Особенности лентоотрезного станка
Благодаря своим характеристикам и исполнительности, ленточный отрезной станок по металлу просто необходим для предприятий, специализирующих на металлообработке крупных деталей, фигурных изделий.
Аппарат имеет колеса, по окружности обрамленные ободом. Они дают возможность двигаться другим элементам станка. Колеса являются одними из основных элементов передачи, называют их шкивы.
Круговое движение шкив происходит благодаря работе электрического двигателя. Он дополнительно отвечает за эффективность и точность работы ленточной пилы по металлу.
При выборе и покупке инструмента необходимо смотреть на характеристики и параметры электрического двигателя, его мощности и страну, производящую его детали.
 Характеристики двигателя
Характеристики двигателя
Следует выделить основные достоинства ленточного станка для резки металла:
- долговечность;
- изготовление из качественных и прочных материалов;
- простое и безопасное применение;
- относится к высокотехнологическому оборудованию.
Когда пила движется, возникает сильное давление от нее на предмет. Оно идет по направлению к обрабатываемой заготовке, с которой и происходит контакт. Плюсов у этого прибора уйма.
Выигрывает среди всего оборудования даже небольшой и поэтому удобный размер. Поэтому при необходимости легко работать в узком помещении без проблем. Если в планах использование инструмента в быту, стоит смело брать модели, изготовленные для мастерских. Они выглядят мельче обычных пил, но масса их невелика.
Это довольно удобно, поскольку не требуется использовать специальное оборудование для транспортировки и последующего монтажа такого станка. Когда двигается лента с полотном, работа происходит тихо, эти элементы встроены с учетом текущих вибраций. Именно этот фактор является главным плюсом оборудования.
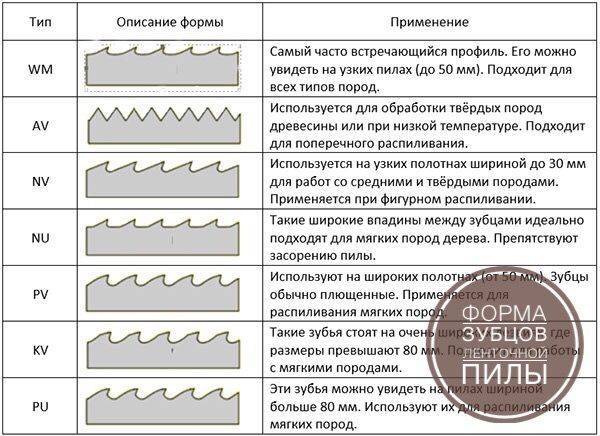
Что нужно знать о ленточной пиле
Каким будет распил дерева, зависит от того, какую форму имеет зубец оборудования. Именно зубец ленточной пилы показывает тип распила. Чему же отдать предпочтение? Пила с узкой лентой стоит недорого и ею очень просто пользоваться. Смысл заключается в том, что зуб не может быть высотой не больше 20% от ширины полотна, иначе сталь от сильной нагрузки разорвется, как бумажный лист. Какого шага и высоты зубья, определяет площадь впадины. Потому как если опилки не будут выноситься, а будут скапливаться в пропиле, то пила заклинит и засориться опилками. На практике есть определение высоты зуба, и она равняется не меньше 5 мм. И, соответственно, шириной полотно должно быть менее 25 миллиметров. Узкая пила, которая порвалась, встречается часто. Широкие пилы рвутся очень редко. На таких пилах могут появиться трещины, и связано это с неправильно подобранными размерами, регулированием. А вот чтобы разорвать такую пилу это еще надо потрудиться. Трещины могут быть:
- во впадинах зубьев;
- в центральной части пилы;
- на кромке в задней части.
Наиболее часто встречаются дефекты во впадинах зубцов ленточного оборудования. Возникают дефекты в процессе работы пилы. Из-за дефектов такая пила делает неровный пропил дерева. Как же не допустить образование дефектов? На узких пилах делают разгиб зубцов. Разводка проводится так: 1-ый зубец влево, 2-ой вправо, 3-ий прямо и опять: влево, вправо, прямо. В данном случае пил проводят левый и правый зубцы, а прямой занимается уборкой опилок.
Лучшим считается работа пилы с уборкой опила на 100%, а узкая пила убирает на 30%, потому как высота зубцов у такого типа пил невысокая. Из вышесказанного можно сделать вывод, что скорость работы узкой пилы ниже, так как вынос опила низкий, и замедляет пил. Кроме того, узкая пила не имеет тело стабилизации и поэтому застревает и расшатывается в пропиле, из-за чего происходит разрыв. И тут уже опять понадобится ремонтировать и варить. Вывод однозначен, широкая ленточная пила для дерева все-таки лучший вариант. Единственное, что можно предпринять — это увеличить ширину стального полотна. Отношение не должно превышать 20 к 80. Зубцы можно сплющить на кончике, тем самым создав уширение в пропиле. Также можно наплавить стеллит. После этого зубцы гарантированно будут работать на все сто. Если сделан стеллит, то разводку делать не надо.
Следует сказать и о том, что каков будет пил, влияет и качество древесины. Дерево должно быть чистым, с минимальным количеством сучков. Широкая пила отлично работает с любой шириной бревна. Большие скорости для нее не проблема. В широких ленточных пилах настройка зубцов может проводиться более тонко. Также может меняться ширина, угол, толщина пропила. Благодаря этому выход продукции можно повысить до 25 %. Узкая ленточная пила делается с более дешевым оборудованием, более просто собирается. Это своего рода относительный плюс в копилку узких пил.
Ручная пила
Узкая пила нагревается во время работы полностью, а у широкой пилы нагревается только часть лезвия, которая пилит, из-за этого порой может возникать волна в месте пропила.
Поэтому широкую пилу надо натягивать гораздо сильнее, чем узкую. Конструкция широкой пилы более сложная, что, естественно, отражается на стоимости. Кроме того, на широкой ленточной пиле очень непросто работать, надо иметь ряд определенных навыков и знаний. Хороший, налаженный станок с широкой ленточной пилой даст большие объемы выработки.
Для того чтобы пиление было продуктивным требуется:
- станочное оборудование с широкой ленточной пилой;
- опытный оператор;
- высокого качества подготовленное оборудование;
- человек ответственный за заточку;
- механизм для заточки;
- обслуживающий персонал.
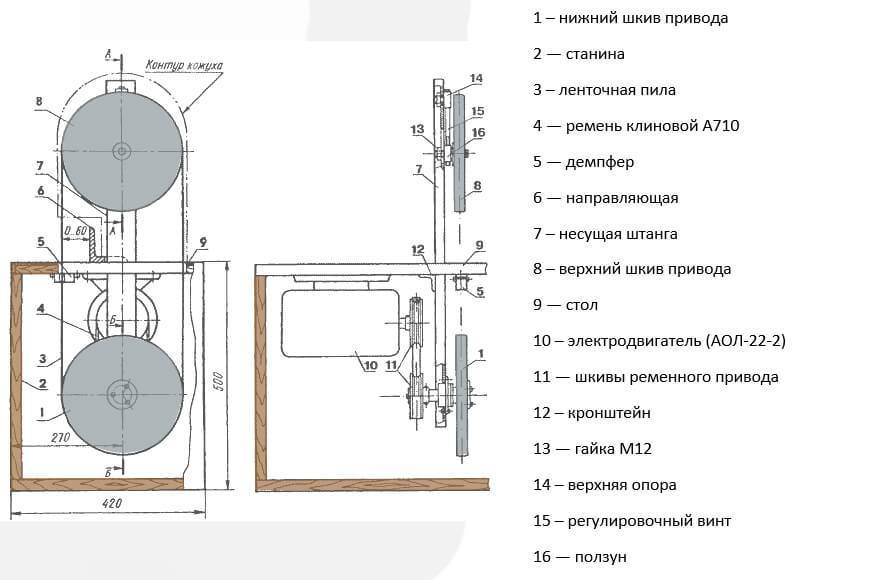
Станок для ленточной пилы Ленточными пилами можно пилить оперативно и качественно. Однако надо соблюдать ряд правил. Перед использованием ознакомиться с оборудованием, ухаживать за оборудованием, чистить и смазывать, вовремя проверять и обслуживать. Если финансов нет, то станок можно сделать самостоятельно. Обладая навыками, деталями и специальным оборудованием, следуя схеме, можно попробовать собрать ленточную пилу своими руками. Конечно, самостоятельно собранный станок не будет обладать супер скоростью, но как говорится: не спеша, можно выполнить поставленные задачи по пилению очень даже хорошо и продуктивно.
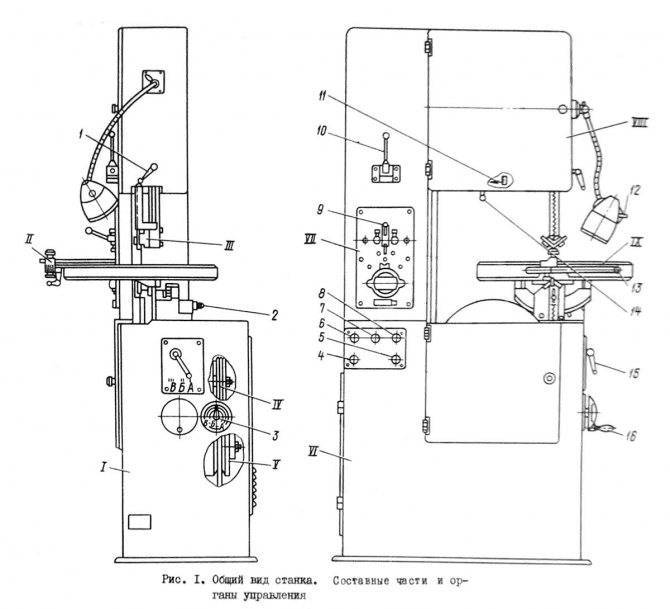
Устройство
Ленточнопильный станок — высокопроизводительное современное оборудование для прямой или фигурной резки высоколегированных металлов и других материалов. Режущим инструментом машины служит гибкая стальная ленточная пила в форме кольца. Ленточнопильные установки бывают ручными, полуавтоматическими и автоматическими.
Ленточнопильный станок в основном имеет следующую конструкцию:
- корпус;
- подвижной или фиксированный пильный узел;
- подвижной или стационарный рабочий стол;
- приводной механизм;
- система подачи заготовок;
- устройство управления.
Структуры моделей могут разниться в зависимости от сферы применения и модификации.
Режимы резания
Чтобы функционирование ленточного полотна было надлежащим, необходимо обеспечить не только правильный зажим заготовки, наличие СОЖ, обкатку нового полотна и иные моменты, но и соблюдать конкретный режим резки металла.
Внимание! Оптимальный режим резания выбирается определением скорости движения полотна (скорость резания, в м/минуту), исходя из марки металла, и выставлением скорости подачи консоли (в мм/мин)
При обкатке
Важно! Режимы резки металла при обкатке нового полотна зависят от материала, из которого оно изготовлено: биметалл или твердые сплавы. Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы)
Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы).

Биметаллическое полотно BAHCO для ленточнопильного станка. Фото 220Вольт
Чтобы устранить при обкатке возможные вибрации, скорость резания дополнительно уменьшают, а затем при дальнейшем прохождении режима обкатки, скорость подачи заготовки постепенно увеличивают так, чтобы она к концу обкатки полностью совпадала с рекомендуемой производителем.
Продолжительность работы в режиме обкатки
Продолжительность режима резки металла новым полотном зависит от типа заготовок:
- при малой площади поперечного сечения режим обкатки проходит при разрезке заготовок общей площадью 0,3 кв. метра;
- иные типы заготовок обрабатывают в режиме обкатки в течение четверти часа.
Параметры выбора режима резки
В зависимости от того, какой именно вид материала будет подвергаться обработке на ленточном станке, и какой металл у самого плотна (биметалл или твердый сплав) индивидуально устанавливается режим, состоящий из трех основных параметров:
- скорость резки (в метрах в минуту);
- толщина заготовки, в мм;
- «шаг» зуба пилы.
Всего существует 18 отдельных режимов — по количеству типов обрабатываемого материала.

Ленточнопильный вертикальный станок с ЧПУ Opus AX3-R. Фото Стербруст
Например, для конструкционных сталей предусмотрено три основных режима, в зависимости от толщины:
- толщина меньше 100 мм – скорость подачи от 70 до 100 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 50 до 90 м/мин;
- толщина более 500 мм – скорость подачи от 40 до 77 м/мин.

Напольный ленточнопильный станок METALMASTER BSM-912B для выполнения реза под разными углами. Фото 220Вольт
Для чугуна режимы обработки следующие:
- толщина меньше 100 мм – скорость подачи от 40 до 50 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 40 до 45 м/мин;
- толщина более 500 мм – скорость подачи от 35 до 40 м/мин.
Самая низкая скорость резки предусмотрена для титановых сплавов: при любой толщине рекомендуется подавать материал со скоростью от 10 до 20 м/мин.
К сведению! «Чемпионами» по скорости резки являются автоматные стали — при толщине менее 100 мм резка происходит со скоростью 130 м/мин.
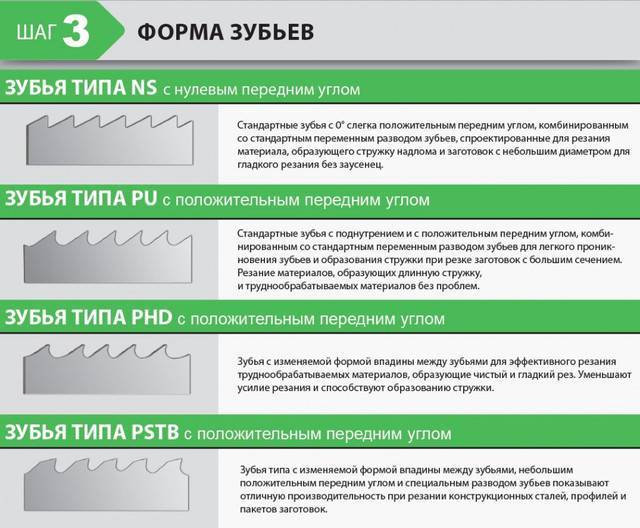
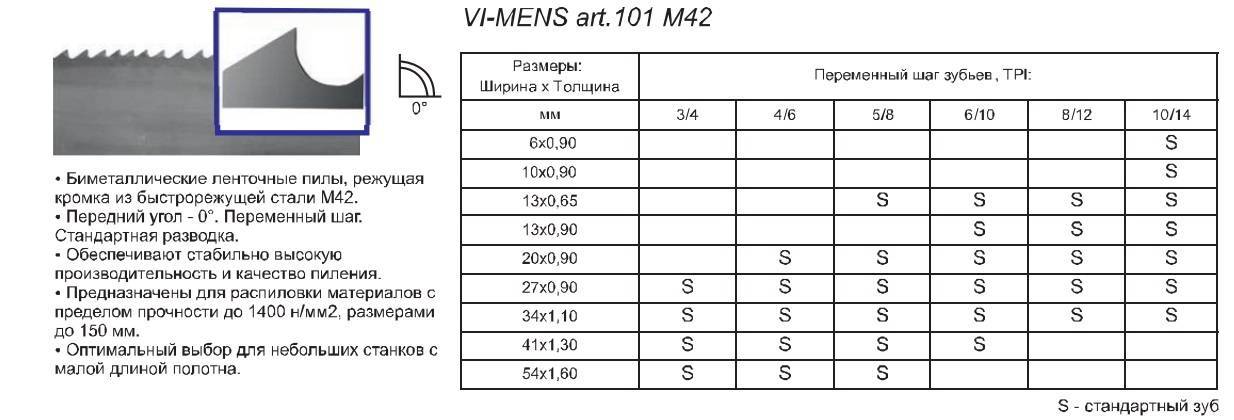
Шаг зубьев
Постоянный и переменный шаг зубьев ленточной пилы побирается по принципу: чем больше ширина разрезаемой заготовки из сплошного метала, тем меньше зубьев должно быть на одном дюйме полотна.
Ленточнопильный вертикальный полуавтоматический станок VTF 500 SHI-E. Фото НЕВАСТАНКОМАШ
Так, при толщине металла меньше 100 мм. число зубьев на полотне оптимально равно 14 (10/14 – для переменного шага), при толщине, равной 400 мм. среднее количество зубьев не превышает двух (1,4/2,5 для переменного шага).




Holzmann-Maschinen BS275TOP_400V

Это самая популярная ленточная пила бюджетного сегмента с хорошими техническими характеристиками и эксплуатационными качествами.
Особенности модели
Рассматриваемый станок имеет ряд индивидуальных особенностей:
высокая точность обработки изделий;
наличие литого основания;
высокая мощность и износостойкость, двухскоростной привод;
возможность наклона рамы на 60 градусов для выпиливания срезов под углом;
концевой выключатель автоматического типа;
устойчивость к скручиванию рамы;
тиски выполнены из серого чугуна, что повышает их прочность, обеспечивает надёжную фиксацию заготовки.
Обратите внимание! Holzmann-Maschinen BS275TOP_400V подойдёт для реализации профессиональных и любительских задач. Станок можно установить в домашней мастерской.
Комплектация
От комплекта не стоит ожидать ничего особенного. Другие ленточные пилы имеют такой же комплект. Здесь наблюдается стандартный набор компонентов. В коробку со станком положили только инструкцию по эксплуатации, в которой прописаны правила использования прибора, указаны рекомендации к действиям при возникновении аварийных ситуаций.
Технические характеристики
Данная ленточная пила имеет следующие характеристики, на которые нужно обращать внимание при выборе:
мощность двигателя составляет 1500 Вт;
максимальное значение рабочего напряжения 400 Вольт;
размеры пильной ленты 27 на 0,9 на 2480 мм;
скорость пильной ленты варьируется в пределах от 37, 5 до 75 м/мин;
масса нетто и брутто по 195 и 235 кг соответственно.
Лентoчный станок Holzmann-Maschinen BS275TOP_400V– одно из лучших решений за предлагаемую стоимость, которое однозначно можно рекомендовать к покупке. В 2020 году этот станок стоит 14000 руб. Подойдёт практически для любых задач.
Конструкционные особенности ленточных станков
Станки, независимо от своей марки производителя делятся на несколько категорий.
Агрегаты консольного типа
Рама агрегата исполнена в виде консоли, а манипуляция происходит посредством ее вращения на шарнире.

Консольный ленточнопильный станок JAMP
Такое оборудование в большей степени используется для разреза труб разного профиля и проката. Для консольных станков характерно присутствие стола (поворотного или неповоротного). Такая особенность позволяет получить прямой или наклонный срез.




Портальное оборудование, станки с одной или двумя стойками
На станках с одной стойкой – колонных – рама двигается вверх и вниз по специальной направляющей, зафиксированной на одной из сторон. Станки с двумя стойками – двухколонные – сделаны по тому же принципу, только направляющих две и закреплены они с двух сторон рабочего стола. Поворотные столы обеспечивают получение резов под разными углами. В портальных аппаратах стол надежно зафиксирован для резки и обработки особо прочных материалов. Пильная рама размещена в подвижном портале, он производит все необходимые перемещения.
Горизонтальные станки
Рама устанавливается под разными углами по отношению к заготовке и движется по двум осям.

Горизонтальный ленточнопильный станок
А тиски и стол – подвижны и позволяют осуществлять распил под требуемым углом.
Вертикальные станки
Некоторые представители этой категории предусматривают раму, способную перемещаться как в поперечном, так и в продольном направлении. Такой вид преимущественно используется для обработки массивных заготовок. Управление режимами осуществляется через ЧПУ.
Ленточнопильное оборудование часто применяется для работы в различных условиях.
Шаг 1: Делаем стол для пилы

Если у вас осталась фанера толщиной 0.3 см от предыдущих проектов, то она вполне подойдет. Хотя некоторые используют 0.5 см, вполне достаточно 0.3 см.
Разрежьте фанеру так, чтобы получился квадратный кусок со стороной 20 см. Отметьте середину квадрата. С одной стороны распилите квадрат до центра. Сквозь эту щель будет проходить лезвие ленточной пилы.

Рассмотрите второе фото. Фанера к основанию пилы крепится с помощью трех шурупов. При помощи малярной ленты отметьте места, куда вы закрутите шурупы. При помощи прямого угла проверьте положение шурупов. Выньте фанеру и поверните ее на 180 градусов. Тогда линия, прорезанная для пилы, будет сзади, а гладкая часть будет впереди, так что стол будет легче использовать. Пробойником сделайте отверстия в фанере, чтобы они подходили к отверстиям с резьбой, которые проделаны в ленточной пиле.

Закрутите шурупы поглубже, утопите их, чтобы головки совсем не выступали над поверхностью фанеры. Прежде чем навешивать фанеру на станок, убедитесь, что она правильного размера – может, придется ее обрезать.
Рассмотрите третье фото. Лезвия таких пил режут под небольшим углом. Работать можно будет легче и аккуратнее, если в столе есть щель, через которую проходит лезвие пилы. Также щель не позволяет лезвию сдвигаться.
Инструкция по работе с ленточнопильными станками
При работе с ленточнопильными станками необходимо соблюдать следующие правила:
- Перед обработкой деревянных заготовок необходимо настроить на станке угол наклона, глубину реза и скорость натяжения направляющих полотен.
- Для получения точного реза и минимизации вибраций рабочего стола требуется зафиксировать заготовку.
- Необходимо обеспечить хорошее освещение рабочей зоны. Для этого рекомендуется использовать светодиодные станочные светильники.
- Малогабаритные конструкции необходимо устанавливать на специальных подставках или верстаке, крупногабаритные – на полу.
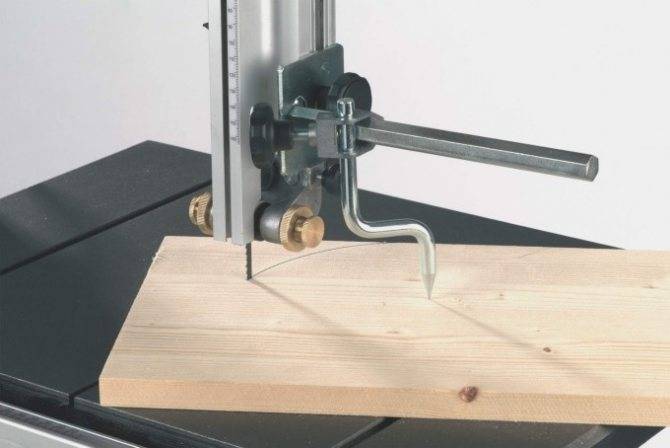
- Криволинейную распиловку необходимо осуществлять при помощи инструментов для подачи и фиксации деревянного бруска.
- Прямолинейную распиловку нужно осуществлять с помощью движимого упора.
- Периодически заменять ленточные полотна и смазывать движущиеся элементы станка.
- При эксплуатации станка требуется надевать средства индивидуальной защиты.
- Направляющие полотна пилы необходимо устанавливать близко к обрабатываемой заготовке.
- Перед уходом с рабочего места нужно отключить деревообрабатывающее устройство.
Для работы с агрегатом по обработке дерева нужно предварительно пройти инструктажи по техники безопасности. Чтобы работать со станком, оператор должен имеет достаточную подготовку и знать основы работы распиловочного устройства.
Топ рейтинг 10 лучших ленточнопильных станков
Основываясь на отзывах пользователей и специалистов в интернете, можно сделать вывод о 10 лучших ЛСП, представленных на рынке России. Это помогает многим потребителям при выборе ленточнопильного станка для своего предприятия. Топ рейтинг разделяется на две группы – это стационарные ленточнопильные станки и переносные ленточные пилы.
Стационарные станки
В этот список попали пилы самых лучших брендовых производителей, предназначенных для установки и эксплуатации, как на больших промышленных предприятиях, так и в небольших мастерских. Оборудование отличается высокой точностью распила и большой производительностью. Цена такой продукции может составлять сумму от нескольких десятков до нескольких сотен тысяч рублей.
Jet JWBS-140S
Страна производитель – Тайвань. Этот ленточнопильный станок, благодаря своим превосходным характеристикам, можно отнести к профессиональному оборудованию. В основном станок используется для обработки деревянных изделий. При смене полотна способен пропиливать металлические заготовки небольших габаритов (до 300 мм). Пила занимает строго вертикальное стационарное положение. Угол распила регулируется поворотом чугунного рабочего стола с тисками до 45.
Мой выбор
Первое, что следует сделать после сборки воронежской «ленточки» – исключить возможный перекос ведомого шкива. После чего, Энкор Корвет 422 работает даже со штатной пилой. Уже на этом этапе начинающий мастер реально чувствует разницу между УШМ и ленточнопильным станком. А ведь впереди ещё и замена движка, и установка гидроцилиндра, и множество мелких модернизаций. По-моему, это идеальный вариант для начинающего мастера.
Я видел, как благодаря возможностям полуавтоматического JET EHB 270 DGSVIP, мелкая фирма справлялась с основным потоком работы и успевала выполнять заказы тех клиентов, которые выставлялись конкурентами в хвост длинной очереди. Станок не из дешёвых, но он определённо стоит своих денег.
Среди промышленного оборудования выделяю ЛПС 8535 отечественного производства. Простая конструкция определяет надежность агрегата, а широкий спектр комплектации позволяет заказчику получить станок, подстроенный под нужды своего производства.
Недостатки ленточнопильных станков
У рассматриваемого типа силового оборудования можно выделить ряд существенных недостатков:
Сильные вибрации в процессе работы. Такая особенность присутствует как на дорогих, так и на бюджетных модификациях. Причём вибрация отрицательно сказывается на долговечности работы станка, приводит к износу его компонентов;
-
Станки с ручным управлением не позволяют оператору контролировать силу натяжения полотна;
Шкивы режущего полотна необходимо регулярно настраивать, корректировать их работу;
Силу действия пилы на обрабатываемую заготовку нельзя изменить.







Обратите внимание! С помощью установленного в станке гидроцилиндра оператор сможет только выбрать величину скорости подачи. Поменять значение давления пилы на деталь не представляется возможным.
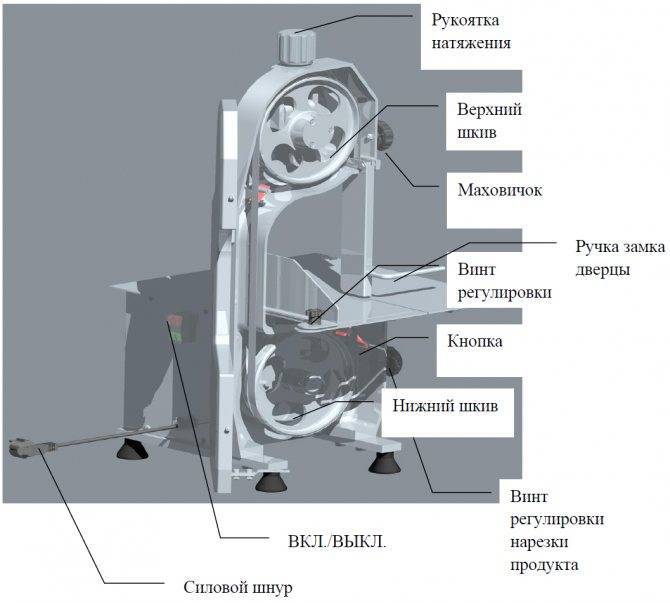
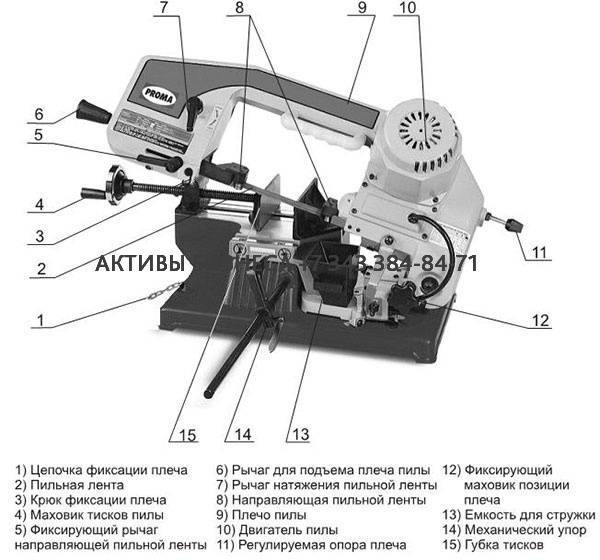
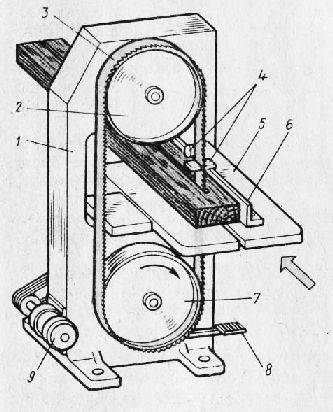
Устройство ленточных пил
Ленточнопильный станок по металлу состоит из следующих частей:
- прочной рамы;
- нескольких шкивов (в количестве от 2 до 3);
- тисков с гидрозажимом;
- рабочего привода;
- системы, ответственной за подачу смазочно-охлаждающей жидкости в зону проведения работ;
- механизма, контролирующего степень натяжения;
- пульта, через который осуществляется управление;
- контрольных систем, ответственных за ход работы и безопасность;
- осветительных приборов.
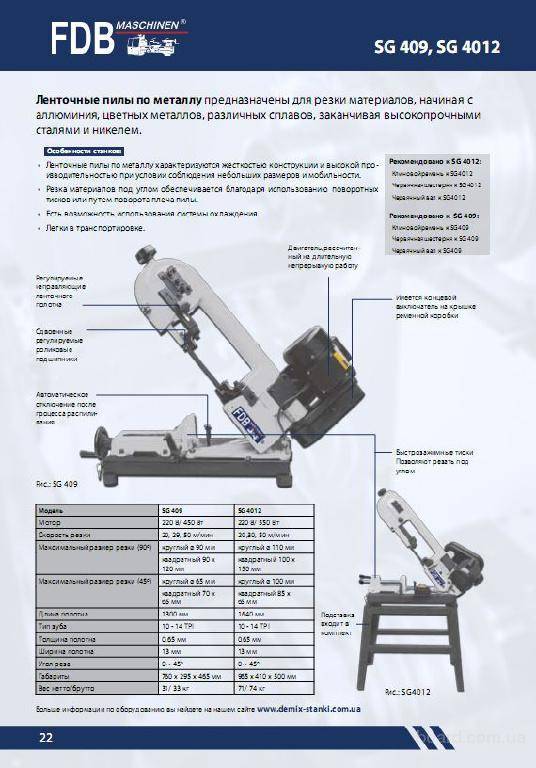
Производительность ленточнопильного станка напрямую зависит от мощности мотора
Именно на этот показатель стоит обращать особое внимание при выборе. Рекомендуется приобретать оборудование с большим запасом мощности, это убережет силовую установку от быстрого износа и поломки
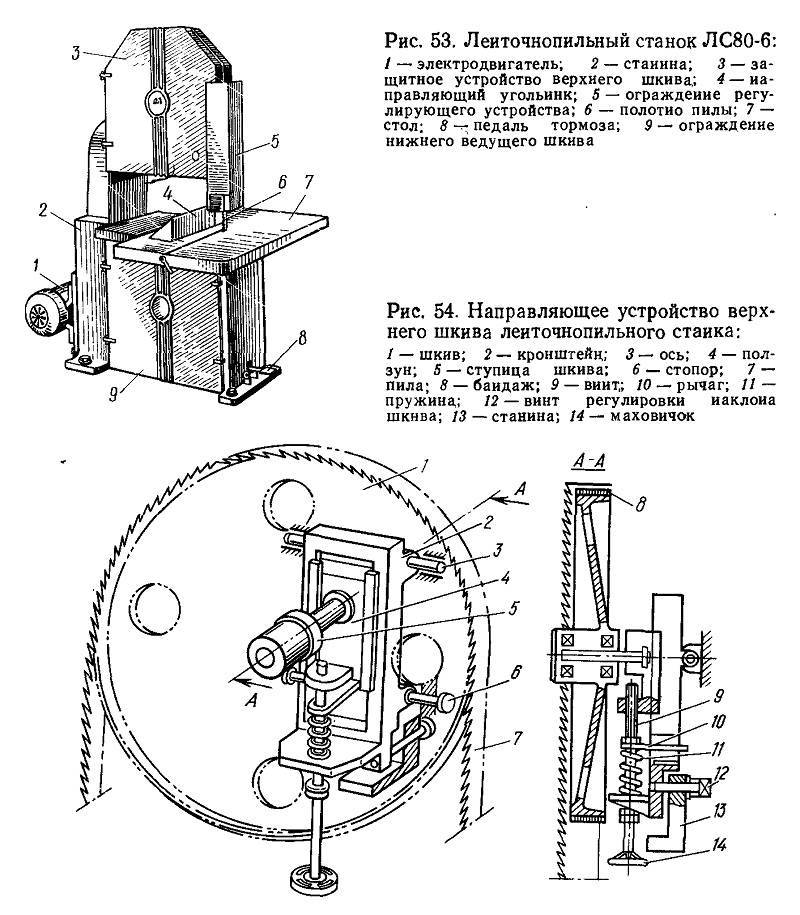
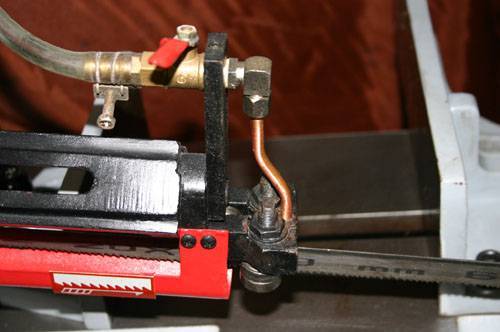
Устройство пилы
Для понимания конструкция пилы можно представить ручную ножовку по металлу. Главным рабочим элементом является гибкое полотно, края которого сварены между собой. С одной стороны на полотне имеются небольшие зубья, воздействие которых осуществляет раздел материала на две части. Пильное полотно надевается на шкивы (обычно их два), приводимые в движение электромотором. Значительная часть пилы спрятана внутри кожуха станка, а прямолинейный участок ленты выходит наружу в предназначенном для распила месте. Вращательное движение шкивов обеспечивает высокую скорость полотна, необходимую для соблюдения заданных параметров качества.
Вертикальный вариант
Особенность ее конструкции заключается в вертикальном расположении рабочей части. Именно вертикальный ленточный механизм используется для прямолинейной и фигурной резки оргстекла. Для распила очень толстых конгломератов и труб применяются горизонтальные аппараты.
Пильное полотно
Ввиду меньшей прочности полимеров, чем металлических сплавов, к полотнам для резки оргстекла предъявляются пониженные прочностные требования. Основные характеристики пильных полотен:
- шаг зубьев варьируется от 3 до 8 шт./см длины;
- скорость движения полотна изменяется от 15 до 50 м/с.
Широкие ленточные пилы
Резка массивных изделий из оргстекла осуществляется широкими пилами, работающими со скоростями 4-6 м/с. Такие полотна имеют большие зубья и не обеспечивают высокое качество среза. Полученные после распила фрагменты обычно требуют дополнительной механической обработки.
Размеры
Ленточные пилы представляют собой стационарные устройства, которые обладают устойчивостью при интенсивной работе. Они оснащены массивной станиной, необходимой для прочной фиксации всех узлов механизма.
Распил в заводских условиях проводится на станках высотой до двух метров, предназначенных для резки не только акрила, но и других материалов. Более компактные варианты для работы с оргстеклом представляют собой настольные устройства, пригодные для рутинной обработки небольших изделий.
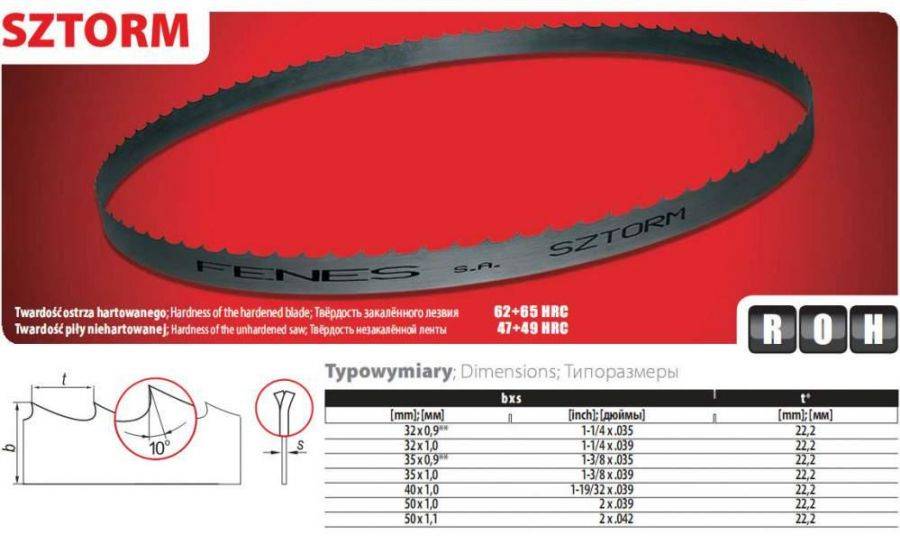
Пильные ленты
Ширина полотна пилы составляет от 3 до 13 мм. Наименьший размер позволяет вырезать закругленные края, а также осуществлять внутренние пропилы с однократным проникновением полотна вглубь материала.
Высота зубьев в ленте варьируется от 0,4 до 3 мм. Минимальный размер предназначен для проведения наиболее аккуратных распилов, а большие зубья используются во время интенсивной и грубой работы. Для разреза тонких листов следует выбирать полотна с зубьями малой высоты.
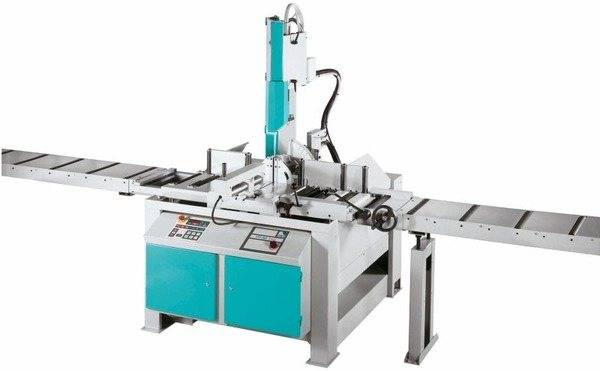
Автоматическая ленточная пила
Данная разновидность является механизмом для работы в горизонтальной плоскости. В сферу его применения входит обработка материалов, требующих погонной нарезки – труб, прямоугольных направляющих, реек. Выдерживание заданных размеров деталей осуществляется установкой задания в управляющем устройстве пилы.
Как выбрать?
Фото ленточной пилы для оргстекла
Приобретая аппарат для ленточного распила оргстекла, нужно определиться с техническим регламентом предстоящих работ. В него включаются:
- количество и размеры обрабатываемого материала;
- требуемое качество линии распила;
- сложность вырезаемых фигур.
При покупке станка также следует обращать внимание на следующие нюансы:
- полотно пилы должно быть визуально ровным, зубья – прямыми, а сварной шов – аккуратным;
- размер пилы должен соответствовать поставленной задаче. Для резки небольших изделий не нужен станок в полный рост;
- не забывайте читать отзывы о каждой модели, особенно если приобретаете дорогую технику.
Производители
Существует значительное количество аппаратов китайского производства. Для периодического использования их будет достаточно, тогда как для серьезных работ лучше приобрести продукцию известных марок. К ним относятся:






- «WALER» – выпускается в Германии и имеет наибольшее число положительных отзывов, хотя проигрывает конкурентам по стоимости;
- «MAKTEK» – представляет собой продукт польского производства и является довольно качественной техникой;
- «PROMA» – производится в Чехии и по показателям качества работы находится на одном уровне с польскими моделями.
Среди отечественных образцов ленточных пил можно отметить предприятие «ЭНКОР», выпускающее вертикальные пилы для обработки широкого спектра материалов. Обладая приемлемым качеством сборки, его ленточные пилы «Корвет» имеют существенно более низкую цену, в сравнении с рядом раскрученных зарубежных брендов.
Значительная часть ленточных пил собирается в обычных мастерских. Полученные модели менее технологичны, чем заводские, однако вполне пригодны для мелкосерийного использования.
Как пользоваться ленточной пилой по дереву?
Это приспособление помогает быстро и точно сделать любые разрезы на деревянных изделиях. Практика и аккуратность требуется при работе с этим видом инструмента, зная, как пользоваться пилами для ленточных станков по дереву, результат будет стоить потраченных усилий.
Правильно выбирать тип ленточной пилы, обращая внимание на мощность, скорость работы, длину полотна, параметры рабочей поверхности стола, электрические характеристики.
Лезвие для пилы необходимо подбирать индивидуально под каждый проект, учитывая его ширину, толщину и разбег зубьев.
Перед работой следует проверить движение рабочего полотна и провести настройку направляющих.
Рабочую поверхность нужно отрегулировать под нужный угол наклона.
На деревянных заготовках перед работой необходимо сделать разметку.
Пилу можно включить и подождать, пока она наберет обороты.
Направляя заготовку вдоль направляющих, сделать спил.
Некоторые характеристики
- Ширина поперечного сечения разрезаемого материала.
- Максимальная длина отрезаемого материала.
- Размеры реза.
- Угол резания.
- Геометрические параметры ленточной пилы.
- Параметры скорости подачи и резания.
 Ленточнопильный горизонтальный станок AT-S LS-100.
Ленточнопильный горизонтальный станок AT-S LS-100.
Любое производство подразумевает наличие специализированного оборудования. Для резки литых, кованых, прокатных заготовок используют ленточнопильные станки. Профессионалы и любители уже оценили преимущества устройства за точный рез деталей, скорость, незначительные эксплуатационные расходы и безопасность.
Важно! Производители ленточнопильных станков относят оборудование к категории высокой мощности, которое используется при резке металла, древесины, полимерных и других материалов.
Важным преимуществом оборудования является производительность, мощность и эффективность. Все типы станков отличаются высоким уровнем безопасности, так как движение режущего полотна всегда направлено в сторону рабочего стола, благодаря этому оператор располагается в защищенной зоне.
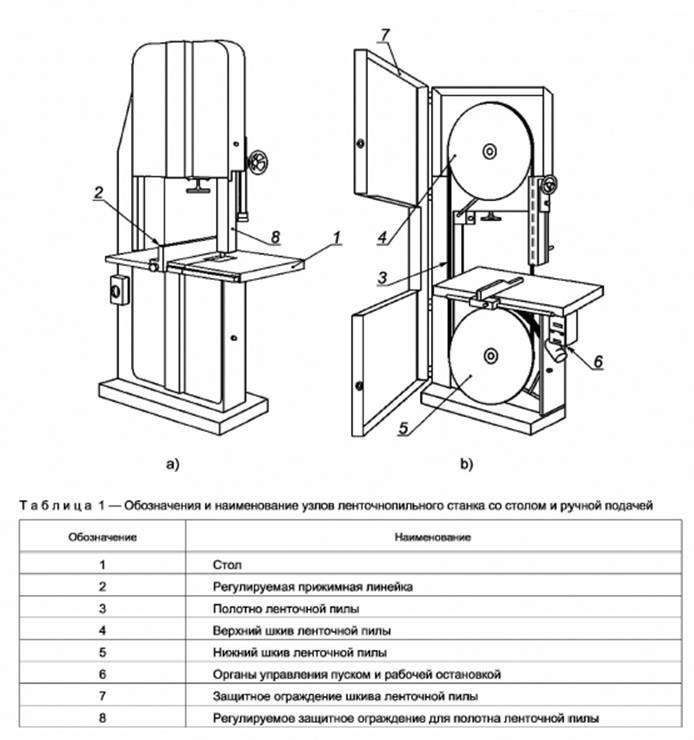
| Тип станка | Особенности | Преимущества | Недостатки | Где используются |
|---|---|---|---|---|
| Ручной | Разметку и крепеж заготовки выполняет рабочий, скорость опускания пильной рамы регулируется вручную. | Низкая стоимость, простота использования, присутствует функция резки под углом. | Срок службы режущего полотна сокращается из-за вибрации во время резки; отсутствует визуальный контроль за степенью натяжения полотна; нет возможности осуществлять контроль за давлением на деталь режущим полотном. | Небольшие производства, где осуществляют резку деталей из цветных металлов и нержавеющих сталей. |
| Автоматический | Автоматизированы все процессы, действия задаются с помощью программы, оснащены сенсорным экраном управления, могут быть переведены в режим ручной работы. | Круглосуточный режим работы без участия рабочего; угол вращения рамы 60 градусов; применяется материал любой твердости. | Высокая стоимость агрегата. | Используются в крупносерийном производстве. |
| Полуавтоматический | Автоматизированы процессы опускания, подъема пильной рамы, зажим заготовки и освобождение из тисков. | Регулировка скорости пилы; частичная автоматизация некоторых процессов резки, низкий уровень шума. | Присутствие оператора обязательно для контроля за процессом работы и подачи заготовок. | Оснащение мелкосерийных производств. |
Благодаря экономному энергопотреблению и низкой стоимости такие промышленные агрегаты сберегают средства предприятия. Поэтому при правильном выборе модели и соблюдении всех условий эксплуатации в этом устройстве не будет недостатков.
Классификация ленточных пил
По конструктивным особенностям ленточные пилы бывают:
- Консольная (маятниковая) ленточная пила — при её изготовлении используется специальная пильная консоль, поднимающаяся и опускающаяся за счет вращательных действий шарнира. Данный вид применяют для пиления труб из нержавейки, фасованных профилей, проката.
- Одностоечные — в их основе лежит горизонтальная пила рама, опускающаяся вдоль вертикальной стойки. По конструктивным параметрам похожа на радиально-сверлильный станок. Главным преимуществом данного типа является возможность пиления металлических изделий под углом.
- Двухстоечные — также используют горизонтальную пильную раму, которая движется вдоль 2 вертикальных колонн. Соединение со станиной осуществляется с помощью жесткого замкнутого контура. Преимуществом двухстоечных пил считаются высокие показатели жесткости конкуренции, инструмент может применяться для резки любых металлов.
- Портальные станки — состоят из фиксированной рабочей зоны и подвижного портала для резки, на котором возможно обрабатывать материалы больших габаритов (плиты, отливки). Достоинством инструмента является компактность: так как портал движется вдоль линейных направляющих рабочего стола, для оборудования не требуется много свободного пространства.
- Вертикальная ленточная пила по металлу — предназначена как для прямолинейной или для криволинейной резки по наружному и внешнему контурам. Принцип работы: заготовку не зажимают в тисках, а удерживают в рабочей зоне вручную.
- Поворотные (угловые) — позволяют осуществлять пиление металла под различными углами к оси детали. В основе их конструкции лежит поворотная пильная рама, вращающаяся вокруг вертикальной оси. Это позволяет одним движением скорректировать угол отреза.

По степени автоматизации
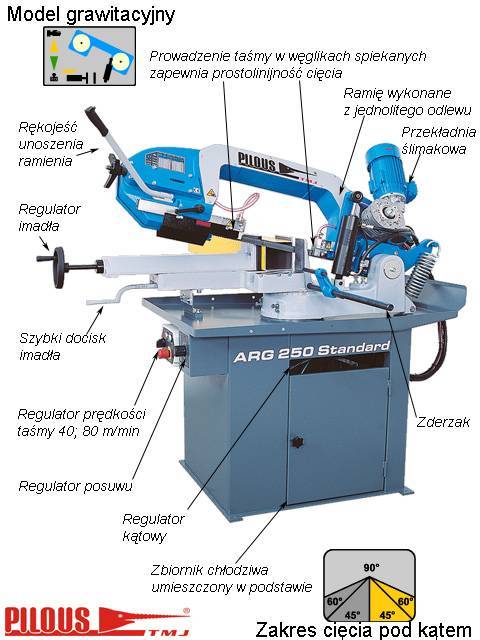
Ручные (гравитационные) — пильная рама приводится в действие за счет применения физической силы рабочего, а также собственного веса.
| Преимущества | Недостатки |
| 1. Соотношение цена-качество (невысокая стоимость оборудования при высоких показателях производительности инструмента). 2. Возможность регулирования угла резки (до 60о). | 1. Значительная вибрация при работе, что приводит к быстрому износу оборудования. 2. Отсутствие надежных механизмов автоматической очистки. 3. Необходимость ручного контроля уровня наклона шкивов. 4. Отсутствие автоматического контроля силы давления оборудования на заготовку. |
- Полуавтоматические пилы — все операции (зажимание-раскрытие тисков, опускание-подъем пильной ленты) осуществляются автоматически с помощью гидравлического привода. Задачей рабочего является только контроль за движением металла. Обработка изделий возможна под углом от -60° до +60°. Подходят для резки тяжелых металлов, в том числе сплошных заготовок из чугуна, цветных сплавов, нержавеющей стали.
- Автоматическая ленточная пила по металлу — применяется на крупных промышленных производствах. Задачи оператора минимальны: ему необходимо только установить параметры обработки металла при помещении заготовки в тиски. Дальнейший процесс автоматизирован, процесс пиления управляется ЧПУ. Оборудование характеризуется наибольшей производительностью, а также высокими показателями точности.
По функциональным особенностям
- I класс — пилы используются на крупном промышленном производстве для обработки любых видов металла (металлургические заводы, производственные цеха, тяжелое машиностроение и т.д.). Ширина полотна — не менее 27 мм. Режущие поверхности характеризуются высокой прочностью, что обеспечивает низкие показатели износа, малую стоимость одного реза.
- II класс — популярный тип ленточных пил. Применяются на заготовительных производствах предприятий машиностроения для резки цветных металлов, легированной стали, жаропрочных сплавов, титана. Ширина ленточного полотна — от 20 мм.
- III класс — чаще всего представлены консольными пилами. Применяются на небольших производствах, занимающихся изготовлением труб, профильного проката. Инструмент с низкой производительностью и высокой степенью износа зубьев. Ширина полотна — от 17 мм.
- IV класс — малогабаритные, легкие устройства, используемые для распила деталей, диаметр которых не превышает 50 мм. Ленточные пилы IV класса не используются в промышленном производстве. Они востребованы в ремонтных мастерских и для частного применения. Ширина полотна не превышает 13-15 мм.