

Rimoyt.com
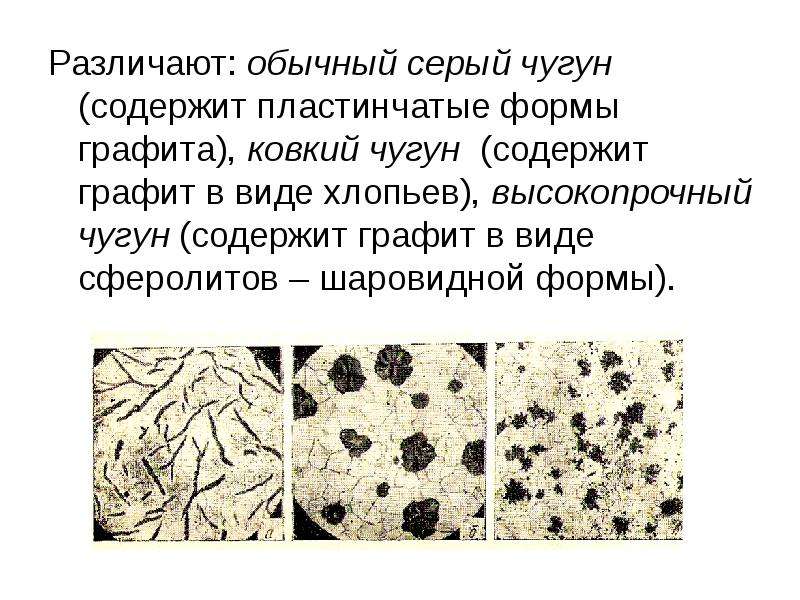
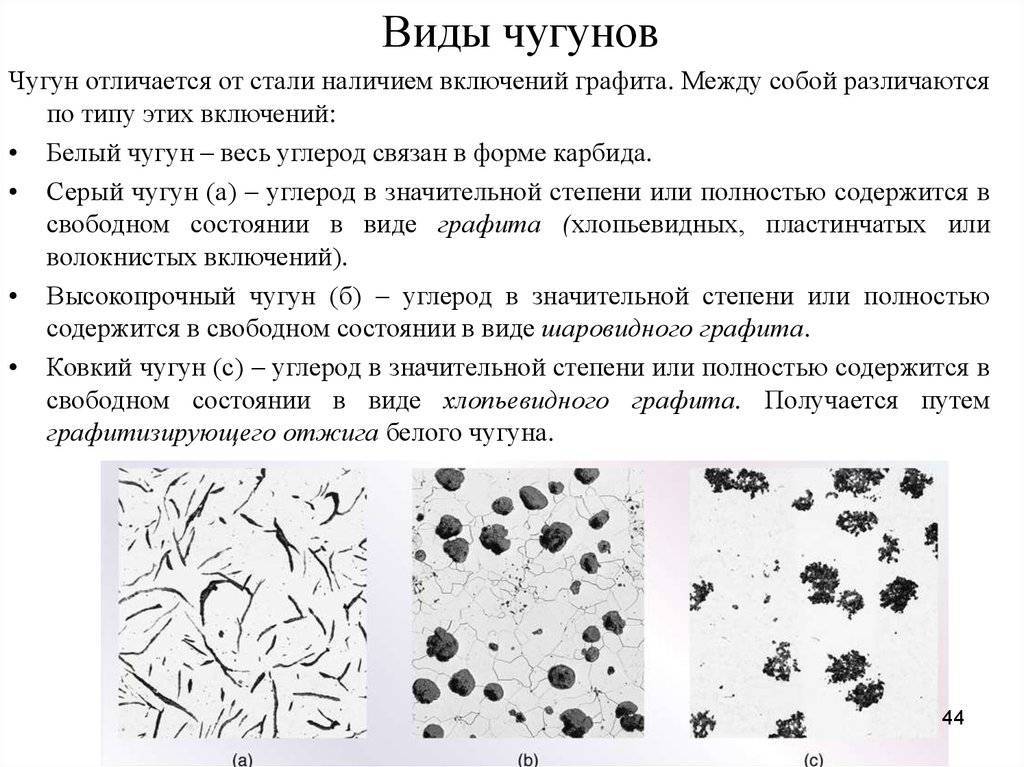
Чугун. Виды чугуна: белый, серый, ковкий, высокопрочныйЧугун – сплав железа (Fe>90%) с углеродом (C от 2,14% до 6,67%). Углерод может содержаться в чугуне в виде графита (С) или цементита (Fe3C). Также чугун содержит примеси кремния, марганца, фосфора и серы. Чугуны со специальными свойствами содержат также легирующие элементы – хром, никель, медь, молибден и др. Чугун – наиболее широко применяемый материал для изготовления литых деталей, используемых при относительно невысоких напряжениях и малых динамических нагрузках. Преимущества чугуна в сравнении со сталью – высокие литейные свойства и небольшая стоимость. Чугуны также лучше обрабатываются резанием, чем большинство сталей (кроме автоматных сталей), но плохо свариваются, обладают меньшей прочностью, жесткостью и пластичностью. В зависимости от состояния углерода в чугуне различают: белый чугун серый чугун(ГОСТ 1412 — «Чугун с пластинчатым графитом для отливок») ковкий чугун(ГОСТ 1215 — «Отливки из ковкого чугуна») высокопрочный чугун(ГОСТ 7293 — «Чугун с шаровидным графитом для отливок»)
Белый чугун
В белом чугуне весь углерод находится в связанном состоянии в виде цементита Fe3C. У белого чугуна высокая износостойкость и твердость, однако он хрупок и плохо обрабатывается резанием, поэтому в машиностроении они находят ограниченное применение и идут, в основном, в передел на сталь. По содержанию углерода серый чугун подразделяют на:Доэвтектический с содержанием углерода от 2,14% до 4,3% Эвтектический с содержанием углерода 4,3% Заэвтектический с содержанием углерода от 4,3% до 6,67%. В сером, ковком, высокопрочном чугунах весь углерод или большая его часть находится в виде графита различной формы (их еще называют графитными).
Серый чугун
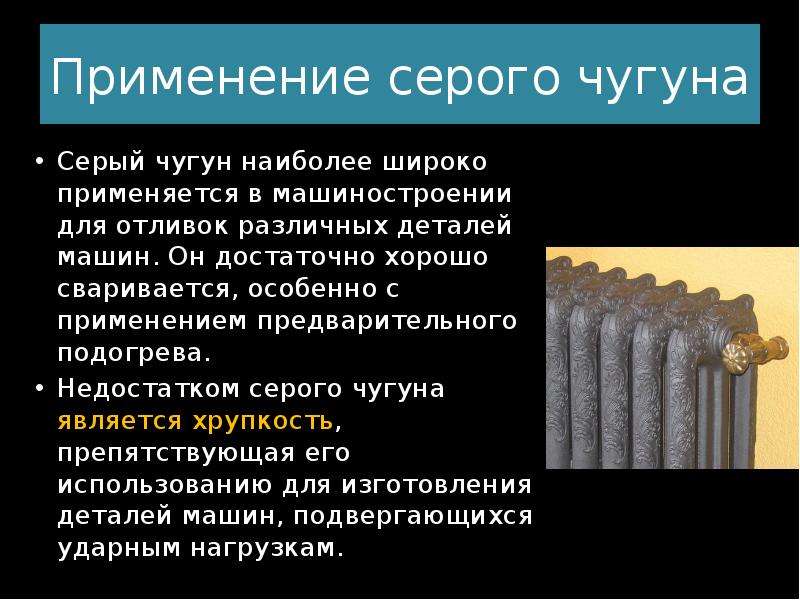
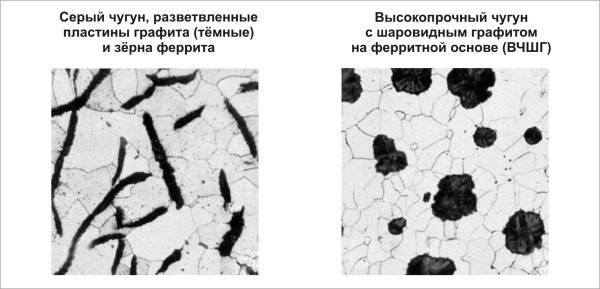
В структуре серых чугунов графит пластинчатой формы. Серые чугуны содержат: 3,2-3,5% углерода, 1,9-2,5% кремния, 0,5-0,8% марганца, 0,1-0,3% фосфора и менее 0,12% серы. Отливки деталей из серых чугунов получают в кокилях – земляных или металлических формах. Серый чугун находит широкое применение в машиностроении. Ввиду невысоких механических свойств у отливок из серого чугуна и простоты получения их применяют для изготовления деталей менее ответственного назначения, деталей, работающих при отсутствии ударных нагрузок. В частности из них делают крышки, шкивы, станины станков и прессов. Пример обозначения серого чугуна: СЧ32-52. Буквы обозначают серый чугун (СЧ), первое число обозначает предел прочности при растяжении (32 кгс/мм2 или 320 МПа), второе число – предел прочности при изгибе.
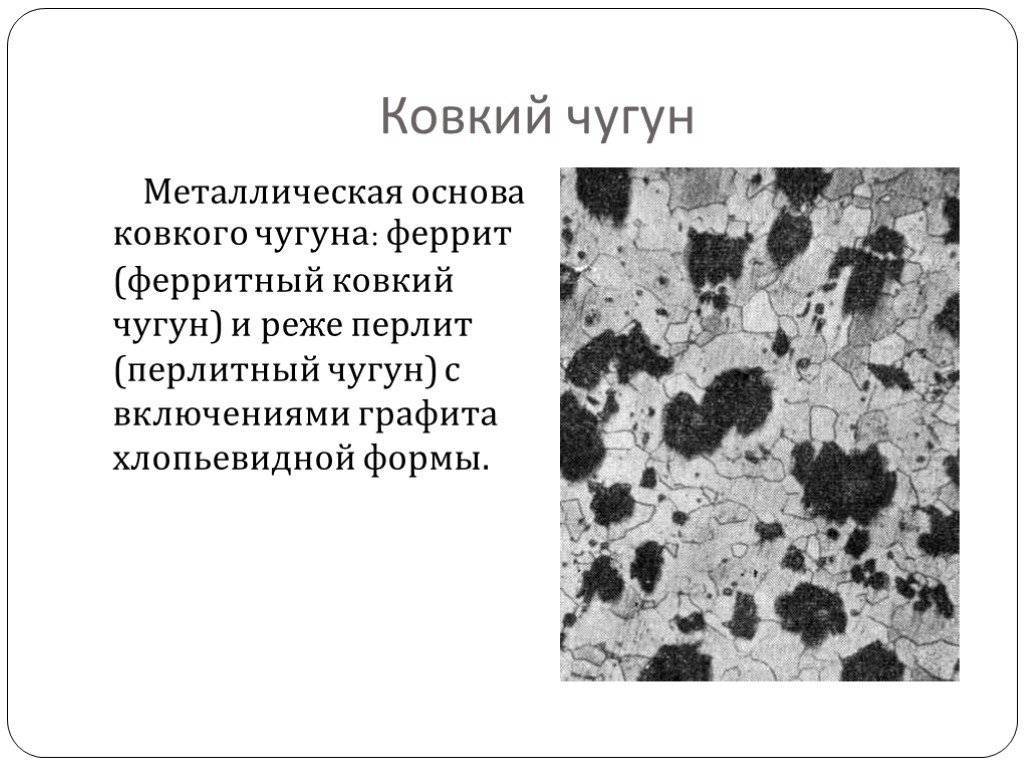
Ковкий чугун
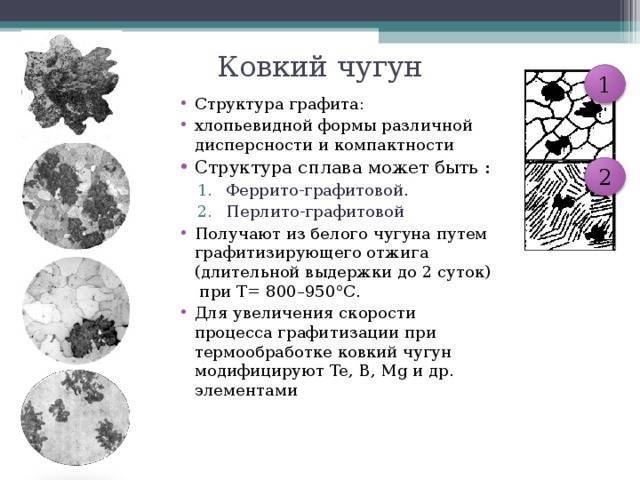
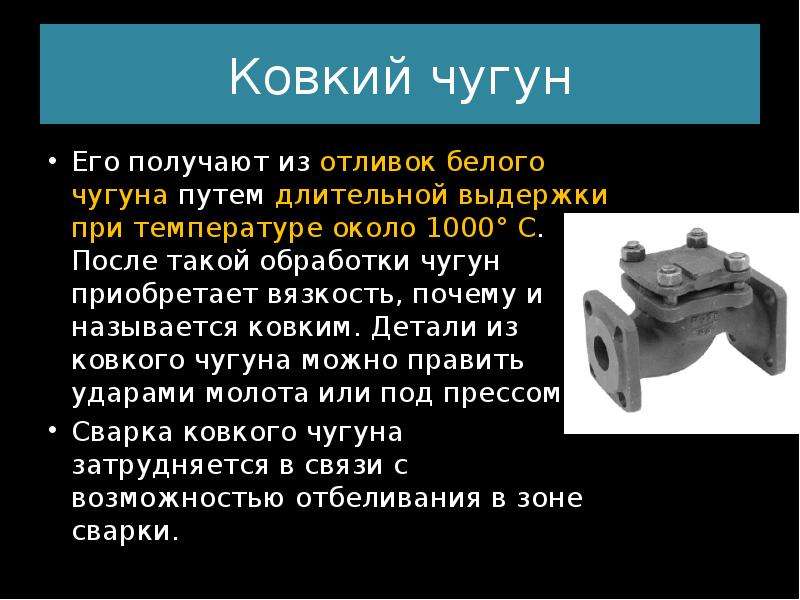
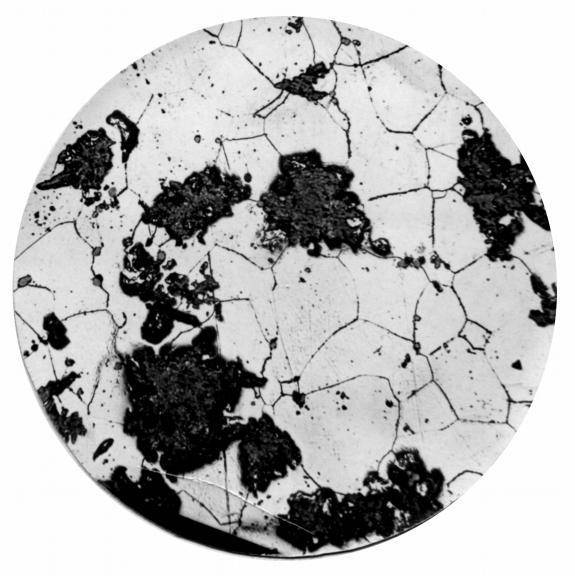
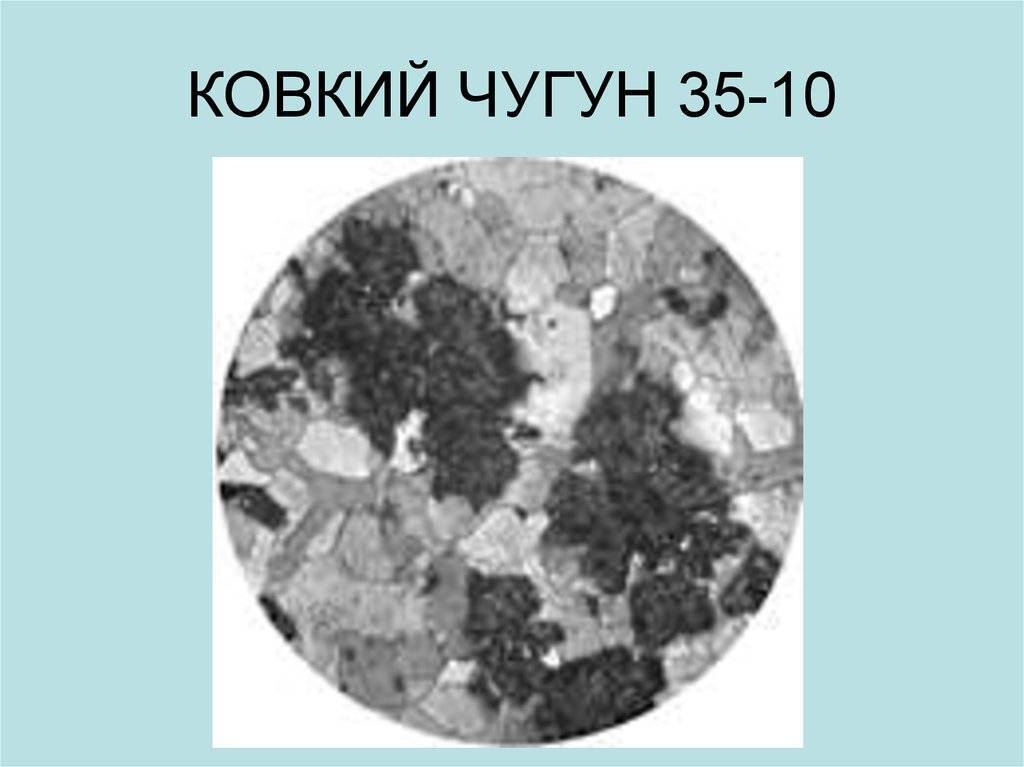
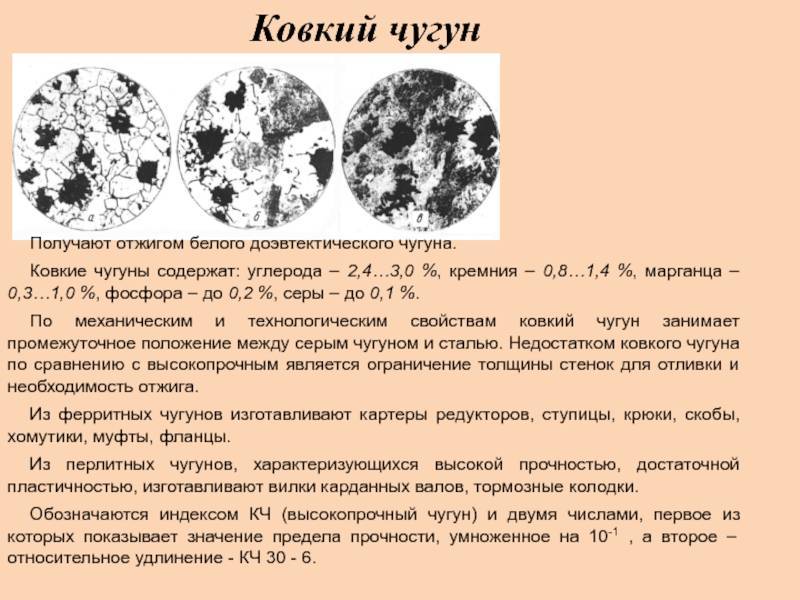
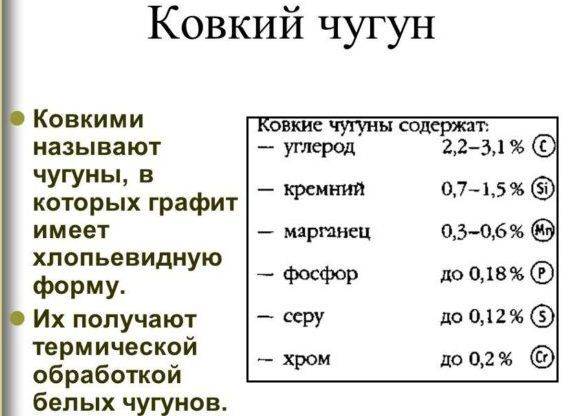
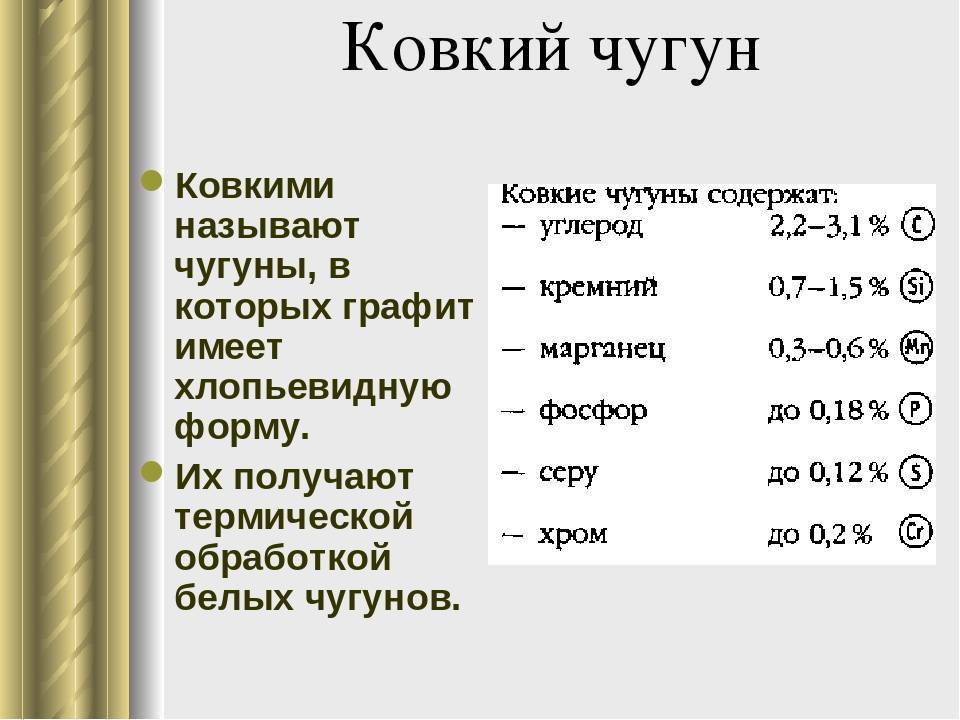
В структуре ковких чугунов графит хлопьевидной формы. Ковкие чугуны содержат: 2,4-3,0% углерода, 0,8-1,4% кремния, 0,3-1,0% марганца, менее 0,2% фосфора, не более 0,1% серы. Ковкий чугун получают из белого чугуна в результате нагрева и длительной выдержки. Эту процедуру называют графитизирующим отжигом или томлением. Пример обозначения ковкого чугуна: КЧ45-6. Буквы обозначают ковкий чугун (КЧ), первое число — предел прочности при растяжении (45 кгс/мм2 или 450 МПа), второе – относительное удлинение в % (6%).
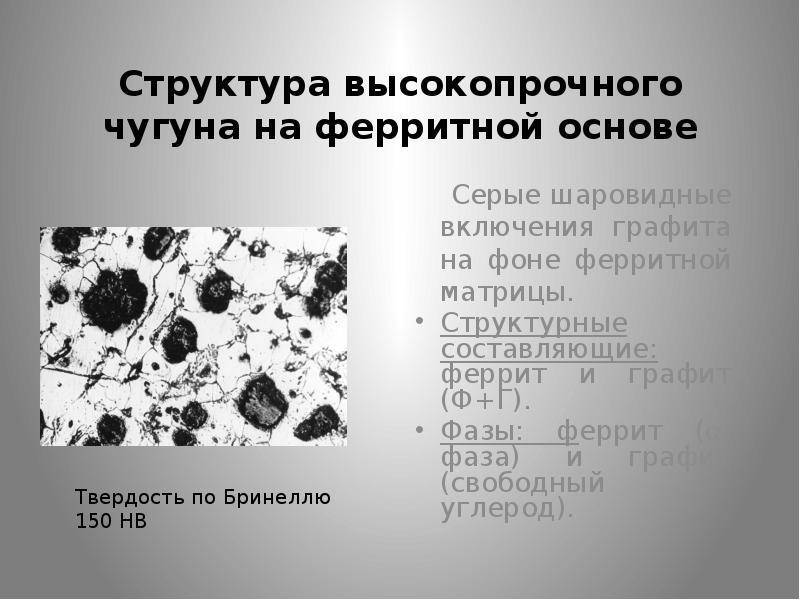
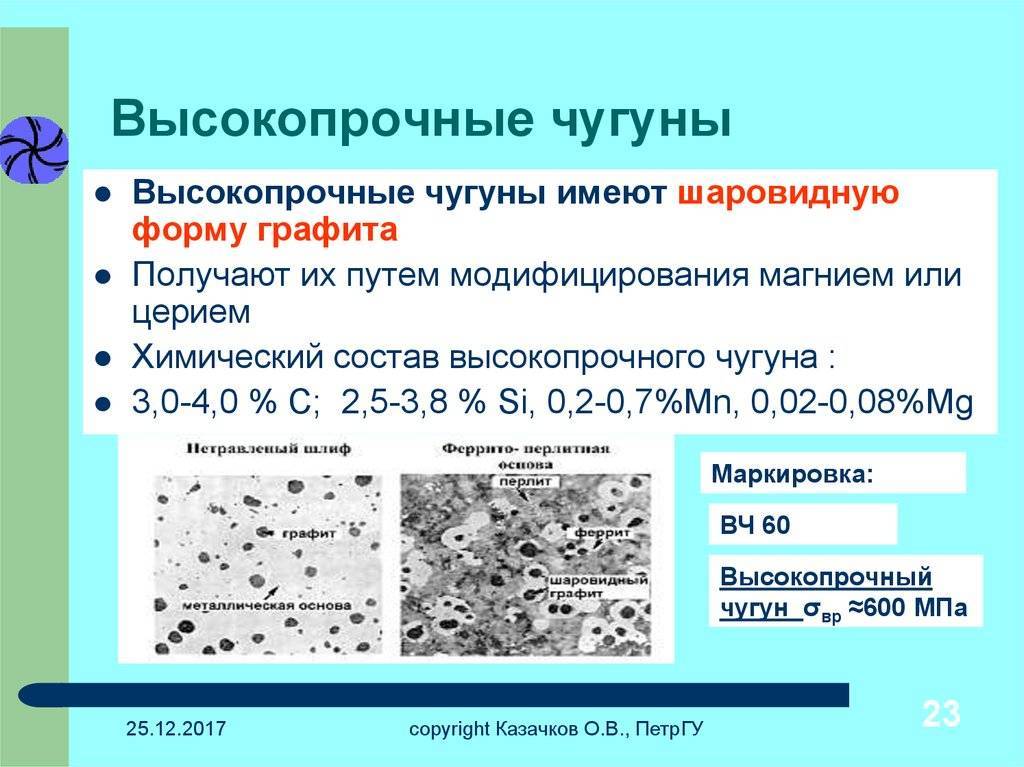
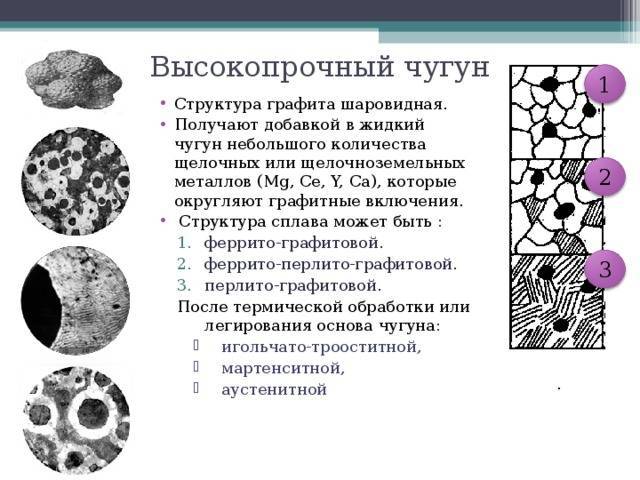
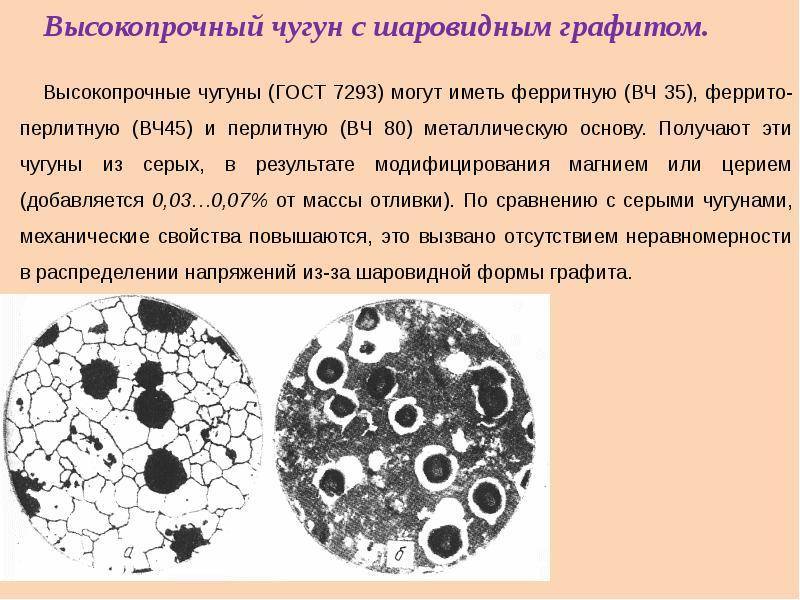
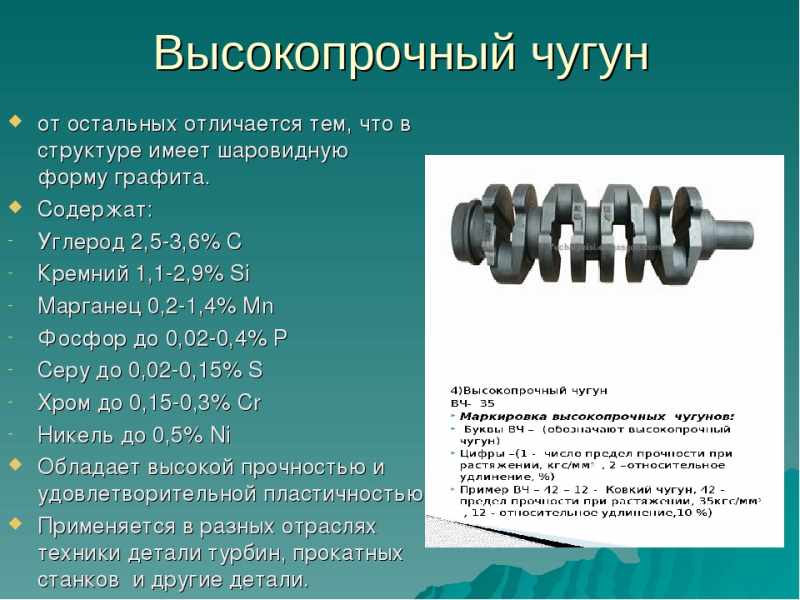
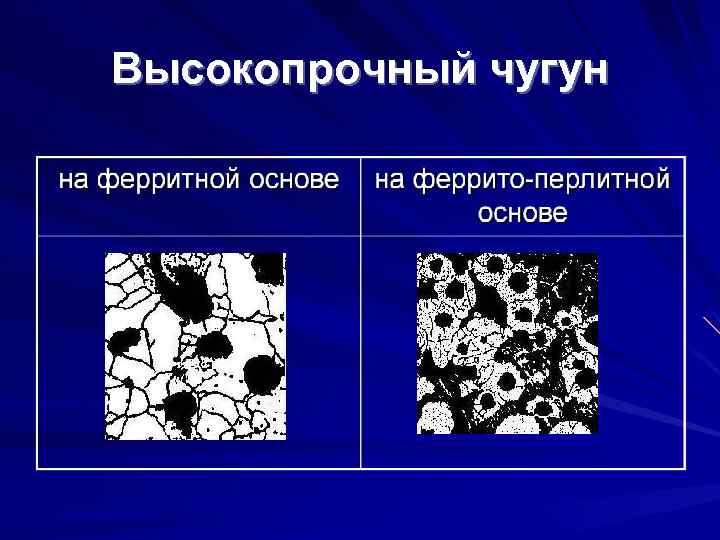
Высокопрочный чугун Высокопрочный чугун содержит графит шаровидной формы. Он имеет наиболее высокие прочностные свойства. Высокопрочный чугун содержит: 3,2-3,8% углерода, 1,9-2,6% кремния, 0,6-0,8% марганца, до 0,12% фосфора и не более 0,3% серы. Высокопрочный чугун получают путем модифицирования (т.е. введения добавки-модификатора – магния) жидкого расплава. Модификаторы способствуют образованию графитных включений шаровидной формы, благодаря чему механические свойства такого чугуна приближаются к свойствам угеродистых сталей, а литейные свойства выше (но ниже, чем у серых чугунов). Из высокопрочных чугунов изготавливают ответственные детали для машиностроения — поршни, цилиндры, коленчатые валы, тормозные колодки. Также из высокопрочного чугуна изготавливают трубы. Пример обозначения высокопрочного чугуна: ВЧ45-5. Буквы обозначают высокопрочный чугун (ВЧ), первое число обозначает предел прочности при растяжении (45 кгс/мм2 или 450 МПа), второе – относительное удлинение в %.
Сферы использования материала

Механические свойства и химический состав чугуна. Применение ковкого чугуна нашлось в машиностроении, автомобилестроении, в производстве ж/д вагонов, изготовлении сельхоз оборудования.
Лучшими свойствами для отмеченных сфер применения является перлитный тип. Однако, несмотря на более высокие характеристики, чаше используется черносердечный сплав. Это обусловлено меньшими затратами на его производство.
Только для изготовления деталей, подвергающихся высоким нагрузкам, используют белосердечный материал. К таким изделиям относятся рессоры, детали двигателей и т.д.
Трудности промышленности
На сегодняшний день литье чугуна имеет сомнительные перспективы. Дело в том, что из-за высокого уровня затрат и большого количества отходов промышленники все чаще отказываются от чугуна в пользу дешевых заменителей. Благодаря быстрому развитию науки уже давно стало возможным получение более качественных материалов при меньших затратах. Серьезную роль в этом вопросе играет защита окружающей среды, которая не приемлет использование доменных печей. Чтобы полностью перевести выплавку чугуна на электрические печи, нужны годы, если не десятилетия. Почему так долго? Потому что это очень дорого, и далеко не каждое государство может себе это позволить. Поэтому остается лишь ждать, пока наладится массовый выпуск новых сплавов. Конечно же, полностью прекратить промышленное применение чугуна в ближайшее время не получится. Но очевидно, что масштабы его производства будут падать с каждым годом. Эта тенденция началась еще 5-7 лет тому назад.
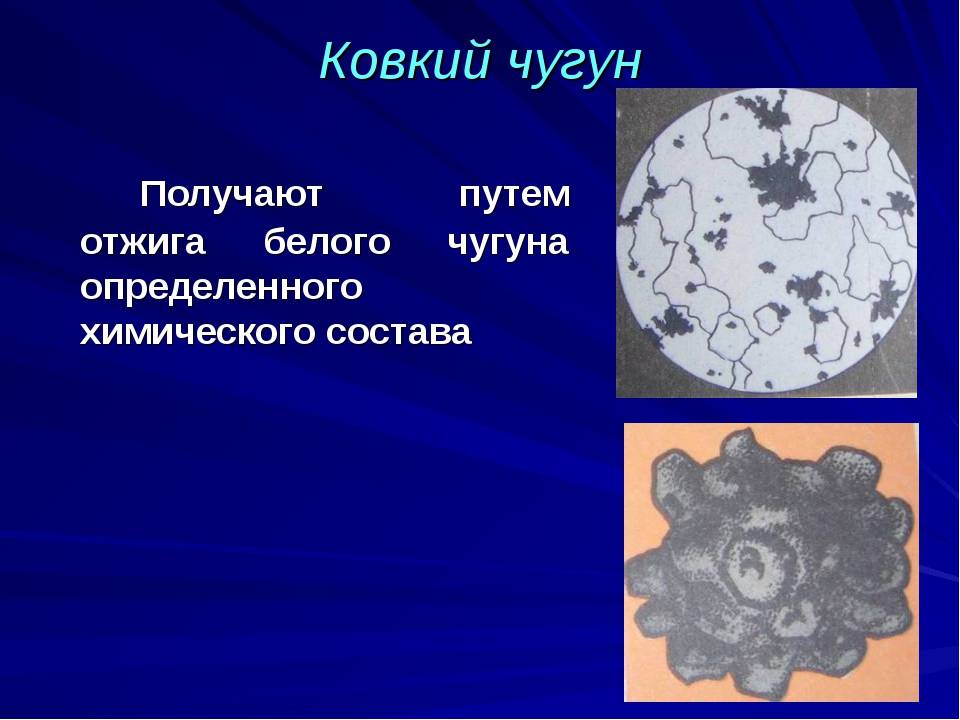
Получение — ковкий чугун
Получение ковкого чугуна осуществляется следующим образом: сначала отливают детали из белого чугуна, после чего их подвергают отжигу в специальных печах. Отжиг изделий может производиться в нейтральной или окислительной среде.
Для получения ковкого чугуна необходимо белый чугун нагреть до 950 — 1000 С и затем после длительной выдержки охладить с малой скоростью до обычной температуры. Структура ковкого чугуна характеризуется графитом в виде хлопьевидных включений. Такая форма включений графита ( по сравнению в чешуйчатыми включениями, характерными для серого чугуна) в меньшей степени снижает механические свойства ковкого чугуна.





| Режим отжига ковкого чугуна, модифицированного алюминием. висмутом ( 0 008. % н борон ( 0 ( Н2 %. |
Для получения ковкого чугуна с высокими механическими свойствами необходимо, чтобы содержание углерода в нем было минимальным. Содержание углерода в белом чугуне колеблется в пределах 2 2 — 3 2 %; при содержании 2 2 % С ухудшаются технологические свойства чугуна.
| Микроструктура ковкого чугуна. хЮО. |
Для получения ковких чугунов отливки из белых чугунов подвергают графитизирующему отжигу в отжигательных печах. Ковкие чугуны, так же как и серые, имеют структуру, состоя — щую из стальной основы и выделений графита. Разница только в; том, что в ковких чугунах он выделяется в процессе отжига.
Для получения высококачественного ковкого чугуна необходимо обеспечить низкое содержание углерода и кремния, определяющее структуру основной металлической массы, количество и форму графита в чугуне.
Для получения ковких чугунов повышенной прочности и износоустойчивости применяются специальные режимы термической обработки белого чугуна.
Процесс получения ковкого чугуна ( при отжиге без окисле ния углерода) состоит в длительном нагревании отливок из белого чугуна до более или менее полного выделения связанного углерода в виде графита. При отжиге с окислением чугун засыпают при томлении окалиной или рудой. Содержащийся в руде или окалине кислород диффундирует в горячий металл и окисляет преимущественно углерод чугуна, диффундирующий в свою очередь по направлению к поверхности.
Процесс получения ковкого чугуна длителен и дорог, этим и объясняется ограниченное распространение его в промышленности.
Способ получения ковкого чугуна также отличается от способа получения серых ( литейных) чугунов. Ковкий чугун образуется путем длительного нагрева и выдержки белого чугуна при высоких температурах.
При получении ковкого чугуна без окисления углерода отливки из белого чугуна помещают в жароупорные ящики, засыпают песком и медленно нагревают приблизительно до 900 — 1000, выдерживают при этой температуре до 25 час. Особенно медленное охлаждение ( 10 град / сек) дают при переходе через критическую точку А ( от 740 до 680), для того чтобы весь цементит разложился и структура отожженного чугуна представляла феррит с графитом в форме углерода отжига в крупных скоплениях. Вследствие этого количество выделившегося углерода отжига оказывается сравнительно малым. Выплавка чугуна с таким низким содержанием углерода может производиться в электрических или пламенных печах, благодаря его относительно высокой температуре плавления.
При получении ковкого чугуна с окислением углерода содержание последнего допускается в исходном белом чугуне в большем количестве — до 3 3 %, так как часть его выгорает. Во внутренних слоях, в центре наблюдается феррито-перлйтная или даже одна перлитная структура. Графитных включений при этом способе отжига в чугуне меньше, а тонкостенные мелкие отливки могут даже получить сплошную ферритную основу.
Основным процессом получения ковкого чугуна является отжиг, при котором происходит графитизация или обезуглероживание отливок.
Термическая обработка для получения ковкого чугуна типа 4 заключается в полном проведении первой стадии графитизации, после-дующей закалке и отпуске при темпе — wo ратуреббО — 700 С ( фиг. После проведения первой стадии графитизации устанавли — с вается равновесие аустенит — углерод отжига. При последующем быстром охлаждении в основной металлической массе происходят превращения, аналогичные превращениям в стали при ее закалке.
Высокопрочный чугун с шаровидным графитом — история появления
Впервые об успешном производстве структур сфероидального графита в составе серых чугунов сообщила Британская исследовательская ассоциация. Информация появилась в 1948 году, когда проходил ежегодный конгресс Американского литейного общества.
Экспериментально серо-гипертонический чугун с церием добавлялся в виде мишметалла незадолго до начала процесса литья. Чуть позже исследователи Международной никелевой компании США нашли способ получения структуры сфероидального графита в литом состоянии путём введения одной из двух добавок в железо:
- гиперэвтектической (с небольшим, но эффективным количеством магния),
- магнийсодержащей (например, добавка никель-магниевого сплава).
Последний вариант оказался коммерчески жизнеспособным и в настоящее время универсально используется для производства высокопрочного чугуна с шаровидным графитом.
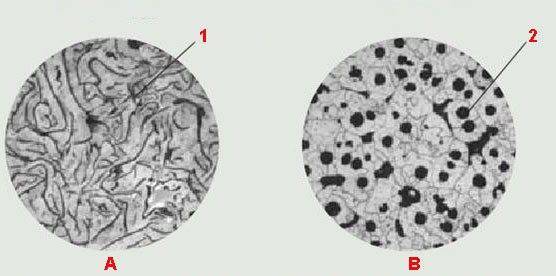
Разница структурной составляющей: А – серого чугуна; В – ковкого («пластичного») чугуна; 1 – форма графита серого чугуна; 2 – форма графита ковкого пластичного чугуна
Однако механизм образования графитовых узелков до настоящего момента остаётся предметом серьёзных споров учёных. Различные исследовательские группы выдвигали различные теории, но ни одна из выдвигаемых теорий не получила всеобщего признания.



Как правило, высокопрочный чугун с шаровидным графитом производится путём окомкования серого чугуна. Соответственно, расплав серого железа в первую очередь обессеривается. Десульфурацию требуется проводить неизменно, а рекарбюризацию следует выполнять лишь в случае необходимости.
Когда базовое железо требуемого состава готово, структуру соответствующим образом обрабатывают для сфероидизации. После этого проводят последующие инокуляции, расплав без лишних задержек заливают в формы, чтобы избежать эффекта выцветания.
Серый и высокопрочный чугун с шаровидным графитом — различия
Инженерное применение чугуна традиционно основывалось на серых (чешуйчато-графитовых) чугунах, обеспечивающих диапазон значений прочности на разрыв в диапазоне 150 — 400 Н/мм2, с рекомендуемым расчётным напряжением при растяжении.
В отличие от этого пластичные чугуны имеют предел прочности на разрыв в диапазоне 350 — 1500 Н/мм2 с хорошим удлинением и высокой ударной вязкостью. В настоящее время на долю таких продуктов приходится около 25% производства чугунных отливок, заменивших стальное литьё, ковку.

Пластичный чугун обеспечил производство уникальных деталей самого разного назначения, которые ранее производились посредством литья из стали или иным образом
Отсюда следует очевидный вывод: самые высокие механические свойства серого чугуна являются отправной точкой для производства отливок из высокопрочного чугуна с шаровидным графитом.
Выраженные свойства высокопрочного чугуна с шаровидным графитом
Так называемое «пластичное железо» обладает рядом интересных свойств. Эти свойства отмечены ниже:
высокая степень прочности (в некоторых вариациях выше стали),
- достаточная пластичность,
- превосходное литьё,
- хорошая обрабатываемость,
- более низкая плотность, чем у стали,
- хорошие поверхностные свойства смазки,
- улучшенные демпфирующие характеристики.
Области применения
Ковкий чугун предназначен для использования:
- в машиностроительной отрасли для изготовления конструкций станков;
- для изготовления корпусов и комплектующих автомобилей;
- при производстве железнодорожных вагонов;
- в изготовлении оборудования для сельского хозяйства.
Несмотря на то, что перлитный чугун по своим характеристикам лучше, применяются в основном ферритные отливки, т. к. их производство обходится дешевле.
Перлитный вид отливок применяют в производстве деталей, испытывающих повышенные нагрузки. Например, из них производят автомобильные рессоры, комплектующие дизельных и других двигателей и т.д.
При наличии большого количества технологических преимуществ, ковкий чугун в основном применяют для изготовления литья с относительно тонкой стенкой в интервале от 3 мм до 40 мм.
Чугун серый
Серый чугун широко применяется в машиностроении. Такое название он получил по серому цвету излома, обусловленному наличием в структуре чугуна свободного углерода в виде графита. По виду металлической основы различают серые чугуны перлитные, перлитно-ферритные и ферритные.
Таблица 1. Чугуны серые литейные, их основные свойства и применение
| Марка | σв МПа | НВ | Свойства и применение |
| Сч10 | 275 | 139-274 | Малоответственные отливки с толщиной стенок до 15 мм (корпуса, крышки, кожухи и др.), детали, для которых прочностная характеристика не является обязательной,- опоки, арматуру, рамки, сковороды, декоративные детали, массивные строительные колонны, фундаментные плиты |
| СЧ15 | 314 | 160-224 | Малоответственные отливки с толщиной стенок 10 — 30 мм (трубы, корпуса клапанов, вентили при давлении — до 20 МПа и др.), корпусные малонагруженные детали, подмоторные плиты, рычаги, шкивы, маховики, емкости для масла и охлаждающей жидкости, корпуса фильтров, фланцы, крышки, звездочки цепных передач |
| СЧ18 | 354 | 167-224 | Ответственные отливки с толщиной стенок 10 — 20 мм (шкивы, зубчатые колеса, станины, суппорты и др.) |
| СЧ20 | 397 | 167-236 | Ответственные отливки с толщиной стенок до 30 мм (блоки цилиндров, поршни, тормозные барабаны, каретки и др.), для изготовления базовых корпусных деталей повышенной прочности и износостойкости, деталей, к которым предъявляются требования герметичности при давлении до 8 МПа (80 кгс/см2), корпусов, коробок передач, шпиндельных бабок, балансиров, планшайб, гильз, кареток, цилиндров, насосов, золотников, арматуры, компрессоров |
| СЧ25 | 450 | 176-245 | Ответственные отливки с толщиной стенок до 40 мм (кокильные формы, поршневые кольца и др.), для изготовления базовых корпусных деталей повышенной прочности и износостойкости, деталей, к которым предъявляются повышенные требования к герметичности |
| СЧ3О | 490 | 177-250 | Ответственные отливки с толщиной стенок до 60 мм (поршни, гильзы дизелей, рамы, штампы и др.), для изготовления кронштейнов, салазок столов и суппортов, деталей с поверхностной закалкой, цилиндров, корпусов насосов, дизелей и двигателей внутреннего сгорания, поршневых колец, коленчатых и распределительных валов |
| СЧ35 СЧ45 | 540 | 193-264 | Ответственные высоконагруженные отливки с толщиной стенок до 100 мм (малые коленчатые валы, детали паровых двигателей и др.) деталей, для изготовления к которым предъявляются требования герметичности при давлении свыше 8 МПа |
Графит обладает низкими механическими свойствами. Он нарушает целостность металлической основы. Располагаясь между зернами металлической основы, графит ослабляет связь между ними. Поэтому серый чугун плохо сопротивляется растяжению и имеет очень низкую пластичность и вязкость. Чем крупнее и прямолинейнее графитовые включения, тем хуже механические свойства чугуна. Твердость серого чугуна, а также его сопротивление сжатию близки к показателям стали, имеющей такую же структуру, как у металлической основы чугуна.
Графит оказывает и некоторое положительное влияние на свойства чугуна, в частности, он повышает его износостойкость, действуя аналогично смазке, повышает обрабатываемость резанием, так как делает стружку ломкой, способствует гашению вибраций изделий, уменьшает усадку при изготовлении отливок.
Механические свойства серого чугуна могут быть улучшены равномерным распределением мелкопластинчатого графита в отливке. Это достигается путем специальной обработки — модифицирования, когда в жидкий чугун перед его разливкой вводят добавки, которые образуют дополнительные центры графитизации, в результате чего получается мелкопластинчатый графит. Чугун с таким графитом называют модифицированным. От обычного серого чугуна он отличается более высоким сопротивлением разрыву, однако пластичность и вязкость его при модифицировании не улучшаются.


По ГОСТ 1412-85 буквы СЧ в обозначении марки чугуна означают — серый чугун. Двузначная цифра соответствует пределу прочности при растяжении σв МПа. Стандарт нормирует предел прочности серых чугунов σв = 274÷637 МПа, твердость — 143÷637 НВ и химический состав.
Основные свойства серого чугуна и его применение приведены в таблице 1.
История
Документированная история чугуна стартует с I тысячелетия до нашей эры:
- Выплавку освоили китайцы и их соседи.
- С V века до нашей эры начался период декоративного чугунного литья.
- Через 600 лет в Китае появились монеты.
Появление сплава в Европе датируют XIV веком, в России – на двести лет позже. Интерес возрос в связи с пригодностью чугуна как материала пушек и ядер.
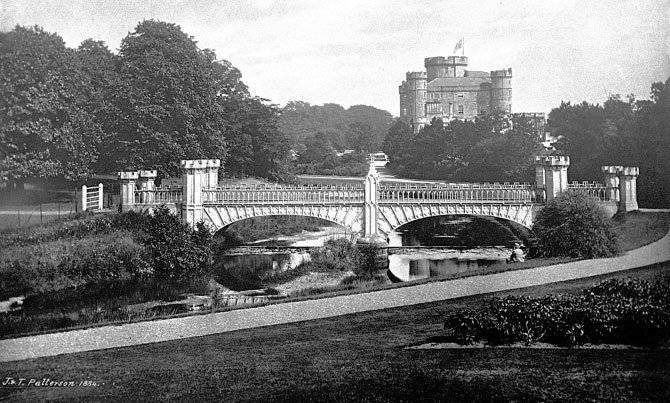
Турнирный мост Эглинтон (завершено около в 1845 году), Норт-Эршир, Шотландия, построен из чугуна
 Чугунный угольный утюг
Чугунный угольный утюг
Расцвет чугунного промысла в России приходится на XVIII век:
- Появились мосты, рельсы.
- На Урале изобретены чугунки – посуда номер один для русской печи. Позже их дополнили сковороды.
- К концу века Россия стала мировым лидером по производству чугуна.
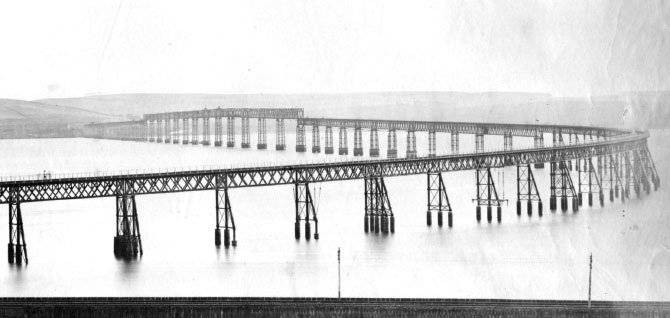
Оригинальный мост через Тей с севера (закончен в 1878 году)
Мировую славу обрели ажурные изделия каслинских мастеров.
Основные характеристики металла
Основные характеристики металла напрямую зависит от процентного содержания углерода в его составе. Структура ковкого чугуна представляет собой кристаллическую решётку, в которой присутствуют частицы углерода в форме графита. Дополнительно в составе содержится небольшое количество кремния, марганца и хрома.
Строение ковкого материала влияет на изготавливаемые из него детали и заготовки. Например, ферритная разновидность материала обладает более низким показателем прочности, нежели перлитная. При использовании частиц графита хлопьевидной формы материал становится более прочным и пластичным. Детали, изготавливаемые из ковкого чугуна, могут изменять размер и форму при длительном воздействии комнатной температуры и уровня влажности.
Однако по названию материал нельзя говорить о способах обработки. Этот вид чугуна по стандартам, указанных в ГОСТах, не производится с помощью ковочного оборудования. Для этого применяется технология литья. Благодаря этому в готовом металле нет внутренних и поверхностных напряжений. Характеристики:
- Высокий показатель текучести и прочности.
- Устойчивость к коррозийным процессам.
- Металл выдерживает длительное воздействие кислот и щелочей.
Однако характеристики этого материала быстро снижаются при воздействии низких температур. Он становится хрупким и разрушается от ударов.
Свойства ковких чугунов
Базовое свойство чугунного сплава КЧ состоит в том, в нее входят включения углерода в разной форме, которая определяет его прочность и пластичность. Чугун КЧ с малым количеством углерода (обезуглероженный), по сути, это единственный материал из конструкционных чугунных сплавов, который хорошо сваривается и его применяют для получения сваренных металлоконструкций. Для производства сварки применяют или защиту газа, или стыковую технологию. Чугун это марки поддается запрессовке, чеканке и достаточно просто заполняет пустоты и зазоры. Детали, полученные из ковкого ферритного чугунного сплава, подвергаются холодной обработке, а из перлитного правке в разогретом виде.
Чугун, используемый в производстве, изготавливают из белого чугунного сплава путем его отжига. Строение, получаемое после выполнения этой операции, может иметь ферритную или перлитную форму.
Основные физико-технические параметры ковкого чугунного сплава нормированы в ГОСТ 1215-79. Маркировка этого материала основана допустимых значений на растяжение и удлинение. Твердость материала определена от структуры, а прочностные параметры и пластичность определяет и наличие графита.





Надо понимать, что на свойства материала оказывает не только форма, но и количество графита, содержащегося в сплаве. Максимальных прочностных характеристик ковкий чугун достигает при наличии мелкодисперсного перлита и небольшом количестве графита. Предельная пластичность и вязкость чугуна этого класса достигается при наличии феррита и таком же количестве графита.
Основные характеристики металла
В зависимости от цвета структуры материала в разрезе, он может быть серым или белым. Углерод в сером чугуне включён:
- в виде графита (в свободном состоянии);
- в виде цементита (в химически связанном состоянии).
Второй вариант сопровождается высокими показателями хрупкости и твёрдости. В составе белого сплава углерод содержится только в связанном виде, поэтому он также обладает повышенной твёрдостью. Из заготовок белого сплава, путём длительных термических воздействий получают ковкий чугун (КЧ).
Есть два основных метода его получения:
- американский;
- европейский.
Американский подход подразумевает то, что отжиг будет выполняться в песке с температурой в пределах от 800 до 850 градусов. При этом углероды перейдут из химически связанного состояния в форму графитовых зёрен, размещённых среди чистого железа. В результате этого, сплав будет обладать вязкостью, что и позволяет называть его ковким на ферритной основе.
Для того чтобы получить ковкий европейский чугун, томление должно происходить в железной руде при температуре от 850 до 950 градусов, что приведёт к распаду цементита в верхнем слое заготовки и частичному выгоранию углерода. Вследствие этого, слой с глубиной до 2 мм станет более пластичным. К тому же середина останется твёрдой. Полученный, таким образом, чугун ещё называется перлитным.
Особенности производства ковкого чугуна
Углерод в этом виде чугуна присутствует в пределах от 2,4 до 2,8%. Также в него входят Si, Mn, S, P, количество которых зависит от необходимых свойств материала. Ковкий чугун производится из отливок белой разновидности изделий. В них углерод полностью связан железом и представлен карбидом железа (цементитом Fe3C). При отжиге заготовок при температуре 950-970оС, добиваются освобождения графита из карбида железа и аустенита (А). В результате он кристаллизуется, образуя вид хлопьев. Окончательное формирование графитовых хлопьев в чугуне происходит в температурном интервале 760–720оC, что продемонстрировано на диаграмме Fe–Fe3C.
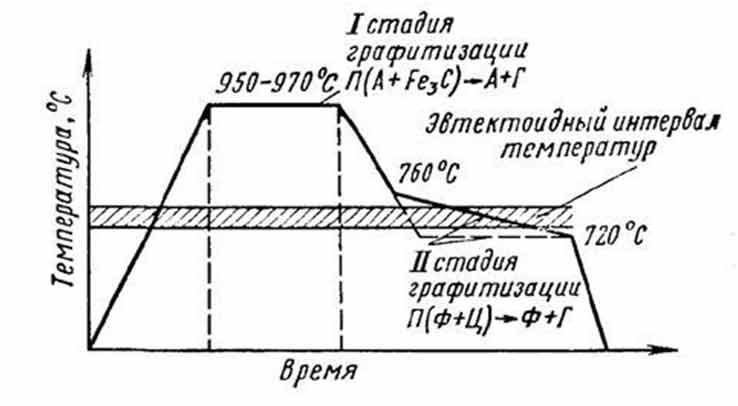
На ней: А – это аустенит, представляющий твердые внедрения атомов углерода в структуру ячейки железа; Г– это графит; Ц – это цементит; П – перлит, представляющий соединение феррита и цементита в эвтектоидной области при распаде аустенита.
Процесс термического отжига проводится в два этапа:
- Сначала заготовки нагревают до 950–1000оС и выдерживают в нагретом виде до окончания распада ледебурита (цементит + аустенит) на графит и аустенит.
- Затем постепенно охлаждают заготовки до области температур 760–720оС, где аустенит дает дополнительный цементит (вторичный), входящий в состав перлита. При дальнейшем охлаждении происходит распад перлита на феррит и графит.
Ковкий чугун
Ковким чугун называется потому, что его можно подвергать обработке давлением, хотя чугуны не куют, а детали из чугуна получают лишь методом литья в связи с тем, что ковкий чугун имеет более высокую пластичность по сравнению с серым.
Ковкий чугун получают путем графитизируюшего отжига отливок из белого доэвтектического чугуна. В составе ковкого чугуна не должно быть большого количества марганца, так как он при отжиге препятствует процессу графитизации, а также большого количества углерода и кремния, что приводит к затруднению получения отливок из белого чугуна, потому что при кристаллизации графит начинает выделяться в виде пластинок. Поэтому химический состав белого чугуна, отжигаемого на ковкий чугун, имеет ограничения по содержанию: 2,5—3,0 % С; 0,7—1,5 % Si; 0,3-1,0% Mn; менее 0,12 % S; менее 0,18% Р.
Толщина сечения отливки не должна превышать 40—50 мм, так как при большей толщине в сердцевине образуется пластинчатый графит, что делает чугун непригодным для отжига.
Отжиг проводится в две стадии. На первой стадии отливки из белого чугуна медленно нагревают до температуры 930—1050 °С и выдерживают в течение 15 ч при этой температуре. При этом происходит распад цементита, входящего в высокотемпературный ледебурит, и из выделившегося углерода образуется хлопьевидный графит.
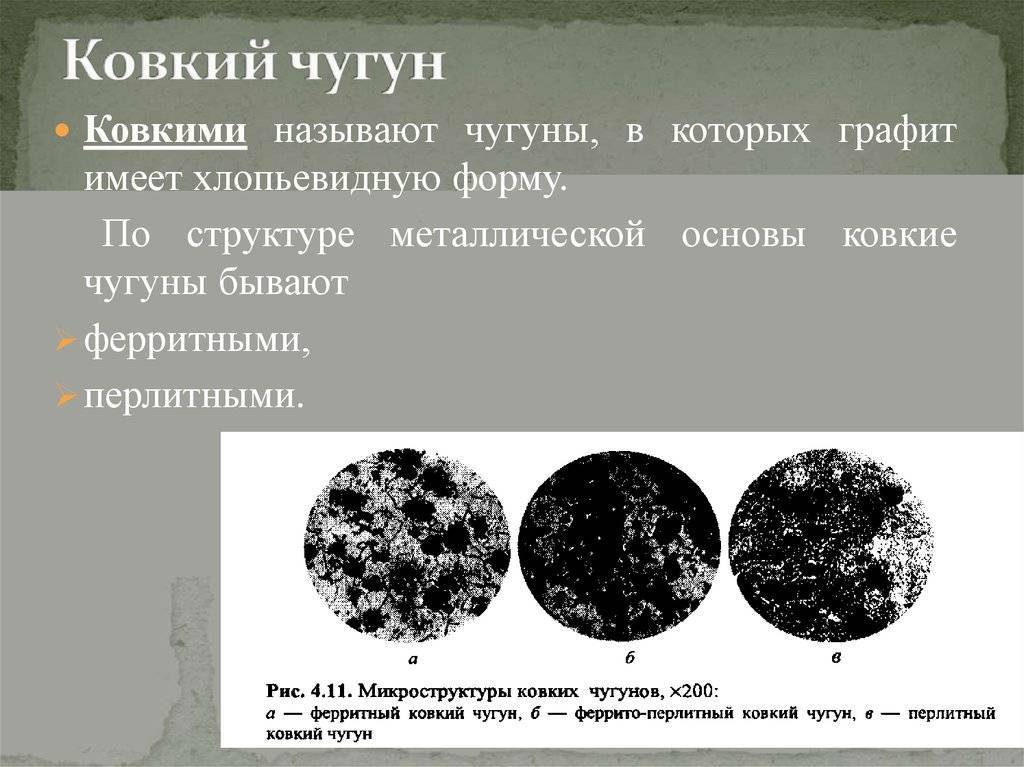



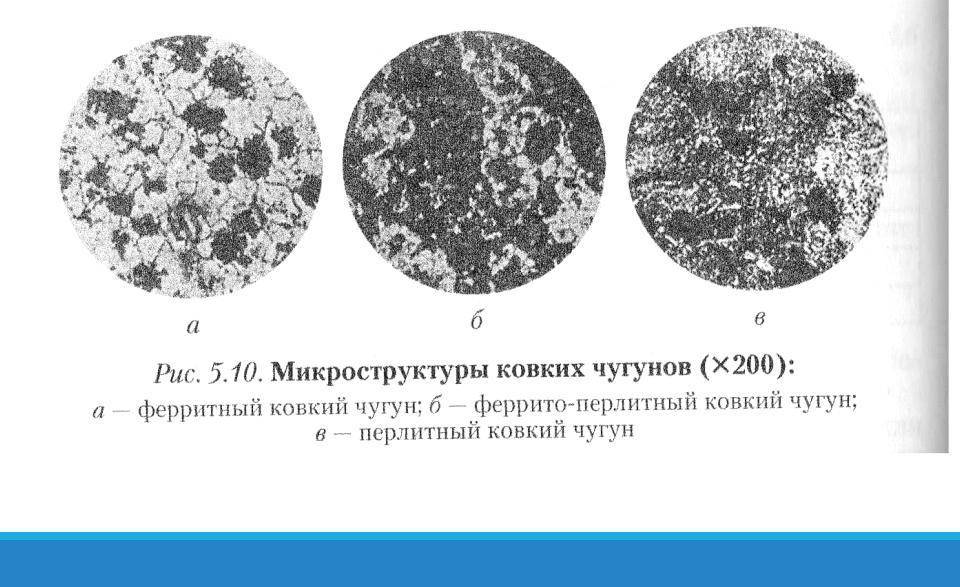

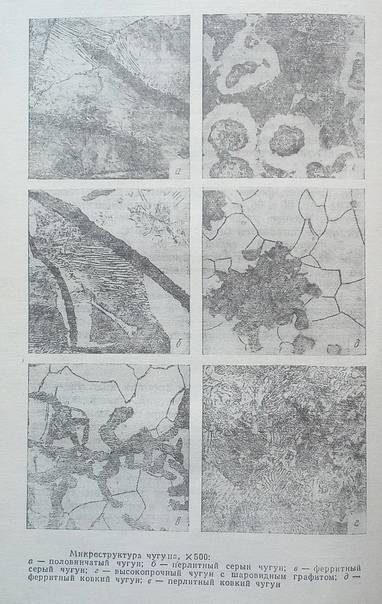
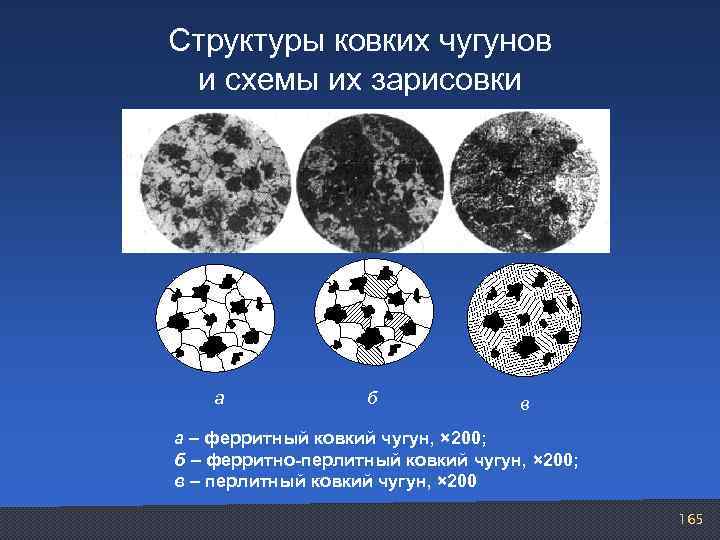
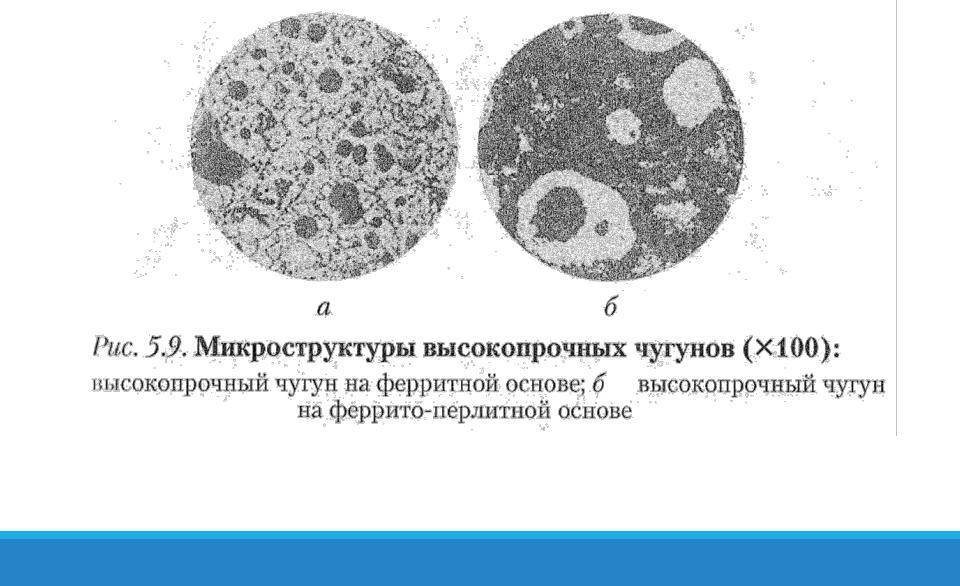
На второй стадии отливки охлаждают до температуры 700—760 °С, соответствующей эвтектоидному превращению, и выдерживают при этой температуре до 30 ч, либо очень медленно охлаждают. При этом происходит распад цементита, входящего в перлит. После окончания второй стадии структура чугуна состоит из феррита и хлопьевидного графита. Такой чугун называют ферритным ковким чугуном.
Если охлаждение было недостаточно медленным в районе температур, соответствующих эвтектоидному превращению, или недостаточной была выдержка на второй стадии графитизации, то распад цементита, входящего в перлит, произойдет не полностью. При этом структура чугуна будет состоять из феррита, перлита и хлопьевидного графита. Такой чугун называют феррито-перлитным ковким чугуном.
Если охлаждение в интервале температур было ускоренным, то распада цементита, входящего в перлит, не произойдет. При этом структура чугуна будет состоять из перлита и хлопьевидного графита. Такой чугун называется перлитным ковким чугуном.
Маркировка. Ковкий чугун согласно ГОСТ 1215—79 маркируется буквами «КЧ» и двумя числами: первое указывает временное сопротивление при растяжении; второе — относительное удлинение (в %).
Значения механических показателей некоторых ковких чугунов приведены в табл. 2.
Таблица 2. Механические показатели некоторых ковких чугунов
Примеси
Конечно, этот металл содержит не только железо и углерод. В него входят те же элементы, что и в стальные сплавы – фосфор, марганец, сера, кремний и другие. Эти добавки косвенно влияют на особенности сплава – они изменяют ход графитизации. Именно от этого параметра и зависят качества материала.
- Фосфор. Мало влияет на образование графита. Но все равно он нужен, потому как улучшает жидкотекучесть. Твердые включения фосфора обеспечивают высокую твердость и износостойкость металла.
- Марганец. Мешает графитизации, как бы «отбеливает» чугун.
- Сера. Как и кремний, способствует отбеливанию металла, да еще и ухудшает жидкотекучесть. Количество серы в сплаве ограничивают. Для мелкого литья не больше 0,08%, для деталей больше – до 0,1-0,12%.
- Кремний. Сильно влияет на свойства материала, увеличивая графитизацию. В металле может содержаться от 0,3-0,5 до 3-5% кремния. Варьируя количество кремния, получают сплав с разными свойствами – от белого до высокопрочного.
- Магний. Помогает получить материал с шаровидной формой зерен. Градус кипения магния низкий (1107˚С). По этой и другим причинам ввод магния в сплав затруднителен. Чтобы избежать его кипения, выплавку материала ведут с применением различных способов ввода магния.
Кроме обычных примесей, чугун может содержать и другие вещества. Это так называемый легированный материал. Хром, молибден, ванадий мешают процессу образования графита. Медь, никель и большинство других веществ, графитизации способствуют.






