

Классификации
Условно делятся на две группы:
- Кулачковые. Подвижные сегменты (кулачки), производят фиксацию детали. Отличаются друг от друга конструкцией и назначением.
- Цанговые. В зависимости от принятия рабочего положения цанги, закрепляющей деталь в нужном положении, токарные патроны этого типа различают:
- с выдвижной цангой;
- неподвижной цангой;
- втягиваемой цангой.
Двухкулачковый
Самоцентрирующиеся двухкулачковые патроны. Все детали изделия производятся из стали, подвижные части подвергаются термообработке, что увеличивает их прочностные характеристики и износостойкость.

Обеспечивают самоцентрирование и фиксацию необработанных поверхностей заготовок. Размеры рабочего диаметра патрона стандартизированы и варьируются от 125 до 400 мм.
Применяется патрон для крепления:
- сложных фасонных деталей;
- нецилиндрических и несимметричных заготовок.
Трехкулачковый
Механизм фиксации 3-кулачкового патрона производится:
- с реечным механизмом;
- со спиральным диском.

Реечный
Точнее, патрона со спиральным диском, имеет более мощный зажим заготовки. Может применяться в мелкосерийном или штучном производстве.
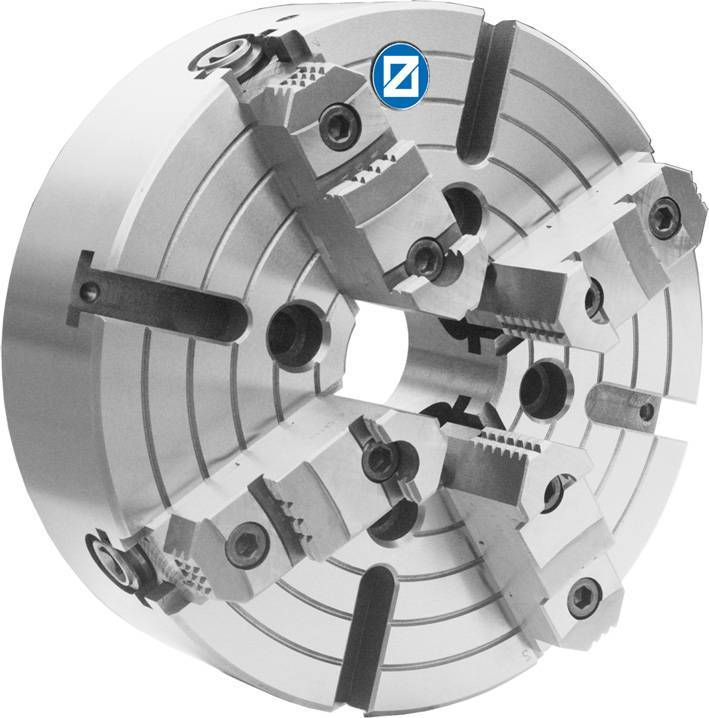
Четырехкулачковый
Четырехкулачковый патрон применяется при обработке несимметричных заготовок. Позволяет проточить деталь вне центра или при расточке отверстий по разным осям.
Изделие крепится двумя парами независимых держателей во взаимоперпендикулярных плоскостях и обеспечивает полное совпадение оси шпинделя с обрабатываемой поверхностью.
Кулачок может быть цельным или сборным. Патрон со сборным кулачком имеет основание и насадной кулачок. Сборный кулачок размещен в пазе основного элемента и имеет свободное радиальное перемещение без потери устойчивости.

Этим обеспечивается двойное шпоночное крепление. Преимущество конструкции в жесткости фиксации и простоте применения.
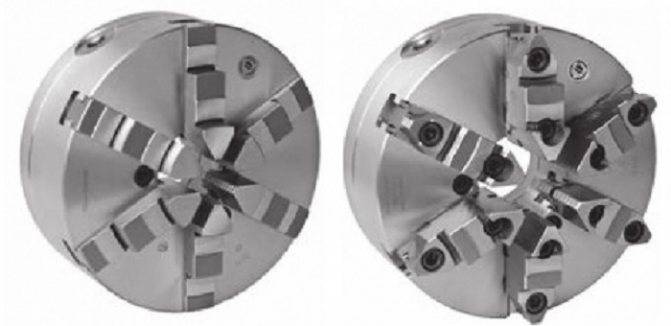
Шестикулачковый
Усилие фиксации распределяется между шестью кулачками, что позволяет крепить тонкостенную деталь без опасений её разрушения или деформирования.
Общие понятия о токарных патронах
Токарные патроны подбираются в зависимости от технических характеристик устройства и шпинделя, в частности. Они представляют собой главные узлы оборудования. Механизм заключается в кулачковом эффекте. Размеры подбираются в зависимости от параметров уникальной заготовки.

Кулачки обеспечивают надежную фиксацию механизма. Из-за действия механической силы, которая обуславливает плотность крепления, происходит установка и закрепление. Заготовка фиксируется при помощи патрона.
Некачественный патрон не будет держаться максимально крепко, в результате сильного механического движения он может слететь, с ним и заготовка. Патрон обеспечивает плавное передвижение крепления, при этом обрабатываемая деталь не будет смещаться относительно центра. В самом простом понимании слова патрон представляет собой механизм, который отвечает за вращение заготовки, делает ее обработку эффективной и ровной.
Принцип работы
Патрон станка по дереву используется в условиях закрытого помещения, когда отсутствуют агрессивные вещества, вызывающие коррозию. Перед тем как начать работу необходимо стяжные болты затянуть до максимума гаечным ключом. После этого токарный патрон крепят на станке, все болты затягивают гайками и производят пуск токарного агрегата. Следует для начала установить малые обороты, чтобы проверить значения торцевого и радиального биений прибора на холостом ходу. Для того чтобы закрепить заготовку на станках, применяются двухкулачковые и трехкулачковые патроны, редко четырехкулачковые. Деталь токарного станка для фиксации и удержания деталей оснащен кулачками, их количество исчисляется 2-6 штуками.
При этом изделия могут быть с независимым передвижением кулачков и с закреплением их на фланцевом конце шпинделя. В зависимости от метода фиксации токарного патрона к станку, классифицируют следующие типы крепления:
- с помощью переходного фланца,
- на фланцевый конец шпинделя,
- на сам шпиндель токарного аппарата.
За счет одновременного перемещения зажимающих кулачков в радиальную сторону, достигается центрирование заготовки в патронах. Кулачки перемещаются благодаря диску, который на одной стороне снабжен пазами в виде архимедовой спирали, а на другой имеется коническое зубчатое колесо, которое взаимодействует с тремя другими. Посредством ключа начинает движение одно колесо, одновременно с этим поворачивается диск, равномерно перемещая все кулачки. Направление вращения диска обуславливает приближение кулачков к центру патрона, при этом заготовка зажимается, или удаление от него (освобождение детали).
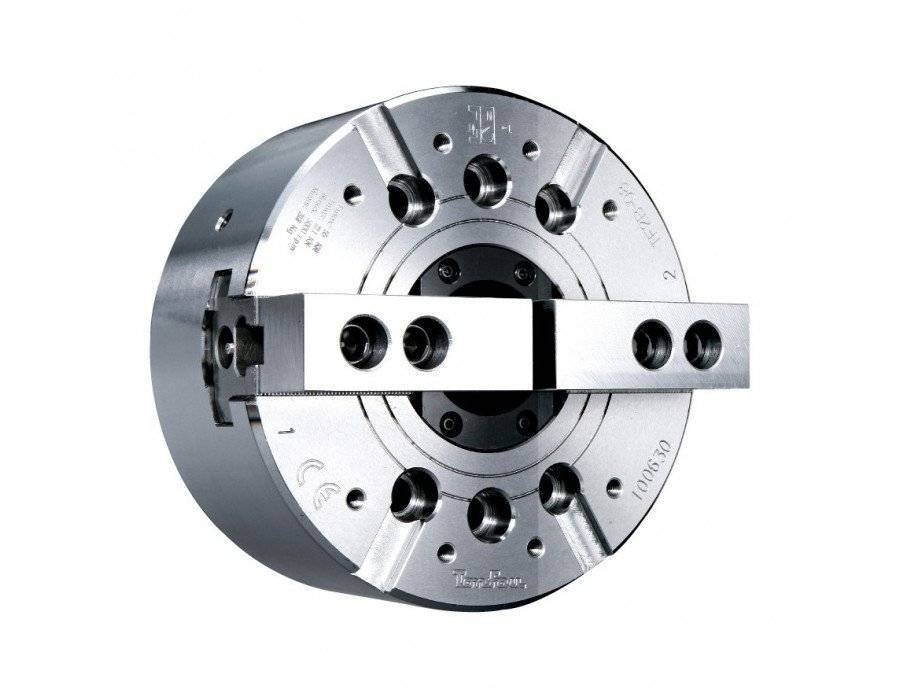
В патронах, работающих на механической основе, сила зажима зависит от гидравлического или пневматического цилиндра, размещающегося на конце шпинделя сзади. Цилиндр соединяется при помощи тяги с механизмом патрона, осуществляющий передвижение кулачков, которые зажимают заготовку, через отверстие шпинделя в центральной его части.
В процессе обработки во вращающийся цилиндр сжатый воздух или жидкость попадает с помощью специального устройства, имя которому муфта. Обычно передвижение кулачков от привода, который механизирован, подходит к значению в 5-10 мм. От этого конструкция элемента токарного станка позволяет быстро переустановить изделие во время перехода в процессе обработки между партиями заготовок.
Во время чистовой обработки на станке, чтобы закрепить предельно точно заготовку, используются накладные незакаленные кулачки, которые затачиваются на аппарате под нужные размеры установочных баз заготовки. Для этого основные кулачки используются в качестве зажима короткой оправки для выбора зазоров во всех взаимодействиях, затем эксплуатирующиеся поверхности накладного кулачка растачивают на больший диаметр базовой поверхности детали.
Благодаря сопряжению вида ласточкин хвост конструкция незакаленных кулачков и их фиксация позволяет устанавливать накладные кулачки с точностью до 002 мм и обойти следующее их растачивание.
Чтобы осуществить быструю переналадку типоразмеров заготовки необходимы незакаленные кулачки. Этого можно достигнуть путем поворота в нужное положение круглой или шестигранной формы головок накладных кулачков, закрепленные на основных кулачках и расточены на определенный диаметр.
Если возникла необходимость в обработке на станке двух идентичных поверхностей, тогда используются незакаленные кулачки, при погрешности крепления заготовок в них может уменьшиться до 0,03 -0,05 мм. Заготовки с большей длиной типа валов устанавливаются в токарный патрон, имеющий поджим заднего центра.
Назначение и основные параметры
Токарный патрон является одним из основных элементов техоснастки и необходим для надежного крепления заготовок различного размера и формы на шпиндель. Высокая точность зажима обеспечивает центрование и перпендикулярность поверхности оси обработки. Патрон необходим для проведения практически всех токарных операций, входит в обязательный комплект оснастки металлообрабатывающих ручных, полуавтоматических и автоматических станков.
Данный тип зажима устанавливается на переднюю бабку станка. Передача вращения осуществляется от электромотора через коробку передач и раздаточную коробку. Для обеспечения производства деталей необходимо несколько токарных патронов, которые подбираются с учетом основных эксплуатационных и технических параметров:
- Вариант исполнения и количество кулачков (зажимных элементов) – определяет возможность фиксации того или иного типа заготовок, расположение кулачков, возможность установки нескольких заготовок.
- Рабочий диаметр патрона. Это наружный размер, диаметр присоединительного пояска, а также расположение и параметры крепежных отверстий.
- Параметры заготовки. Необходимо учесть наибольший и наименьший диаметры, учесть способ крепления – наружный или внутренний через обратные кулачки. Также необходимо учесть и допустимую массу детали.
- Диаметр отверстия в корпусе патрона. Необходим при обработке длинного прутка.
- Максимальное значение частот вращения.
Как выбрать
Чтобы правильно выбрать токарный патрон необходимо учесть несколько важных моментов:
- рабочие параметры и точные размеры шпинделя станка;
- способ или вариант крепления патрона к шпинделю;
- для хоббийных станков немаловажную роль играет мощность привода, слабый двигатель может не справиться с задачей по крутящему моменту;
- какие и в каком количестве детали входят в комплект токарного патрона.
Не обладая четкого представления об изложенной выше информации, нельзя считать себя готовым к приобретению токарного патрона, как важного узла станка. Нужно понимать, что качество и производительность токарного станка влияют на качество и производительность труда и материальное состояние
Нужно понимать, что качество и производительность токарного станка влияют на качество и производительность труда и материальное состояние.
Технические характеристики
Токарный 160 патрон трехкулачковый имеет следующие характеристики:
- наружный диаметр корпуса 160 мм;
- количество кулачков – 3;
- биение наружного диаметра корпуса патрона допускается до 0,02 мм;
- максимальное торцевое биение (контрольных колец) – 0,03 мм;
- максимальное число оборотов 2200 об/мин;
- точность обработки закрепленной детали класса П.
Эти данные не зависят от типа кулачков и варианта крепления к шпинделю.
Важно! Все патроны изготавливаются в соответствии с требованиями ГОСТов и международных стандартов. Независимо от типа исполнения, они испытываются по одной программе
Материал корпуса
Корпус патрона изготавливается из высокопрочного чугуна марки СЧ30 и выше. Материал должен иметь технические характеристики:
- высокая прочность;
- износостойкость;
- устойчивость к ударам и динамическим нагрузкам;
- высокий коэффициент сопротивления деформации на изгиб и растяжение;
- сопротивление стиранию.
Для изготовления корпуса патрона по данным характеристикам оптимально подходит серый чугун марки СЧ30 и СЧ35, изготовленный в соответствии с ГОСТ 1412-85. Материал хорошо поддается механической обработке резанием, выполнять резьбы с высокой точностью.









Важно! Серый чугун марок СЧ30 и выше выдерживает удары инструмента и детали при установке без разрушений и сколов. Он сохраняет форму резьбы и позволяет с большим усилием затягивать в кулачках заготовки
Диаметр цилиндрического центрирующего пояска
Центрирующий поясок патрона должен плотно садиться на фланец шпинделя. Любое послабление увеличивает размер биения детали при обработке и уменьшает точность изготовления.
Посадочный размер пояска – внутренний диаметр, изготавливается Ø130H7–130 мм + (0-0,04 мм). Соответственно фланец выполняется по посадке 130f8 с минусовыми припусками. Патрон плотно садится на фланец без использования запрессовки и нагрева.
Диаметр расположения крепежных отверстий
Расстояние центра крепежного отверстия до оси патрона зависит от способа крепления его на шпинделе:
- крепление на планшайбу – отверстия расположены по диаметру 142 мм;
- для конуса №4 они вкручиваются по диаметру 85 мм;
- при варианте крепления с 5 конусом болты расположены дальше от центра – D104,8 мм.

Отверстия располагаются точно по центру между кулачками, на лицевой стороне, на продолжении оси противоположного паза под кулачки, при креплении на конус и торец фланца. В остальных случаях с обратной стороны.
Количество и размер крепежных отверстий
На токарном патроне диаметром 160 мм с обратной стороны для крепления к шпинделю располагается 4 отверстия с резьбой М8. При посадке на конус и крепления к фланцу шпинделя через весь патрон проходит 3 болта.
Диаметр отверстия в корпусе
Отверстие в патроне и шпинделе позволяет изготавливать детали, используя в качестве заготовки прокат, а не резаный пруток. Это значительно упрощает процесс обработки изделий средними и крупными партиями.
Диаметр отверстия в корпусе патрона зависит от варианта установки его на шпиндель. При креплении на торец фланца, отверстие больше и составляет 45 мм. В узлах, которые устанавливаются с помощью конуса, отверстие 40 мм.
Высота корпуса в сборе
Высота в сборе состоит из двух значений:
- высота самого корпуса 60 мм;
- размер выступающей части кулачков – 30,5 мм.
Фактический размер высоты собранного патрона по крайним точкам составляет 90,5 мм.
Максимальная частота вращения
Любой узел имеет предельные значения для его использования. У токарного патрона 160 мм, частота вращений ограничена значением 2200 об/мин. При движении с большей скоростью снижается надежность крепления детали, сцепление кулачков с поверхностью заготовки. При возрастании центробежной силы выше допустимой нормы, увеличивается биение, деталь может вырвать.
Масса 3-х кулачкового патрона
Масса узла зависит от типа его крепления – конструкции. У патрона с посадкой на фланец вес составляет 8,6–8,8 кг. Модели, крепящиеся на конус тяжелее, их стандартный вес в комплекте 13,4 кг.
Справка! Вес узла в сборе может изменяться в зависимости от вида установленных кулачков.
Мембранный вид
Токарные патроны мембранного типа характеризуются высокой точностью центрирования и закрепления заготовки.
Мембрана из упругого материала располагается на фланце механизма. На нее устанавливаются зажимные кулачки со сменными губками. Количество кулачков варьируется быть от 3 до 8.
При закреплении заготовки включается пневмопривод.
Подобный процесс занимает небольшое количество времени, но от мастера требуется щепетильность, внимательность и осторожность. Не стоит легкомысленно относиться к производственному процессу
Детали агрегата легко выходят из строя под давлением.
Мембрана, выполненная из пружинной стали, прочно удерживает заготовку при обработке. С увеличением количества кулачков повышается точность центрирования.
Применяют мембранные патроны на чистовых операциях с малыми силами резания. Специфика работы известна далеко не каждому мастеру, необходимо изучить нормативную базу, а также рекомендации профессионалов.
Основные варианты конструкции
Есть несколько вариантов конструкции патрона для токарного станка, ниже мы коротенько их рассмотрим.
Рычажный
До недавнего времени были популярными типами креплений в токарных станках. Действия основаны на смещении кулачков посредством двуплечего рычага.
Основная характеристика этого типа патронов определяется количеством фиксирующих кулачков и степенью их смещения на рабочем диске. Положение заготовки в рабочей зоне настраивается сложно, особенно при нестандартной обработке.
Клиновой
Внутри патрона вместо спирального диска установлено клинореечное устройство, посредством которого происходит смещение кулачков и крепление обрабатываемой детали.
Исполняется из особо прочных сталей, способных обеспечить неизменность фиксирующих параметров патрона, его бесперебойную и безопасную работу при высоких оборотах тел вращения.

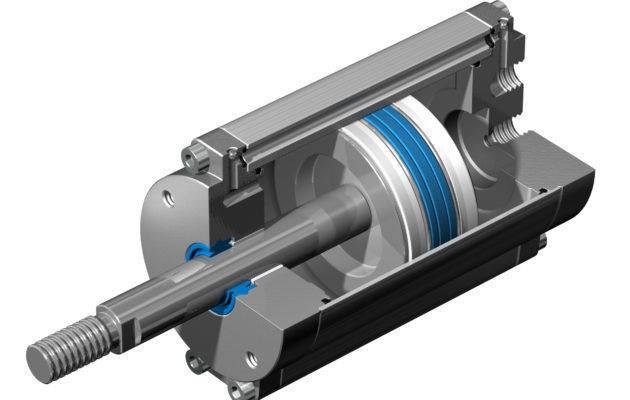
Мембранный
Мембранный патрон. Шток пневмо- или гидропривода давит на мембрану патрона и прогибает её. Прогиб мембраны разжимает губки патрона на доли миллиметра, и заготовка устанавливается до упора в штифты. При отключении привода мембрана возвращается в исходное положение и губки сжимаются, закрепляя заготовку.










Во время обработки заготовка удерживается упругостью мембраны, а большое число кулачков центрируют заготовку с точностью до сотых долей миллиметра. Применяется при чистовой обработке на низких оборотах с мелким сечением снимаемой стружки.

Сообщества › Станки и Станочные Работы › Блог › Расскажите про патрон к токарному станку.
Нигде не могу найти инфу, про то как правильно определить, где и как должны стоять кулачки в патроне. У меня патрон 3 кулачковый. Как понять где находится нулевой сухарь? Как должны располагатся кулачки относительно нулевого сухарика. Есть ли какое отличее в сухарях? Почему его называют нулевым?
На моём патроне есть выбитые на патроне диаметры, над ними расположен сухарь. Правильно ли я понял, что он будет нулевым и под ним будет первый кулачёк. Как-то визуально можно понять, что сухарь нулевой и где он должен стоять в патроне?
С кулачками боле менее разобрался, а вот про сухарьи ничего не нашёл. Крупные цифры я сам уже набил, а остальные были.
Установка и закрепление деталей в патронах
Токарный патрон
Короткие детали обычно устанавливают и крепят в патронах, которые подразделяются на простые и самоцентрирующие.
Четырехкулачковые патроны
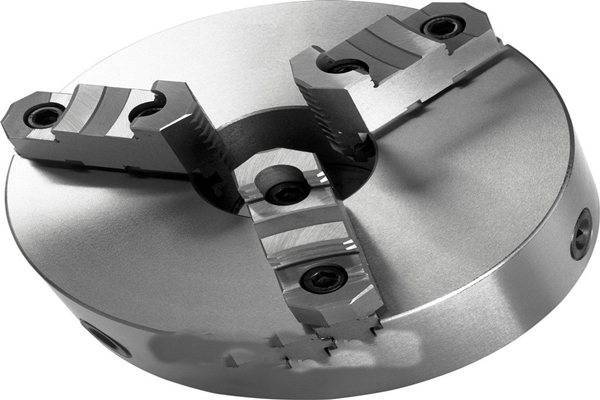
Простые патроны изготовляют обычно четырехкулачковыми (рис. 41). В таких патронах каждый из четырех кулачков (1, 2, 3 и 5) перемещается своим винтом 4 независимо от остальных. Это позволяет устанавливать и закреплять в них детали, имеющие несимметричную наружную форму. При закреплении детали в четырехкулачковом патроне необходимо ее правильно установить, чтобы она не била при вращении.
Рис. 41 Простой четырехкулачковый патрон
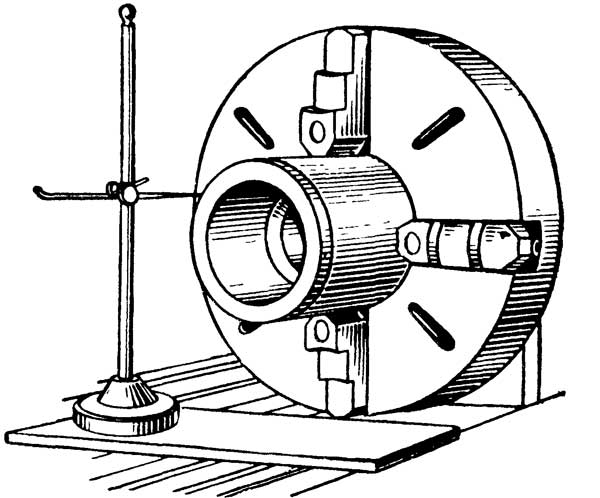
Рис. 42. Проверка установки детали при помощи рейсмуса
Правильность установки детали можно проверять чертилкой рейсмуса (рис. 42). Чертилку рейсмуса подводят к проверяемой поверхности, оставляя зазор между ними 0,3-0,5 мм. Детали сообщают медленное вращение и следят за тем, как изменяется этот зазор. По результатам наблюдения отжимают одни кулачки и поджимают другие до тех пор, пока зазор не станет равномерным по всей окружности детали. После этого деталь окончательно закрепляют всеми четырьмя кулачками, равномерно поджимая их ключом один за другим.
После закрепления детали в патроне нужно обязательно вынуть ключ. Если этого не сделать, то при пуске станок может сломаться; кроме того, рабочий подвергается опасности получить увечье.
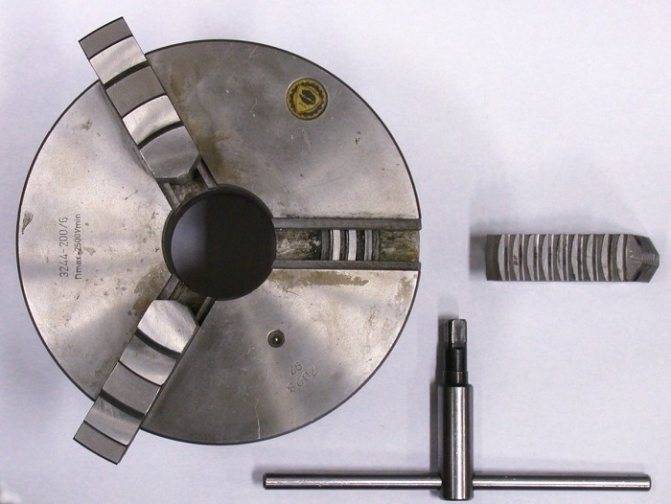
Самоцентрирующие патроны
Самоцентрирующие патроны (рис. 43) в большинстве случаев применяются трехкулачковые и значительно реже двухкулачковые. Эти патроны очень удобны в работе, так как все кулачки перемещаются одновременно, благодаря чему деталь, имеющая цилиндрическую поверхность (наружную или внутреннюю), устанавливается и зажимается точно по оси шпинделя; кроме того, значительно сокращается время на установку и закрепление детали.
На рис. 43, а показан трехкулачковый самоцентрирующий патрон. В нем кулачки перемещаются при помощи торцового четырехгранного ключа, который вставляют в четырехгранное отверстие 1 (рис. 43, а и б) одного из трех конических зубчатых колес 2. Эти колеса сцеплены с большим коническим зубчатым колесом 3. На обратной плоской стороне колеса 3 нарезана многовитковая спиральная канавка 4 (рис. 43, б). В отдельные витки этой канавки входят нижними выступами все три кулачка 5. Когда ключом повертывают одно из зубчатых колес 2, вращение передается зубчатому колесу 3. Вращаясь, оно посредством спиральной канавки 4 перемещает по пазам корпуса патрона одновременно и равномерно все три кулачка. При вращении диска со спиральной канавкой в ту или другую сторону кулачки приближаются или удаляются от центра, соответственно зажимая или освобождая деталь.
Необходима обращать внимание на прочный зажим детали в кулачках патрона. Если патрон в исправном состоянии, то прочный зажим детали обеспечивается применением ключа с нормальной ручкой (рис. 44)
Другие способы зажима, например зажим при помощи ключа и длинной трубы» надеваемой на ручку, применять запрещается
44). Другие способы зажима, например зажим при помощи ключа и длинной трубы» надеваемой на ручку, применять запрещается.
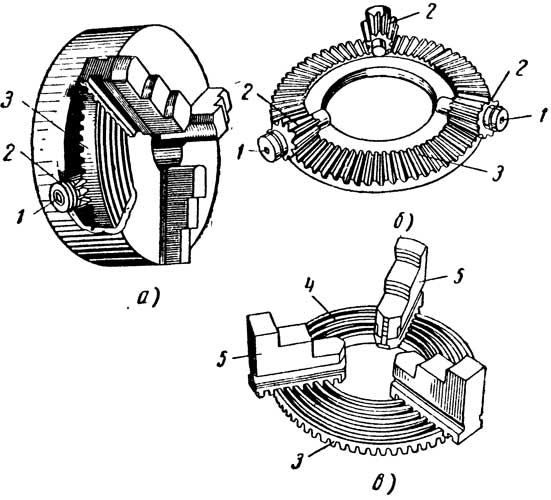
Рис 43 — Трехкулачковый самоцентрирующий патрон
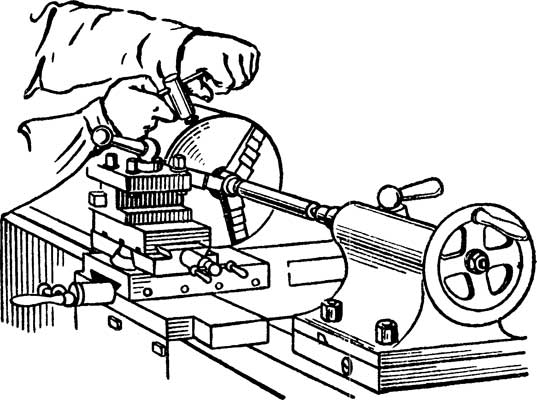
Рис. 44. Установка и закрепление детали в патроне и заднем центре
После зажима детали нельзя оставлять ключ в патроне, так как это может привести к несчастному случаю или поломке оборудования.
Кулачки патронов
Кулачки патронов применяют закаленные и сырые. Обычно пользуются закаленными кулачками, так как они изнашиваются медленно. Но при зажиме такими кулачками на деталях с чисто обработанными поверхностями остаются следы в виде вмятин от кулачков. Чтобы избежать получения вмятин, в этих случаях рекомендуется применять сырые (незакаленные) кулачки, которые точно обрабатывают (пригоняют) по диаметру закрепляемой в них детали.
Сырые кулачки удобны еще и тем, что их можно периодически растачивать резцом и тем устранять биение патрона, которое неизбежно при длительной его работе. Растачивают кулачки точно по размеру закрепляемой в них детали.
Установку и закрепление деталей в патроне с поддержкой задним центром применяют при обработке длинных и сравнительно тонких деталей (рис. 44), которые недостаточно закрепить только в патроне, так как сила резания и вес выступающей части детали могут изогнуть ее и вырвать из патрона.
При снятии детали отжимают кулачки патрону и, поддерживая деталь левой рукой, выводят из нее задний центр, для чего правой рукой вращают маховичок задней бабки.
Классификация токарных патронов
Классификаций присутствует несколько видов: по числу кулачков, типу зажима, механизму фиксации, виду исполнения, классу точности.
По количеству кулачков в патроне
Кулачки отвечают за качество закрепления деталей. Они выполняются из качественного металла.
Двухкулачковые
Варианты закрепляют несимметричные детали, которые не подвергаются обработке. Но используются и для стандартизированных заготовок.
Четырёхкулачковые
4 х кулачковый патрон состоит из четверых узлов, которые функционируют независимо. Применяют для обработки прямоугольных и квадратных вариантов.










По типу зажима детали
Кулачки патронов разделяют на прямые и обратные. Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
Зажим происходит внешний. Кулачки располагаются сверху и хватаются за деталь.
Обратные
Происходит зажим изнутри, с внутренней стороны. Обрабатываемый предмет выбирается полый, так чтоб была возможность зацепиться.
Механизм фиксации — важная характеристика, определяющая качество работы.
Порядок установки
Перед его установкой , следует тщательно проверить состояние поверхностей шпинделя и патрона. Поверхности не должны иметь забоин, царапин, заусениц и загрязненных мест.
Выявленные дефекты устраняются точечно надфилем, или шабером.Следует проверить биение торца и конуса посадочной базы шпинделя, которое не должно превышать трёх микронов.

Завести в него металлический прут или трубу диаметром около 20 мм. зажать её кулачками. С напарником взявшись с двух сторон за прут, или при помощи подъёмных механизмов, через монтажную петлю, переместить патрон на монтажную подставку закрепленную на суппорте станка.
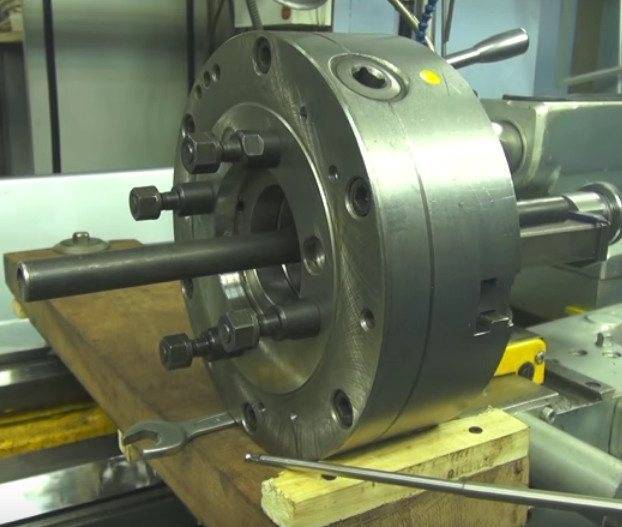
Направляющую установить в задней бабке. Патрон следует сместить перекатыванием к оси шпинделя.
Продольной подачей переместить его к фланцу шпинделя так, что бы шпильки патрона не доходили до посадочных отверстий порядка 10 мм. В станке следует установить нейтральную скорость для свободного вращения шпинделя.
Заднюю бабку с полностью убранной пинолью подать вперед к патрону так, что бы направляющая зашла на всю ширину призм кулачков и зафиксировать заднюю бабку.

Зажать кулачки патрона для переноса тяжести на направляющую. Совместить шпонку на фланце шпинделя с посадочным отверстием. Поворотную шайбу выставить в положение открытых отверстий. Пинолью подать патрон вперед до упора.
Убедившись, что все гайки шпилек вышли с обратной стороны фланца шпинделя, повернуть поворотную шайбу в замкнутое положение. Зажать верхнюю гайку с усилием достаточным для переноса веса патрона на шпиндель. Распустить кулачки и отвести заднюю бабку назад. Обжать гайки по правилу крест на крест равномерно распределяя усилие между шпильками.
После завершения монтажа, патрон следует проверить на осевое и торцевое биение. В случае превышения норм, следует его снять и внимательно продефектовать все сопрягаемые части этого узла.
Видео: монтаж легкого патрона на резьбовом креплении.
Клиновой вид
Клиновая конструкция появилась после усовершенствования рычажного патрона.
Точность перемещения каждого кулачка удалось обеспечить после установки отдельных механических или пневматических приводов, что позволило использовать устройство на точных операциях.
Характерные особенности при работе с клиновыми патронами:
Токарный станок с устройством ЧПУ нуждается в быстрой переналадке. В таких станках устанавливают зажимные модули с возможностью подключения к системе управления.
Материал, из которого изготавливают клиновые патроны, должен соответствовать высоким стандартам качества. Нельзя допускать изменения рабочих характеристик патрона в процессе обработки с высокой скоростью.
Основные размеры и обозначения
Если взять наиболее распространенные трехкулачковые патроны (ГОСТ 2675-80) то действующим стандартом предусмотрено десять типоразмеров определяемых общим диаметром оснастки: 80, 100, 125, 160, 200, 250, 315, 400, 500 и 630 мм (см. табл. 1)
В зависимости от способа установки на шпиндель оснастка подразделяется на три типа:
- С пояском и фиксацией посредством вспомогательного фланца (Тип 1);
- С фиксацией через фланец на конце шпинделя под поворотную шайбу (Тип 2);
- С фиксацией через фланец на конце шпинделя (Тип 3).
Существует единая система обозначений основных параметров патрона состоящая из 8 цифр и буквы указывающей класс точности оснастки. Воспользовавшись таблицей в ГОСТ 2675—80 по маркировке изделия можно определить:
- Количество зажимов;
- Диаметр изделия;
- Основные размеры;
- Тип крепления оснастки на шпиндель;
- Исполнение зажимов;
- Класс точности.
Так, например Патрон 7100—0032—П ГОСТ 2675—80 обозначает второй тип, диаметр 200 мм, монтаж на шпиндель с 5 условным размером, сборные кулачки и повышенный класс точности (П).
Двухкулачковые патроны
2-х кулачковые токарные патроны применяются для крепления сложных несимметричных и фасонных заготовок (нецилиндрических), т.е. в таких случаях, когда установка в трехкулачковом требует много больше времени или вообще не возможна. Самоцентрирующиеся 2-х кулачковые приспособления способны закреплять в сменных губках необработанные поверхности.
Любые токарные станки, которые транспортируются из обычной рабочей среды, должны быть защищены от пыли, чрезмерного тепла и очень холодного. При работе в пыльных условиях часто меняйте смазку. В жарких рабочих зонах старайтесь избегать перегрева двигателя или повреждения любых уплотнений. В рабочих зонах будьте осторожны, чтобы не перегревать двигатель и не повредить уплотнения. Управляйте токарным станком на более низких скоростях, чем обычно, при работе в холодных условиях.
Все токари всегда должны знать о безопасности, связанной с использованием лебедки, и должны знать все меры предосторожности во избежание несчастных случаев и травм. Небрежность и невежество — две основные угрозы личной безопасности
Другими опасностями могут быть механические рабочие отношения с токарным станком, такие как обслуживание надлежащей машины и конфигурации. Некоторые важные меры предосторожности при использовании токарных станков заключаются в следующем.










Двухкулачковый
2-х кулачковый

Двухкулачковый невращающийся патрон
Корпус изготавливается из стали 45, чугуна, кулачки из цементируемых сталей, например, 20Х, ходовой винт – легированной стали. Подвижные части — термообрабатываются.
Никогда не оставляйте инструменты непосредственно в форме токарного станка. Используйте обе руки при шлифовании заготовки. Не наматывайте наждачную бумагу или ткань вокруг куска Эмори. Режущий инструмент или режущий инструмент токарного станка должны быть изготовлены из правильного материала и шлифоваться под правильным углом к машине заготовкой. Наиболее распространенным режущим инструментом является низкосортная сталь общего назначения. Эти сверла, как правило, недороги, легко измельчаются на скамейке или на пьедестале, много злоупотребляют и изнашиваются и достаточно сильны для всех видов ремонта и изготовления.
Двухкулачковые патроны производятся двух типов:
- ручные – зажим детали осуществляется поворотом спец. ключа, вставляемого в гнездо, в результате чего, кулачки смещаются и центрируют деталь относительно оси шпинделя;
- механизированный – с пневматическим приводом – агрегат имеет пневмоцилиндр с поршнем, который перемещает ползуны, осуществляющих разжим и зажим заготовок.
Диаметры изготавливаемых приспособлений стандартизированы: 150, 200, 250, 300, 375 мм. 2-х кулачковые токарные агрегаты с пневмоприводом изготавливают диаметрами 160, 250, 320, 400 мм с ходом кулачков 5 – 10 мм.
Высокоскоростные стальные сверла могут обрабатывать тепло, которое образуется во время резки, и после охлаждения не меняются. Эти сверла используются для поворота, обработки сверлильных токарных станков и других. Сверла из специальных материалов, таких как карбиды, керамика, алмазы, литейные сплавы, способны обрабатывать детали машины с очень высокой скоростью, но являются хрупкими и дорогостоящими для нормальной работы токарной обработки. Высокоскоростные стальные сверла доступны во многих формах и размерах для любой поворотной операции.
Основным недостатком является смещение центра заготовки из-за перекоса кулачков в направляющих по причине зазора
Поэтому крайне важно минимизировать зазор между кулачками и направляющими
Основные размеры и обозначения
Размеры трехкулачковых патронов. Нормируется по ГОСТ 2675-47:
- номинальный диаметр: от 80 (мм) до 630 (мм);
- внутренний диаметр: от 16 (мм) до 190 (мм);
- ширина: от 50 (мм) до 125 (мм);
- ширина кулачков: от 12 (мм) до 60 (мм).
Размеры четырехкулачковых патронов:
- диаметр патрона: от 80 (мм) до 1000 (мм);
- наружный диаметр присоединительного конуса: от 82.563 (мм) до 285.775 (мм);
- размер шпинделя станка: от 5 (мм) до 15 (мм);
- диаметр проходного отверстия: от 40 (мм) до 200 (мм).
Обозначения патронов иностранного производства читаются в соответствии с их принятых норм и доступны в печати для расшифровки. Например:
Таблица токарных патронов производства ОАО «БелТАПАЗ»
Патрон токарный 3–200.33.14 П
- — количество кулачков;
- — наружный диаметр патрона, мм;
- — характеристика, определяемая типом, исполнением, наружным диаметром патрона;
- — Модификация;
- — класс точности.
Кулачки токарные
Кулачки токарные — оснастка для токарных патронов. Изготавливают из легированной стали. Все трущиеся и зажимные поверхности проходят цементацию, закалку и затем шлифуются.
кулачки токарные прямые и обратные
Токарные патроны обычно имеют два комплекта кулачков: прямые и обратные.
Прямые кулачки для токарных патронов предназначаются для крепления обрабатываемой детали за её внешнюю сторону. Т. е. применяются в тех случаях, когда заготовка зажимается с наружной стороны.
Обратные кулачки для токарных патронов являются полной противоположностью прямых и предназначаются для крепления деталей изнутри.
А так же, сами кулачки бывают цельные или сборные (накладные).
Сборные кулачки изготавливают из цветных металлов и стали без термообработки. Сырые кулачки, расточенные в соответствии с формой и размерами детали, обеспечивают высокую точность центрирования.
Размеры токарных кулачков:
Кулачки на патроны импортного производства:
Кулачки прямые
Кулачки на патроны отечественного производства:
Кулачки токарные — Чертёж Кулачки токарные обратные
СПРАВОЧНАЯ ИНФОРМАЦИЯ для кулачков к токарным патронам D250:
— до 1987 года — размер H=9,5мм, S=10мм — не выпускаются — с 1987 по 1992 — размер H=11,5мм, S=10мм — не выпускаются — после 1992 года — размер H=11,5мм, S=9мм — выпускаются
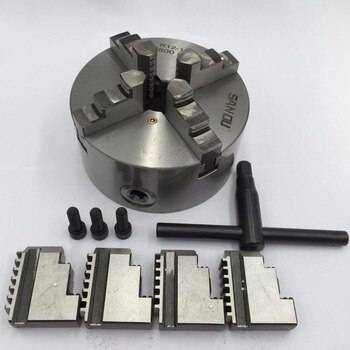
Правила при замене кулачков
При замене одного комплекта кулачков другим необходимо вводить в паз корпуса сначала тот кулачок, на котором имеется цифра 1 (или одна точка, намеченная керном).
После того, как при вращении большой шестерни первый выступ этого кулачка войдет в спиральную канавку, можно вводить в следующий паз кулачок с цифрой 2, а затем (в последний паз) кулачок с цифрой 3.
При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга.
При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было сказано выше.
СМОТРИТЕ ВИДЕО:
КАК ПРАВИЛЬНО ЗАМЕНИТЬ КУЛАЧКИ В ТОКАРНОМ ПАТРОНЕ
======================================================
Как собрать по чертежам самостоятельно
Для работы по металлу новичку собрать самопальный патрон можно, но весь процесс станет головной болью из-за поисков, нестыковок, ошибок и т. д. Сделать токарный патрон для обработки дерева гораздо доступнее, хотя и не проще, как может показаться.








Прежде всего – чтобы работа шла, необходимо создать подробный сборочный чертёж с чертежами деталировки. За чертежами, потянутся мероприятия. Без чертежей и плана действий чего-либо путного достичь вряд ли удастся, ибо всякий, кто действует без плана, действует долго и плохо.
Затем начинается процесс сбора комплектующих и материалов. Процесс воплощения идей самый трепетный и несёт в себе мощную струю самообновления. А удачное завершение становится очередным благоприятным этапом в творческой жизни.
Технические характеристики.
Корпус патрона выполнен из высококачественного специального чугуна

Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Схема I :
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Схема II :
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Схема III:





