

Литье из олова

Олово – это легкоплавкий металл. Он занимает пятидесятое место в таблице Менделеева. Он довольно широко распространен в природе, в частности, руду для его производства активно добывают в море Лаптевых.
Олово
Человек начал применять олово еще в бронзовом веке. В частности, его использовали для получения бронзы. В наши дни его используют в качества припоя, покрытий и пр. Кроме этого, олово применяют в ювелирном деле и при изготовлении игрушек, например, оловянных солдатиков и пр.
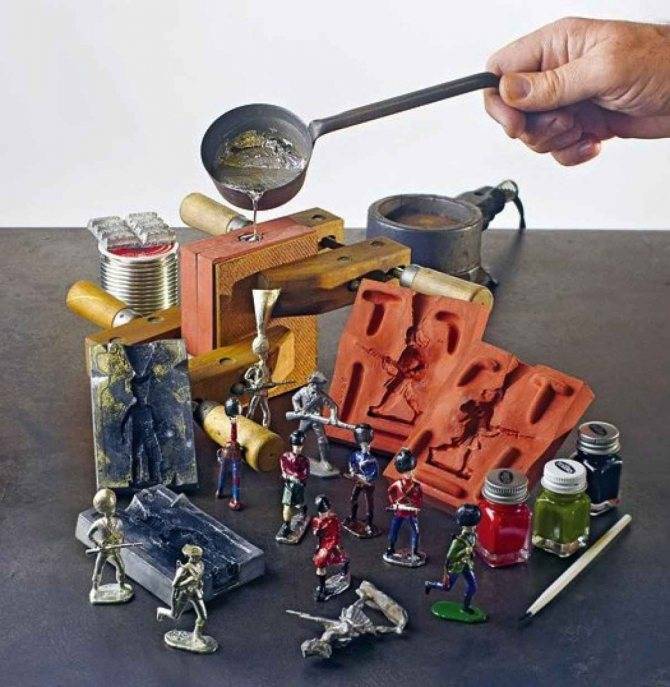
Инструменты и материалы для литья
Олово практически идеальный материал для выполнения литья и в домашних, в промышленных условиях. Какие будут нужны материалы и инструменты для производства формы и выполнения литья. Для изготовления формы потребуется герметик и гипс. Из первого будет изготавливаться сама оснастка, а гипс потребуется для изготовления каркаса, в который будет установлена технологическая оснастка.
Инструменты для литья из олова
Кроме, названных материалов потребуется несложный слесарный инструмент – напильники с разным сечением, плоскогубцы, паяльник и пр.
Для изготовления литьевой оснастки применяют такие материалы, как гипс или силикон. Все зависит от детали и ее назначения. К самой простой можно отнести гипсовую. Для ее изготовления понадобится коробка из дерева, некоторое количество гипса и кусок металлической трубки.
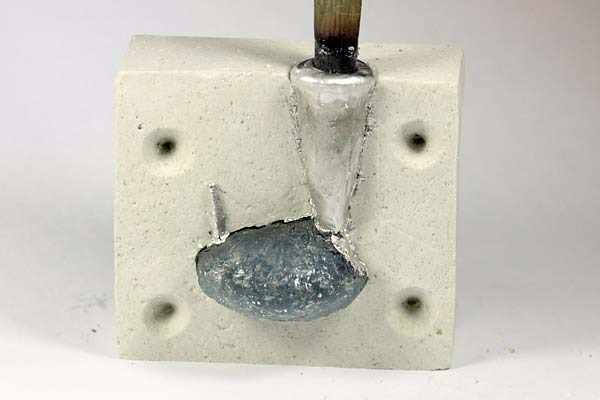
Создание оснастки выполняется в несколько шагов:
- Приготовление гипсовой смеси. Она по внешнему виду должна напоминать густую сметану.
- Смесь вываливают в заранее приготовленную коробку и разравнивают.
- Для получения полуформы необходимо взять деталь и наполовину погрузить ее в приготовленный гипс. Аналогичную операцию необходимо выполнить со второй половиной детали. В результате будут получены 2 полуформы.
- Полуформы надо соединить, или скрепить с помощью замков или просто стянуть тугой резинкой. В то место, через которое будет заливаться расплав олова надо вставить приготовленную металлическую трубу.
В принципе литьевая оснастка готова к работе. Расплав олова можно спокойно заливать в полученную форму.
В чем отличие гипсовых форм от других – главное они имеют меньшую стойкость. Если их поверхность не подготавливать, то такая оснастка может выдержать один – два цикла.
Основные способы литья олова
В промышленных условиях существует несколько технологий позволяющих быстро и эффективно изготавливать отливки из олова и его сплавов.
Самым популярным можно назвать литье в центробежной машине.
Суть этого метода довольно проста, расплавленный металл, через систему литников подается в формы, расположенные вокруг одной оси и вращающиеся с определенной скоростью. Их вращение обуславливает создание центробежной силы, которая прижимает поступающий металл внутри формы.
Перед заливкой на рабочие поверхности могут быть нанесены составы, облегчающие выемку готовой отливки из формы.
Литье олова в домашних условиях
Как уже отмечалось, литье из олова в домашних условиях используют для получения рыболовных снастей, фигурок, например, солдатиков и пр.Порядок выполнения отливки из олова выглядит следующим образом:
- Изготовление формы.
- Литье изделия.
- Механическая обработка отливки.
Для выполнения литья олова в домашних условиях понадобится:
- Кухонная плита;
- Олово.
- Форма для отливки.
- Напильник, скальпель и некоторые другие несложные инструменты.
Оснастку, выполненную из алюминия или силикона, можно использовать по нескольку раз.
Для получения качественного результат придется потратить много времени, при этом желательно иметь определенные художественные навыки. После того как фигурка будет отлита ее желательно раскрасить.









Для этого применяют акриловые краски. Для того чтобы она хорошо легла фигурку перед началом работы необходимо обезжирить.
Принимаем олово, оловянные припои
Олово (лат. Stannum; обозначается символом Sn) — пластичный ( при деформации на изломе хрустит), ковкий и легкоплавкий блестящий металл серебристо-белого цвета, иногда имеет желтый отлив. Олово образует две аллотропические модификации: ниже 13,2 °C устойчивое α-олово (серое олово) с кубической решёткой типаалмаза, выше 13,2 °C устойчиво β-олово (белое олово) с тетрагональной кристаллической решеткой. Олово используется как безопасное, нетоксичное, коррозионностойкое покрытие в чистом виде или в сплавах с другими металлами.
Главные промышленные применения олова — в белой жести (лужёное железо) для изготовления тары пищевых продуктов, в припоях для электроники, в домовых трубопроводах, в подшипниковых сплавах и в покрытиях из олова и его сплавов. Важнейший сплав олова — бронза (с медью). Другой известный сплав — пьютер — используется для изготовления посуды. Для этих целей расходуется около 33 % всего добываемого олова.
До 60 % производимого олова используется в виде сплавов олова с медью, медью и цинком, медью и сурьмой (подшипниковый сплав, или баббит), с цинком (упаковочная фольга) и в виде оловянно-свинцовых и оловянно-цинковых припоев.
НАШ ПРАЙС-ЛИСТ
Многие пункты приема готовы купить олово, но только наша фирма может предложить выгодную и честную цену в соответствии с современным состоянием рынка металлов.
Мировая потребность в олове, цена которого довольно высока, и его сплавах постоянно растет, появляется в огромных количествах и лом олова.
На этом фоне особое значение приобретает его вторичная переработка, тем более появились фирмы, подобные нашей, которые могут купить олово захорошую цену. Мы уже длительное время занимаемся приемом олова, помогая снабжать им пищевую, радио и автомобильную промышленность.
ООО «ВеКо» купит олово. Цена высокая!
Различают несколько основных марок производимого олова. Различие связано с содержанием основного элемента и наличием посторонних примесей. Соответственно, различаются и сферы применения. Металл олово бывает марок: ОВЧ000, ОВЧ00, 01ПЧ, О1, О2, О3, О4. Первые две марки имеют высокую чистоту содержания — 99,99 и 99,94% олова, соответственно, и находят применение в полупроводниковой технике. О1, О2, О3, О4 используются при изготовлении жести, припоев, кухонной утвари и поличения сплавов олова. Здесь содержание металла составляет от 99,6% до 99,9%
Одной из наиболее распространенных марок является О1ПЧ. металла олова — 99,91%, остальное примеси железа, меди, мышьяка, висмута. Выпускается, как правило, в виде чушек, прутка, оловяноного листа.
Мы принимаем олово содержащееся в оловянных изделиях, олово марки 01ПЧ, куски белой жести,оловосодержащие отходы, оловянную проволоку, посуду, различные изделия из олова Реже встречается олова кусок, которое, как правило, является отходом различных производств.
Литье из олова: сплавы в силиконовые формы, в домашних условиях

Процесс литья из олова
Температура плавления олова всего 231 °C. А вот точка его кипения находится в пределах 2 300 °C. Температуру, при которой металл будет расплавлен, можно достичь в домашних условиях. То есть можно вполне, разумеется, при соблюдении определенных правил и техники безопасности, выполнять литье из олова дома.
В промышленных условиях для литья олова применяют специальные центробежные литейные машины. Для изготовления форм применяют гипс, алебастр, эпоксидную смолу, силикон и разумеется, металл.
Процесс литья из олова в промышленности
Другой, не менее важный процесс – изготовление литьевой формы. При ее изготовлении необходимо обеспечить наличие правильного разъема. Он нужен для того, что бы можно было извлечь готовую отливку и при этом не нанести повреждений самому изделию.
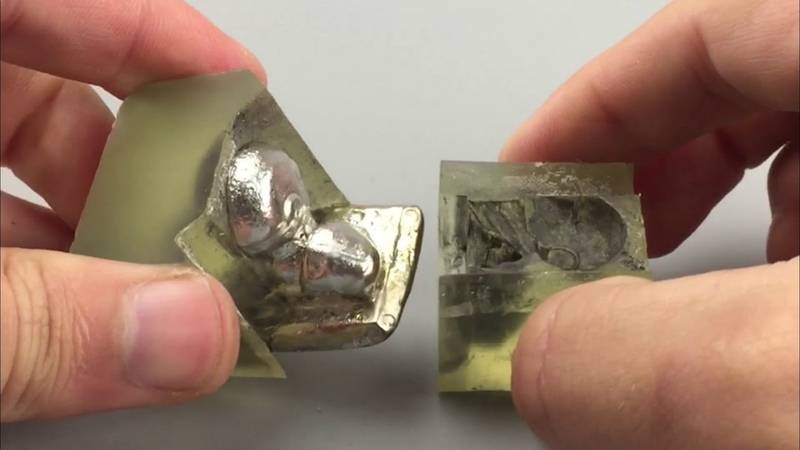
Оснастка из силикона для литья из олова
Изготовление оснастки из силикона потребует большего количества материала и времени. Это вызвано тем, что ее необходимо подвергнуть процессу вулканизации.









![2.4. оловянное литье. технико-технологические сведения. основы дизайна. художественная обработка металла [учебное пособие]](https://101benzopila.ru/wp-content/uploads/a/1/6/a16f7ef64961e710a2268860a1b56bd7.jpeg)
Но в результате всех хлопот будет получена многооборотная оснастка для литья оловянных изделий. В случае если будущая деталь будет достаточно сложной, то необходимо будет предусмотреть наличие закладных деталей.
Важным элементом конструкции оснастки является отверстие, через которое будут выполнять заливку. Если оно будет маленьким, то металл будет поступать слишком медленно и процесс застывания может начаться до ее полного заполнения.
Перед началом литья необходимо соединить полуформы вместе и поместить между листом фанеры. Лист должен быть толщиной не менее 12 миллиметров, размер должен превышать габариты металлоформы. По окончании сборки всю конструкцию стягивают жгутом.
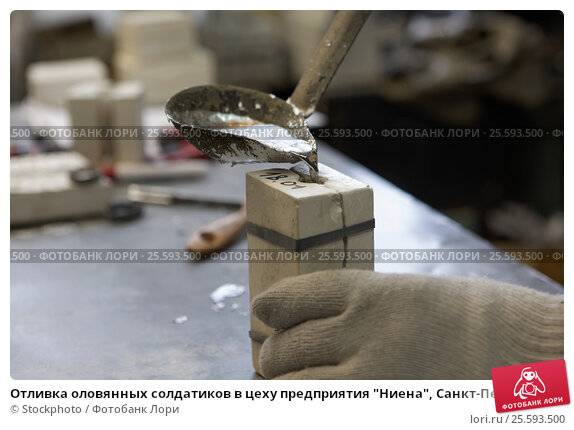
Технология литья не отличается большой сложностью, готовить металл к заливке имеет смысл после окончательной сборки формы. Для этого его необходимо хорошо прогреть.
После того как на его поверхности появиться пленка желтоватого цвета можно считать, что олово готово к розливу. Если металл будет перегрет, то на поверхности расплава будет плавать синяя или фиолетовая пленка.
Открывать форму можно только после того, как отлитая деталь полностью остынет. Для изъятия отливки нужно использовать щипцы. Надо быть готовым к тому, что первое полученное изделие будет иметь некоторые дефекты поверхности.
Удаление излишек олова (облой)
Последовательность механической обработки выглядит следующим образом. Сначала удаляют облой. Так, называют излишки расплава, которые затекают в шов формы. Для этого применяют шабер. Для удаления литников применяют бокорезы. Для окончательной обработки швов используют абразивную шкурку с самым мелким зерном (нулевку).
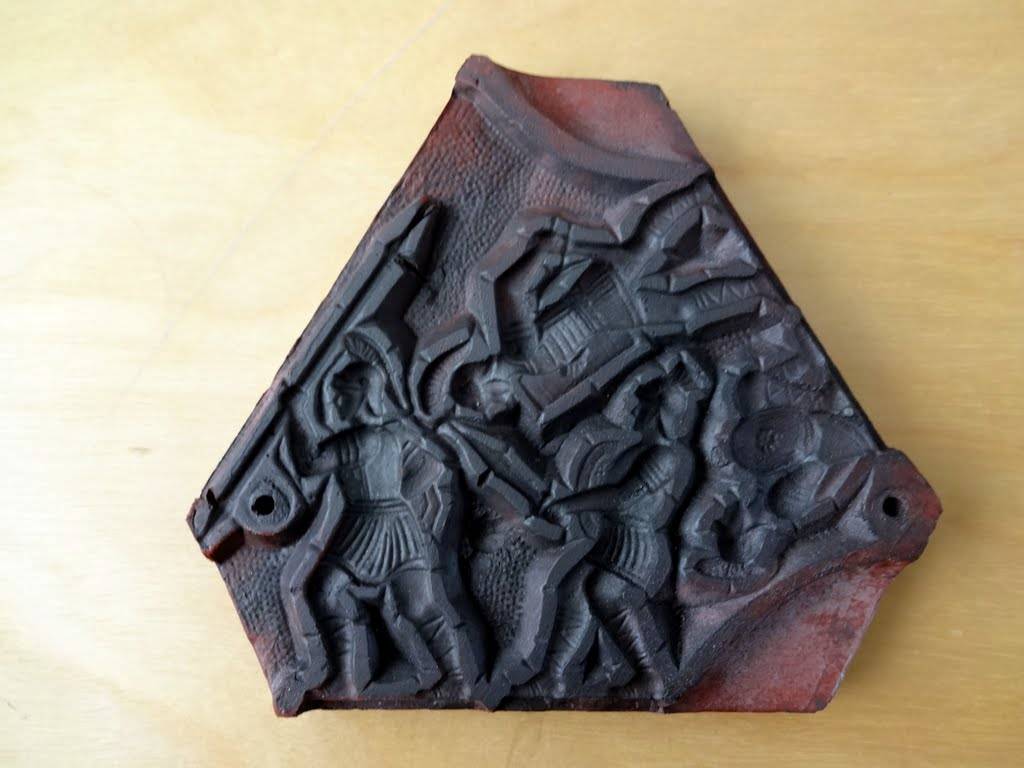
Формы для литья олова
Для изготовления литьевой оснастки применяют такие материалы, как гипс или силикон. Все зависит от детали и ее назначения. К самой простой можно отнести гипсовую. Для ее изготовления понадобится коробка из дерева, некоторое количество гипса и кусок металлической трубки.
Рекомендуем прочитать: Кормозаготовка : Пресс-подборщик тюковый Tukan Max
Создание оснастки выполняется в несколько шагов:
- Приготовление гипсовой смеси. Она по внешнему виду должна напоминать густую сметану.
- Смесь вываливают в заранее приготовленную коробку и разравнивают.
- Для получения полуформы необходимо взять деталь и наполовину погрузить ее в приготовленный гипс. Аналогичную операцию необходимо выполнить со второй половиной детали. В результате будут получены 2 полуформы.
- Полуформы надо соединить, или скрепить с помощью замков или просто стянуть тугой резинкой. В то место, через которое будет заливаться расплав олова надо вставить приготовленную металлическую трубу.
В принципе литьевая оснастка готова к работе. Расплав олова можно спокойно заливать в полученную форму.
В чем отличие гипсовых форм от других – главное они имеют меньшую стойкость. Если их поверхность не подготавливать, то такая оснастка может выдержать один – два цикла.
Формы для выплавки свинца
Как уже отмечалось ранее, свинец для получения деталей отливают в формы. Формы для литья изготавливают из разных материалов – в промышленности используют сталь, чугун, графит, алюминиевые сплавы. В домашних условиях используют песок, гипс, силикон и другие материалы.Форма свинцовой отливки может быть изготовлена руками, но чаще всего применяют механизированное оборудование. Тем более что во многих домашних мастерских можно встретить хоббийное механическое оборудование.
Конструктивно форма для отливки свинцовых изделий состоит из нескольких частей:1. Собственно форма, как правило, включающая в свой состав две части.2. Плавкие или неплавкие стержни, направляющие и замки.Для изготовления гипсовой формы необходимо подготовить две коробки, выполненные из дерева. Затем, гипс, разведенный до сметанообразного состояния гипс, заливают в деревянную коробку. После того как через некоторое время гипс начнет застывать, в это время можно в него установить будущее изделие. При этом оно, должно быть, погружено в гипс наполовину. Так будет сформирована первая половина формы. Аналогичную операцию необходимо выполнить для получения второй формы. После того как гипс высохнет форма будет готова. Для того, что бы можно было заливать расплавленный свинец во время изготовления формы необходимо сформировать литьевое отверстие.

Формы для литья цинковых изделий
Перед тем как залить в форму ее рабочую поверхность необходимо смазать маслом. Это облегчит в дальнейшем разборку формы. После того как заготовка готова ее достают из формы и подвергают механической обработке.Детали можно получать, применяя различные виды материалов для изготовления форм. Например, литье в металлические формы, это самый распространенный вид, применяемый на производстве. Для изготовления форм применяют чугун, сталь и алюминий. В промышленных масштабах изготовление литейных форм из металла не составляет особого труда. Вся документация, необходимая для изготовления форм, разрабатывается в конструкторском бюро и передается в производство, где и происходит ее изготовление.






![2.4. оловянное литье. технико-технологические сведения. основы дизайна. художественная обработка металла [учебное пособие]](https://101benzopila.ru/wp-content/uploads/3/0/0/3005b05bfa9a731260a0679e7b81a5fb.jpeg)



Силиконовая форма для литья свинца
Один из способов получения свинцовых отливок — это литье свинца в силиконовую форму. Изготовление литьевой формы из силикона, пожалуй, самое длительное по времени. Дел в том, что практически все операции по созданию формы производят вручную, нанося силикон на макет слоями и тщательно его, выравнивая руками. Кроме того, надо учитывать, что нанесенный слой должен просохнуть, а это 10 – 15 минут. Но в этом случае результат оправдывает ожидания и на выходе будет получена многооборотная форма.
Начало литья

Сперва в вагранках, то есть специальных печах, расплавляют чугунные заготовки. Если же требуется отливать сталь, то сырье плавят в доменных, мартеновских, инверторных и прочих печах. Чтобы привести в состояние расплава цветные металлы, используют специализированные плавильные устройства.
Все, можно приступать к литью. Если форма одна, то расплав туда вливают ковшом, в индивидуальном порядке. В остальных же случаях, как правило, организуется конвейер: или лента с заготовками идет под ковшом, или же ковш движется над рядами опок. Здесь все зависит исключительно от организации производства. Когда приходит время и металл остывает, его вынимают из формы. В принципе, этот метод идеален в тех случаях, когда требуется литье металлов в домашних условиях (для кузни, например). Чего-то более совершенного в таких условиях добиться все равно не получится.
Пескоструйными или шлифовальными машинами с готового изделия снимается окалина и приставшая формовочная смесь. Кстати говоря, этот метод активно применялся при производстве танков во время Великой Отечественной войны. Именно так производили литые башни, причем простота и технологичность данного процесса позволяла выпускать огромное количество боевых машин, которые были так нужны фронту. Какие еще существуют виды литья металлов?
Все, что нужно знать о жидком олове, изготовление раствора своими руками

Олово — один из химических элементов, нашедшее применение в различных промышленных сферах и быту. Это легкий металл, пластичный, ковкий и легкоплавкий. Имеет серебристо-белый оттенок и блеск. Одна из форм вещества — жидкая. Используется в основном в радиостроении. Жидкое олово прекрасно подходит для химического лужения медных деталей, в частности печатных плат. Подобный способ обработки значительно увеличивает срок их службы и предотвращает образование коррозии.
Подробно про жидкое олово
Жидкое олово представляет собой раствор, которым покрывают печатные платы. Таким образом, деталь становится защищенной от негативных воздействий. К тому же, подготовленная подобным методом поверхность, полностью готова к пайке, т.к. припой на нее ложится гораздо лучше.
Преимущества жидкого олова очевидны:
- с его помощью можно залудить плату больших размеров, со сложной схемой или с особо тонкими дорожками и расстояниями. Сделать это обычным паяльником порой очень трудно, а иногда совсем невозможно;
- поверхность, обработанная жидкостью, не будет плавиться под воздействием высоких температур, т.к. показатели плавления олова составляют 220 градусов;
- процесс лужения безопасен и довольно прост, поэтому справиться с ним сможет даже человек, далекий от работы с химическими реактивами.
Как выглядит жидкое олово
Жидкое олово можно приобрести в любом специализированном магазине или сделать самому, тем более что все компоненты находятся в полной доступности.
Состав и способы применения жидкого олова
Продается химическое вещество в пластиковых бутылках различного объема. В состав жидкого олова входит: восстановитель, стабилизатор, деионизированая вода и соль олова.
Лужение лучше проводить непосредственно перед пайкой платы. Перед процедурой деталь подготавливают. Ее очищают и обезжиривают с помощью спирта. Не рекомендуется зашкуривать плату, но если необходимо, то можно провести шлифовку пастой ГОИ с последующей очисткой.
Далее проводят непосредственно само лужение. Олово в жидком состоянии хорошо взбалтывают, выливают в подготовленную пластиковую емкость и нагревают до комнатной температуры на водяной бане. Плату погружают в раствор на 20-30 минут. В результате получают слой в 1 мкм. Если необходим слой потолще, процедуру лужения повторяют. После этого изделие промывают проточной водой и вытирают насухо чистой тряпкой. Готовую плату до использования хранят в канцелярском файле или полиэтиленовом пакете.
Как подготовить форму для отлива оловом?
 Самым важным этапом, который влияет на весь ход отлива оловом, и получившегося результата, считается изготовление формы правильного размера. У данной фигурки обязательно должен быть правильный и точный до мелочей разъём, поскольку он помогает во время процесса доставания отливку, и при этом никак не навредить форме фигурки. Как правило, форму для отлива изделий и фигурок из олова делают с разборной конструкции так, чтобы она состояла из двух отдельных частей.
Самым важным этапом, который влияет на весь ход отлива оловом, и получившегося результата, считается изготовление формы правильного размера. У данной фигурки обязательно должен быть правильный и точный до мелочей разъём, поскольку он помогает во время процесса доставания отливку, и при этом никак не навредить форме фигурки. Как правило, форму для отлива изделий и фигурок из олова делают с разборной конструкции так, чтобы она состояла из двух отдельных частей.
Для произведения этого процесса правильно следует отдать предпочтение гипсу или силикону. Но при выборе материала следует обратить на несколько основополагающих факторов. При производстве фигурок, которые отливаются в силиконовой форме, потребуется множество расходного материала и времени, поскольку этот материал долго схватывается, а иногда и вовсе вулканизируется.







Кроме того, на рынке строительных материалов можно найти специально разработанный герметик, который разработан для того, что им можно было залить на модель или изделие. После чего, он застынет, и в результате чего получится форма для заливки, которую можно применять несколько раз в первоначальном виде и функциональности. В таком варианте, когда при эскизе было учтено лишь маленькое количество деталей, то такую форму для отлива необходимо изготавливать со специальным вкладышем.
Во время производства фигуры следует обратить особенное внимание, что она должна иметь несколько каналов для прохода воздуха. Следует отметить, что от размера этого канала для воздуха, через которое происходит залив олова в ранее приготовленную форму, напрямую зависит скорость заполнения формы
Любой человек, который сталкивается с отливом олова знает, что металл ни в коем случае не должен поступать медленными темпами, поскольку он будет слишком быстро остывать, и полностью не заполнит все полости формы.
Для проведения отливки две раздельные области формы крепко соединяют вместе, и кладут в области между листом фанеры. Но следует проверить, что лист фанеры должен быть толщиной приблизительно в двенадцать миллиметров. После того, как крепление произошло, части следует перетянуть при помощи тугой резинки.
Этапы отлива олова.

После того, как подготовительные работы были проведены, можно приступать к разогреву олова. Заливать сплав можно, только когда на верхней поверхности образовалась плёнка жёлтого цвета. Но нельзя допускать, чтобы металл перегрелся, тогда на поверхности появится плёнка синего или даже фиолетового цвета.
Производить залив олово следует тоненькой струйкой, и одновременно слегка стучать по форме, чтобы там не образовывался воздух. При отливе всегда следует учитывать все требования и правила безопасности, чтобы не допустить образования ожогов.
После того, как форма полностью наполнилась жидким оловом, следует подождать до того момента, пока металл полностью не засохнет.
После высыхания изделие следует аккуратно достать из формы при помощи щипцов. Вначале следует открыть форму, чтобы не повредить изделие.
Первоначально изделие может иметь некоторые недочеты и дефекты, поэтому следует провести дополнительные очистительные обработки. Следует аккуратно и тщательно убрать возможные вкрапления, которые представляют собой лишние части металла, которые затекает в маленькие швы между половинками формы. Проще всего, вкрапления и подтёки можно спилить. А швы следует отшлифовать при помощи наждаки мелкого сечения.
Если фигура сложная, и состоит из нескольких мелких элементов, то лучше всего спаять их между собой при помощи паяльника.
Когда изделие полностью готово, его следует промыть в растворе с содой, а после тщательно отчистить при помощи щётки с тонкими щетинками.
Для окраски изделия из олова подойдут акриловые краски.
Какие тонкости следует учесть при отливе оловом фигурок?
Правильное проведение отлива оловом во многом зависит от условий, которые были выбраны для проведения процедуры. Средний показатель температуры плавления составляет 231 градус по Цельсию. А вот наивысшая точка приблизительно доходит до 2300 градусов по Цельсию
Такая температура может быть получена и в домашних условиях, но следует обращать внимание на правила и технику безопасности
При промышленном производстве фигурок тотемных животных и духов следует использовать специально разработанные литейные машины центробежной силы.
Характеристики и сферы применения латуни
Латунь — это сплав главными компонентами которой являются медь и цинк. Традиционное соединение представляет собой смесь 70% первого металла, 30% второго. Однако существуют материалы где содержание цинка достигает 50%.










Чтобы понимать, как правильно работать с этим соединением, нужно разобраться с его характеристиками:
- Температура плавления — до 950 градусов.
- Плотность — около 8,7 тонн на м3.
- Электросопротивление — 0,08 микрон на метр.
- Теплоёмкость — 0,377 кДж/(кг·К)
Изделия из латуни могут представлять собой смесь из меди и цинка, или этих двух компонентов и дополнительных легирующих добавок. Сплав применяется в разных отраслях:
- изготовление комплектующих для часов;
- создание статуэток, украшений, элементов интерьера;
- изготовление деталей, используемых в машиностроении;
- создание комплектующих для электрооборудования.
Электролизер для выделения олова
Для получения олова достаточно количества, следует взять консервную банку побольше, например, банку от повидла (3 или 5 литров). Изготовить крышку из диэлектрического материала и поместить в ее центре угольный катод. Анод подключается к корпусу банки. Предварительно банка должна быть очищена от наклеек, краски и грязи, что можно сделать с помощью кипячения в растворе крепкой соды.
В банку наливается приготовленный электролит, вставляется катод и подключается питающее напряжение 4В, либо от нескольких батарей, либо от регулируемого источника питания. Для увеличения количества выделяемого олова, можно нарезать консервные банки на небольшие кусочки и засыпать в электролизер, исключив контакт с катодом (одна консервная банка, в среднем, содержит 0,5 грамма олова). На катоде начнет выделяться губчатое олово. По завершении процесса выделения, полученное олово собирается и переплавляется в тигле в серебристый металл.
Февраль 10, 2015
Хлорное олово (SnCl2) — белый порошок сильный восстановитель, слабый окислитель. Итак, в данном видео показан способ получения хлорного олова дома. Для того чтобы его получить понадобится 1 — лабораторный стакан, 2 — кусочек советского или современного олова, 3 — чистая соляная кислота, 4 – электроплит. Для начала положите своё олово в посуду, залейте концентрированной соляной кислотой и поставьте на плитку. Воду добавлять не рекомендую, так как получите слабый раствор и при остывании большая часть вашего олова выпадет в осадок, в белые пушистые хлопья, поэтому воду не добавляем. Далее доводим раствор до нежного кипения и так кипятим 1, 5 – 2 часа максимум. Вы заметите, что ваш раствор почернеет, не страшно, это не растворившееся олово, как снимете с плитки, не пройдёт и пяти минут раствор станет прозрачным. По завершению даём остыть раствору, а затем переливаем в стеклянную посуду на хранение вместе с тёмным осадком и белыми хлопьями. Эти белые хлопья не что иное как хлорное олово, оловянная соль SnCl2, а тёмный осадок не растворившееся металлическое олово, со временем оно растворится в растворе, и останутся только белые хлопья
Важно знать, не надо делать точное соотношение для изготовления хлорного олова, просто возьмите 200 — 300 миллилитров соляной кислоты и кусочек олова, который не растворится целиком за период кипячения. Чистое у вас олово или грязное тоже значение не имеет, главное чтобы оно вообще было
В конце видео я показал реакцию хлорным оловом на определение золота в растворе. В присутствии ионов золота появляется лилово-коричневое пятно адсорбционного соединения золота и оловянной кислоты. Хлорид олова – это очень чувствительный реагент, позволяющий определять наличие золота количеством до 10 частей на миллиард. Так же хлорное олово прекрасно восстанавливает палладий из раствора его соли. Произведение «Делаем хлорное олово SnCl2» созданное автором по имени Maximov Ro, публикуется на условиях лицензии Creative Commons «Attribution» («Атрибуция») 4.0 Всемирная.Maximov Ro, публикуется на условиях лицензии Creative Commons «Attribution» («Атрибуция») 4.0 Всемирная. Основано на произведении с https://www.youtube.com/watch?v=f3jofLGDB6E . Основано на произведении с https://www.youtube.com/watch?v=f3jofLGDB6E . Разрешения, выходящие за рамки данной лицензии, могут быть доступны на странице https://www.youtube.com/watch?v=f3jofLGDB6E .
11 Please enable JavaScript to view the comments powered by Disqus. comments powered by Disqus
936561111





