Левая резьба. Особенности применения
Если есть вопросы по крепежу с левой резьбой, позвоните нам, мы проконсультируем Вас!
Одна из основных характеристик резьбы – направление вращения профиля. Существуют два основных вида крепежа, соответствующих этому признаку – с правой и с левой резьбой. Резьба правая, если с вращением по часовой стрелке выступы удаляются от наблюдателя. На левой резьбе с вращением по часовой стрелке выступы приближаются. Стандартной считается правая резьба. Львиная доля крепежа выпускается именно с такой. В каких случаях применяется левая резьба?
В стяжных конструкциях на вращаемой детали предусмотрена разнонаправленная резьба. С одной стороны левая, а с другой правая. Вращая такое устройство присоединяемые детали будут либо сближаться, либо удаляться. Ярким примером такого устройства является талреп. В корпусе талрепа (он может быть открытым или закрытым) с одной стороны резьба левая, а с другой – правая. При его вращении ответные детали – это может быть винт с крюком, кольцом, ушком – либо сближаются, либо удаляются. Так с помощью левой резьбы производится натяжение тросов, установка мачт или навесов, закрепляется оборудование или техника на платформе. Другой пример – ниппель для секционного радиатора. Имея с двух сторон разнонаправленную резьбу, с помощью специального ключа им стягивают секции алюминиевых, биметаллических, чугунных радиаторов.
– для предотвращения самоотвинчивания
Гайка или винт, закрепляющие деталь на вращающемся валу, должны затягиваться по направлению вращения вала. В противном случае резко возрастает вероятность самоотвинчивания крепежа. Поэтому, резьбовой крепеж с левой резьбой часто востребован для комплектации таких изделий или оборудования. Примерами могут служить крепление педали велосипеда, лопастей вентилятора, дисков угловых шлифмашин (некоторые модели), колеса некоторых моделей автобусов и много других устройств.
– защита от стандартных операций
Часто крепеж с левой резьбой применяется на аналогичном оборудовании, представляющем повышенную опасность. Если существует вероятность ошибиться в присоединении изделий, то на одном из них делают правую резьбу, а другом левую. По этому принципу сконструированы присоединительные резьбы для редуктора баллона с сжатым газом. Пропановый баллон имеет левую резьбу, кислородный – правую. Таким образом, невозможно присоединить к кислородному баллону редуктор от баллона с горючим газом.
Многие производители, особенно в автостроении, используют крепеж с левой резьбой для защиты от установки неоригинальных изделий. Такой маркетинговый ход, во-первых, делает изделие более индивидуальным. Во-вторых, гарантирует, что во время ремонта или замены будет использован только оригинальный крепеж от производителя.
Виды резьбовых соединений

pkmetiz.ru
Наиболее распространенным способом стыковки элементов различных конструкций является резьбовое соединение. Оно широко применяется в строительстве, при монтаже трубопроводов, в машиностроении и многих других отраслях. Популярность этого способа обусловлена следующими преимуществами:
- высокая надежность и продолжительный срок службы;
- создание разъемных соединений, простота монтажа и демонтажа при помощи общедоступных инструментов;
- контроль силы затягивания при сборке;
- малый вес и размеры крепежа, по сравнению с соединяемыми конструктивными элементами;
- широкая доступность, большой выбор типоразмеров крепежа.
Левая и правая резьба. Отличая, применение
Существует два вида крепежа, разделяющегося по направлению вращения профиля: с правой резьбой и левой резьбой. Наибольшее распространение получили изделия с направлением винтов по часовой стрелке, то есть с резьбой правой. Но существует ряд элементов и деталей, которые оснащаются резьбой противоположного направления.

Как отличить правую резьбу от левой
Существует несколько способов, которые могут помочь в решении этой задачи, но наиболее простым, «бытовым», которым пользуется большинство современных умельцев, является следующий:
Положите изделие, направление резьбы которого вы желаете определить, на ладонь фаской вверх (резьбой на вас) и обратите внимание на конец спирали. Если проследить вращение резьбы от ее основания до «хвоста», и этот «хвост» будет направлен в правую сторону, значит перед вами правая резьба (по часовой стрелке)
Соответственно, если наоборот, то левая.
Правая резьба чаще всего встречается в промышленной сфере, однако, использовать ее не всегда целесообразно. Рассмотрим несколько вариантов, когда правосторонняя резьба не может удовлетворить всех требования конструкции, и рациональнее будет использовать левую резьбу.
Предотвращение самоотвинчивания и ослабления соединений
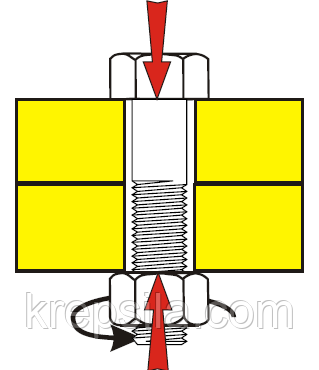
Вращающийся вал или любой иной стержень, на котором навинчены гайки и болты, определяет направление вращения используемых метизов: затягивание винтов или гаек должно производиться согласно направлению движения вала. Это делается для того, чтобы в процессе эксплуатации крепление не ослаблялось и не раскручивалось.


Стяжка

Существует ряд стягивающих устройств, типа талрепов, конструкция которых подразумевает наличие части с правой резьбой и части – с левой. Вращение корпуса элемента позволяет ослаблять стяжку или, напротив, нагружать ее в зависимости от направления вращения.
Как способ защиты от опасных операций

В некоторых наиболее ответственных операциях, некорректность проведения которых может быть чревата жертвами или принести угрозу здоровью, рекомендуется использовать левостороннюю резьбу. Таким образом, вероятность опасных действий уменьшается. Например, проведение работ с баллонным оборудованием требует тщательного контроля находящегося в емкости газа. Поэтому пропановые баллоны производят с левой резьбой, а кислородные – с правой, чтобы предотвратить нештатные ситуации неправильного применения данного баллона.
Брендирование

Некоторые производители выпускают изделия с резьбой против часовой стрелки, чтобы уникализировать свое изделие и обезопасить покупателя от покупки неоригинальной продукции.
Зачем (для чего) нужна левая резьба, где используется, как и чем нарезать левую резьбу?
Зачем вообще нужна левая резьба, где используется левая резьба.
Примеров применения левых резьб довольно много, в основном левую резьбу используют в талрепах и других всевозможных стяжках. Принцип довольно простой, берётся трубка (гайка), с одного конца режется левая резьба с другого правая, вворачиваются соответствующие болты, при вращении трубки в одну сторону изделие удлиняется, в другую укорачивается.
Такая же система при сборке чугунных батарей, соединительная муфта имеет сразу 2 резьбы и при скручивании стягивает резиновую прокладку.
Исключением из правил, если можно так выразиться, применение левой резьбы на левой стороне крепления колёс на большегрузных автомобилях ГАЗ, ЗИЛ, МАЗ.
Нарезать левую резьбу можно только на токарном станке, может и есть метчики- плашки, но не встречал.
Нужна в тех узлах и деталях которые вращаются в правую сторону и возможно их раскручивание, то есть предотвращает возможность узла само-откручиваться.
Как пример можно привести патрон дрели, он крутится в правую сторону и чтобы не раскручивался крепится винтом (к валу) с левой резьбой.
Так же левая резьба используется в различных стяженных конструкциях, как пример это талреп, устройство при помощи которого выбирается слабина такелажа (троса), кабелей и.т.п.
В этом устройстве с одной стороны левая резьбы, с другой правая.
Циркуляционные пилы болгарки (УШМ), различные станки (токарные к примеру) и тут используется крепёж с левой резьбой.
Педали велосипеда (из крепление) лопастей вентилятора (они вращаются в правую сторону) и тут используется крепёж с левой резьбой.
На некоторых (но не всех) газовых баллонах вентили с левой резьбой, или крепление редуктора к баллону левая резьба.
В автомобиле строении очень часто используется левая резьба.
Целые узлы собраны на крепеже с левой резьбой, цель одна, при ремонте авто использование только оригинального крепежа от конкретного производителя.
Видов резьбы просто огромное количество, это помимо того что резьба может быть наружной, может быть внутренней.
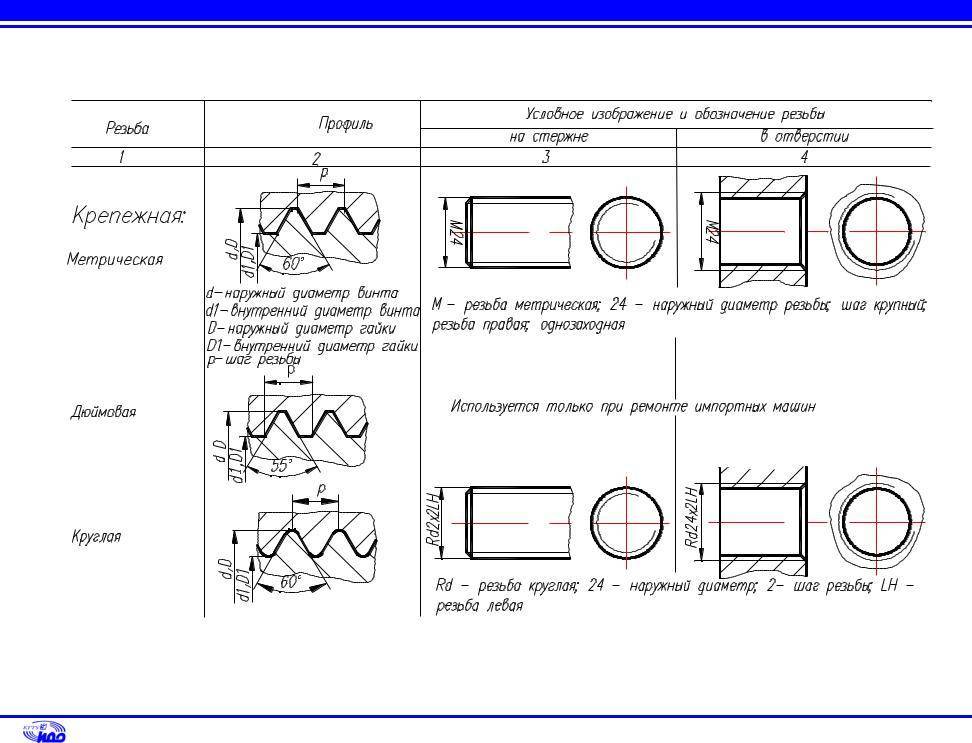
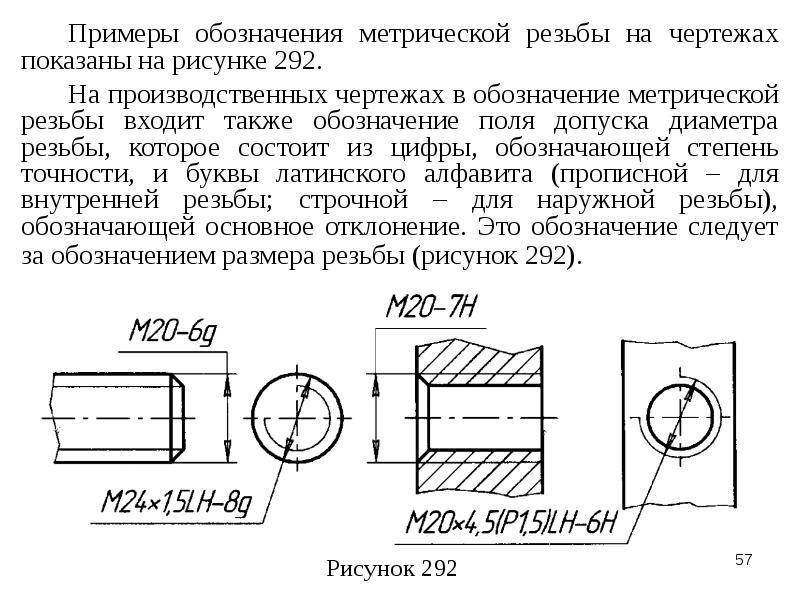
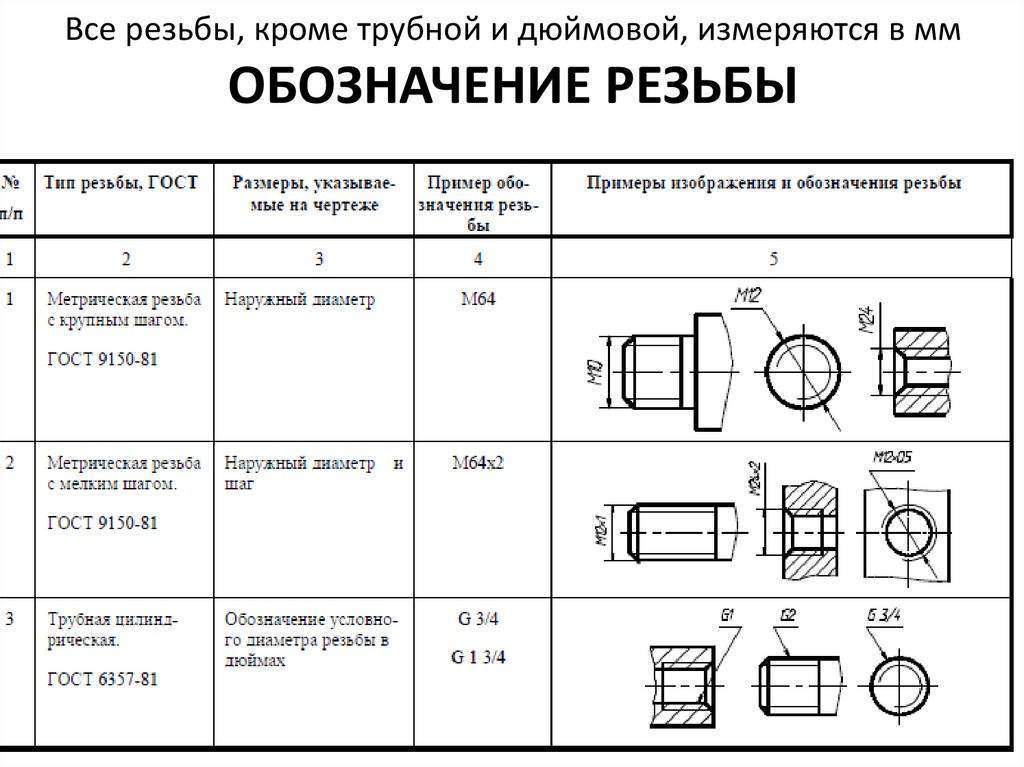
Метрическая и дюймовая
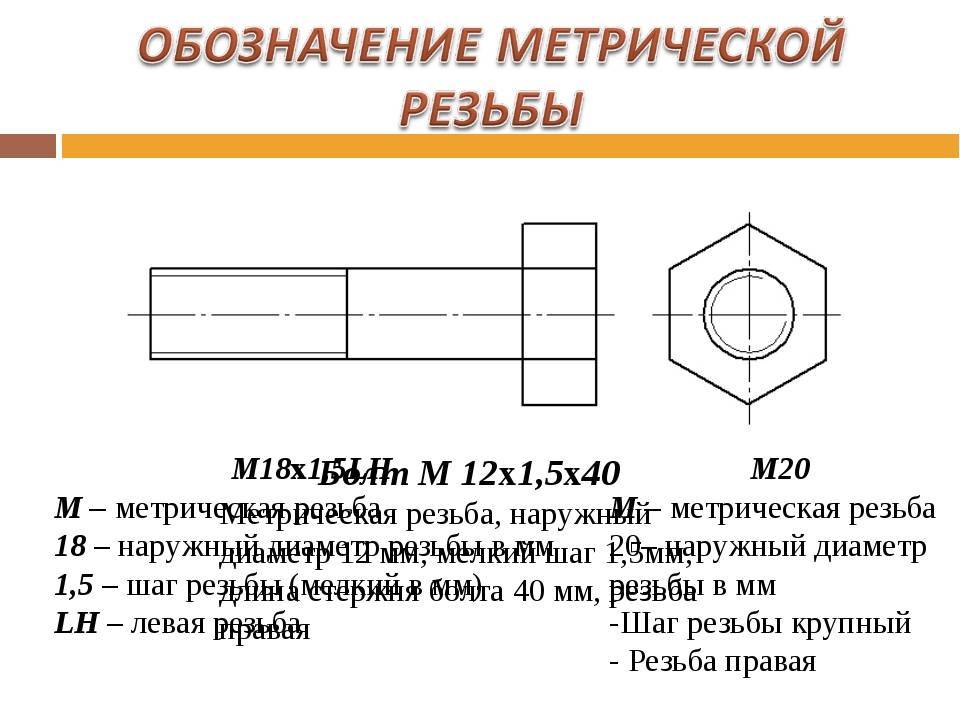
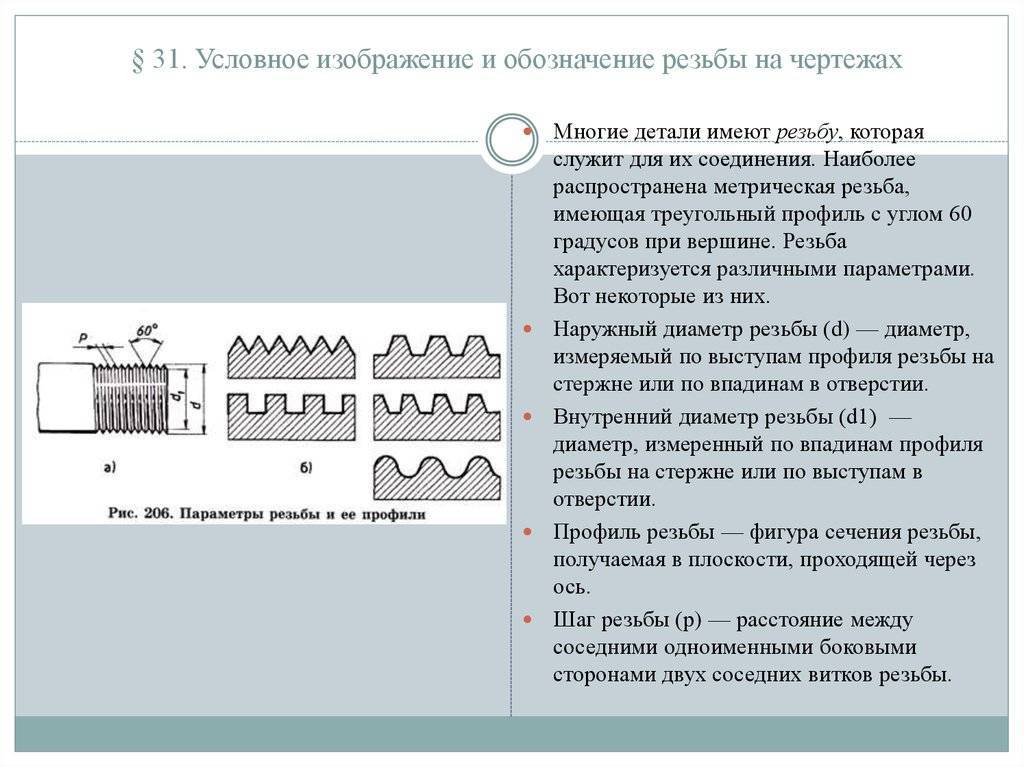
Метрическая резьба изготавливается на основании нормативов, прописанных в ГОСТ 8724–2002 . Зачастую такой тип используется для создания крепежей. Этот вид может применяться в качестве ходовой, если были соблюдены определённые условия.

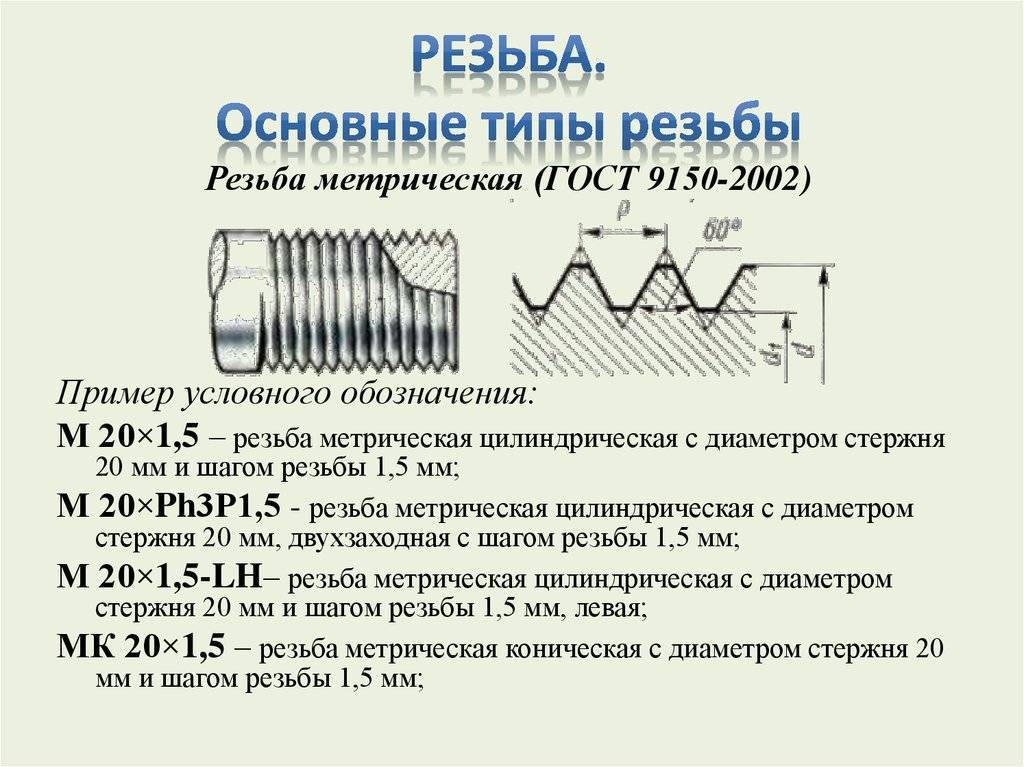
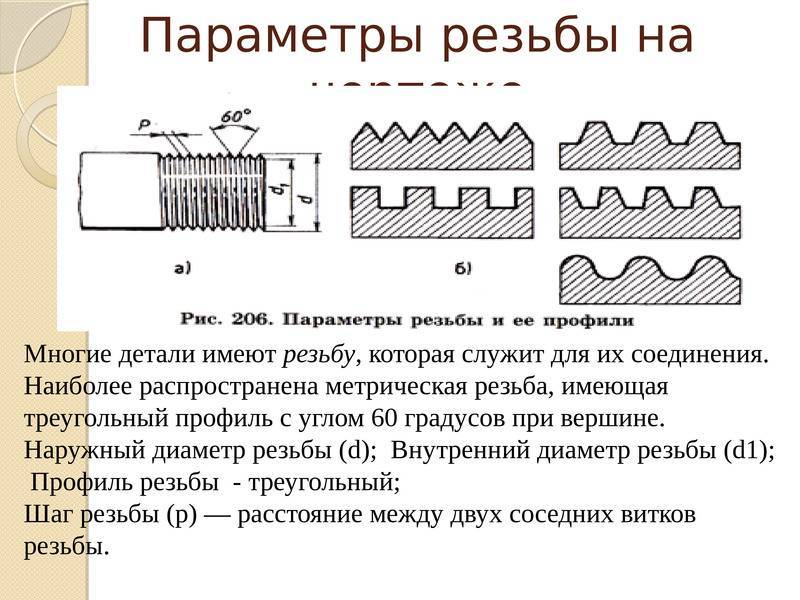
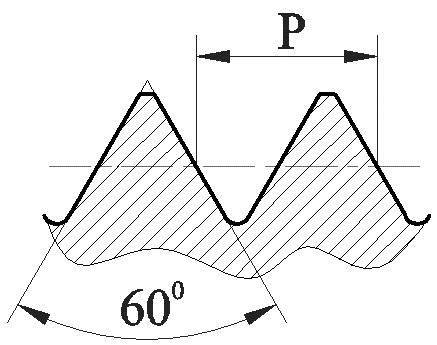
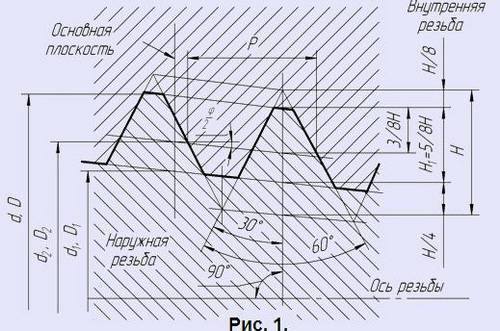
Основой для метрического типа служит равносторонний треугольник, угол которого у основания составляет 60 градусов. Изготовленная резьба может иметь от одного до нескольких заходов. Второй вариант используется тогда, когда нужно увеличить прочность сочленения.
Сейчас производят изделия с сечением до 600 мм и шагом витков до 6 мм. Небольшие используются в тех случаях, когда нужно сделать разъёмное крепление на тонких стенках устройства. Этот вид очень распространён в автомобилестроении.
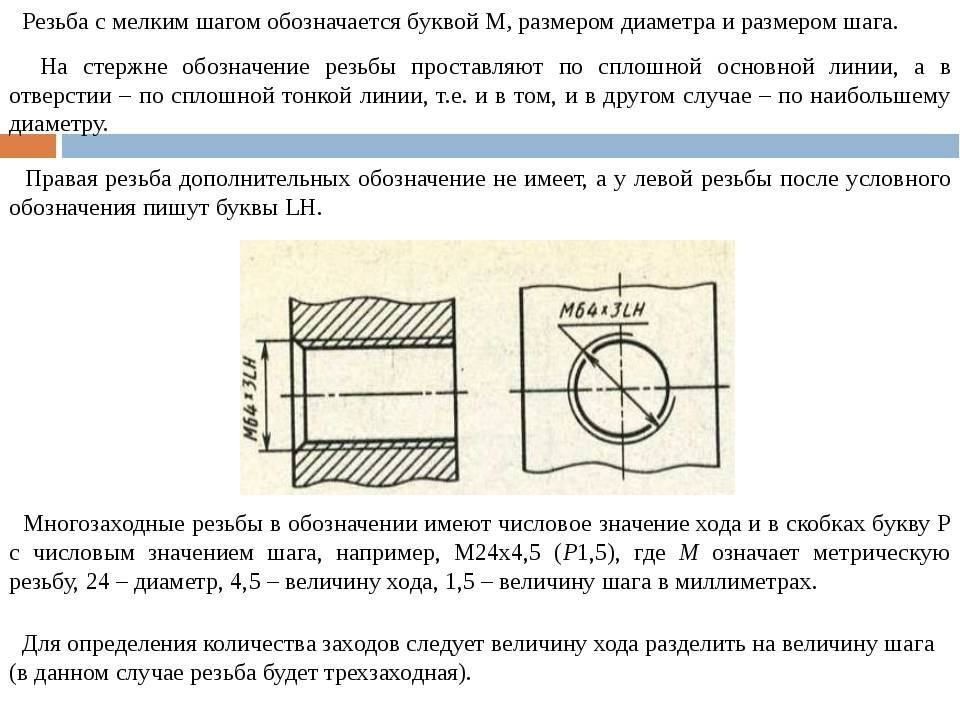
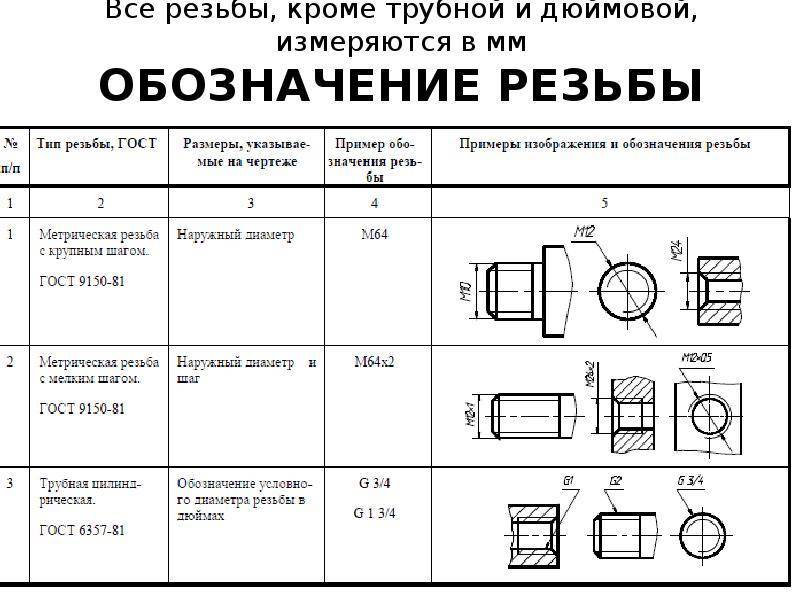
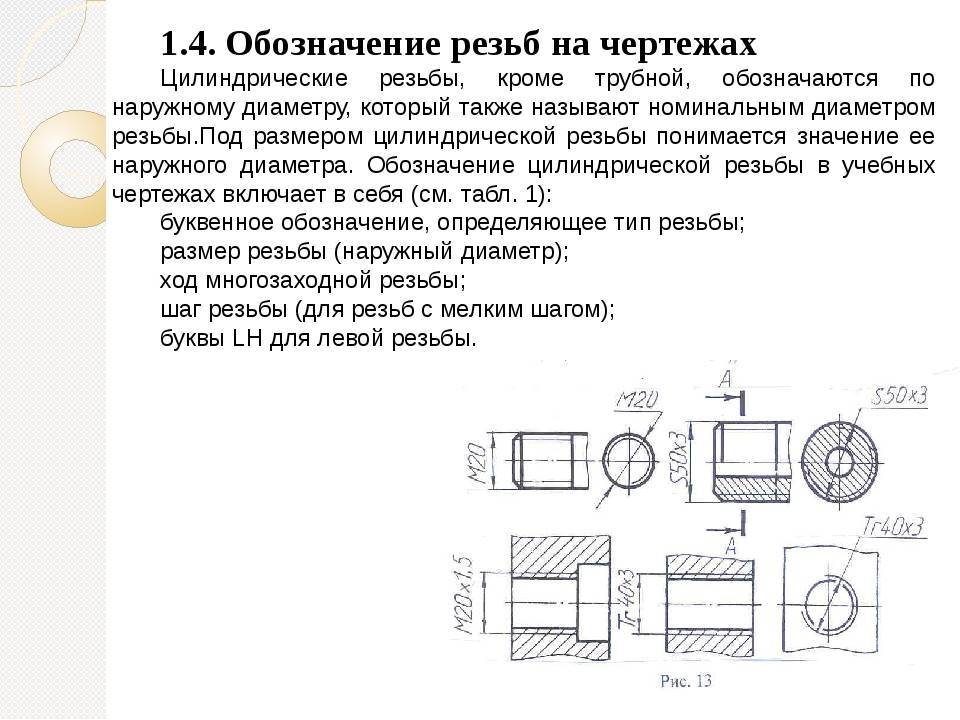
Резьба может быть левой или правой. Сначала указывается буква М, которая обозначает, что изделие выполнено в соответствии с метрической системой. После этого указывается размер и шаг в миллиметрах.
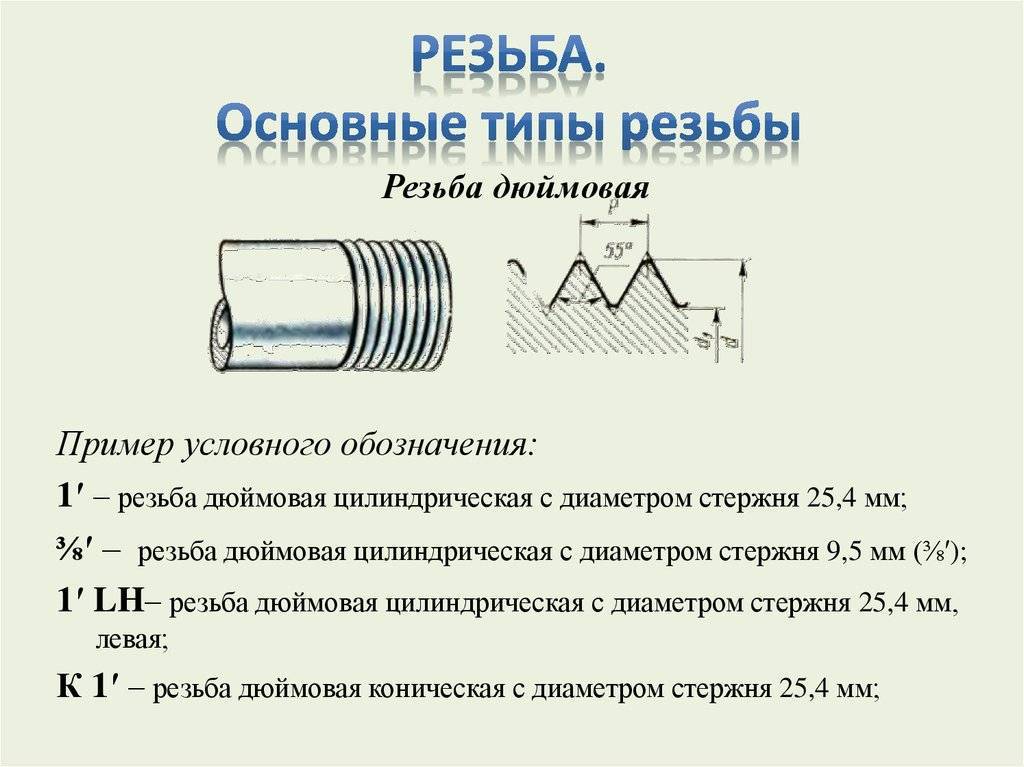
Дюймовая система в основном используется при изготовлении трубопроводных фитингов и арматур. Маркировка наносится как на пластиковые, так и на металлические изделия. Все требования прописаны в ГОСТ 6111–52 . В этом нормативном документе есть таблицы с размерами и шагом для конкретного вида. Все обозначения в дюймах.
Выполнение трубной резьбы
Методы выполнения резьбы для труб зависят от доступного оборудования, серийности производства и необходимой точности. Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции.

Способы нарезки резьбы
- Нарезка на токарно-винторезном станке характеризуется высокой точностью и весьма низкой производительностью. Применяется в индивидуальном и мелкосерийном производстве.
- Нарезка плашками и метчиками обладает также невысокой производительностью и осуществляется, как правило, в несколько проходов разным по степени точности инструментом.
- Накатка – это основной промышленный способ, формирование профиля происходит не за счет снятия стружки, а в результате пластической деформации металла накатными плашками. Высокая производительность обеспечивается за счет автоматизации операции снятия и постановки детали на станок.
- Фрезерование резьбы выполняется на специализированных резьбофрезерных станках.
- Литье. Прогрессивные методы литья — литье под высоким давлением и порошковая металлургия — позволяют получать точный и прочный резьбовой профиль прямо на отливке, без последующей механической обработки
В условиях стройки и ремонта доступен, как правило, только ручной способ выполнения.
Резьба трубная. Классификация, обозначение
04.09.2017
Резьба относится к основным элементам резьбового соединения и имеет вид спирали, образуемую по винтовой линии на конической/цилиндрической поверхности и имеющая постоянный шаг.
Резьба трубная подразделяется на классы:
1.По форме поверхности: коническая и цилиндрическая
2.По единице измерения диаметра: дюймовая и метрическая
3.По расположению рузьбы: наружная и внутренняя
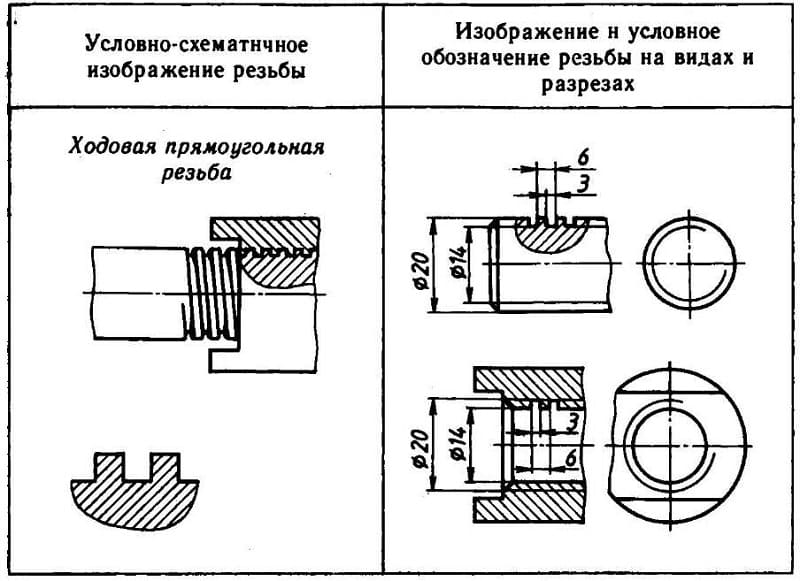
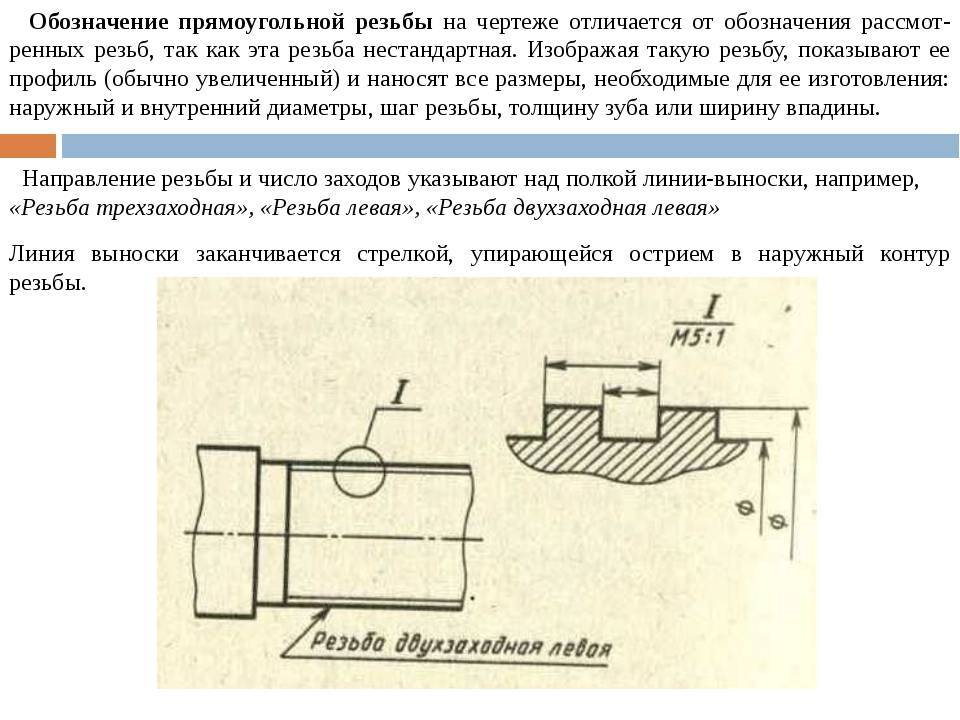
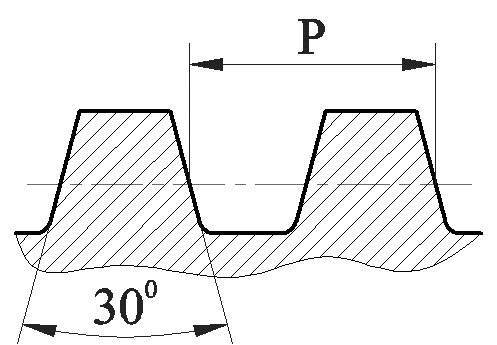
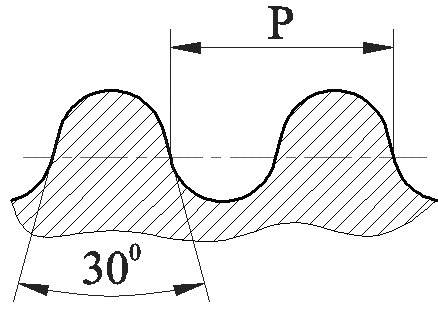
4.По форме профиля: круглая, треугольная, прямоугольная, трапецеидальная
5.По назначению: ходовая, крепежная, крепежно-уплотнительная и пр.
6.По направлению резьбы: правая и левая
7. По числу заходов: одно и многозаходная
Вступление
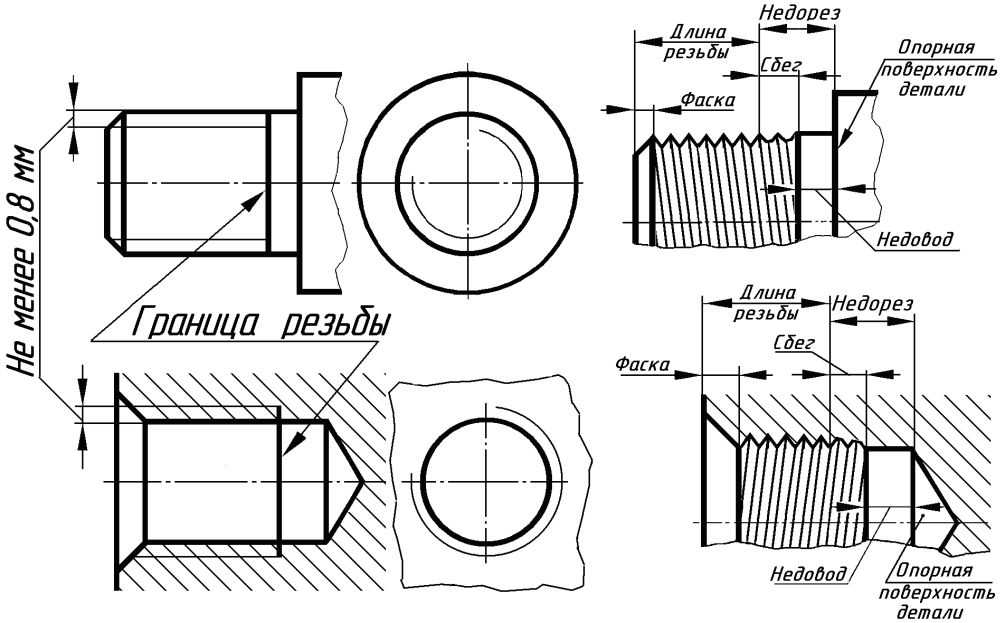
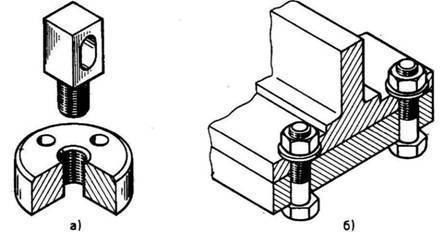
Многие изделия состоят из двух и более деталей, соединенных между собой определенным образом. Наиболее распространенными соединениями деталей являются резьбовые. Детали соединяют с помощью резьбы, образованной на их поверхностях, а также с помощью крепежных деталей, имеющих резьбу (рис. 84). |  |
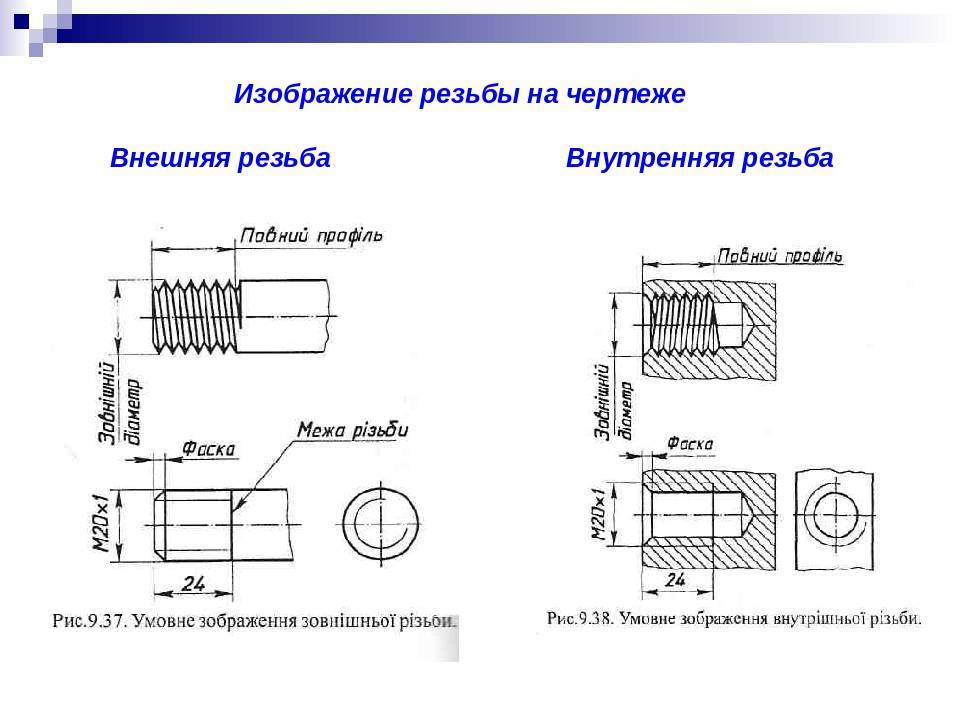
Резьба представляет собой совокупность винтовых выступов и впадин, нанесенных по винтовой линии на внутреннюю и внешнюю боковую поверхность некоторых тел вращения.
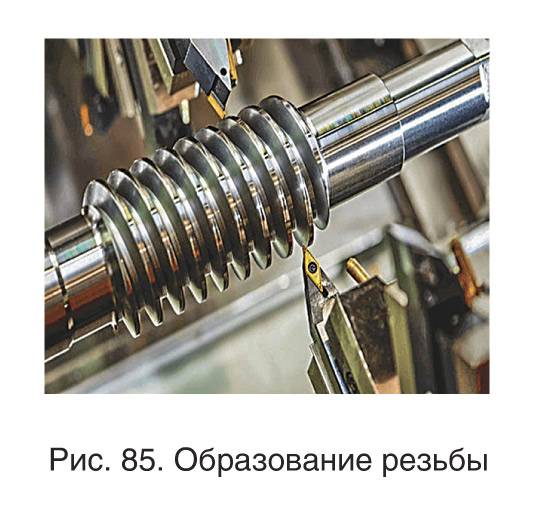
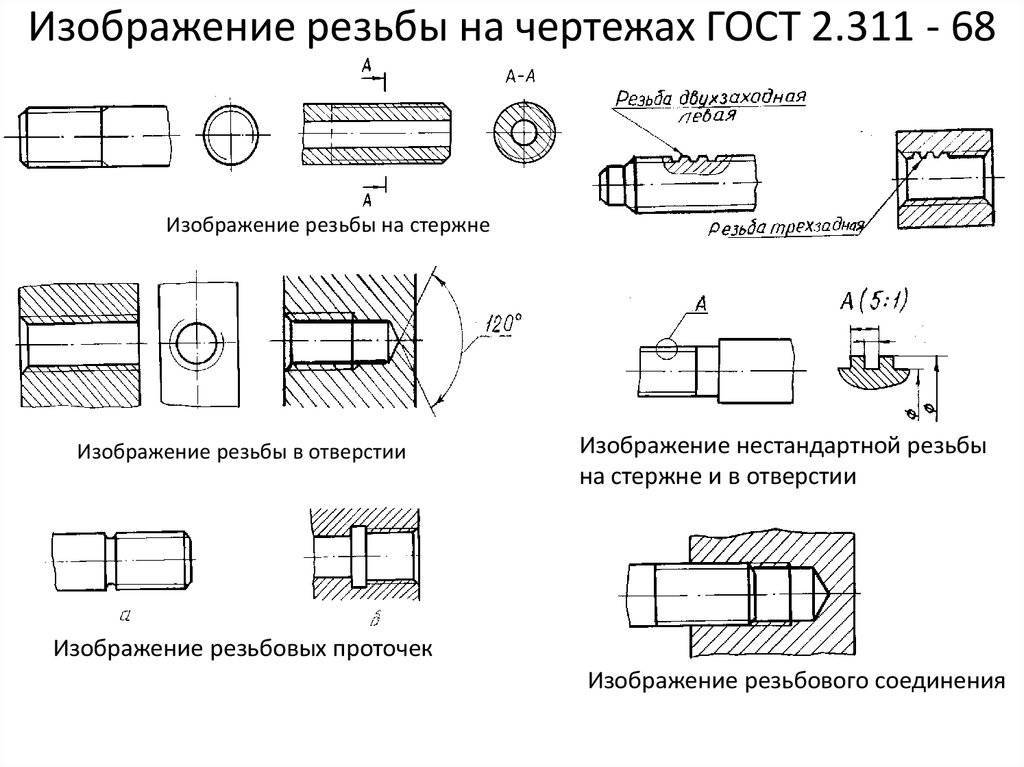
Образуется резьба следующим образом. При вращении патрона токарного станка равномерно вращается и закрепленный на нем стержень. Подведенный к поверхности стержня резец при равномерном движении вдоль оси стержня прочертит на его поверхности винтовую линию. Если его углубить в равномерно вращающуюся заготовку, то на ее поверхности образуется винтовая канавка — резьба (рис. 85). Фигура сечения винтовой канавки и выступа резьбы плоскостью, проходящей через ось резьбы, называется профилем резьбы.

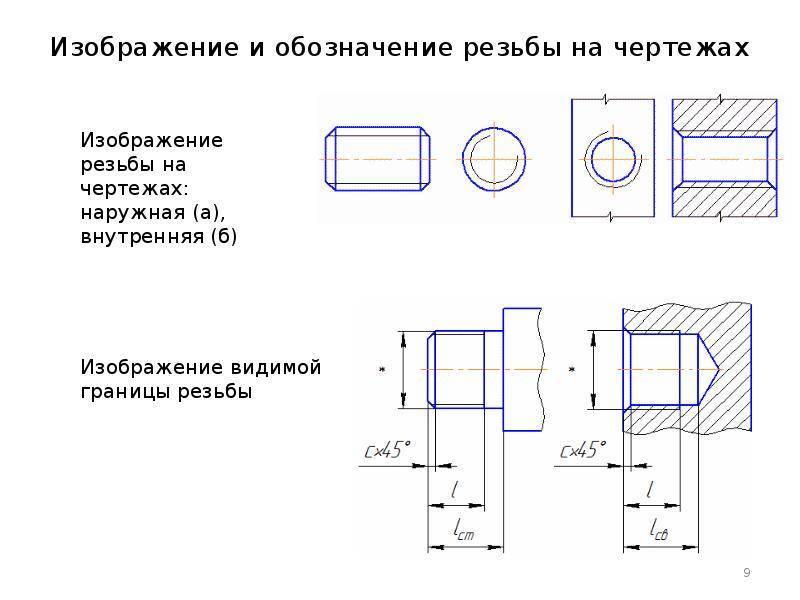
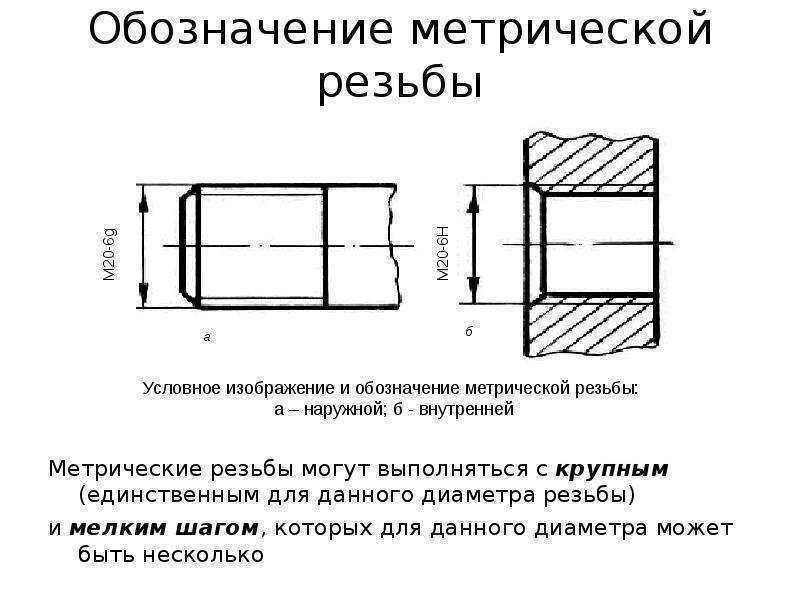
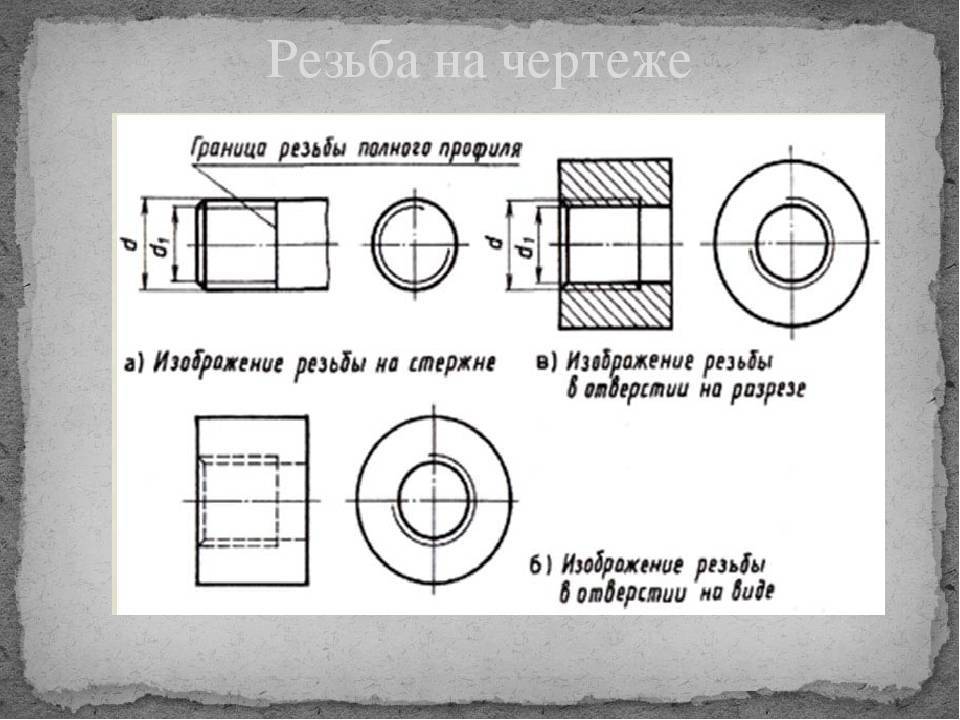
В зависимости от расположения резьбы на поверхности стержня или отверстия она бывает наружной или внутренней. В резьбовом соединении наружная резьба наносится на болт, винт и др. Внутренняя резьба наносится на поверхность отверстия в гайке, гнезде и др.
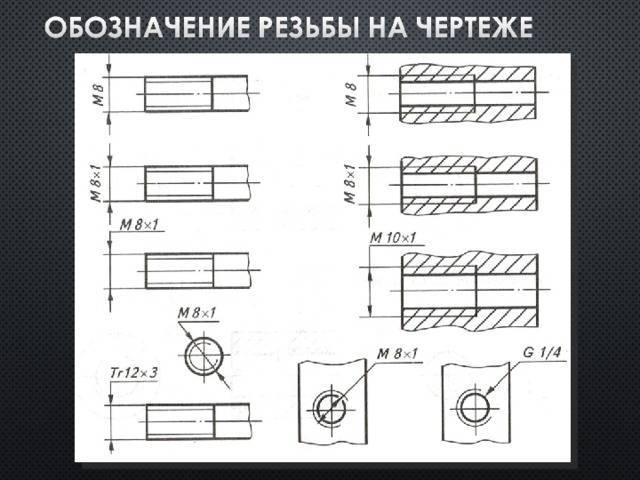
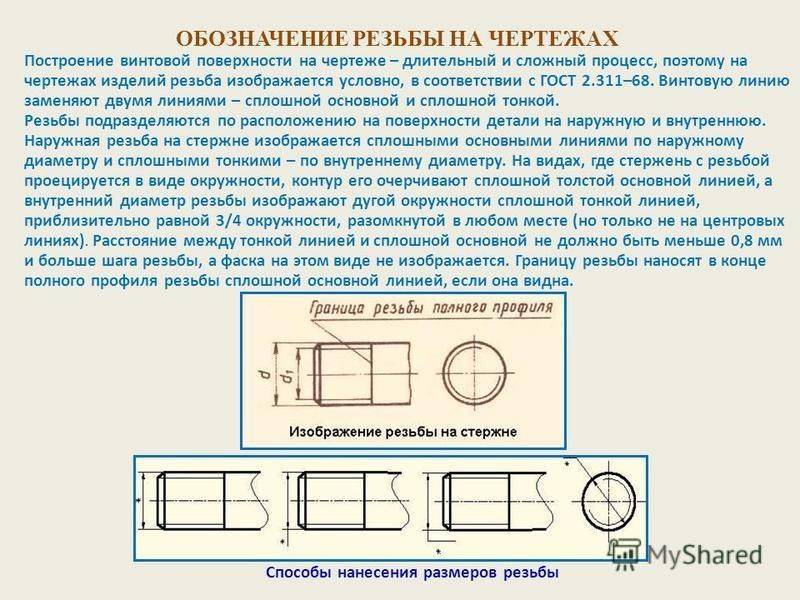
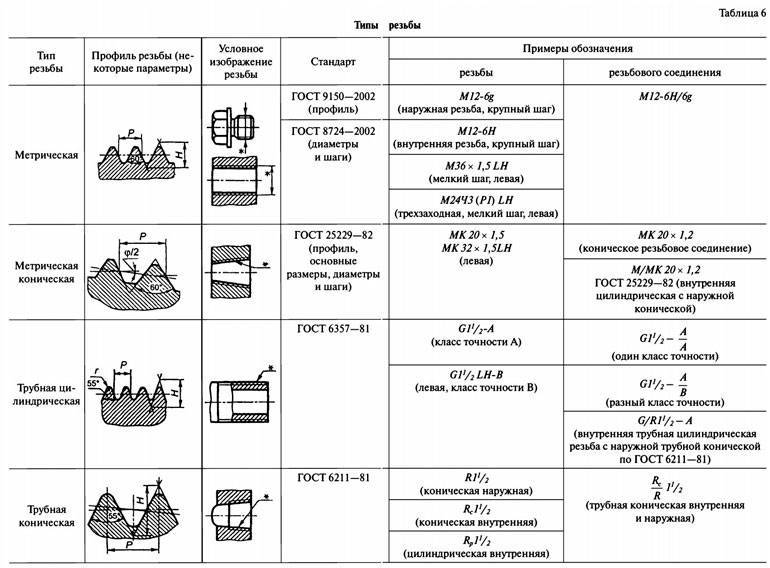
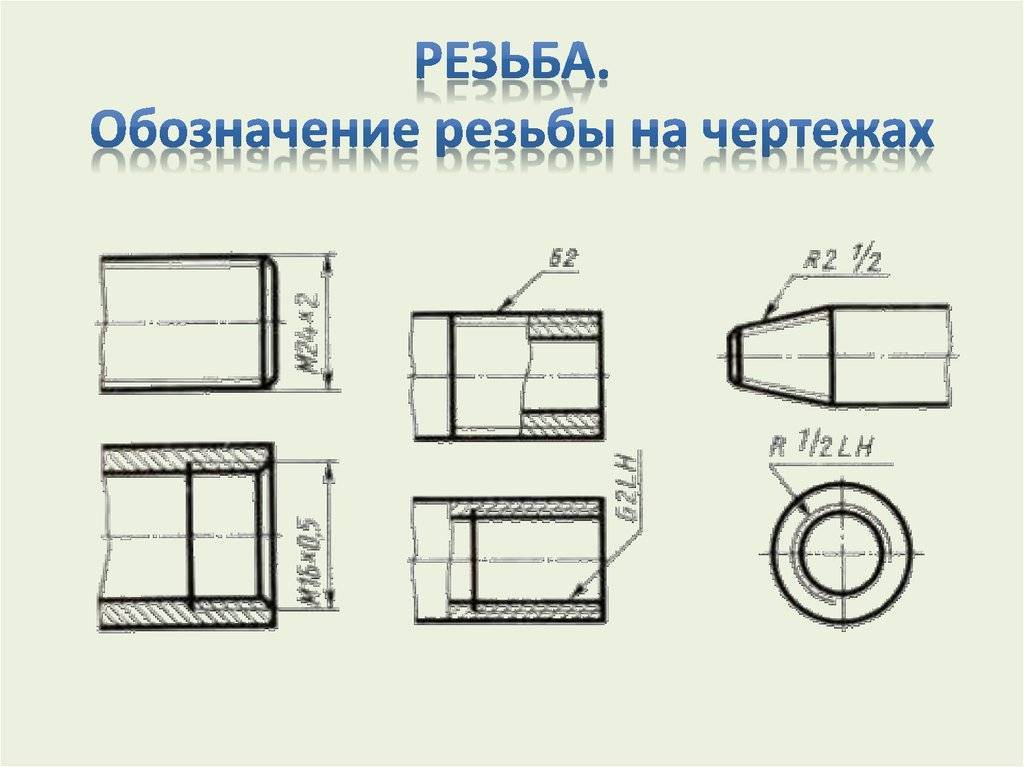
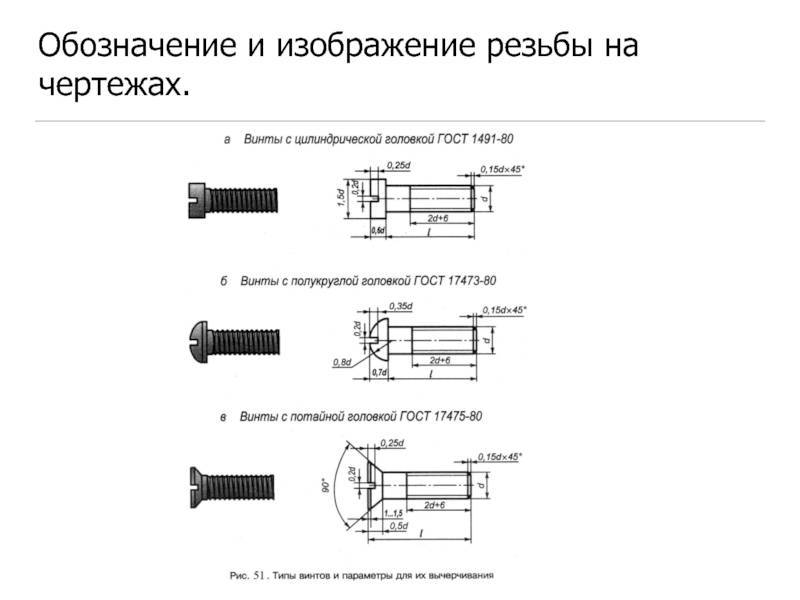
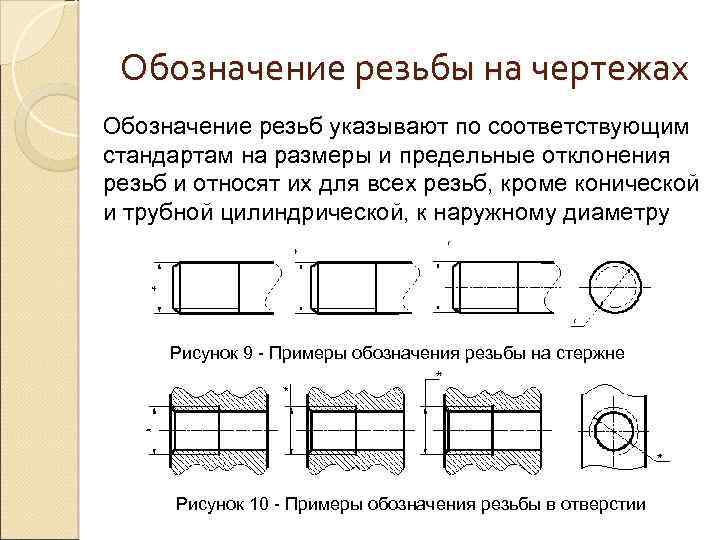
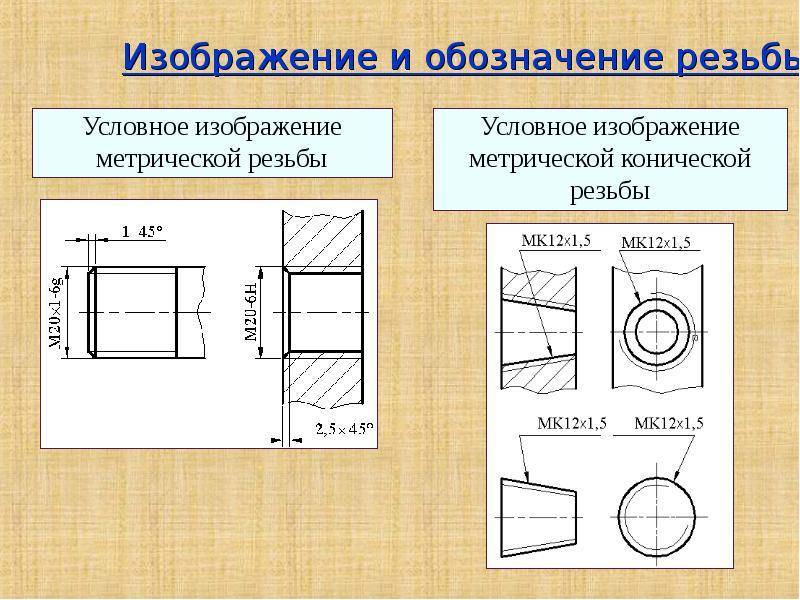
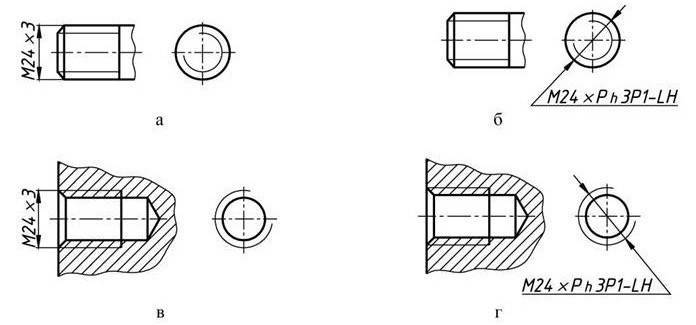
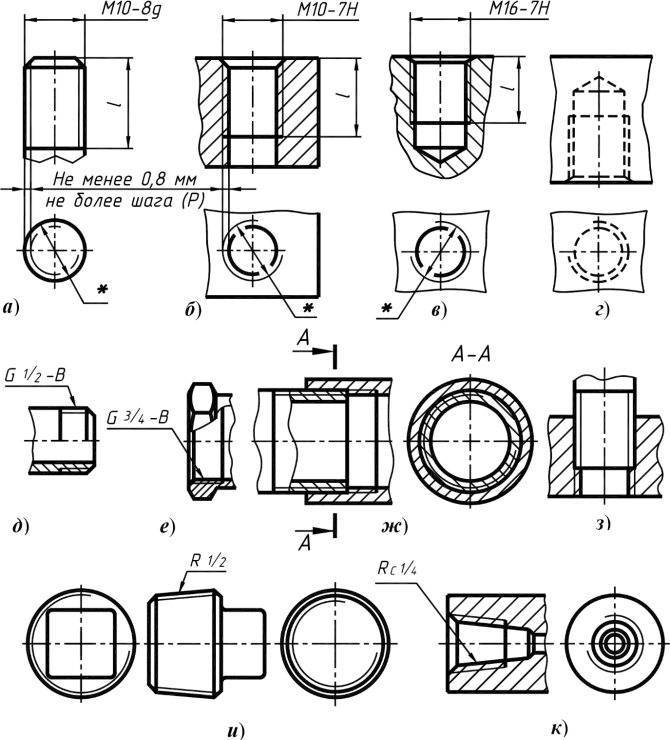
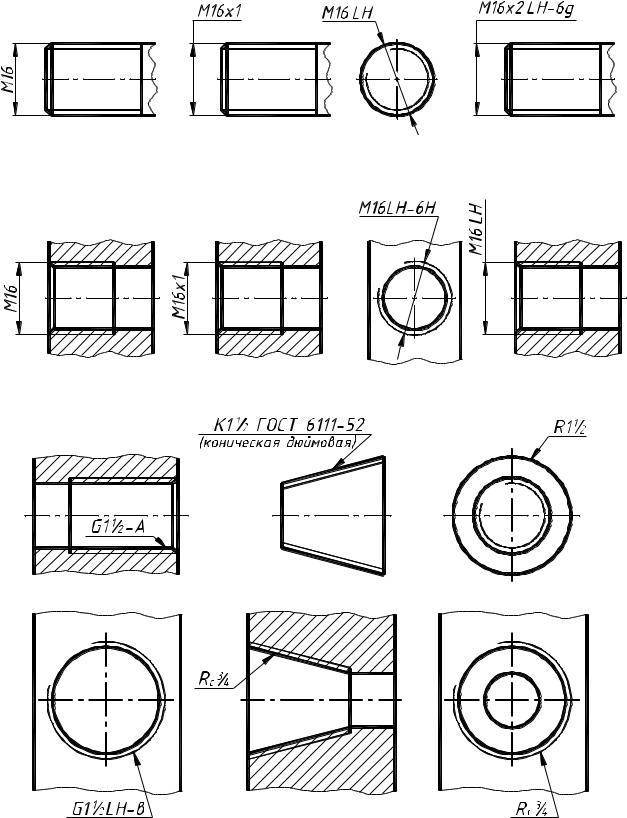
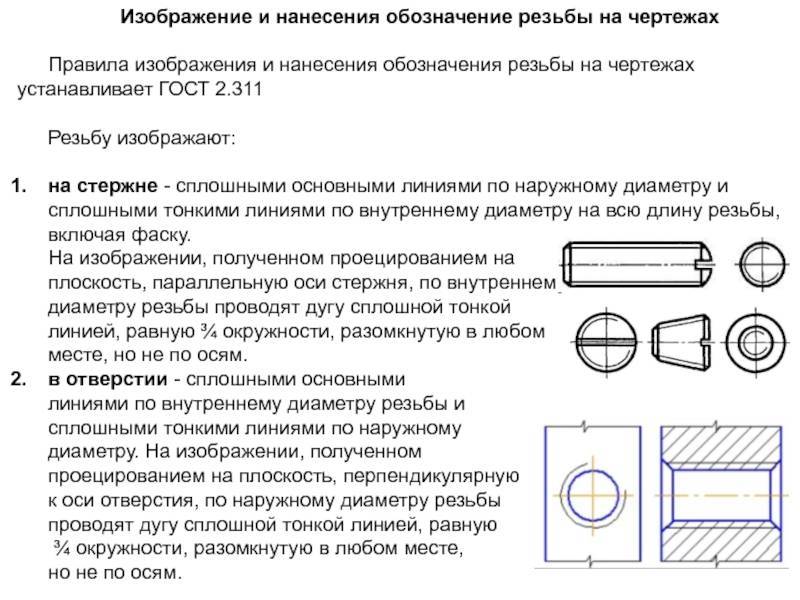
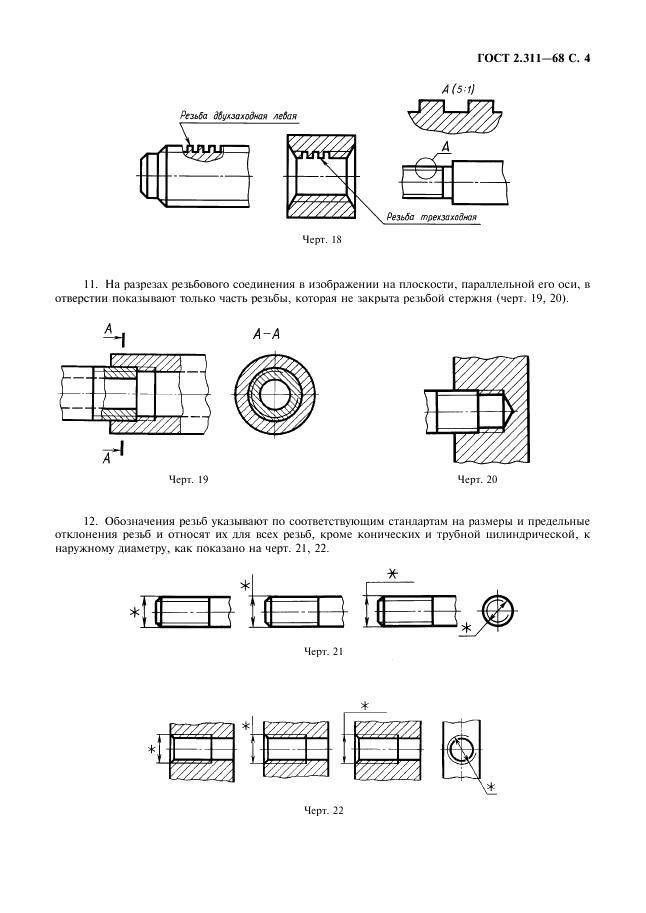
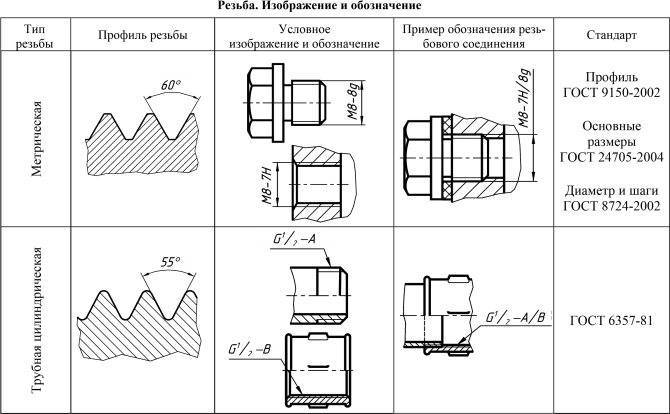
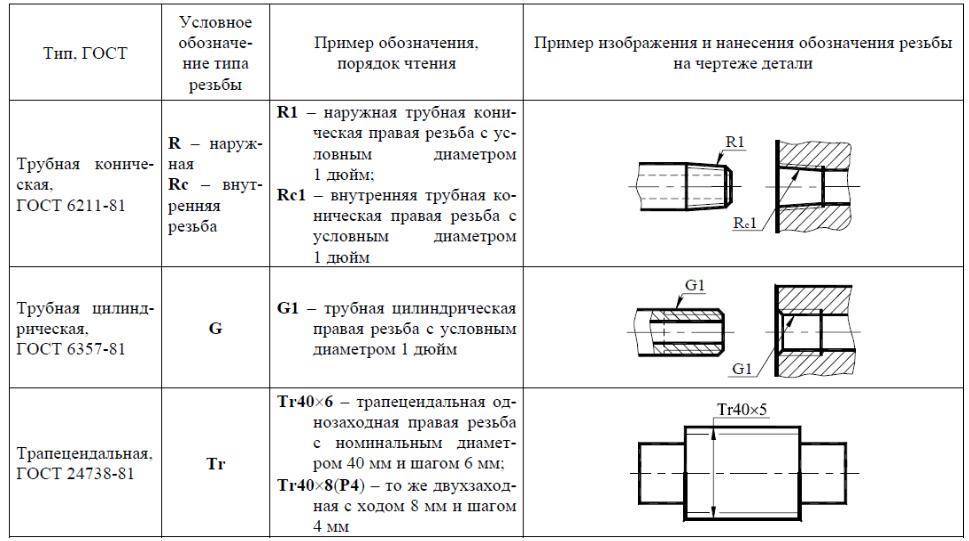
Обозначение на чертежах
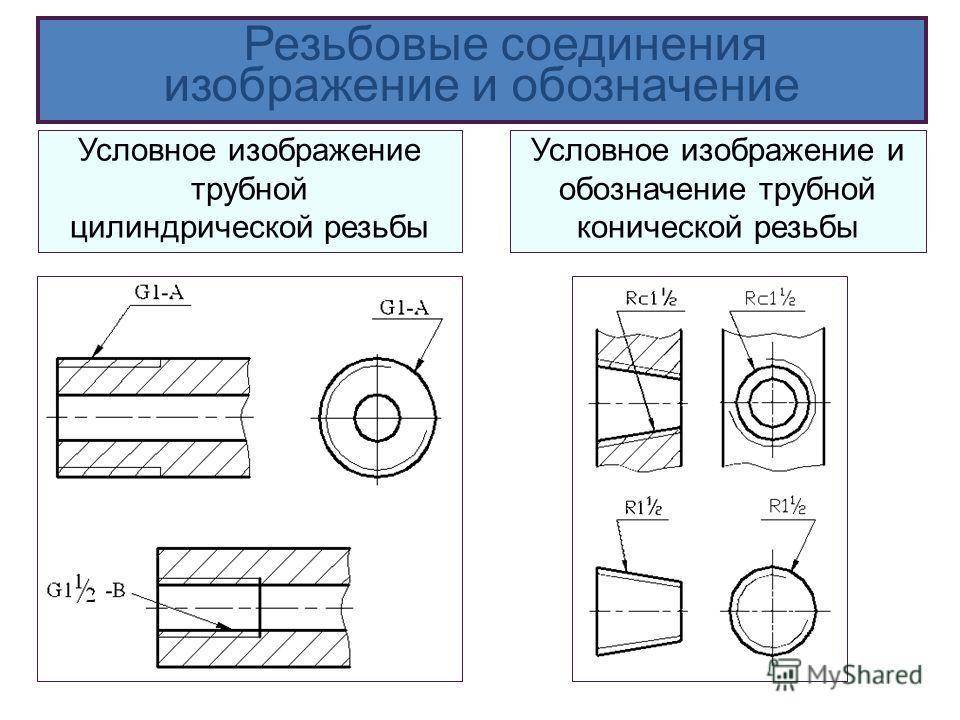
Обозначение трубной конической резьбы:
- R — внешняя коническая;
- RC — конические пазы внутреннего типа;
- RP — внутренняя коническая с цилиндрическим профилем;
- LH — левая;
- RH — правая;
- MK — конусная метрическая;
- M — метрическая;
- K — дюймовая коническая;
- укор. — укороченный профиль;
- пов. точ. — повышенная точность нарезки.
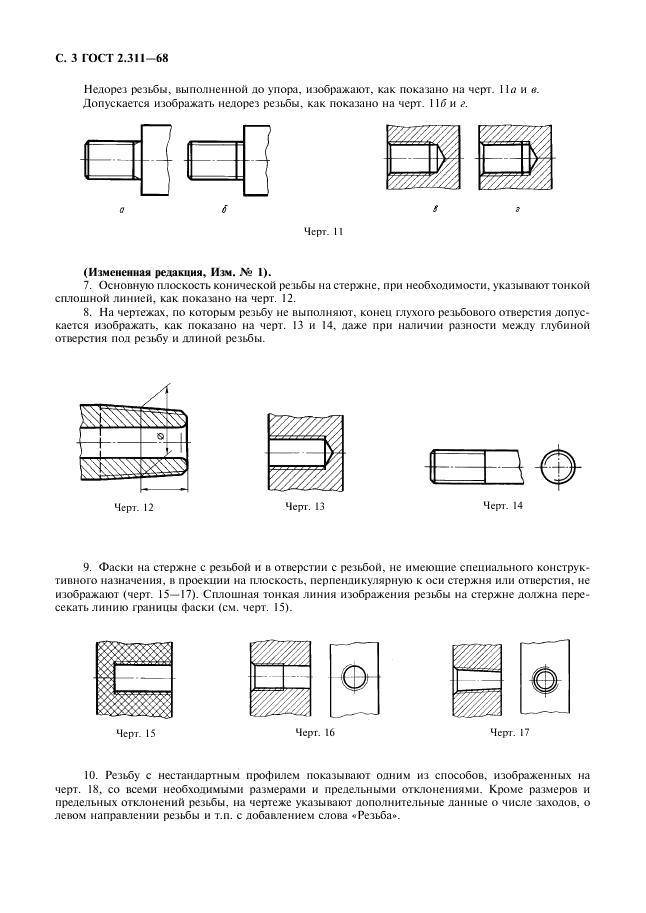
На чертеже обозначение выносят при помощи выноски на полке, стрелка указывает на основную линию. Длины нарезки не указываются, поскольку является стандартной. Коническая резьба указывается в виде дробной величины: числителем выступает маркировка внутренней нарезки, а знаменателем — наружной.
Основная плоскость резьбы обозначается сплошной тонкой линией.
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
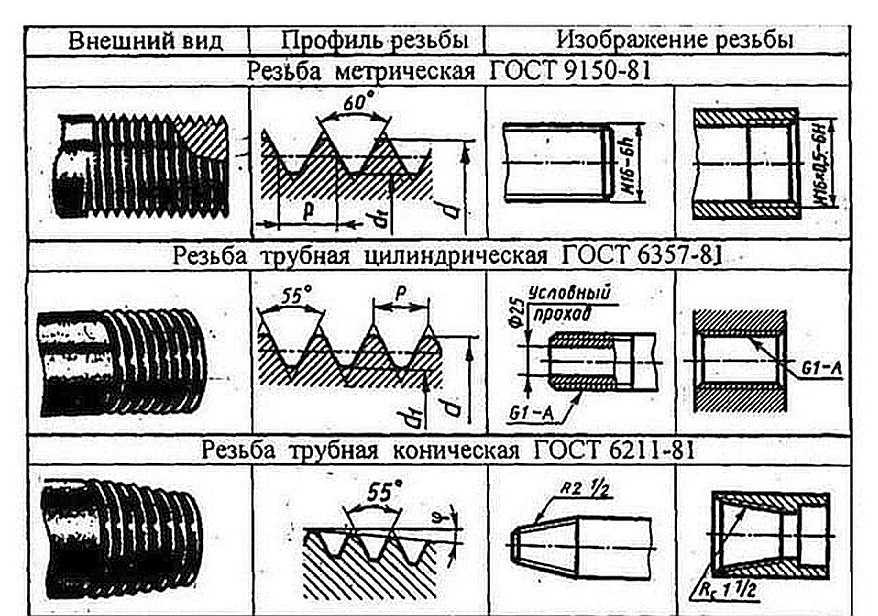
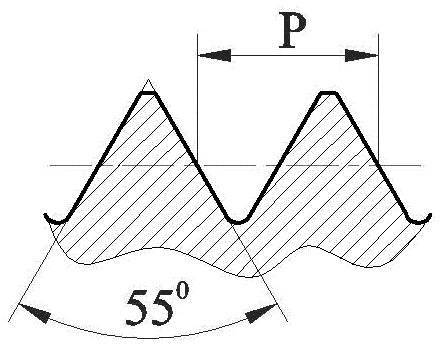
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
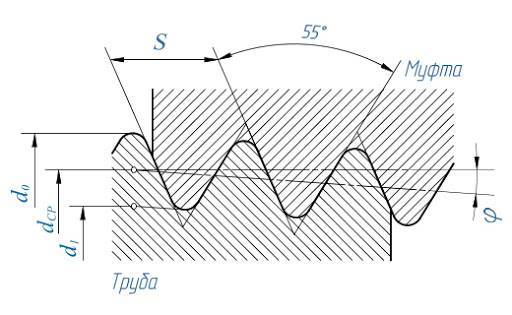
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.
Виды резьбы и резьбовых соединений
Все резьбовые соединения функционируют благодаря резьбе. Что это такое?
Резьбой называют чередующиеся впадины и выступы, расположенные по винтовой линии на поверхности тела вращения. Под последним имеют в виду объемное тело, которое возникает в результате вращения плоской геометрической фигуры вокруг своей оси.
Резьбу вы можете увидеть на картинке ниже.
Таких соединений два:
- соединения, в которых детали свинчиваются и никакие специальные соединительные части не используются;
- соединения, образующиеся благодаря использованию специальных крепежных деталей. Это может быть шпилька, болт и др.
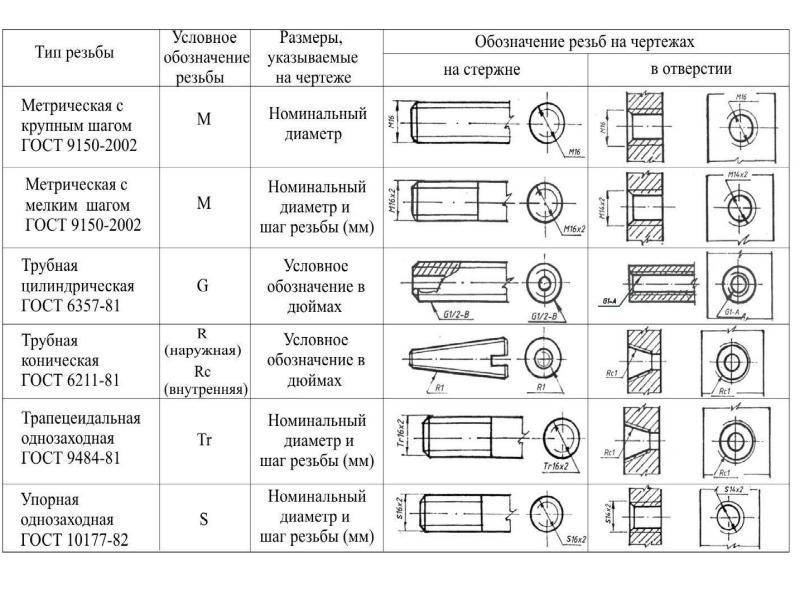
Поскольку резьба имеет разное назначение, то она бывает:
- крепежной. Детали свинчиваются и соединяются за счет крепежных деталей;
- крепежно-уплотнительной. Основное ее применение — трубы с плотными соединениями (здесь используются муфты);
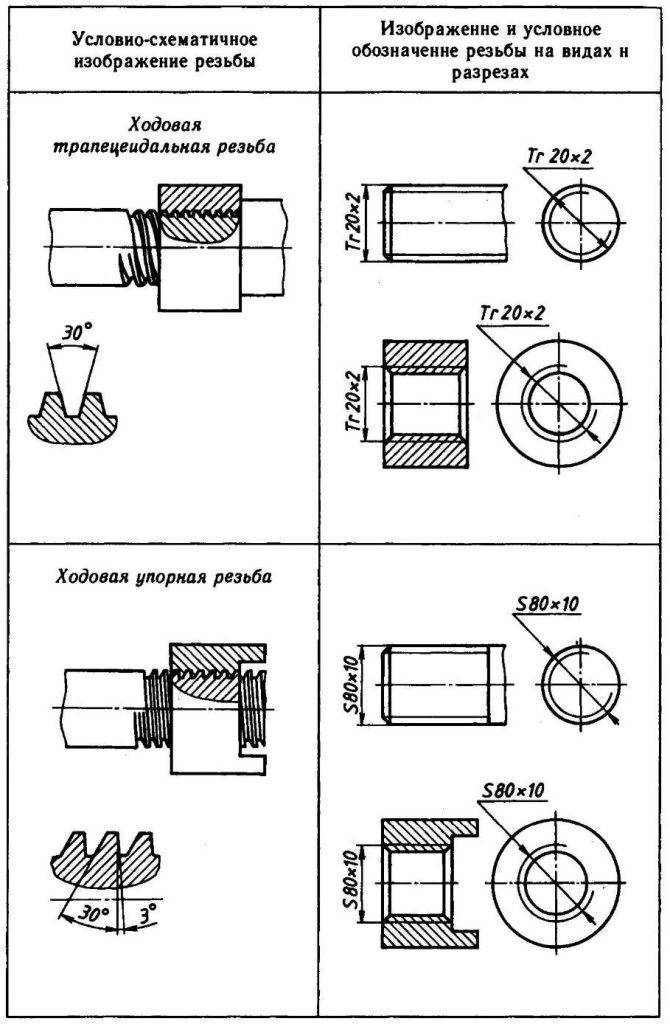
- ходовой. Она трансформирует поступательное движение во вращательное и наоборот.
Но это еще не все. Систематизация осуществляется и по другим, не менее важным признакам. К примеру, есть наружная и внутренняя резьба — это разделение основано исходя из стороны обрабатываемой поверхности.
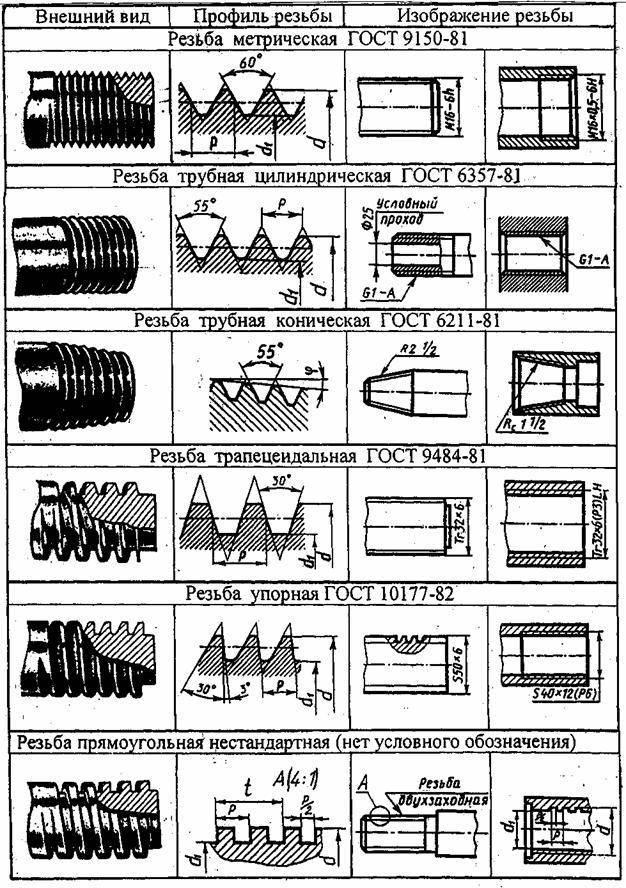
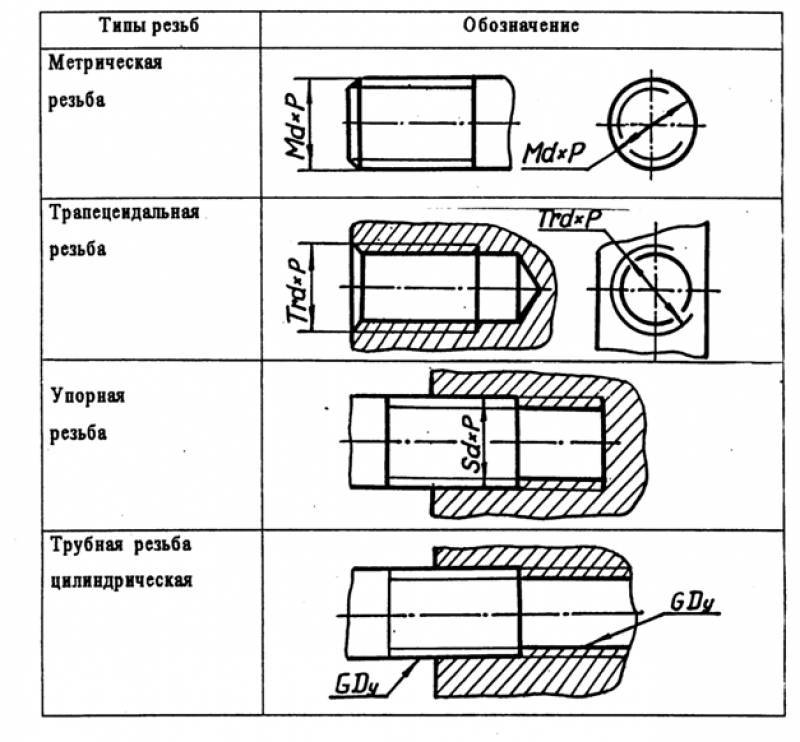
По другим признакам выделяют резьбу:
метрическую;
метрическую (конический тип);
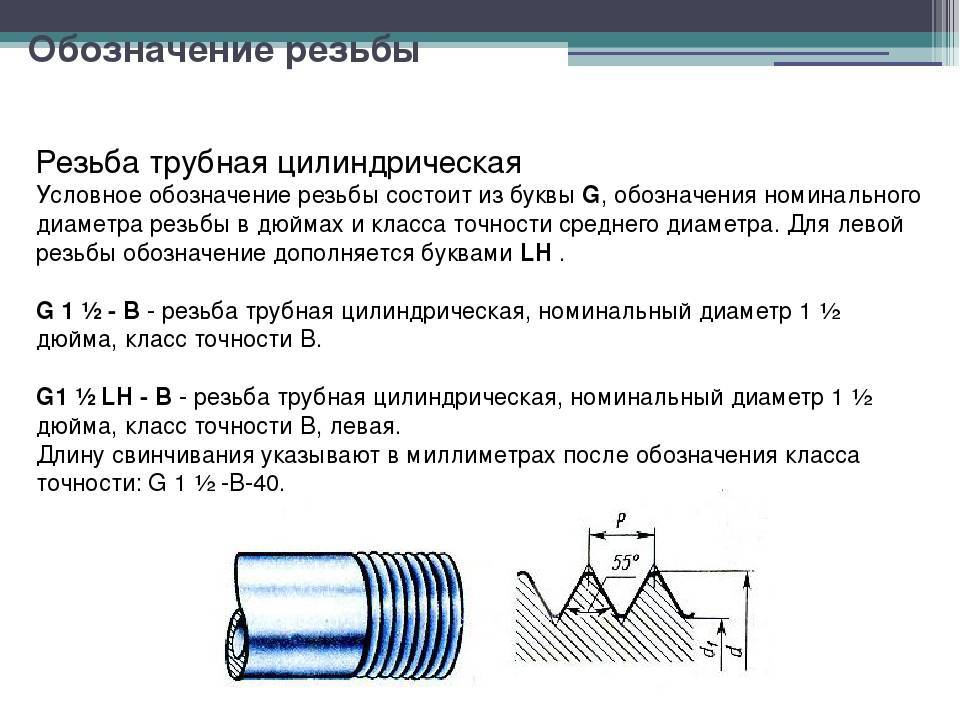
трубную (цилиндрический тип);
коническую трубную;
коническую двойную;
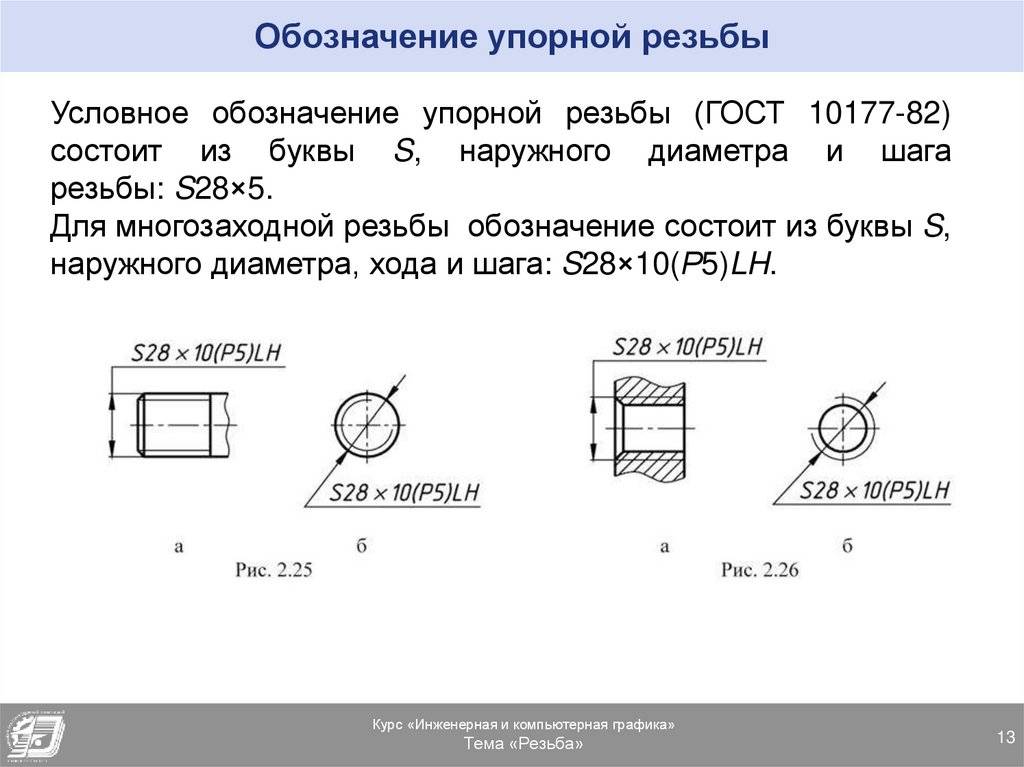
упорную;
трапецеидальную;
круглую.
На рисунке ниже вы можете увидеть другие признаки, по которым резьба классифицируется и соответствующие ее варианты.

Размеры болгарок
Болгарка – это угловая шлифовальная машина, применяемая для обработки и резки прочных материалов. Она используется в строительных, демонтажных и ремонтных работах. Популярность инструмента обусловлена относительно невысокой стоимостью и широкими возможностями. Шлифмашина считается одним из самых востребованных инструментов, благодаря своей универсальности. Она пользуется популярностью как среди профессиональных строителей, так и у обычных пользователей. Признание этот инструмент получил благодаря огромному разнообразию видов, размеров и их ценовой категории.

Инструменты для нарезания
Для нарезания внутренней резьбы используется метчик. Это специальный винт, который имеет твёрдые режущие кромки. Состоит этот инструмент из рабочей части и хвостовика, предназначенного для фиксации в воротке. Устройство бывает ручным и машинным.
Комплектация слесарного набора:

- Метчик. Его диаметр может варьироваться и достигает 18 мм.
- Две черновых рабочих части.
- Черновой метчик другого диаметра, средний и чистовой.
Перед началом нарезания нужно обязательно сначала сделать отверстие, которое будет иметь немного меньший диаметр. Во время работы инструмент необходимо держать перпендикулярно и добавлять смазку в зону нарезания. Через каждые несколько витков метчик следует выкручивать, чтобы убрать накопившуюся металлическую стружку. Это очень удобно делать при помощи небольшого специального ёршика.
В промышленных масштабах наружная резьба делается на станке. Для домашних потребностей применяются плашки, которые бывают:
- Разрезными. Инструмент изготовлен из двух половин, из-за чего он не такой жёсткий, как другие виды. Можно использовать для нетребовательных соединений.
- Цельными круглыми. С помощью такой плашки можно нарезать высококачественную резьбу.
- Раздвижные. Применяются в клуппах. Можно изготавливать трубную резьбу.
Сама плашка внешне очень похожа на обычную гайку, внутри которой находятся режущие кромки. Инструмент может быть предназначен для нарезания метрической или дюймовой резьбы.
Технология нарезки резьбового конусного соединения
В промышленном производстве npt резьба выполняется на специализированном резьбонарезном станке с помощью мечника, закрепленного на вращающемся шпинделе, в автоматическом режиме формирующий резьбу на неподвижно закрепленной трубе.

Конструкция и типы метчиков
Метчик состоит из деталей:
- хвостовика;
- рабочей части;
- заборного элемента;
- калибровки.
С помощью хвостовика метчик крепят в шпинделе станка или в патроне при нарезке резьбового соединения внутри трубы. Нарезку делает рабочая часть, напоминающая винт со спиральными канавками. Переднюю часть метчика часто называют заборным элементом, имеющим вид конуса. Начинает нарезку резьбы именно заборный элемент, затем продолжает калибровка. Резьбу выполняют зубья,называющиеся режущими перьями, образующие углубления — канавки, по которым удаляется стружка. Заточка зубьев подчинена требованиям технологии к режущим деталям.
Выбор метчика
Выбор метчика зависит от назначения, они бывают ручными и машинными. Ручной инструмент бывает:
- плашечный;
- маточный;
- гаечный;
- специальный.

Плашечный инструмент используют для предварительной нарезки резьбового соединения за 1 проход. Очистку от стружки выполняют маточным приспособлением с канавками в правом направлении.
Бесканавочные приспособления имеют большую прочность, а протяженность завинчивающейся части дает возможность перенастраивать инструмент неоднократно. Преимущество бесканавочных метчиков — в высокой производительности и универсальность — ими можно обрабатывать трубы и глухие соединения.
По виду работ выделяют метчики черновой и чистовой, которые маркируются по размеру резьбы, выполняемой этим инструментом:
- Для резьбы по метрическому стандарту 8…18 мм применяют одинарные счетчики.
- В диапазоне 6…24 мм используют черновой и чистовой метчик.
- Резьбу 2…52 мм нарезают 3 счетчиками.
Метчики имеют прямое и винтовое исполнение, правое и левое, а режущая часть бывает конической и цилиндрической. Коническими вырезают резьбу в трубах со сквозными отверстиями, цилиндрические используют там, где нет сквозных проходов.

Процесс нарезки
Процесс резьбовой нарезки поэтапно происходит в несколько этапов:
- Задают направление, скорость вращения шпинделя.
- Заготовку закрепляют на определенном месте.
- Метчик определенного типоразмера монтируют на шпинделе, фиксируя его головку поддерживающим зажимом.
- Включают электропривод устройства.
- Резьбонарезную головку перемещают к трубному изделию управляющим рычагом.
- Фиксируют и сопоставляют автоматическим роликом заготовку и резьбонарезной резец, станок выполняет нарезку канавок заданных параметров в автоматическом режиме.
- Завершив операцию, суппорт с метчиком поднимается автоматически, отключают электропривод, демонтируют заготовку со станка.
- Выполняют проверку точности геометрических параметров, при обнаружении дефектов проводят коррекцию.
Конический профиль резьбы используется в тех случаях, когда на коммуникациях требуется полная герметичность соединений отдельных элементов труб. Неоценим способ конической резьбы при ремонтах изношенных соединений на коммунальных трубопроводах зимой — конусная резьба npt поможет восстановить герметичность.