

2 Разновидности оборудования
Все разнообразие расточных станков, в зависимости от функционального назначения и конструктивных особенностей, классифицируется на следующие разновидности:
- сверлильно-расточные;
- расточно-наплавочные (мобильные и стационарные);
- фрезерно-расточные;
- токарно-расточные.
Сверлильно-расточные станки — ранее наиболее распространенная группа оборудования, которую можно было встретить в любом металлообрабатывающем цеху, однако сейчас большая часть операций по сверлению выполняется на фрезерном оборудовании, ввиду чего применение таких агрегатов сократилось. В зависимости от области применения они делятся на универсальные и специализированные (для масс производства конкретной детали).
Токарно-расточный станок, как правило, применяется для обработки плоскостей и отверстий внутри корпусных конструкций. Такое оборудование нередко называется координатным, поскольку оно позволяет добиться высокой точности расположения отверстий относительно плоскости базовой поверхности. Помимо стандартной функциональности данные агрегаты могут выполнять разметочные операции.
Мобильный расточно-наплавочный станок
Мобильный расточно-наплавочный станок существенно отличается от рассмотренных механизмов. Это портативное оборудование, используемое для ремонта и восстановления цилиндрических отверстий на крупногабаритной технике. Такие агрегаты могут работать в любом месте и пространственном положении, что делает их незаменимыми в сфере автомобильного, судового и авиационного строительства.
Отдельно выделим алмазно-расточные станки, характерной особенностью которых является использование твердосплавных резцов с алмазным напылением, позволяющих вести обработку заготовок из закаленных сталей. Такие агрегаты зачастую используются для высокоточного растачивания автомобильных деталей — шатунов, втулок, цилиндров и т.д.
2.2 Популярные модели расточных станков
Одной из наиболее распространенных вертикальных расточных агрегатов является модель 2Е78П, которую Майкопский станкостроительный завод производит с 1982 года по сегодняшний день. Данное оборудование также способно выполнять фрезерные операции по деталям из стали, чугуна и цветных металлов.
Рассмотрим технические характеристик 2Е78П:
- диаметр растачиваемых отверстий — от 29 до 200 мм;
- диаметр сверления — до 15 мм;
- максимальные габариты обрабатываемых деталей: 75*50*45 см, вес — до 200 кг;
- размеры рабочего стола — 100*50 см;
- мощность привода — 2200 Вт;
- обороты шпинделя — 26-120 мин.
2Е78П
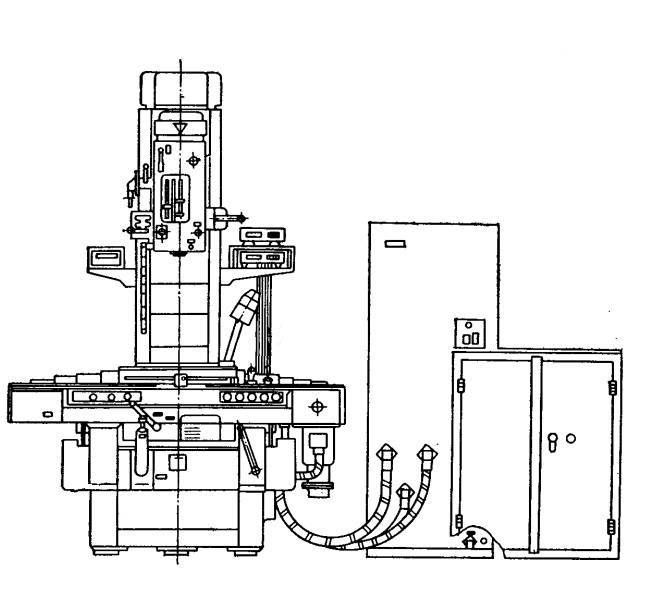
Среди горизонтального оборудования выделим станок 2А622Ф4, производитель — Ленинградский станкостроительный завод им. Свердлова. Данный агрегат оснащен ЧПУ — числово-программным управлением, которое значительно расширяет его функциональные возможности.
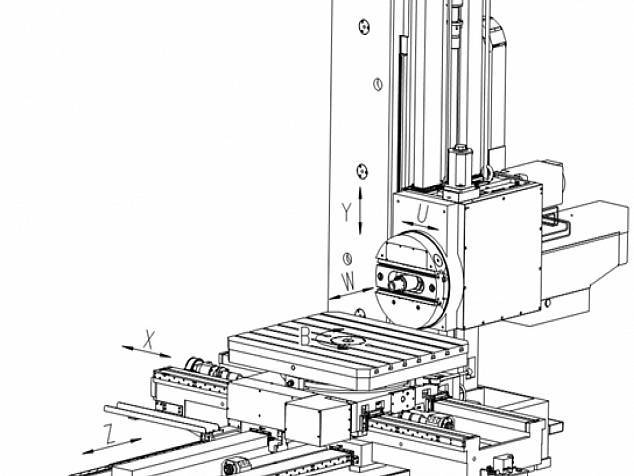
ЧПУ позволяет запрограммировать автоматическое перемещение рабочего механизма по четырем осям — X, Y, Z, W. Также предусмотрена возможность ручного управления с пульта. В станке используется система ЧПУ отечественной разработки — CNC 2C42, соответствующая классу автоматизации Ф4. Агрегат оснащен электронным дисплеем, на который выводятся данные о режиме работы станка.
Технические характеристики модели 2А622Ф4:
- диаметр растачиваемых отверстий — от 15 до 250 мм;
- диаметр сверления — до 50 мм;
- максимальные габариты обрабатываемых деталей: 100*100*125 см, вес — до 5000 кг;
- размеры рабочего стола — 125*125 см;
- мощность привода — 20000 Вт;
- обороты шпинделя — 4-1250 мин.
2А622Ф4
Это крупногабаритное оборудование для промышленной эксплуатации, ориентированное на использование в условиях единичного и серийного производства. Размеры станка составляют 398*634*398 см, вес — 20 тонн. Среди эксплуатационных преимуществ данного агрегата выделим наличие быстродействующих гидрозажимов, автоматически фиксирующих заготовку, устройство шпиндельного узла на прецезионных подшипниках и использование телескопических направляющих.
Предназначение оборудования
Координатно-расточные станки призваны выполнять обработку отверстий со строгим соблюдением межцентровых расстояний между ними и ориентации относительно базовых поверхностей. Отсчет при этом происходит в прямоугольной системе координат без применения дополнительных средств направления инструмента. Применяются такие машины как в единичном, так и массовом производстве.
Основные работы на таких станках включают:

Система координат станков
- сверление растачивание отверстий (черновое, чистовое);
- обточку цилиндрических поверхностей с наружной стороны;
- обработку торцов отверстий, а также их развертывание, зенкерование;
- фрезерование плоских поверхностей;
- формирование резьбы;
- замер деталей.
Кроме этого оборудование позволяет высверливать отверстия в кондукторах и корпусных элементах, где важна предельная точность их взаимного расположения. Алмазно-расточные станки предназначены для расточки цилиндров, втулок, шатунов и других деталей двигателя.









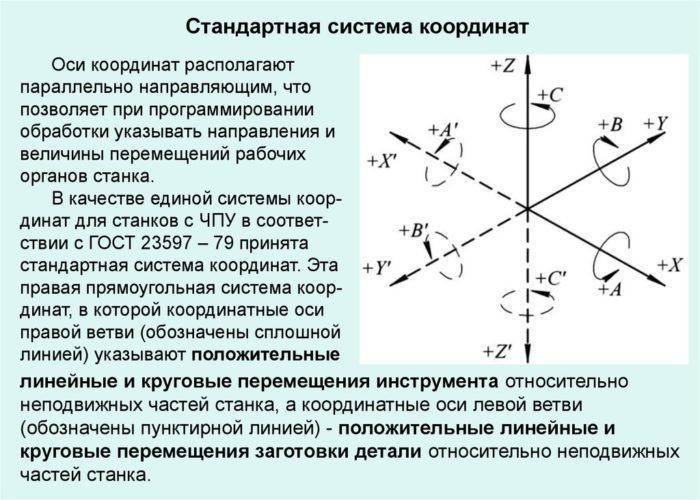
Стандартная система координат станков
Кроме расточных работ, на станках можно выполнить разметку, контроль размеров, проверить межцентровые расстояния. Используя столы поворотной конструкции (идут комплектом к оборудованию), обрабатывают отверстия, расположение которых определяется полярной системой координат, а также отверстия наклонные и взаимно перпендикулярные.
Станки расточные оснащены устройствами отсчета на базе оптики. Это дает возможность производить отсчет в пределах целых и дробных частей координатного размера. Точность при этом, касаемо межцентровых расстояний, достигает порядка четырех тысячных миллиметра. Более точные устройства оборудованы системой цифрового отображения расстояния и позволяют оператору задавать координаты с точностью до 0,001 мм.
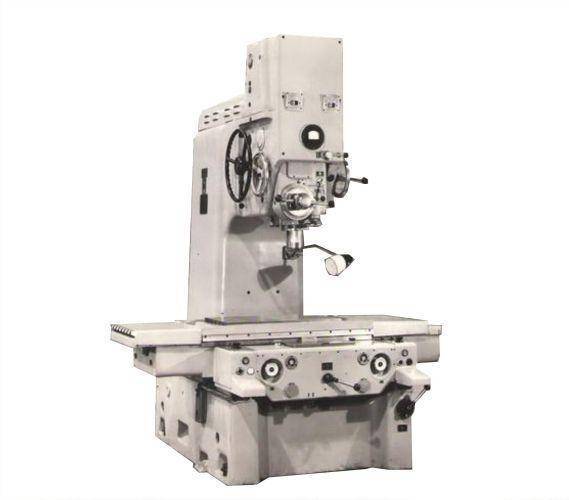
2Е450АФ1 станок координатно-расточный одностоечный с оптической системой отсчёта координат по осям X и Y. Назначение и область применения
Серийное производство координатно-расточного станка 2Е450АФ1 началось в 1980 году. Модель 2Е450АФ1 пришла на смену станку .
Координатно-расточный станок 2Е450АФ1 (2Е450АФ1-1) предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат чистового и получистового фрезерования плоскостей, расположенных вдоль осей X и У торцовыми и концевыми фрезами.
Поставляемые со станком поворотные столы позволяют производить обработку отверстий, заданных в полярной системе координат, а также взаимно перпендикулярных и расположенных под различными углами отверстий и плоскостей.
На станке 2Е450АФ1 (2Е450АФ1-1) также могут выполняться: нарезание резьбы, разметка и проверка линейных размеров на деталях, в частности, межцентровых расстояний.
На станке можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Станок 2Е450АФ1 (2Е450АФ1-1) используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки.
Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм и в полярной системе — 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, 0,006 мм.
Установка оси отверстия на изделии относительно оси шпинделя на требуемую координату осуществляется движением стола или салазок, перемещение которых контролируется специальным оптическим устройством. Последнее базируется на точных линейках, закрепляемых в одном случае на столе (подвижная линейка), в другом — на станине (неподвижная линейка). Линейка стола имеет 1000 высокоточных делений через 1 мм, линейка станины — 630 делений. Штрихи делений проектируются на матовый экран с 75-кратным увеличением. Для оценки сотых долей одного интервала линейки в плоскости экрана имеется шкала со 100 делениями. Для получения отсчета большой точности на экране имеется дополнительная шкала, позволяющая производить отсчет до 0,001 мм.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
В станке предусмотрены ручной зажим стола, салазок и шпиндельной бабки.
Станок снабжен устройством предварительного набора координат. Фрезерование можно производить как при ручном управлении станком, так и с использованием устройства предварительного набора координат.
Конструктивные особенности станка
- Установка более мощного привода главного движения
- Увеличение жесткости корпусных деталей приводов стола и салазок
- Применение более мощных приводов подачи
- Расширение диапазона рабочих подач и частоты вращения шпинделя
- Применение устройства предварительного набора координат (УПНК), позволяющего сократить время позиционирования стола и салазок
- Исполнение приводов подач с шариковой винтовой парой в качестве конечного звена
- Привод перемещения стола и салазок осуществляется от регулируемых высокомоментных электродвигателей постоянного тока, которые допускают широкий диапазон регулирования скорости
- Отсчетная система станка — экранная оптическая с точными стеклянными масштабами. Выносное оборудование связано со станком готовой электропроводкой со штепсельными разъемами
Корректированный уровень звуковой мощности LpA не должен превышать 93 дБА.
Класс точности станка А по ГОСТ 8—71.
Станок соответствует высшей категории качества.
Проектная организация — Московский завод координатно-расточных станков.
Год принятия станка к серийному производству — 1980.
Конструкция станка
Несущая основа агрегата достаточно массивна, что обусловлено характеристиками заготовок, которые обычно обрабатываются на таких устройствах. Подошва конструкции формируется плитой, тумбой и станиной, обеспеченной пазовыми нишами для крепления функциональной платформы. Рабочая часть представляет собой шпиндельную головку для содержания обрабатывающего инструмента с перемещающимися кронштейнами и сменными борштангами. Заготовка может располагаться по-разному – в вертикальных конструкциях алмазно-расточного станка, например, для деталей предусматривается своего рода предметный столик с удерживающими фиксаторами.







В части силовой основы большинство агрегатов этого типа содержат электродвигатель с приводной инфраструктурой, системами смазки и охлаждения. Более технологичные версии также включают блок электроаппаратуры с элементами ЧПУ, за счет которых осуществляется автоматизация производственного процесса с возможностью интеллектуальной настройки параметров обработки.
2 Конструкция и особенности координатно-расточных агрегатов
Существует четыре типа установок, на которых выполняется растачивание отверстий и прочая обработка изделий – токарно-расточные, алмазно-расточные, координатно-расточные и горизонтально-расточные. Координатно-расточной станок признается наиболее универсальным и многофункциональным, что позволяет применять его практически для всех известных операций обработки отверстий.
На таком агрегате можно даже осуществлять на высоком уровне точности разметочные процедуры за счет того, что он обычно оснащается множеством электронных, механических, индуктивных и оптических механизмов отсчета, которые гарантируют безупречные измерения передвижений подвижных узлов. Другое достоинство координатных станков – наличие поворотного универсального рабочего стола, благодаря которому становится доступной обработка наклонных отверстий.

Вращение шпинделя в рассматриваемых агрегатах считается основным (рабочим) движением, а его перемещение по вертикали является движением подачи. Конструктивно координатно-расточной станок может иметь одну или две стойки. На оборудовании с двумя стойками установочным движением признаются следующие передвижения:
- рабочей поверхности (продольное);
- шпиндельной бабки с траверсой (перемещается вертикально);
- бабки по траверсе (поперечное).

В одностоечных станках различают два вида установочного движения:
- вертикальное – шпиндельной бабки;
- в продольном и поперечном направлениях – шпинделя.
Модели с ЧПУ
Следует учитывать тот момент, что координатно-расточной современный станок с ЧПУ получил весьма большое распространение в последнее время. Это связано с тем, что по ГОСТу размеры многих деталей должны быть весьма точными
Поэтому если по ГОСТ точность должна быть очень высокой, а производство проводится в течение короткого промежутка времени, следует уделить внимание координатно-расточным станкам с ЧПУ

Координатно-расточной станок с ЧПУ
Почему данный тип оборудования сегодня настолько востребован?
Координатно-расточные станки с ЧПУ оснащаются компьютерами, через которые проводится установка координат и режимов обработки. За счет того, что ГОСТ соблюдается не вручную оператором, а точность контролируется компьютером существенно снижается вероятность появления погрешности. Поэтому ГОСТ сегодня соблюсти можно только при установке моделей, которые снабжаются блоком ЧПУ.
Модели с ЧПУ могут применяться как для черновой, так и для чистовой обработки. Однако стоит учитывать, что оператором могут стать только подготовленные люди, несмотря на отсутствие необходимости в ручном управлении. Токари и другие специалисты должны проходить переподготовку для того чтобы правильно управлять оборудованием.
Достоинствами моделей с блоком числового программного управления можно назвать:
- Высокую точность работы.
- Высокий показатель производительности.
- Возможность установки на автоматизированных линиях.
- Защищенность зоны резания от окружающей среды.
- Возможность получения сложных заготовок, которые имеют различные плоскости и отверстия: глухие, пересекающиеся, наклонные и так далее.
- Компактные размеры при высокой производительности.
Однако есть и несколько существенных недостатков:
- Достаточно высокая стоимость. Применение современных технологий определяет существенное удорожание оборудования. Поэтому рентабельность установки станков с ЧПУ должна быть тщательно просчитана.
- Сложность в обслуживании. Стоит помнить о том, что координатно-расточной станок с ЧПУ может обслуживать и ремонтировать исключительно специалист, имеющий соответствующие навыки. В случае повреждения или выхода из строя одного из узлов придется обращаться к продавцу или компаниям, которые предоставляют услуги по ремонту. Решить проблему самостоятельно будет практически не возможно.
- В некоторых случаях для наладки производства при установке станков с ЧПУ нужно нанимать специалиста. Это связано со сложностями, которые возникают при составлении программы по обработке и наладке оборудования.
- Показатель трудозатрат снижается до 80%, а производительности увеличивается примерно на 50%. Эта информация определяет то, что один станок с ЧПУ может заменить три обычных.
Современные нормы изготовления различных деталей обязывают заводы и иные организации, занимающиеся производством устанавливать станки с ЧПУ. Это связано с тем, что только они могут обеспечить высокую точность размером и показателя шероховатости поверхности.








Лучшими производителями считают МЗКРС и «Стан-Самара». Они выпускают модели, которые устанавливаются практически на всех заводах и производственных линиях. Наиболее распространенными моделями назовем 2В440А, 2Д450, 2А450
При выборе наиболее подходящей модели уделяют внимание на следующие моменты:
- Максимальные размеры заготовки.
- Масса конструкции.
- Максимальный и минимальный диаметр отверстия.
- Скорость, с какой может вращаться режущийся инструмент.
- Максимальный вес заготовки.
- Мощность главного привода и всех дополнительных электродвигателей.
https://youtube.com/watch?v=BD7nBt361qw
Чаще всего это металлообрабатывающее оборудование устанавливается в машиностроительных цехах. Сегодня распространение получили и модели, выпускаемые под брендом Newall (Англия). Еще относительно небольшое распространение получили модели, выпускаемые под брендами WHN и WKV.
4 Особенности алмазно-, токарно- и горизонтально-расточных установок
Алмазно-расточные станки характеризуются повышенными скоростями выполнения режущих процедур и малыми подачами. Они могут быть двух- и односторонними, много- и одношпиндельными, горизонтальными и вертикальными. Чаще всего, такое оборудование эксплуатируется на комбинатах, которые выпускают крупными партиями авиационные, сельскохозяйственные и автомобильные изделия.
Алмазно-расточные станки гарантируют уникальную четкость обработки отверстий, класс их шероховатости не ниже восьмого, минимальные отклонения по сечению. Данные установки имеют глубину резания не более 0,55 мм (минимум – 0,05). Обработка деталей на них выполняется со скоростью до 1000 метров в минуту. Алмазно-расточные станки работают исключительно с твердосплавными и высокоточными алмазными режущими инструментами, которые обеспечивают превосходное растачивание следующих изделий:
- блоков цилиндров;
- гильз двигателей транспортных средств;
- вкладышей и втулок;
- головок блоков автотехники;
- шатунов.

Кроме того, алмазно-расточные станки применяются для черновых операций. К ним относят – растачивание канавок и конусов, наружное и внутреннее обтачивание конусных заготовок, подрезание торцов и многие другие. Обработка изделий на «алмазных» агрегатах выполняется при помощи комплектов инструментов и наборов съемных шпинделей, которые поставляются производителем вместе со станком.
Горизонтально- и токарно-расточные станки представляют собой разновидности координатных агрегатов. Горизонтально-расточное оборудование отличается от вертикально-расточного, как понятно из названия, расположением шпинделя, вращательно-поступательное перемещение коего считается главным. Подача в нем передается обрабатываемому на столе изделию, используемому рабочему инструменту или применяемому приспособлению.

К перемещениям вспомогательного характера таких станков относят следующие установочные движения:
- рабочей поверхности по двум координатам;
- шпиндельной бабки (вертикально);
- люнета на задней стойке и самой стойки.
Токарно-расточные агрегаты используются реже, чем все остальные станки расточной группы. Они востребованы крупными предприятиями, на которых производится комплексная обработка тех или иных промышленных изделий.
Что такое расточный станок, устройство и принцип действия
Координатно-расточные машины относятся к категории широкоуниверсального оборудования. Все сложные обработки отверстий при точном соблюдении координат выполняют на этих агрегатах. Особенность, присущая всем расточным станкам – наличие у них шпинделя вертикального или горизонтального направления. Последний представляет собой вал, снабженный приспособлением для удержания инструмента режущей группы (сверла, резцы, фрезы, зенкер, метчик), и имеющий возможность перемещаться в линейном направлении по оси.
Координатный расточный станок для работы с отверстиями конструктивно состоит из:
- Станины.
- Стойки.
- Головки расточной.
- Стола на салазках.
- Траверсы.
Работая с деталью на станке, ее закрепляют на рабочем столе, инструмент для обработки зажимают в головке расточной шпинделя. Ориентируясь на высоту детали, выставляют, затем фиксируют головку. Выполняя перемещение стола в любом из двух взаимно перпендикулярных направлений, добиваются установки шпинделя в точку необходимых координат. При помощи вращения шпинделя закрепленный инструмент обрабатывает заготовку.
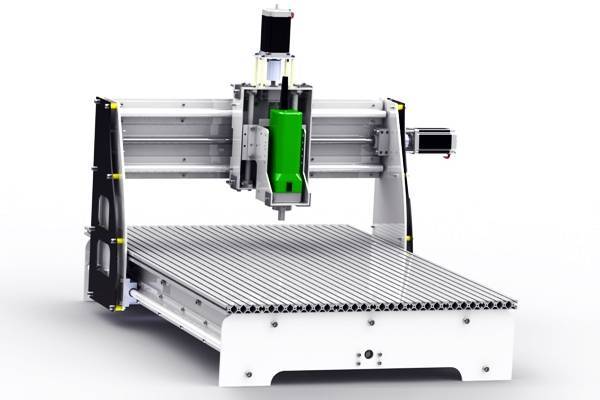
Изготовление своими руками
При сборке станка в домашних условиях рекомендуется применять подручные материалы высокого качества.
Направляющие элементы
При самостоятельном изготовлении допускается использовать втулки и стержни круглой формы. Недостатком самоделки может стать преждевременный износ. Применение оригинальных направляющих приведет к высоким затратам.









Настройку расстояния между салазками и рабочей поверхностью производят при помощи винтов. Движение по направляющим осуществляют при помощи системы привода.
Разработчики оборудования рекомендуют использовать устаревшие печатные машинки, так как они изготовлены из стали высокого качества. Их следует аккуратно разобрать, снять каретку и направляющие со всеми вспомогательными элементами. Каждую каретку используют отдельно, чтобы обеспечить движение в двух направлениях.
Старая печатная машинка (Фото: Instagram / yulekmoto)
Привод
Для обеспечения движения стола необходимо применять электродвигатель с подшипниковым узлом. Передается движение при помощи винта.
Кардан
Изготавливается из бронзовой втулки необходимого размера. На валу двигателя и трубке сверлят отверстие и закрепляют между собой при помощи спиц от велосипедного колеса или иглы от подшипников. После соединения с валом мотора рекомендуется смазать место стыка.
Ходовой вал
В качестве данного элемента могут применяться стержни из стали, прошедшей термическую обработку. Предварительно необходимо нарезать резьбу на поверхности заготовки. При этом используется стандартный шаг.
Разрезная гайка из бронзы
Данную деталь следует закрепить на движущихся частях оборудования. Изготавливается из бронзового бруска, в котором сначала сверлят отверстие, а затем нарезают резьбу. Перед использованием рекомендуется полностью провернуть гайку.
Принцип действия
На момент производства рассматриваемого оборудования учитываются следующие моменты:
- Деталь закрепляется на столе, который, как ранее было отмечено, может передвигаться по установленным направляющим. Этот момент определяет то, что можно проводить получение отверстий растачиванием
- Как практически во всех металлообрабатывающих станках, так и в тех, что могут обрабатывать дерево, есть шпиндель. Стоит учитывать, что шпиндель предназначается для крепления режущего инструмента. У некоторых моделей шпиндель представлен головкой, которая может сменять режущий инструмент согласно заданной программе. За счет этого существенно упрощается процесс. Шпиндель может быть расположен на различных элементах, все зависит от особенностей конкретной модели.
- Расточная головка и траверса также закрепляются оператором на необходимой высоте, которая зависит от размеров детали.
Рассматривая токарно-расточной станок следует уделить внимание тому, что позиционирование шпинделя проводится следующим образом:
- Описание этого оборудования определяет возможность позиционирования путем установки стола благодаря перпендикулярно расположенным относительно друг другу направляющим.
- Устанавливаемая головка может перемещаться по траверсе. Именно поэтому токарно-расточной станок может применяться для получения отверстий на корпусных заготовках весьма больших габаритов.
1 Расточный станок — возможности, принцип работы
Группа расточных агрегатов имеют характерную особенность, их шпиндель, закрепленный в горизонтальной (реже — вертикальной) плоскости, совершает осевое перемещение по направлению к обрабатываемой детали. В посадочном гнезде шпинделя фиксируется рабочий инструмент, от типа которого непосредственно зависят функциональные возможности станка.
Современные расточные агрегаты способны выполнять следующие технические операции:
- растачивание;
- зенкерование;
- сверление;
- нарезка резьбы (внутренняя и наружная);
- обтачивание;
- фрезерование (торцевое и цилиндрическое);
- подрезка торцов.
По сути, данные станки представляют собой универсальное многофункциональное оборудование, способное полноценно заменить несколько металлообрабатывающих установок.
Тяжелый горизонтально-расточный станок
Ключевым параметром любого расточного станка является диаметр шпинделя, несущего основной рабочий инструмент. В зависимости от него все агрегаты классифицируются на три группы: малые (диаметр 50-125 мм), средние (100-200 мм) и тяжелые (200-320 мм).
Вращение шпинделя является главным движением станка, тогда как движение подачи, в зависимости от конструктивных особенностей оборудования, может сообщаться либо обрабатываемой детали либо режущему инструменту. Перемещение инструмента может быть осевым, радиальным либо вертикальным, движение деталей происходит за счет перемещения рабочего стола.
1.1 Особенности конструкции
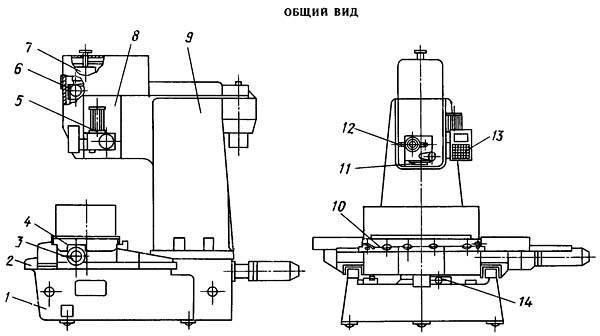
В зависимости от конструктивных особенностей все расточные агрегаты разделяются на две группы: горизонтальные и вертикальные. Наиболее распространенным является вертикально расточной станок, рассмотрим его типовую конструкцию на примере популярной модели 2Е78П.
- рабочие шпиндели (1, 2, 3, 4, 5);
- блок управления (6);
- панель электроаппаратуры (7);
- несущая колонна (8);
- рабочий стол (9);
- основание (10);
- отсчетное устройство (11);
- парная коробка скоростей и подач (12);
- бабка шпинделя (13);
- освещение рабочего места (14);
- пульт управления электрооборудованием (15).
Схема конструкции 2Е78П
Характерной особенностью отделочно-расточного станка 2Е78П является возможность установки сменных шпинделей разных диаметров — 120, 78 и 48 мм, что увеличивает диаметр растачиваемых отверстий. Резцы фиксируются на шпинделе посредством прижимного вента, в отверстие, расположенное на торце резцовой головке шпинделя, монтируется центроискатель (в 2Е78П используется центроискатель индикаторного типа). Центроискатель представляет собой вспомогательный инструмент в виде накладного шаблона, позволяющий точно совместить оси резца и растачиваемого отверстия.







Рабочий стол 2Е78П состоит из двух блоков: нижних салазок, поперечно перемещающихся по направляющим станины, и непосредственно панели стола, двигающейся в продольном направлении по салазкам. На передней стенки панели размещена линейка для точного позиционирования стола. Его установка и перемещения выполняются вручную посредством маховиков.
Шпиндельная бабка является одним из ключевых узлов агрегата, она состоит из двигателя, шпинделя, и соединяющей их клиноременной передачи. Внутри корпуса бабки ребрами корпуса сформирована масляная ванна, в которой находятся вращающиеся валы.
2Е78П
На отделочно-расточный станок 2Е78П и другие модели средних и тяжелых агрегатов устанавливается зубчатая коробка передач. В данной модели она дает 12 скоростей вращения шпинделя и 4 скорости рабочих подач шпиндельной бабки. Также предусмотрена обгонная муфта для ускоренного перемещения бабки напрямую от привода.
Все расточные станки комплектуются устойчивыми к перегрузкам движками асинхронного типа, коллекторные моторы можно встретить лишь в низкокачественном китайском оборудовании. В модели 2Е78П установлено 3 движка, один из которых отвечает за перемещение шпиндельной бабки, второй — за ее ускоренное перемещение, и третий — за перемещение рабочего стола.
Главные характеристики
Основанный еще при СССР завод производил несколько моделей К.Р станков для промышленности. Среди них имеются такие, как:
- Координатно-расточный станок 2431 – его основное назначение сводится к совершению чистовых операций, используя элементы деталей, что не превышают 250 кг. и которые могут делать точнейшее обрабатывание отверстий и их поверхностей. Такой агрегат предназначен для часовой, радиотехнической, а также приборостроительной промышленности.
- Координатно-расточной станок 2а450 – данный агрегат дозволяет совершать обрабатывания отверстий, где указанные размеры между ними расположены в прямоугольной системе координат. На нем же делается проверка межцентровых дистанций и линейных величин. Координатно-расточный станок 2а450 имеет свои преимущества, к ним относится тот факт, что установленное на нем счетное устройство способно высчитывать не только целые, а и дробные размеры координат.
- 2д450 координатно-расточной станок – осуществляет такие же действие, что и предыдущий тип оборудования с учетом того, что он оснащен маневренными столешницами, позволяющие обрабатывать детали с наклонными и взаимно перпендикулярными отверстиями, и делать протачивание торцовых плоскостей. При этом расточный станок 2д450 может обрабатывать рабочую деталь весом до 600кг.
- Координатно-расточной станок 2421 – это одностоечный агрегат, обладающий высочайшей точностью, а также имеет оптическую систему отсчета. Он используется в приборостроение, где элементы деталей могут достигать весом до 150 кг. Кроме этого, координатно-расточный станок 2421 имеет дополнительное оснащение, к которым относятся и иные устройства, в их числе имеется режущий инструмент, что существенно повышает его функциональность.
- Координатно-расточной станок 2в440а – с помощью данного оборудования проводится сверления отверстий в диаметре до 40 мм. Кроме, проверочных функций линейных размеров и межцентровых расстояний можно совершать фрезеровочные работы не большой сложности.
- Координатно-расточной станок 2е440а – помимо расточки на этом агрегате можно совершать сверление и фрезеровку в легкой форме. Координатно-расточной станок 2е440а в своем комплекте имеет прямоугольный стол, что способен двигаться, как в продольном, так и в поперечном направлении и регулируется вручную.
- Координатно-расточной станок с ЧПУ – оборудование данного типа позволяет обрабатывать детали, осуществлять штамповку, делать пресс-формы, что требуют особой точности в мелкосерийном и в производстве крупных партий изделий. Благодаря тому, что координатно-расточной станок с ЧПУ имеет в распоряжении универсальный маневренный стол, входящий в комплект, обработка элементов производится под любим углом независимо от плоскости стола.
- К.Р. станок 2а430 представляет собой оборудование, что имеет крестообразный стол, а также индуктивно-измерительную систему, что оснащена винтовыми проходными датчиками. Кроме этого, такие расточные станки укомплектованы приспособлением для изначального ввода координатных значений и автоматической остановкой стола в обозначенном положении.
- К этой серии также относится и расточной станок МОД – он имеет отличия от своих аналогов раздельным приводом стола и салазок. Кроме этого, стол передвигается по горизонтальной направляющей станины, одна из них плоская, а вторая V-образная. Что касается установки расстояний, то они выполняются при помощи оптической системы, что состоит из стеклянных линеек. В данном случае, линейка стола составляет 1000 делений, а линейка салазок всего 630. Задаваемый параметр размеров проектируется на монитор экрана, увеличивая масштаб в 75 раз.
- К особо точным относится и К.Р станок 2411, используемый в качестве механической обработки отверстий, что пропорционально расположены относительно осей, где размеры задаются в прямоугольной системе координат.
Видео: координатно-расточной станок 2431сф10.
Это интересно: Вертикальный настольно-сверлильный станок 2М112 — характеристики, паспорт
Станок 2А614-1. Горизонтально-расточной. Паспорт станка и Руководство по эксплуатации.
Данное руководство по эксплуатации (Паспорт станка) «Станок горизонтально-расточной 2А614-1» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации горизонтально-расточного станка 2А614-1.
Техническое описание
- Назначение и область применения
- Состав станка
- Устройство и работа станка и его составных частей
- Система смазки
Инструкция по эксплуатации
- Указания мер безопасности
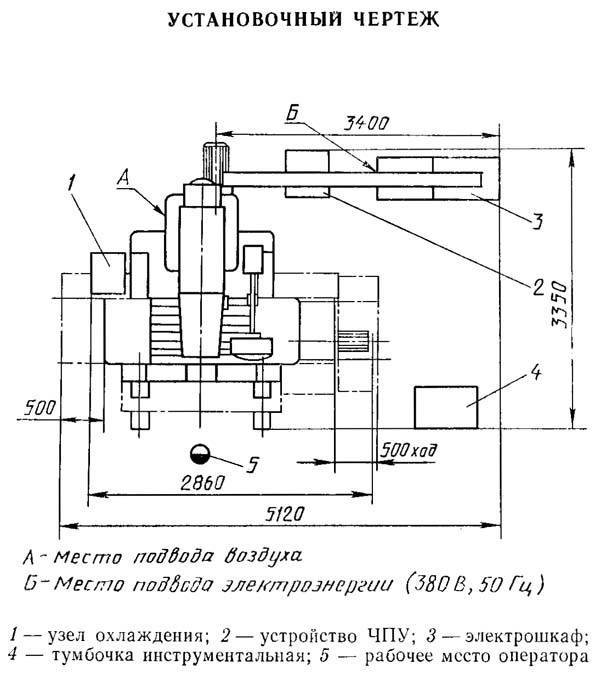
- Порядок установки
- Настройка, наладка и режимы работы
- Регулирование
- Расположение подшипников
Паспорт
- Общие сведения
- Основные технические данные и характеристики
- Сведения о ремонте станка
- Сведения об изменениях в станке
- Комплект поставки
- Свидетельство о приемке
- Свидетельство о консервации
- Свидетельство об упаковке





