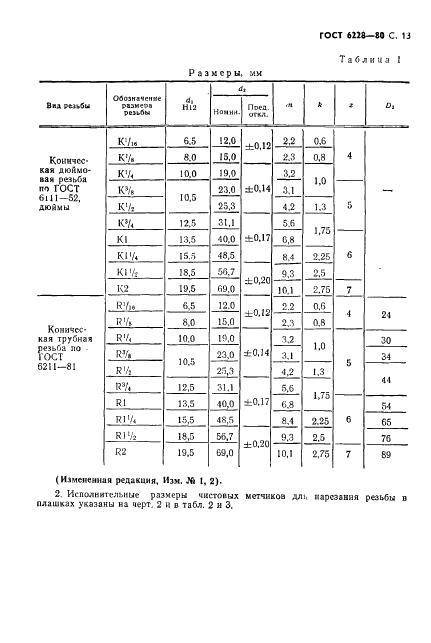
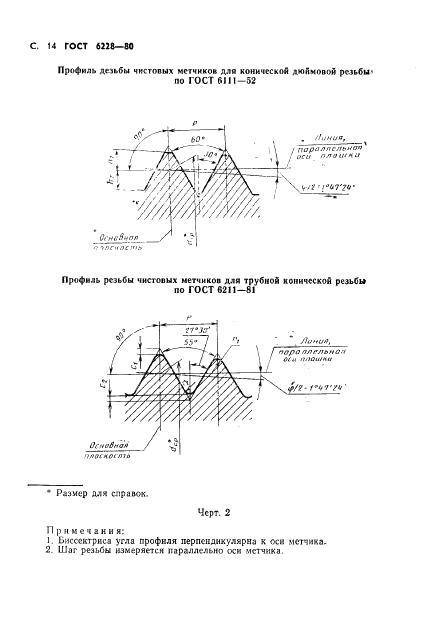
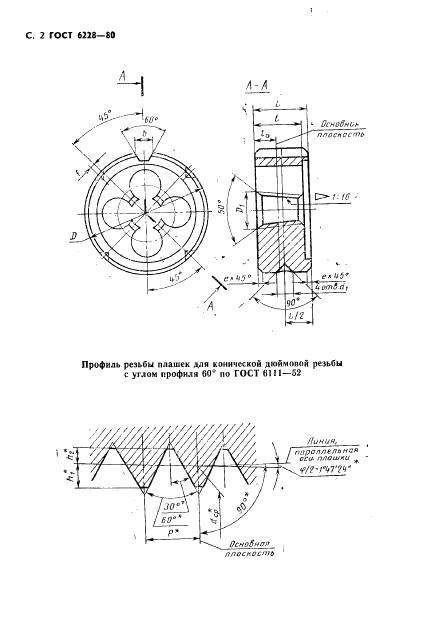
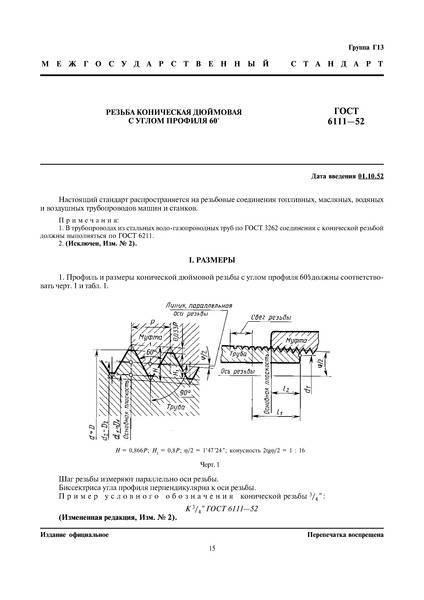
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.





