

Выбор литейного сплава
Современный процесс изготовления отливок по моделям включает серьезный подход к выбору литейного сплава. Их изготавливают из различных литейных сплавов: углеродистых и легированных, стойких к коррозии, жаростойких и жаропрочных сталей, цветных сплавов и составов на основе чугуна.
При производстве литейной продукции учитываются условия, в которым она будет функционировать. От этого и зависит материал отливок. Так для производства высокогерметичных корпусов подбирается металл, несклонный к образованию усадочной рыхлости и пористости. Для комплектующих, требующих высокой жаропрочности – никелевые составы.
При выборе литейного сплава необходимо иметь полное представление и точные требования к материалу отливок. Четко сгруппировать условия работы и назначение будущих деталей. Это даст возможность наиболее правильно подобрать необходимый сплав, с учетом его специфических характеристик.
Характеристика литья по готовым моделям, что нужно знать
Можно уточнить, что литье по моделям имеет долгую историю. Хороши знакомы популярные примеры литья пушек, колоколов
Такая современная технология обладает некоторыми особенностями, на которые стоит обратить внимание. К ним относится:
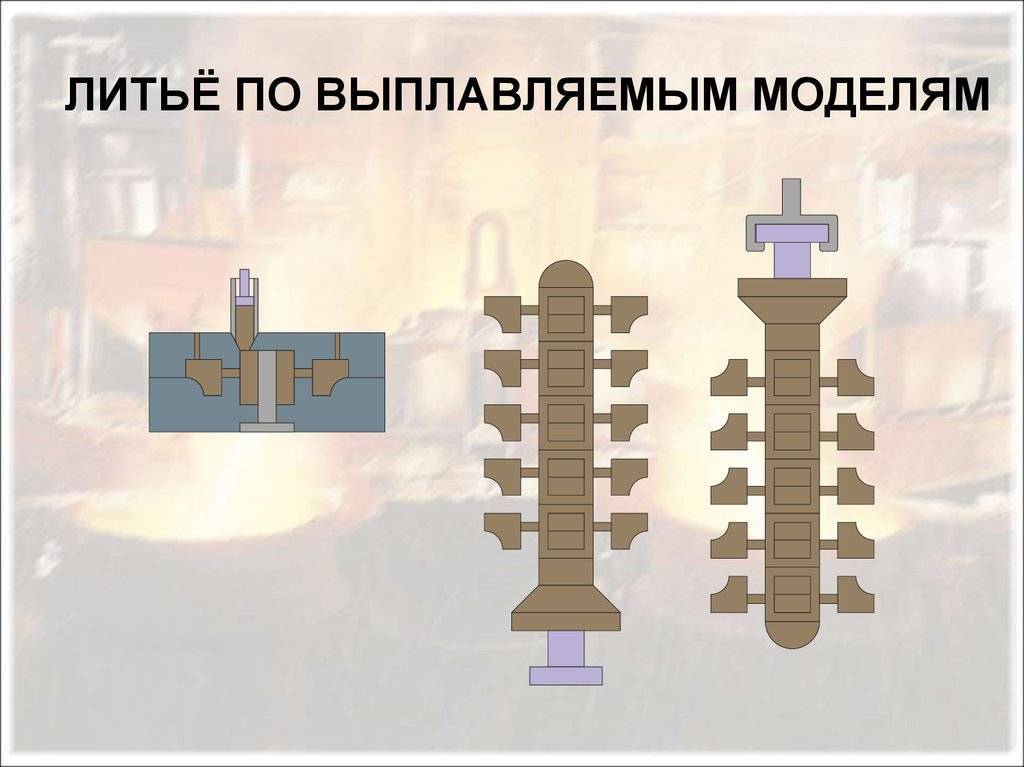
- Одна модель служит для получения одной отливки, не более, так как в процессе создания формы она полностью вытапливаеться;
- Тонкостенные и неразъемные формы потребуются для заливки металла. Эти формы получаются при помощи нанесения специального покрытия, дальнейшей сушки и вытапливания модели;
- Формовочная смесь напоминает суспензию, которая состоит из особого связующего раствора и материала, отличающегося огнеупорностью;
- Хорошее качество поверхности отливаемого изделия (благодаря применению материалов с особой огнестойкостью);
- Точность отпечатка: можно добиться при повышении температуры заливаемого металла.
Литьё по выплавляемым моделям: особенности и преимущества способа
Шероховатость на поверхности изделия напрямую зависит от толщины изделия
Важно уточнить еще один момент — изготовление моделей для литья, это обязательный процесс в литейном производстве
Такая модель представляет собой совершенный и оригинальный шаблон создаваемого изделия во всех размерах. Основной секрет получения положительного результата. Качество готового изделия непосредственно зависит от качества формы для литья. Именно по этой причине данный этап имеет огромное значение.
Необходимо помнить, что литье по выплавляемым моделям должно быть выполнено строго в соответствии с основными требованиями и правилами, предъявленными к технологии производства.
Профессионалы в работе используют только проверенное оборудование, благодаря которому можно получить готовую оснастку в короткий отрезок времени, в полном соответствии с требованиями.
Перед тем как приступить к работе нужно выбрать подходящий по всем характеристикам материал. Процесс производства выполняется в автоматическом режиме, на предприятии осуществляется постоянный контроль.
Это позволяет избежать погрешностей при изготовлении форм и элементов. Металлическая литейная оснастка отличается долговечностью, прочностью, обеспечивает высокую размерную точность по сравнению с другими материалами.

Электронная почта: mgn.ivan@gmail.com








Точность и сложность конфигурации
Каждая модель формы для литья отличается точностью, необычной интересной конфигурацией. Необходимые модели или звенья собирают в единое целое.
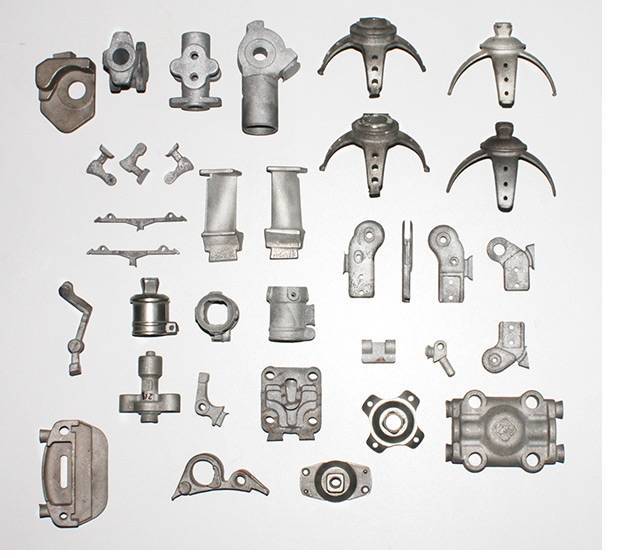
Каждый блок моделей состоит из звеньев. Производство отливок популярным способом находит свое применение в разных областях: приборостроении или машиностроении.
При использовании такого метода литья значительно уменьшается расход металла, сокращается потребность в активном поиске рабочих с высокой квалификацией. С данном процессом справиться ответственный специалист, подробно изучивший основные правила.
Благодаря современному способу перед конструкторами открываются новые возможности проектировать достаточно непростые конструкции. Кроме того, литье по моделям формы позволяет изменить габариты изделий.
Можно сделать вывод, что благодаря данному процессу можно создать детали невыполнимые никаким другим способом.
По мере развития данного способа постепенно усложнялась конструкция изготовляемых отливок. Отливки создаются почти из всех распространенных литейных сплавов (легированных, жаростойких). При выборе сплава необходимо:
заранее продумать основные требования к используемому материалу; объединить все характеристики с учетом условий службы элементов; после этого уточнить конкретную марку сплава; обратить особое внимание на свойства, близкие к требуемым. Таким образом, из всех технологий литья, метод по выплавляемым моделям является достаточно популярным и востребованным
Он обладает множеством преимуществ и особенностей
Таким образом, из всех технологий литья, метод по выплавляемым моделям является достаточно популярным и востребованным. Он обладает множеством преимуществ и особенностей.
Формы создаются с применением выжигаемых моделей однократного применения. Процесс сушки состоит из двух этапов: собственной сушки и отвержения пленки вещества. Легкоплавкие составы легко и просто удаляют в горячей воде, для этого используют горячий пар.
Точность и высокое качество литья можно добиться именно благодаря данному методу. В этом уже убедились миллионы производителей. Жесткость оболочки — отличительная черта литья по выплавляемым моделям. Все плюсы работы подчёркивают популярность процедуры.
Как осуществляется процесс
При серийном производстве мелких или крупных деталей разрабатывается эскиз и чертеж изделия, выполняется макет и пресс-форма, подбирается материал из металла, гипса, огнеупорной глины. Производственный процесс выполняется в следующей последовательности:
- сборка разъемной литейной формы;
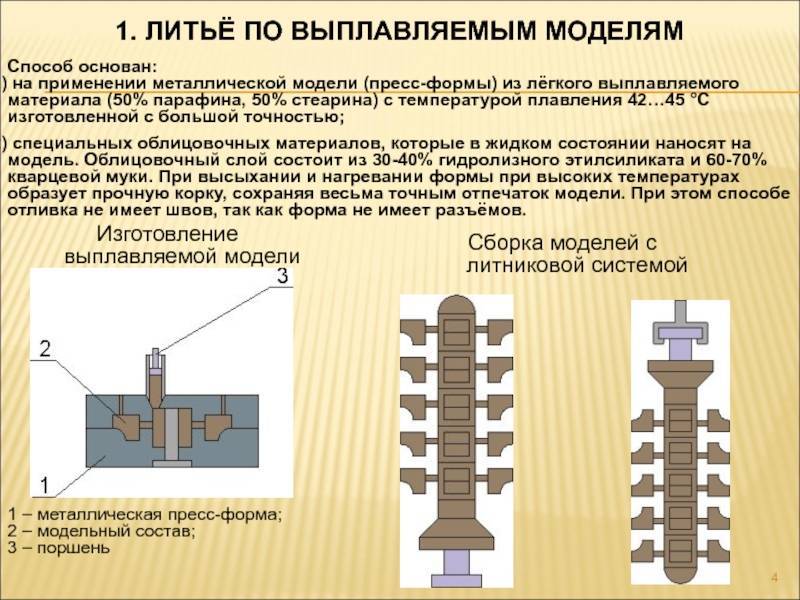
- разогретая воскообразная масса легкоплавкого вещества (парафин, стеарин, воск) заливается в отверстие формы под давлением 2,5−3 атм;
- после охлаждения заготовки соединяются в блоки методом пайки с литниковой системой.
Принцип литья по выплавляемым моделям заключается в изготовлении материала на основе неразъемной формы, обеспечивающей высокую точность готового продукта. Выбранный способ литья помогает получить детали с толщиной стенок 0,5 мм из стали тугоплавкого сплава, не поддающегося механической обработке.
Облицовочная жидкость, для приготовления которой используется этилсиликат , содержащий в составе 32 или 40% SiO 2, наносится в несколько слоев. В процессе гидролиза суспензии принимает участие этиловый спирт. Каждый последующий слой облицовки обсыпается мелким промытым песком из кварца или порошком измельченного маршалита, высушивается, после чего цикл повторяется от 5 до 11 раз. Модельный состав вытапливается паром, горячей водой или прогревом.
Формирование формы занимает от 2 часов до 2 суток, в конечном результате получается твердая оболочка толщиной до 3 мм, после чего пресс-форма переходит на участок выплавки модели из формы методом разогревания в термическом шкафу при температуре +1200 С…+1500 С или в горячей воде 900 С. После удаления наполнителя форма помещается в опоку и засыпается сухим порошком из кварца, циркона, электрокорунда или магнезита.
На следующем производственном этапе подготовленная форма переносится в термическую печь для выжига остатков легкоплавкой массы и последующей закалки при температуре ~ 9000 С в течение 4 часов. После завершения прогрева форма заполняется расплавленным металлом, оставляется до охлаждения, отливок удаляется из литниковой системы, подвергается термической обработке и финишной очистке. Хранят модели в термостате или в холодной проточной воде.








Особенностью огнеупорной суспензии является изменение физического состояния облицовочного раствора при изменении рецептуры. Если в подготовленную чистую суспензию ввести водный раствор щелочи, то запускается процесс затвердения, благодаря которому появляется возможность получения основы для изготовления разъемной керамической формы.

Основные свойства титана
- Цвет: серебристо-белый
- Плотность: 4,54 г/см³
- Температура плавления: 1668°С
- Температура кипения: 3260°С
- Теплопроводность: 21.9 Вт/(м·К)
- Атомный номер: 22
- Атомная масса: 47,9
- Удельная теплота плавления: 358 кДж/кг
- Удельная теплоемкость (при 20°С): 0,54 кДж/(кг.°С)
- Модуль упругости: 112 ГПа
Механические свойства титана в большой степени зависят от содержания примесей, особенно Н, О, N и С, образующих с титаном твердые растворы внедрения и промежуточные фазы: гидриды, оксиды, нитриды и карбиды. Небольшое содержание кислорода, азота, углерода повышает твердость и прочность, но при этом значительно уменьшается пластичность, снижается коррозионная стойкость, ухудшается свариваемость, способность к пайке и штампуемость. Титан обладает высокими прочностью и удельной прочностью в условиях глубокого холода.
Технический титан хорошо обрабатывается давлением при 20-25°С и повышенных температурах. Из него изготовляют все виды прессованного и катаного полуфабриката (листы, трубы, проволоку, поковки и др.). Ковку проводят при температуре 1000-750°С, горячую прокатку – на 100°С ниже температуры ковки. Горячей прокаткой получают листы толщиной более 6 мм, листы меньшей толщины изготовляют холодной прокаткой или с нагревом до 650-700°С. Температура прессования 950-1000°С. Титан хорошо сваривается аргонодуговой и всеми видами контактной сварки. Сварной шов обладает хорошим сочетанием прочности и пластичности. Прочность шва составляет 90% прочности основного металла.
Титан плохо обрабатывается резанием, налипает на инструмент, что приводит к его быстрому износу. Для обработки титана требуется инструмент из быстрорежущей стали и твёрдых сплавов, малые скорости резания при большой подаче и глубине резания, интенсивное охлаждение. Недостатком титана является также низкая антифрикционность.
Титановые сплавы
Достоинством титановых сплавов по сравнению с титаном являются более высокие прочность и жаропрочность при достаточно хорошей пластичности, высокой коррозионной стойкости и малой плотности. Титан в виде сплавов является важнейшим конструкционным материалом в авиа- и ракетостроении, в кораблестроении. Самым распространённым в мире титановым сплавом является сплав Ti-6Al-4V, который в российской классификации имеет обозначение ВТ6. Для изготовления деталей методами порошковой технологии используют сплавы ВТ5, ВТ5-1, ОТ4, ВТЗ-1 и другие.
По технологии изготовления титановые сплавы подразделяются на деформируемые, литейные и порошковые. По механическим свойствам титановые сплавы подразделяются на сплавы нормальной прочности, высокопрочные, жаропрочные, повышенной пластичности. По способности упрочняться с помощью термической обработки они делятся на упрочняемые и неупрочняемые термической обработкой; по структуре в отожженном состоянии они классифицируются на а-, псевдо-а, а + р, псевдо-р и р-сплавы.
Применение титановых сплавов
- В авиастроении, ракетостроении: каркасные детали, обшивка, топливные баки, детали реактивных двигателей, диски и лопатки компрессоров, детали воздухозаборника, детали корпусов ракетных двигателей второй и третьей ступени и т.д.
- В судостроении: обшивка корпусов судов и подводных лодок, сварные трубы, гребные винты, детали насосов и др.
- В химической промышленности: реакторы для агрессивных сред, насосы, змеевики, центрифуги и др.
- В гальванотехнике: ванны для хромирования, анодные корзины, теплообменники, трубопроводы, подвески и др.
- В газовой и нефтяной промышленности: фильтры, седла клапанов, резервуары, отстойники и др.
- В криогенной технике: детали холодильников, насосов компрессоров, теплообменники и др.
- В пищевой промышленности: сепараторы, холодильники, ёмкости для продуктов, цистерны и др.
- В медицинской промышленности: инструмент, наружные и внутренние протезы, внутрикостные фиксаторы, зажимы и др.
Марки и классы титана
| Титановая губка | ||||
|---|---|---|---|---|
| ТГ-100 | ТГ-110 | ТГ-120 | ТГ-130 | ТГ-150 |
| ТГ-90 | ТГ-Тв |
| Титан технический | ||
|---|---|---|
| ВТ1-0 | ВТ1-00 | ВТ1-1 |
| Титановый литейный сплав | ||||
|---|---|---|---|---|
| ВТ14Л | ВТ1Л | ВТ20Л | ВТ21Л | ВТ3-1Л |
| ВТ5Л | ВТ6Л | ВТ9Л |
| Титановый деформируемый сплав | ||||
|---|---|---|---|---|
| АТ-6 | ВТ14 | ВТ15 | ВТ16 | ВТ20 |
| ВТ22 | ВТ23 | ВТ3-1 | ВТ5 | ВТ5-1 |
| ВТ6 | ВТ6С | ВТ9 | ОТ4 | ОТ4-0 |
| ОТ4-1 | ПТ3В | ПТ7М | ТС6 |
Традиционный процесс производства керамических оболочек
При традиционном способе производства керамических оболочек для литья по выплавляемым моделям испарение спирта из резервуаров с суспензией и сохнущих оболочек вынуждает устанавливать то или иное оборудование для улавливания и снижения выбросов
Необходимо соблюдать меры предосторожности при транспортировке и хранении суспензий на спиртовой основе, внедрить систему постоянного плотного контроля температуры и влажности в сушильных отделениях, а суспензия склонна превращаться в гель. В случае превращения суспензии в гель она становится бесполезной и подлежит утилизации наравне с другими отходами производства
Традиционные методы производства оболочек на водной основе лишены этих экологических и транспортных недостатков, но отличаются длительными периодами сушки. Однако разработка и внедрение латексных суспензий на водной основе сократили периоды сушки, приблизив их по этому параметру к оболочкам на спиртовой основе. Несмотря на преимущества нового подхода, переход к методам на водной основе до сих пор воспринимается как крупный коммерческий риск, и в настоящее время на него решилась лишь одна треть восточноевропейских / российских и украинских литейных компаний.
Изготовление пресс форм
Пресс-форма — это сложное инженерно-техническая конструкция, которая должна обеспечить качество получаемых отливок. По сути, это высокоточный инструмент, который состоит из нескольких частей, внутри которого имеются полости, куда поступает расплав. Форму устанавливают в узле, в котором происходит смыкание литейной машины. При каждом смыкании в форму подается расплав, затем он выдерживается под определенным давлением и по прохождении заданного по технологии времени происходит размыкание. Остывшие отливки попадают в приемное устройство.
Этот инструмент проектируют и изготавливают в несколько этапов.
- Анализ технического задания. На этом этапе заказчик передает в распоряжение исполнителя технические требования на будущую форму. В числе требований должны быть данные об условиях эксплуатации, в частности, должны быть указанные данные о материале, из которого будут выполнять отливки, программу выпуска на месяц, квартал или год. Исходя из полученных данных, проектировщики выполняют расчет оптимальных характеристик формы. Кроме этого, заказчик должен передать в распоряжение изготовителя либо чертежи на планируемое к выпуску изделие или образец.
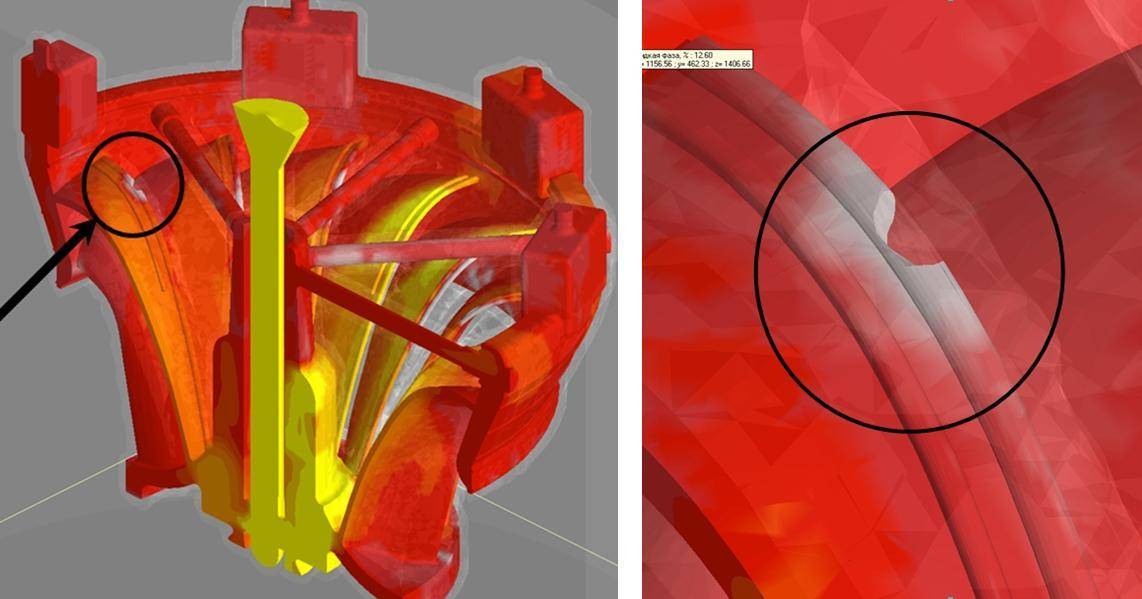
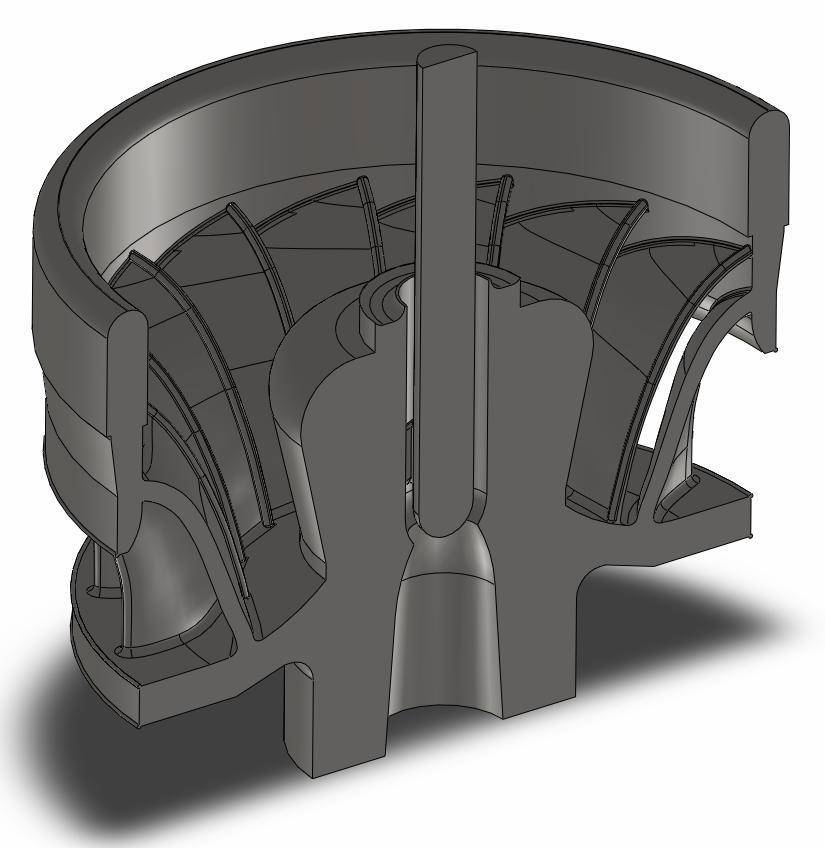
- На этапе проектирования проектировщики выполняют создание 3D-модели. Она поможет наглядно представить как она (форма) будет работать, как будет продвигаться материал. Современные программные средства позволяют смоделировать детальную работу всех узлов формы, температурные параметры и множество другой информации необходимой для создания рабочей документации. Следует отметить, что в распоряжении проектировщиков находятся программные средства, позволяющие повысить качество рабочей (конструкторской и технологической) документации, минимизировать ошибки и существенно ускорить процесс проектирования.
- Современные пресс-формы, по большей части производят на оборудовании, работающем под управлением компьютера. Это позволяет минимизировать участие человека в изготовлении элементов формы и соответствии сводит к нулю получение некондиционных изделий. Кстати, на серьезных производствах с успехом работают безбумажные технологии. То есть разработчик, после того, как спроектировал форму, с применением специальных программных комплексов в состоянии выполнить написание управляющих программ для станков с ЧПУ. После чего, она может быть отправлена на станок по заводской ЛВС.
- После производства опытной формы, заказчик проверяет качество полученной отливки и принимает решение о производстве серийной формы.
Для производства пресс-форм используют легированные и инструментальные сплавы. Их использование позволяет выпускать продукцию, которая может выдержать десятки тысяч смыканий-размыканий.
Область использования титановых сплавов
Титан обладает отличными конструкционными качествами: он прочный (вдвое крепче алюминия), легок (практически вдвое легче стали), упруг, не поддается коррозии, отлично выдержит напряжения растяжения, сжатия и сворачивания. От широкого использования легкого и крепкого металла сдерживает его большая цена и сложность обработки. Из титаного сплава делают очень ответственные высоконагруженные детали в космической отрасли — там, где небольшой вес важнее большей стоимости. Это как детали планера самолета, так и детали мотора — крыльчатки нагнетателей и воздухозаборники.

Область использования титановых сплавов
Титан также повсеместно используется в изготовлении вооружений — от деталей огнестрельного оружия и бронежилетов до корпусов подводных лодок, выдерживающих погружение на рекордные глубины в 1000 метров.
В нефтегазовой отрасли литье титановых сплавов используется для производства труб и арматуры запорной для установок нефтегазодобычи, нефтепроводов и нефтегазоперерабатывающих заводов.







Прокат и литье из титаного сплава применяется также для изготовления деталей дорогих и гоночных автомобилей и байков, велосипедов и часов.
Благодаря физиологической инертности из титановых сплавов делают также зубные и костные протезы.
Специфика схем отливки
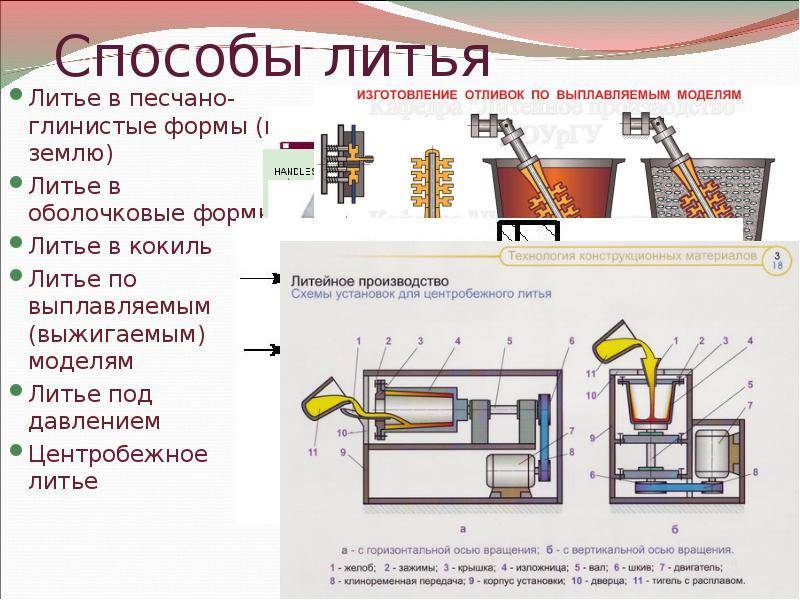
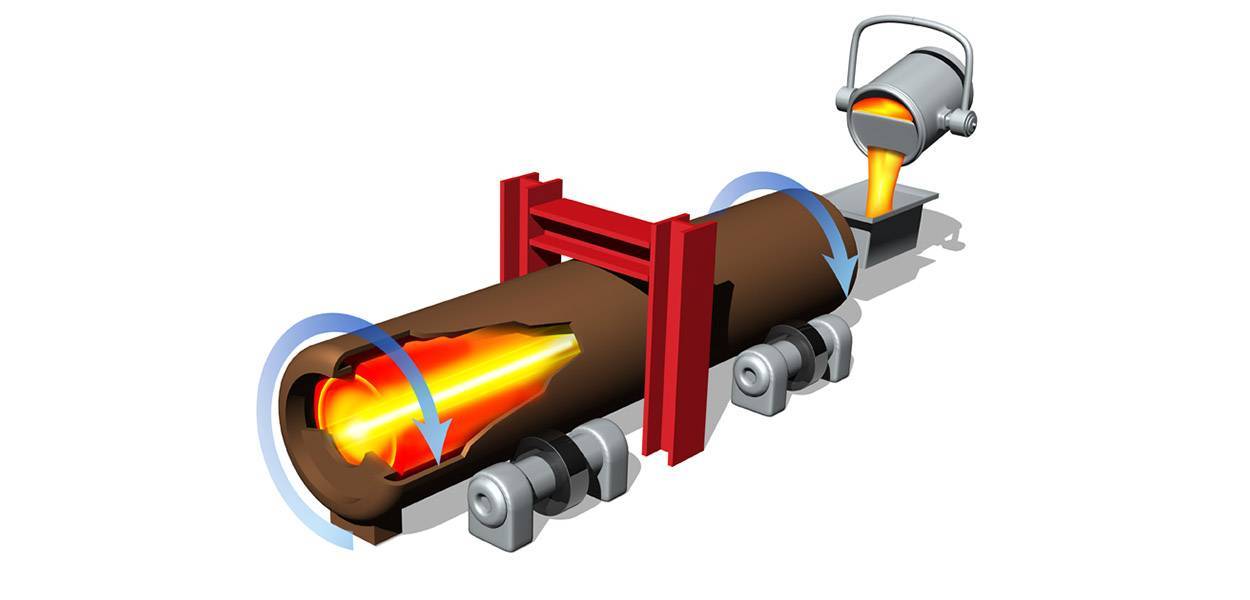
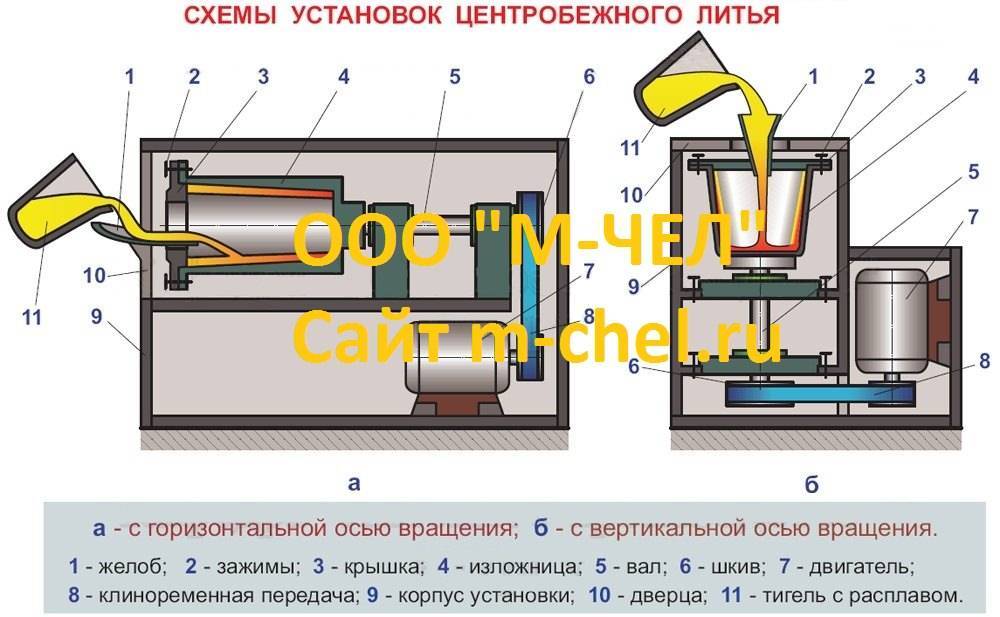
Формы разового применения предполагают обычную формовку. При этом заливка осуществляется, когда форма находится на центробежной машине. Крутящий момент позволяет создать центробежную силу, которая и обеспечивает высокую плотность и качество отливки. При этом сами формы производятся по той же технологии, что используются и в стандартной стационарной технологии литья.
У каждой из выбранных схем литья есть свои достоинства и ограничения. Выбирать конкретную схему стоит только в зависимости от конструкции детали
При этом важно учитывать экономическую целесообразность производства. Считается, что наиболее экономичной будет схема заливки металла в металлическую форму
Данный метод гарантирует достойное качество отливки.
Литье по выплавляемым моделям — описание технологии, использование в домашних условиях
Не всегда возможно изготовить требуемую стальную деталь методом штамповки или при обработке на токарном станке. В особенности это касается тонкостенных заготовок сложной формы. В таком случае применяется литье по выплавляемым моделям. Описание технологии будет полезно не только для общего развития – она может быть адаптирована для работы в домашних условиях.
Общая схема
Принцип литья по моделям заключается в предварительном изготовлении формы, которая после определенной обработки заливается металлом. Но для начала необходимо определиться с основными этапами этого процесса.
Обобщенная технологическая схема
Первое, что предшествует литью – изготовление формы. В заводских условиях для этого используют разъемные алюминиевые изложницы. Их конфигурация соответствует форме будущей заготовки, но имеет большие габариты. Обычно части изложницы изготавливают методом прессования алюминиевых заготовок.
Модель
В качестве материала изготовления первичной формы используют материал с низкой температурой плавления: парафин, стеарин, воск или этилцеллюлоза. При этом температура заливки не должна превышать 100°С. В твердом состоянии модельный состав обладает достаточной степенью пластичности, чтобы заполнить все пространство изложницы.
| Модельный состав | Условные обозначения | Температура заливки, °С |
| Парафин-стеарин | ПС 70-30 | 65-80 |
| Парафин-стеарин | ПС 50-5и | 75-80 |
При сложной конфигурации изделия могут быть изготовлены несколько моделей, которые соединяются между собой путем незначительного нагрева торцевых частей.

Заполненная изложница
Форма
Поверх модели наносят специальный состав на основе керамики. Для лучшей термической сопротивляемости она обсыпается мелкозернистым песком с добавлением циркония. В зависимости от габаритов изделия этот процесс может повторяться от 3 до 7 раз. Минимальная толщина керамической формы должна составлять 7 мм.

Обработка керамическим составом
На этом этапе важно соблюдать следующие условия:
- Равномерное распределение состава по всей поверхности модели.
- Отсутствие внутренних пустот. Они приведут к неправильной конфигурации изделия.
- Критическая температура, при которой форма не изменит своих габаритов, должна быть больше, чем температура расплавленного металла. Обычно это от 900 до 1200°С.
По окончании формирования необходимо сделать отверстия для удаления парафинового материала. Формы помещаются в печь, где под воздействием высоких температур происходит испарение парафина. В случае надобности проводится дополнительный дожег керамической формы.


![Литье по выплавляемым моделям [1986 телесов м.с., ветров а.в. - изготовление и ремонт ювелирных изделий]](https://101benzopila.ru/wp-content/uploads/d/b/6/db61d947a57520f1589caa2c470c3c42.jpeg)



Готовая отливка
Основной проблемой литья по выплавляемым моделям в домашних условиях является частое появление дефектов формы при заливке в нее расплавленного металла. Поэтому предварительно ее поверхность нагревается до температуры заполняемой массы. При этом термическая обработка должна быть сделана равномерно по всей поверхности керамической заготовки.
В ранее сформированную горловину заливают металл. Остывание происходит при комнатной температуре. Не допускается принудительное остывание изделия.

Заливка металла
По истечении 4-6 часов можно удалить поверхностную керамическую оболочку. В промышленных условиях для этого используют вибрационную машину. Основательный этап – отсечение литника. В дальнейшем изделие может подвергаться обработке сжатым воздухом, пескоструйной шлифовке.
Области применения
Общее описание технологии не дает представление о практическом применении этой схемы. В настоящее время она используется в машиностроении и при изготовлении сложных конструкций. Учитывая высокую точность получаемых деталей и относительно низкую себестоимость их изготовления, литье по выплавляемым моделям активно применяется в следующих областях:
- Машиностроение, судостроение и приборостроение. Применяется относительно недавно, так как при изготовлении были проблемы с качеством сформированной формы. Появление этилсиликата позволило добиться требуемых показателей термической устойчивости и вязкости.
- Ювелирная промышленность. Так как температура плавления золота, серебра и бронзы значительно ниже, чем у стали – требования к качеству керамических заготовок дают возможность делать литье в домашних условиях.
- Зубопротезирование.
Ярчайшими примерами применения метода воскового литься являются памятники Санкт-Петербурга – Петру Первому и «Укротитель коней», установленный на Аничковом мосту. Соблюдение технологии и применение соответствующих составов позволяет добиться изготовления деталей, ювелирных украшений, произведений искусства высокой точности.
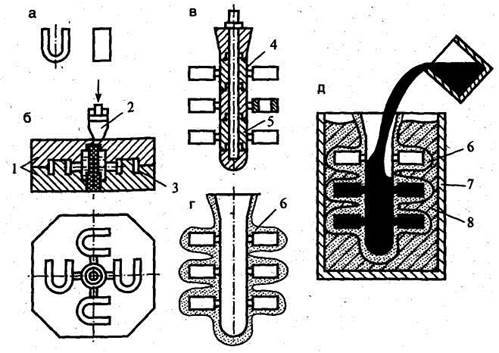
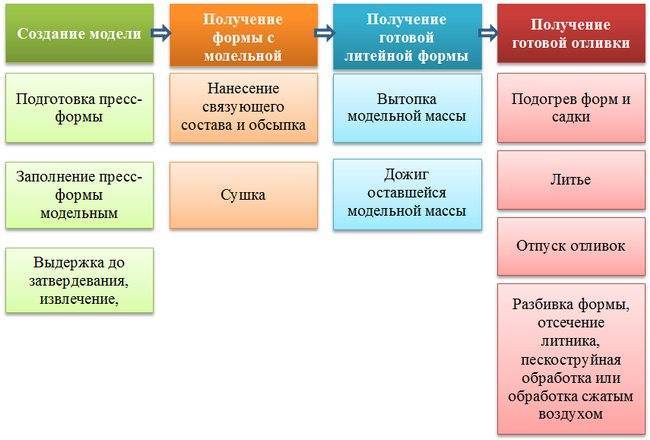
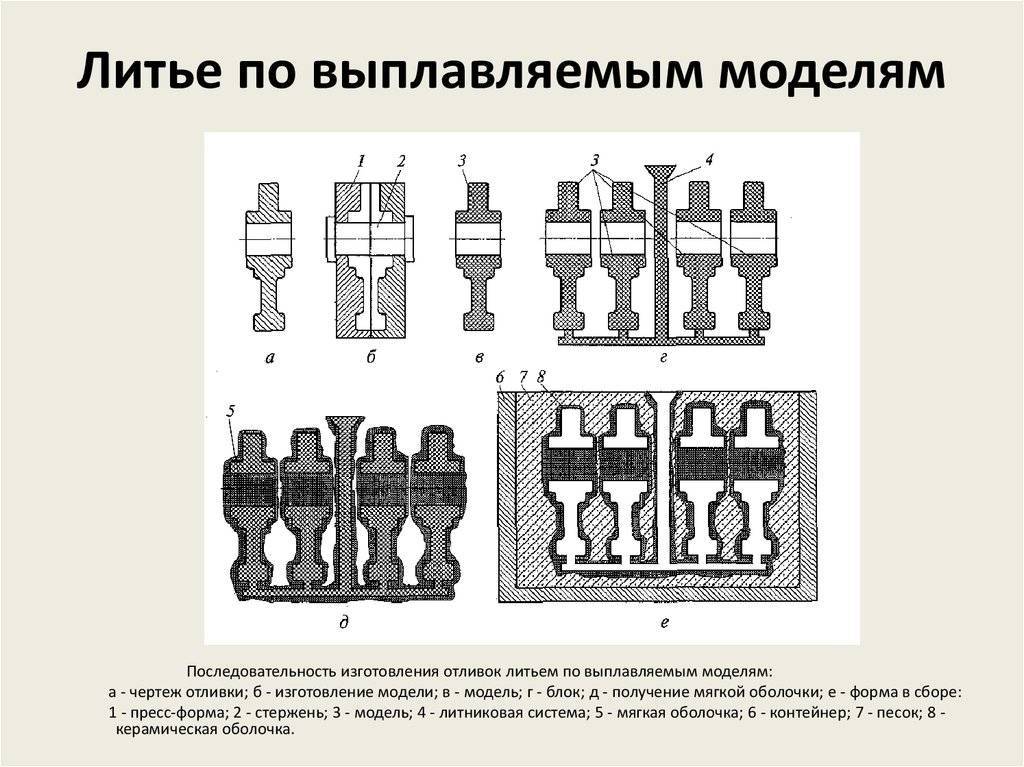
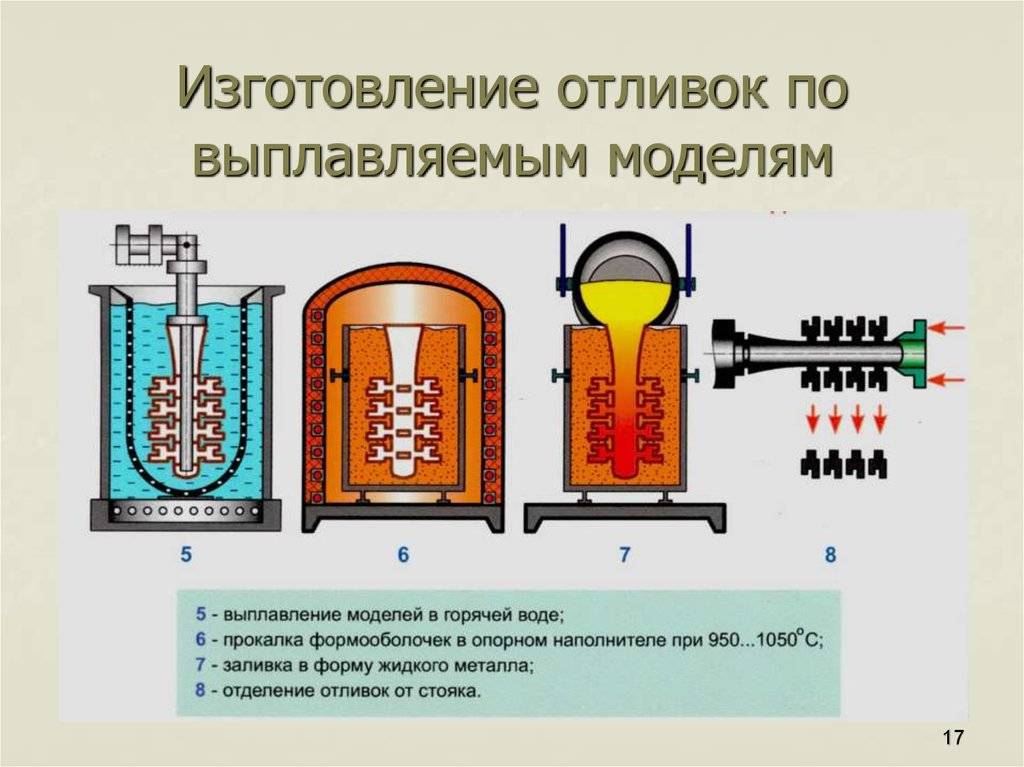
Техпроцесс литья по выплавляемым моделям
Технология литья по выплавляемым моделям состоит из нескольких этапов:
- Создание модели для литья.
- Получение формы с изготовленной модели.
- Получение литейной формы.
- Изготовление готовой отливки.

Литье титана по выплавляемым моделям
Создание модели
Для изготовления первичной формы применяют материалы, обладающие низкой температурой плавления. Чаще всего применяют парафины, воск и пр. То есть те вещества температура плавления не превышает 100 градусов, например, состав ПС 70 – 30. При такой температуре парафин в состоянии всю изложницу. Так, называют деталь, в которой изготавливают литейную форму.
После того как модель обрела необходимую твердость можно приступать к изготовлению литейной формы. Для этого используют состав, выполненный на основании керамики. Форма должна иметь определенную стойкость к температурным воздействиям. Для этого, на поверхность модели наносят песок мелкой фракции, для повышения характеристик формы в песок добавляют цирконий.

Песок мелкой фракции
Процесс нанесения песка может повторяться от 3 до 7 раз. Оптимальная толщина такого покрытия может составлять порядка 7 мм.
На этом этапе необходимо обеспечить выполнение следующих условий:
- Распределение состава по поверхности модели должно быть равномерным.
- Нельзя допускать появление внутренних пустот. Их наличие может привести к ошибкам в конфигурации отливки.
- Форма должна выдержать температуру, которая должна быть выше чем температура металлического расплава. Она должна находиться в диапазоне от 900 до 1200 градусов.
- После того как формирование будет прекращено, необходимо проделать отверстия, через которые будет происходить удаление парафина.
- По окончании всех работ, связанных с получением формы, ее помещают в печь. В ней происходит испарение парафина и происходит дополнительный дожиг формы.
Процесс получения отливки
Перед началом литья расплавленного металла по выплавляемым моделям необходимо форму прогреть до определенной температуры. Нагрев должен быть выполнен равномерно по всей форме.








Для литья выплавляемым моделям в форме необходимо заранее подготовить горловину заготовки. В ранее сформированную горловину заливают металл. Остывание должно происходить естественным путем. Принудительное остужение недопустимо.

Процесс литья по моделям
Через 5 – 6 часов по окончании отливки можно удалить оболочку. В заводских условиях для этого применяют вибрационный стол. После того деталь направляют на механическую обработку. То есть, отсекают литник, зачищают облой, если таковой имеется. Для этого применяют ручной и механизированный инструмент. Кстати, один из эффективных способов приведения детали в соответствии с требованиями конструкторской документации является пескоструйная обработка.





