

Обобщаем и закольцовываем
Сваркой называется процесс формирования неразъединимых соединений поверхностей разных конструкций.
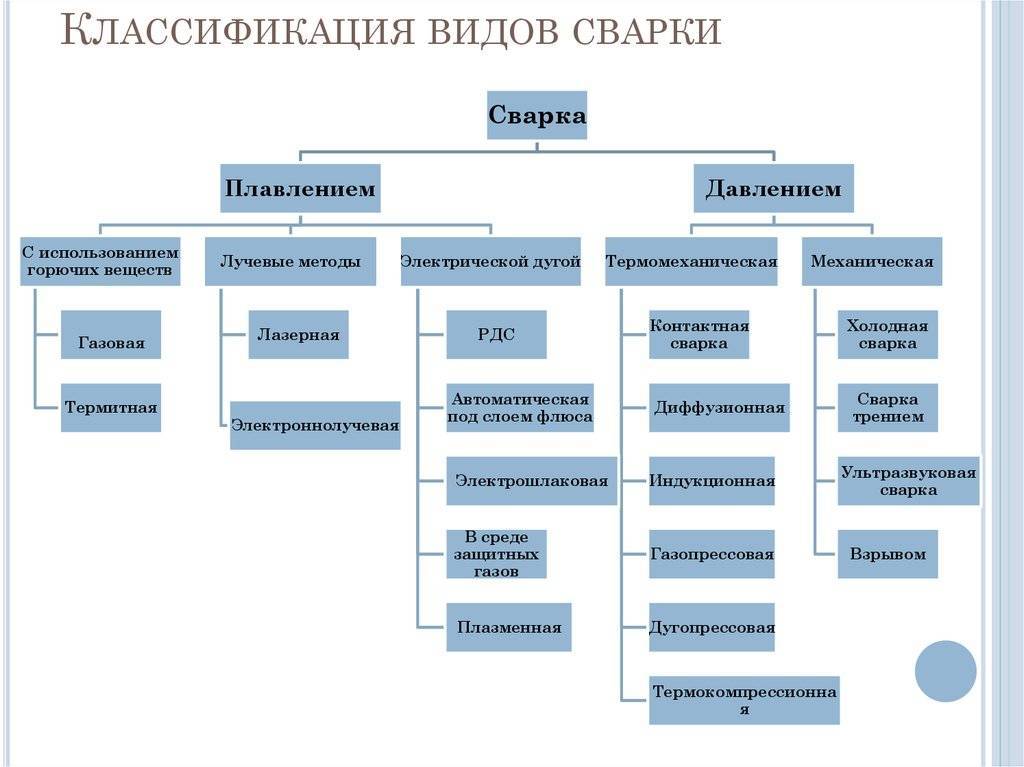
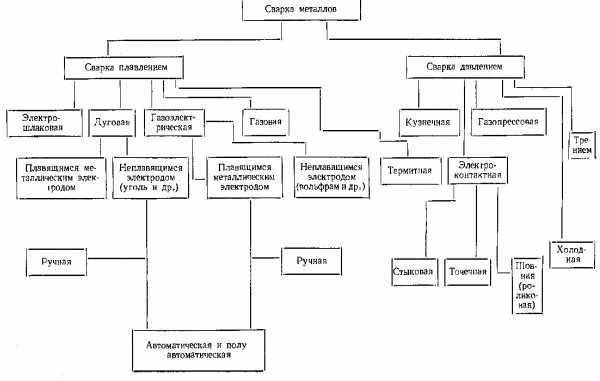
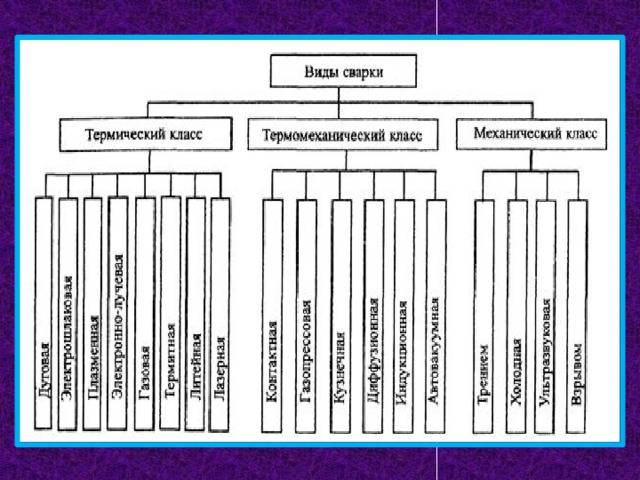
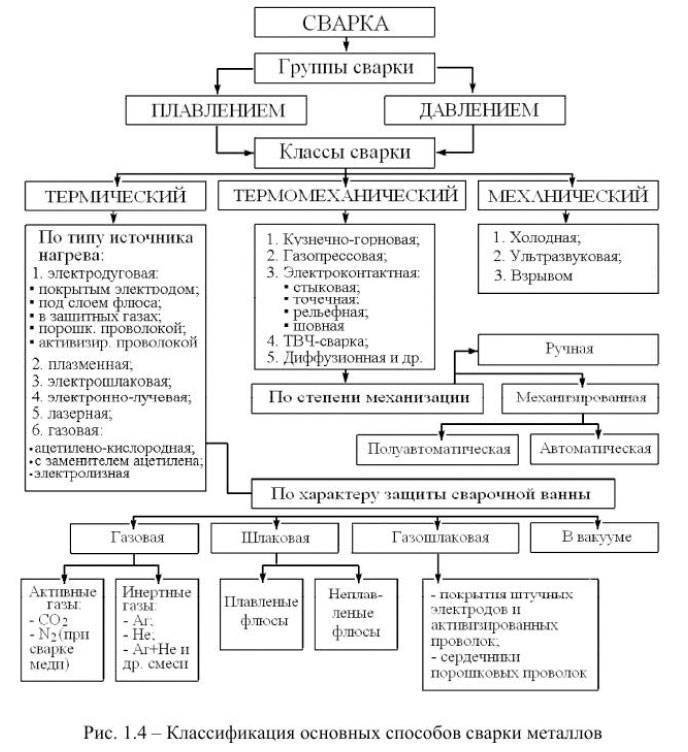
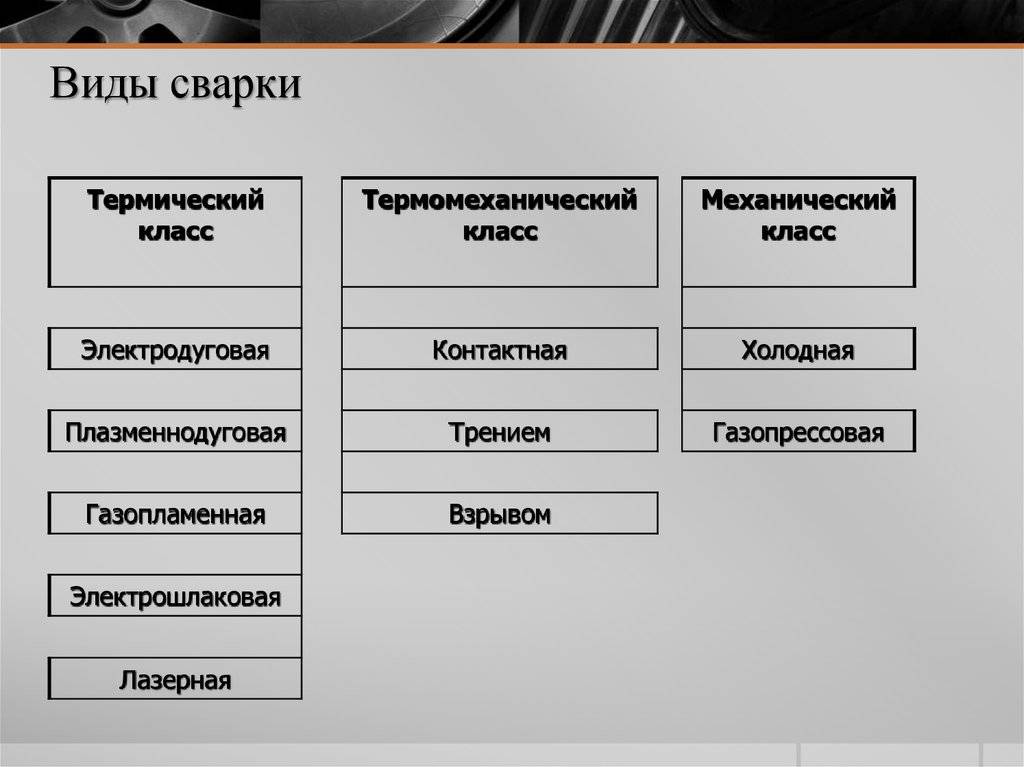
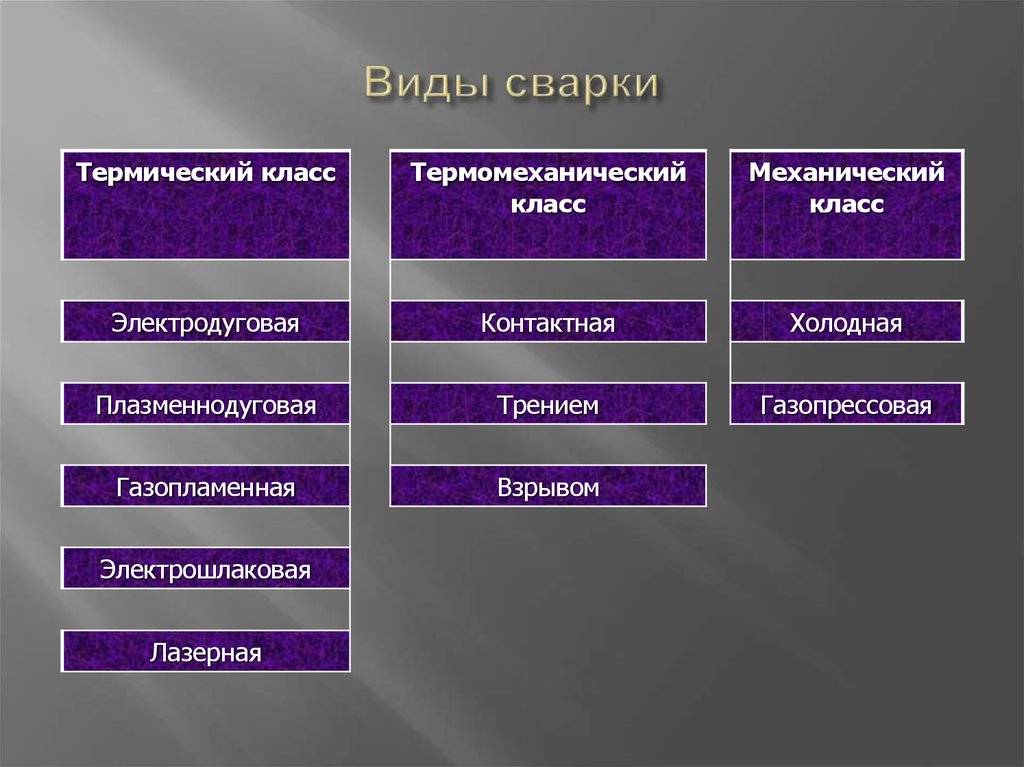
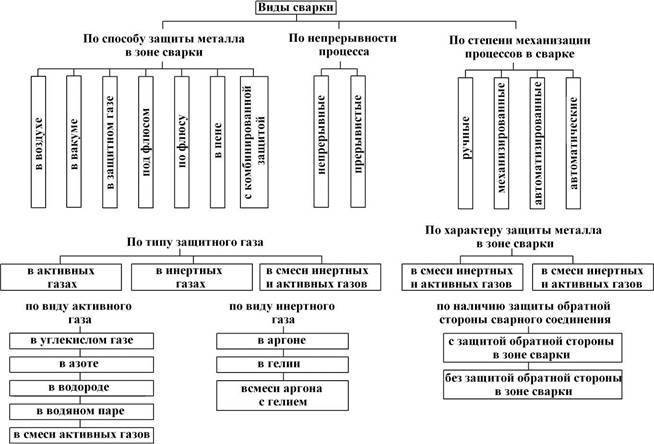
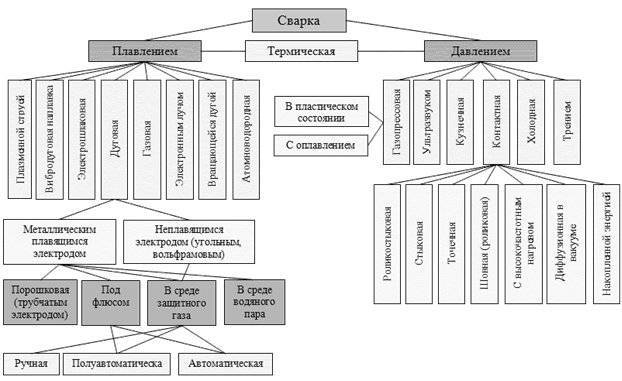
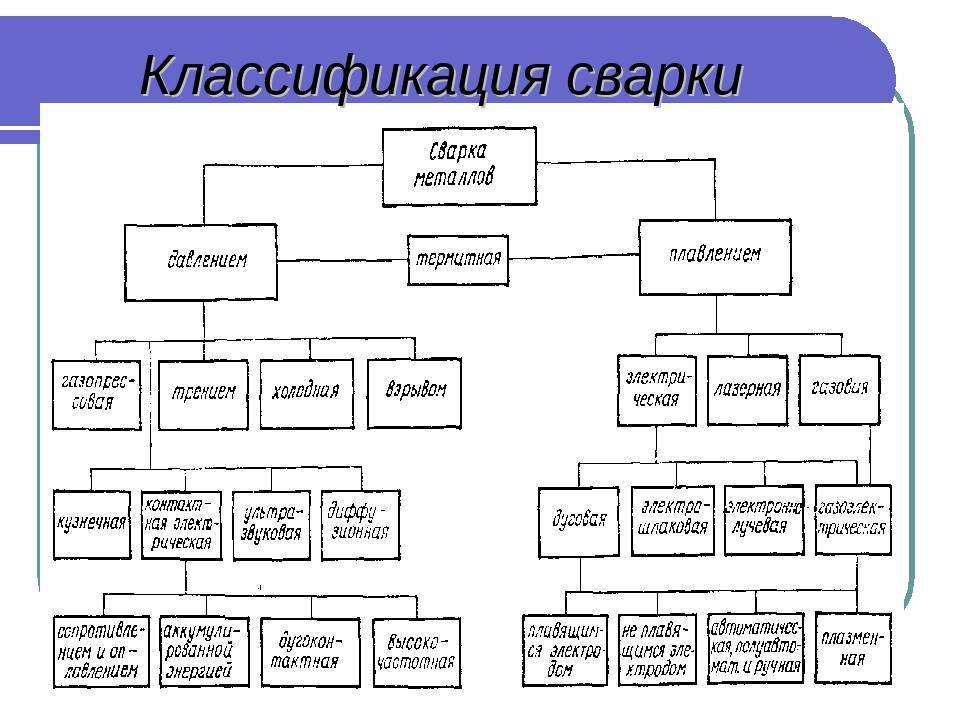
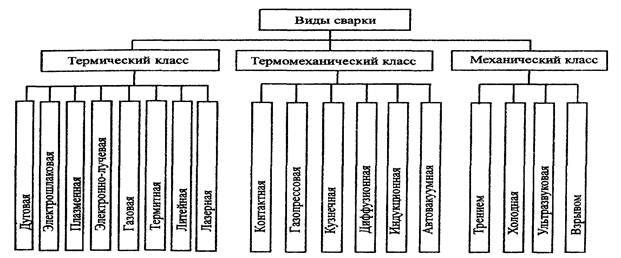
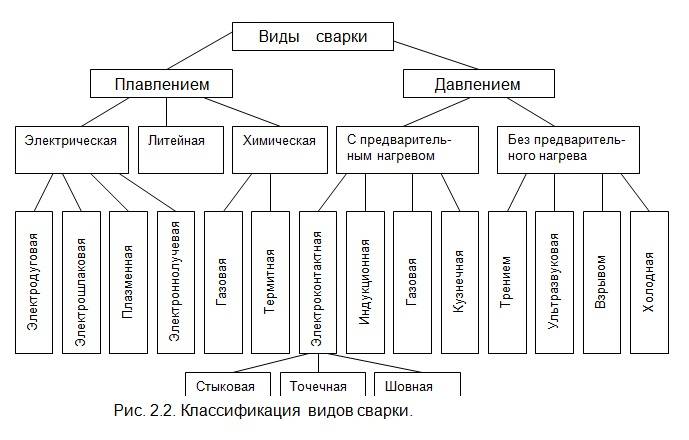
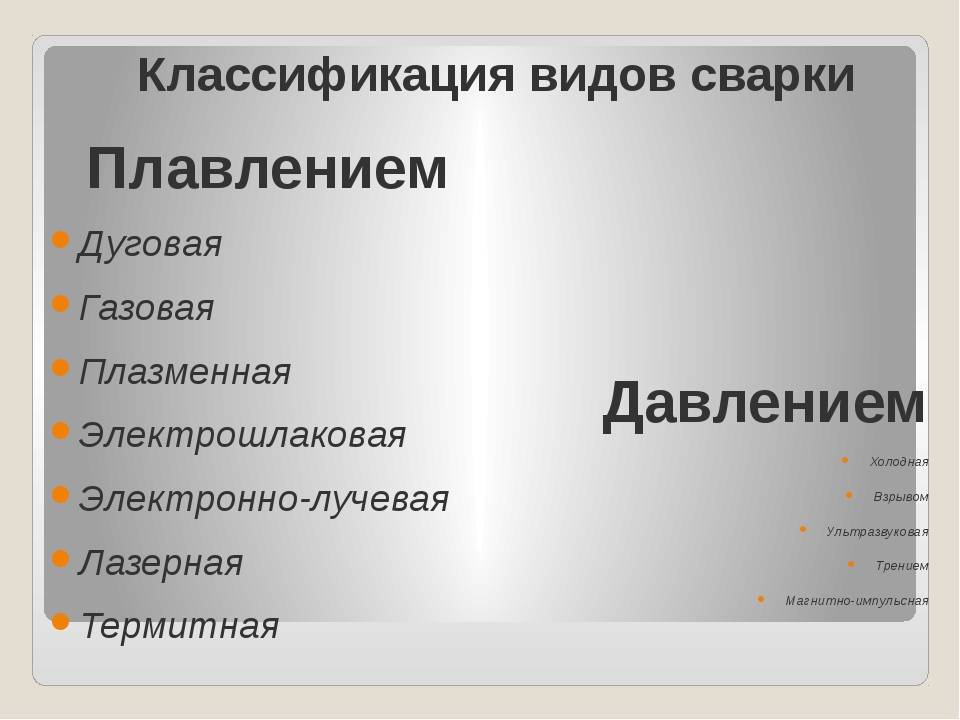
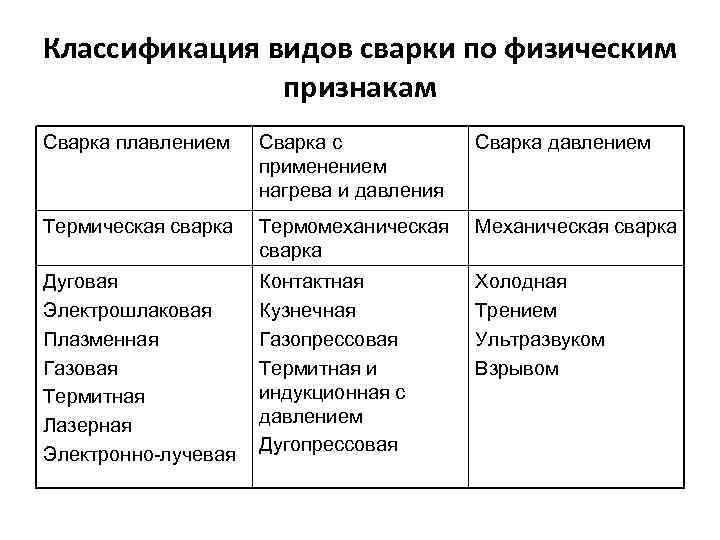
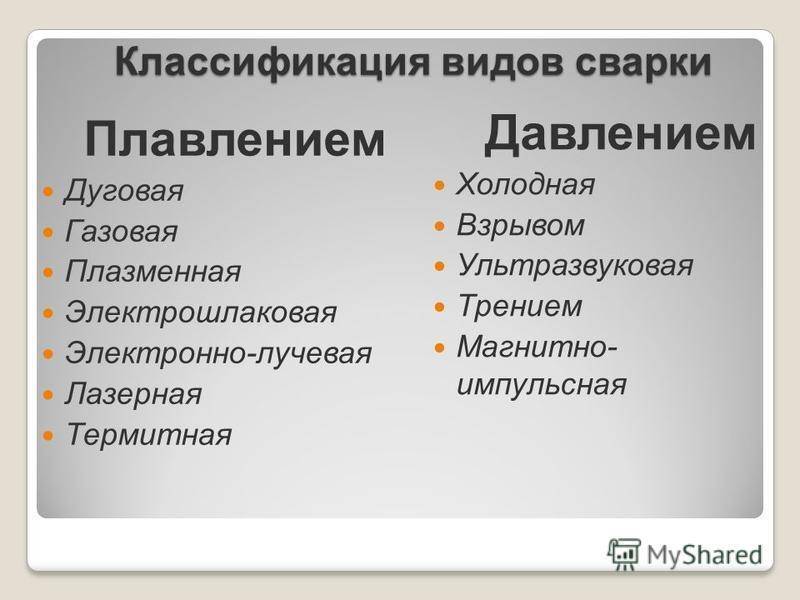
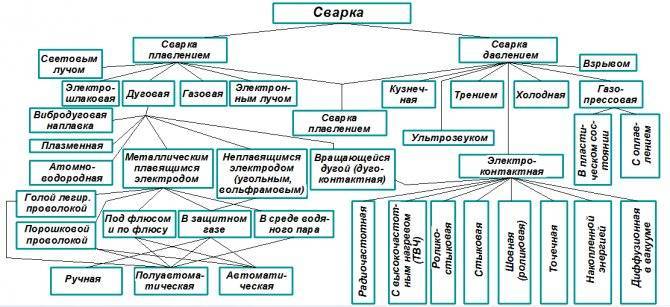
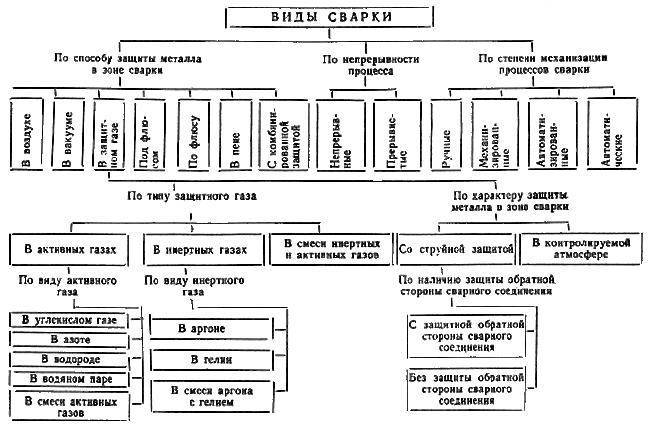
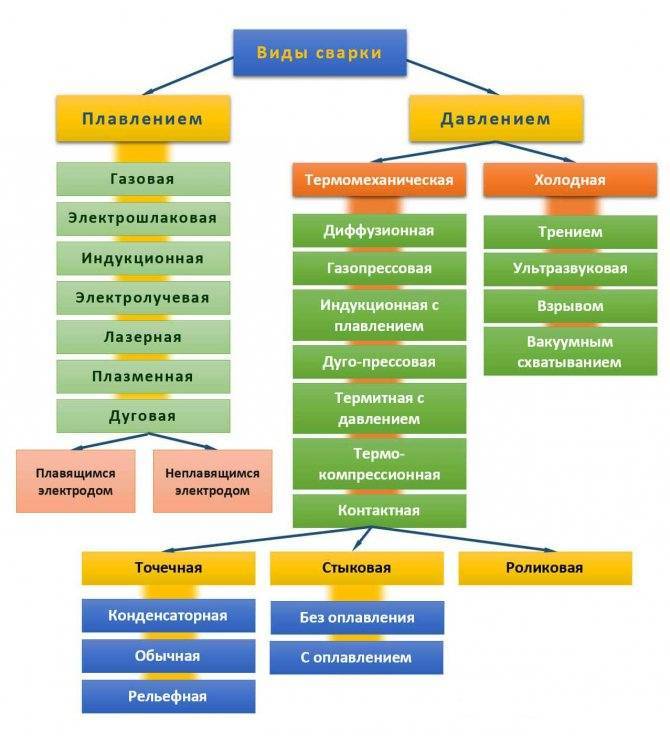
Сначала все виды и способы сварки делятся на три мощных класса с точки зрения физики:
- Термический (греем и плавим)
- Механический (трем, давим, толкаем и пр.)
- Термомеханический (греем и давим одновременно)
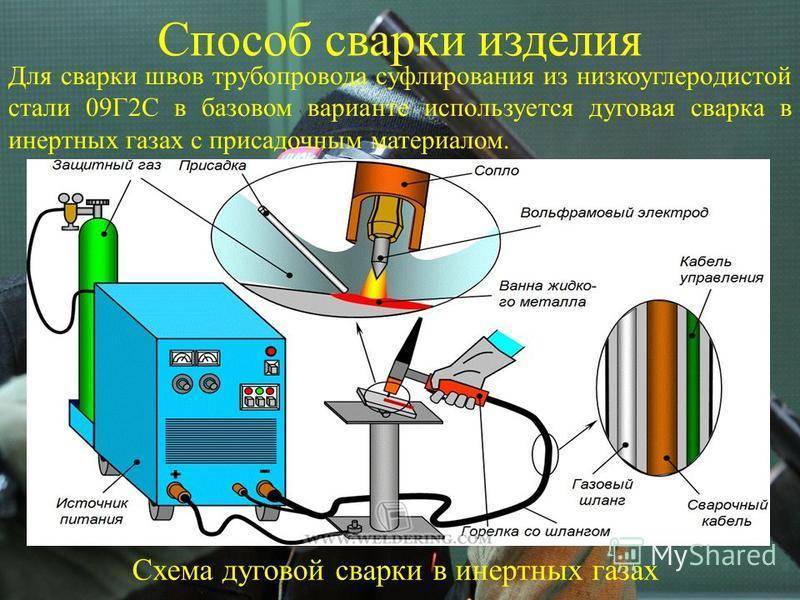
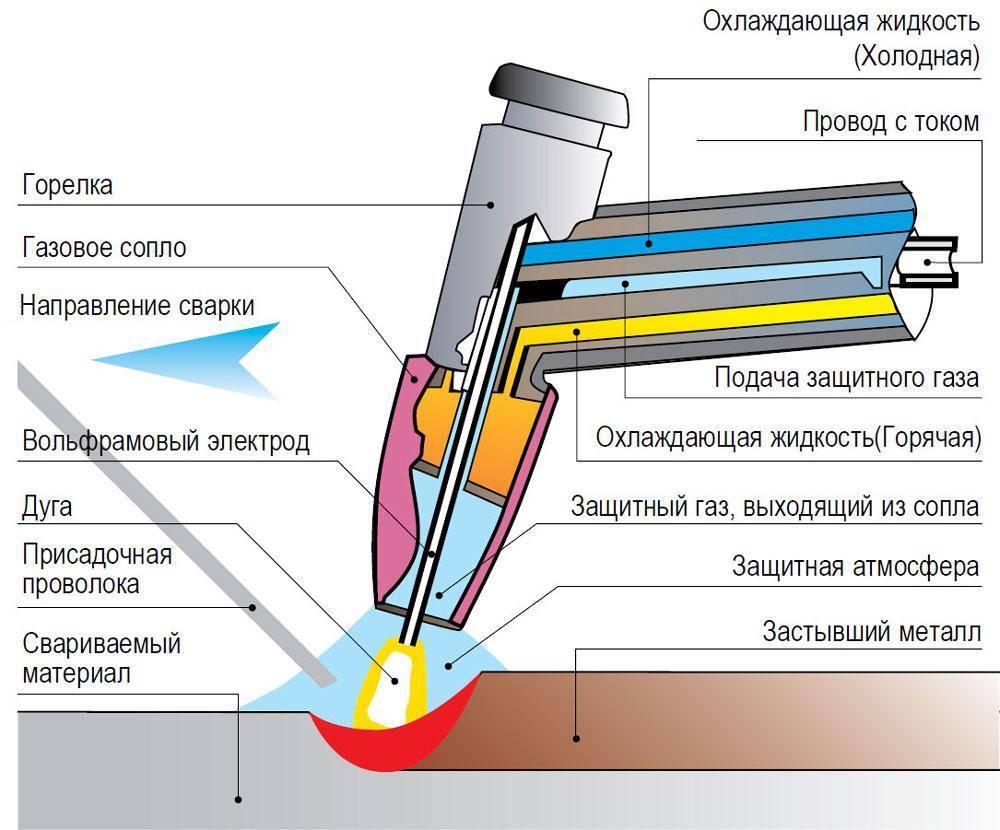
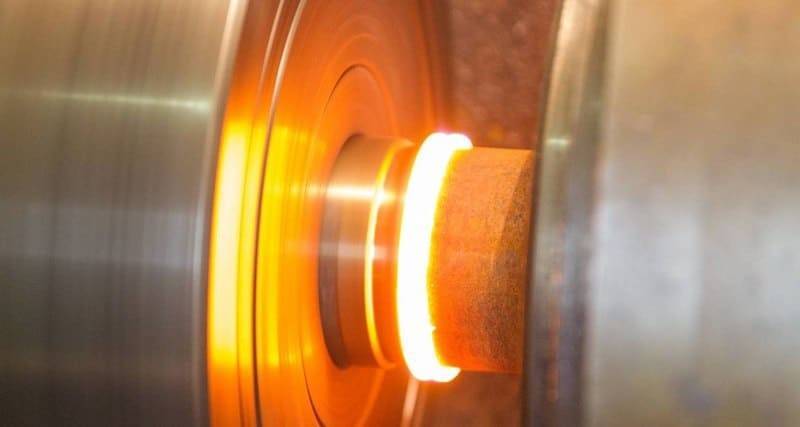
Аргонодуговая сварка алюминия.
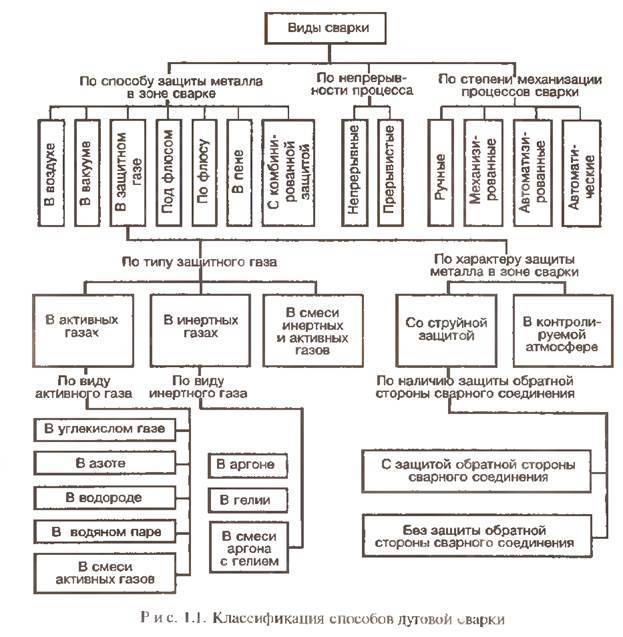
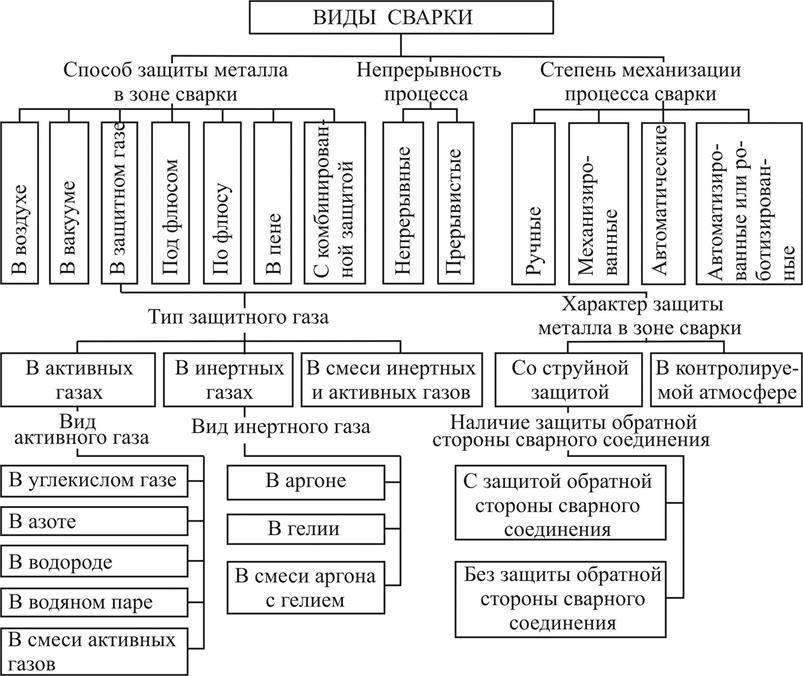
Внутри этих классов методы можно группировать как угодно:
- с дугой или без дуги;
- с газом или без него, можно с дугой и газом вместе;
- ручные или автоматические. Или полуавтоматические;
- какие виды сварочных электродов используешь;
- все виды контактной сварки;
- виды сварок металла или наоборот, полимеров;
- и так далее, список вариантов длиннейший.
Главное – узнавать, пробовать, учиться и двигаться вперед к профессиональным вершинам. Не забывать читать обзоры, нужно быть в курсе. Нам на месте стоять нельзя. Желаем чистого металла, хороших заказов и рабочего настроения.
https://www.youtube.com/watch?v=ocJFw1HwOpw
Термомеханический класс сварки
Комбинированными видами соединяют небольшие детали, если другими способами невозможно создать качественный шов. К термомеханическому классу относят следующие виды сварки:
- кузнечную;
- контактную;
- диффузионную.
Кузнечная
Этим способом соединяли железные заготовки задолго до изобретения современных классов сварки. Заготовки нагревают в горне, кладут одна на другую, скрепляют ударами молота. Механизированный подвид, когда заготовки сдавливаются прессом, называют прессовой сваркой.
 Принцип кузнечной сварки
Принцип кузнечной сварки
Качество соединения зависит от опытности мастера. Перечень металлов, которые можно сваривать этим методом, ограничен видами с хорошей пластичностью. Из-за малой производительности и низкой надежности соединения кузнечный вид сварки применяется редко.
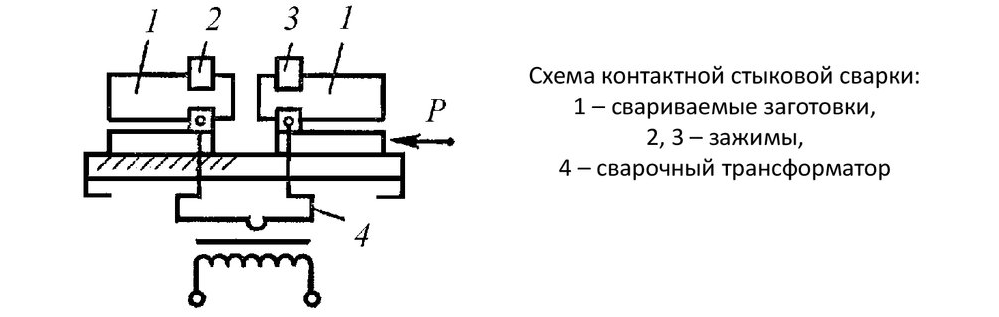
Контактная
Металл нагревают током, проходящим через место соприкосновения заготовок, затем сжимают или осаживают. Этот вид легко автоматизируется, поэтому широко используется на предприятиях машиностроительной отрасли в составе роботизированных комплексов.
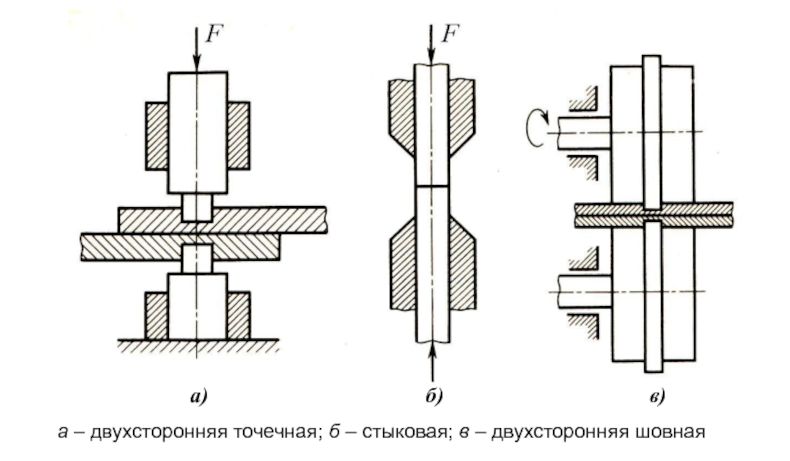
В зависимости от решаемых задач контактный вид сварки выполняют как:
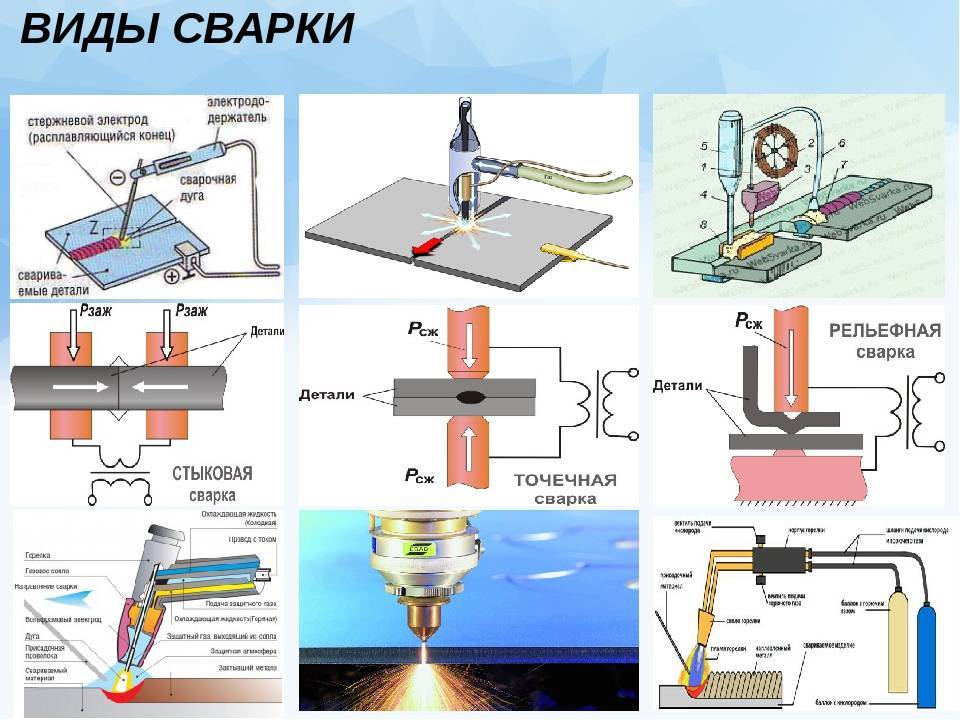
- Точечную, зажимая детали между электродами. После подачи тока в месте сдавливания образуется точечное соединение.
- Стыковую с нагревом всей площади соприкосновения.
- Рельефную с предварительным нанесением выступов (рельефов) на соединяемые плоскости. После подачи тока рельефы деформируются, поверхность выравнивается.
- Шовную, когда детали соединяют внахлест роликовыми электродами.
Диффузионная
Технология основана на взаимном проникновении (диффузии) атомов материалов, если их плотно прижать один к другому. При нагреве скорость обмена частицами увеличивается. Сварку проводят в вакуумной камере или среде инертного газа. Детали сжимают с усилием не меньше 20 МПа, поверхностные слои нагревают электротоком до температуры близкой к точке плавления. Для надежного сцепления заготовки оставляют в этом положении на некоторое время, не отключая ток.

Виды сварочного оборудования
Специалисты используют механизмы следующих разновидностей:
- Сварочные трансформаторы. Своеобразная классика среди сварочных аппаратов. Трансформатор – надежный и простой прибор. Работая им, можно соединять толстые стальные листы, ведь силы сварочного тока трансформатора для таких целей вполне достаточно. Трансформатор преобразуется напряжение сети в низкое. Сейчас инверторы встречаются намного чаще, чем трансформаторы. Тем не менее, бывалые сварщики по-прежнему ценят трансформаторы. Это оборудование используется для ручной дуговой сварки с электродами. Большой вес и немалые габариты, из-за которых с перемещением возникнут сложности, считаюся недостатками. Неопытные сварщики могут также столкнуться с нестабильным горением дуги.
- Сварочный инвертор. Сварочный аппарат нового поколения, с которым могут работать сварщики-новички. Компактность, много параметров и хороший выбор агрегатов на рынке — вот основные достоинства инвертора. Инверторы, которые предназначены для сварки в среде защитных газов, называют полуавтоматами. Функции «форсаж дуги», «горячий старт» и «антизалипание» есть почти во всех современных инверторах.
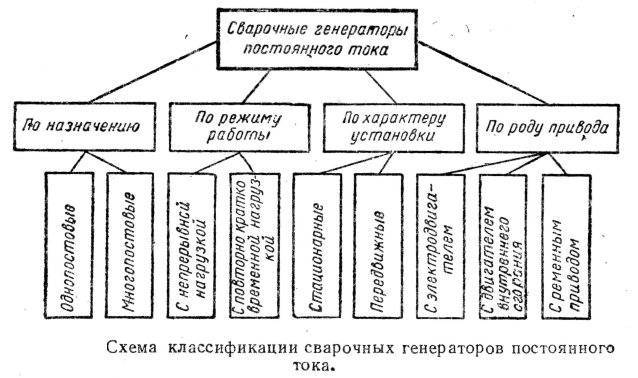
- Сварочные генераторы. Инвертором можно осуществить несложный ремонт и быстро приварить небольшую деталь, но без электроэнергии он полностью бесполезен. Бензиновый или дизельный генератор решает эту задачу, обеспечивая автономное электроснабжение, что актуально при строительных работах в той местности, где нет электрической сети. А сварочный агрегат – это генератор и сварочный аппарат в одном корпусе. То есть, для работы с оборудованием сварки необязательно наличие электросети. Прибор работает на одном топливе. Он недорогой и компактный, к тому же качество швов, получаемых при использование генераторов достаточно высокое. Но чтобы использовать аппарат в полной мере, потребуется купить выпрямитель.
- Сварочные выпрямители. Оборудование называют классикой сварного дела наравне с трансформаторами. Выпрямители преобразовывают переменный ток в постоянный, который затем используется для создания сварного шва. В этом и есть их особенность. Обычно оборудование такого типа состоит из силовой части и выпрямительного блока, а также защитных, пусковых и регулировочных элементов.
- Сварочные автоматы дуговой сварки. Достоинство выпрямителей – надежность и мощность. Отсутствие электроники снижает вероятность поломок. При желании такой аппарат можно собрать в домашних условиях.
- Сварочные автоматы. Автоматика позволяет значительно уменьшить трудовые затраты. Автомат также помогает работнику контролировать правильность создания шва. Электроды при автоматической сварке не требуются, вместо них используется присадочная проволока, которая подается автоматически в рабочую область.
Ключевые преимущества
К положительным качествам стальных конструкций относятся:
- Увеличенная несущая способность. При небольших размерах конструкция выдерживает высокие нагрузки. Это объясняется увеличенной прочностью металла.
- Повышенная надежность. На предварительных этапах производятся точные расчеты, что помогает получить требуемые рабочие характеристики.
- Легкость установки и перевозки. Металлические элементы намного легче бетонных или каменных.
- Целостность металла или швов, позволяющая формировать герметичные трубопроводы и резервуары.
- Возможность сборки конструкций как в промышленных условиях, так и в быту.
- Удобство использования. При повышении нагрузок изделия можно усиливать. Они легко подвергаются реконструкции и ремонту.
Плазменное оборудование
Такой тип сварочных аппаратов быстро набирает популярность среди производственных предприятий машиностроения, судостроительных заводов, коммунальных и ремонтных служб, рекламных агентств. Этому способствуют компактность, малые энергозатраты и безопасность в работе.
Устройства бывают струйными или дуговыми.
Они делятся на:
- микроплазменные для обработки заготовок малой толщины;
- модели, работающие на средних и больших токах.
Плазма в аппарате получается при использовании воздуха, водяного пара, а также газов:
- кислорода;
- водорода;
- азота;
- аргона.
Сопло охлаждается и удаляется окалина с кромки металла с помощью газового или водяного потока. Для резки доступны материалы толщиной до 200 мм.

К преимуществам плазменных аппаратов относят:
- скорость резки и сварки;
- точность швов и резов;
- не надо покупать дополнительный баллон для газов;
- во время работы оператор находится в безопасности;
- дуга все время стабильна;
- доступность ручного и автоматического режима;
- заготовка при выполнении операции не деформируется;
- возможность работы в труднодоступном месте;
- редко ломается, прост в обслуживании.

Личностные качества профессии газосварщик
Для выполнения работы специалист должен обладать следующими чертами характера: ответственность, внимание к деталям, аккуратность, исполнительность, терпеливость, трудолюбие, упорность в достижении поставленного результата. Кроме того, к работе не могут быть допущены лица с аллергией, вредными привычками, плохой выносливостью, слабым зрением
Работодатель может отказать в трудовой деятельности и тем, у кого наблюдаются проблемы с сердцем и легкими, неустойчивой психикой, остеохондрозом, радикулитом
Кроме того, к работе не могут быть допущены лица с аллергией, вредными привычками, плохой выносливостью, слабым зрением. Работодатель может отказать в трудовой деятельности и тем, у кого наблюдаются проблемы с сердцем и легкими, неустойчивой психикой, остеохондрозом, радикулитом.
Поскольку газосварщик работает на тяжелом производстве, он должен следить за своим здоровьем и проходить медицинские комиссии.
Механический класс сварки
Эти виды сварки выполняют за счет энергии трения, взрыва, давления, ультразвука. При их воздействии выделяется тепло, достаточное для плавления материала.
Трением
Технология входит в список перспективных разработок. Одну из соединяемых заготовок крепят неподвижно, другая, прижатая к ней, вращается. Подробная классификация сварки трением включает следующие подвиды:
- С перемешиванием выполняется на оборудовании, оснащенном инструментом вращения с двумя элементами ― основанием (бурт) и наконечником (пин). Соединение создается методом выдавливания с последующим перемешиванием.
- Радиальной стыкуют трубы, помещая вращающееся кольцо между торцами.
- Штифтовой заделывают небольшие сквозные повреждения. На месте дырки просверливают круглое отверстие, в которое вставляют вращающийся штифт из такого же металла что и основной.
- Линейная выполняется без вращения. Заготовки трут одна о другую пока не начнут плавиться стыкуемые поверхности, затем повышают усилие сдавливания.
- При инерционном виде сварки заготовки двигают за счет энергии предварительно раскрученного маховика.
 Метод сварки трением с перемешиванием
Метод сварки трением с перемешиванием
Холодная
В основу технологии заложен принцип сжатия деталей пуансонами с усилием 1 — 3 ГПа. Точечную сварку проводят стержнями, шовную роликами. Пуансон вдавливают в заготовку до образования пластической деформации, что способствует появлению межатомных связей и созданию соединения между деталями. Сварку выполняют простым сжатием или со сдвигом деталей после сдавливания. Прочность соединения зависит от качества подготовки места стыка, степени сжатия, характера воздействия (вибрационное либо статичное).
 Разновидности холодной сварки металлов
Разновидности холодной сварки металлов
При соединении встык величину деформации ограничивают размером выступающих из зажимов частей заготовок. Чтобы предотвратить коробление листов при соединении внахлест, их закрепляют прижимами. После пластической деформации металл становится тверже, поэтому прочность шва выше, чем у заготовок.
Холодный вид соединения применяют для работы с алюминием, медью, цинком, серебром и другими металлами с низкой температурой плавления.
Взрывом
Для сварки этим способом над стационарной заготовкой под углом 3 — 10⁰ или параллельно с зазором 2 — 10 мм устанавливают подвижную (метаемую) деталь. На верхнюю пластину помещают равномерный слой взрывчатки с детонатором. Чтобы предотвратить боковой разлет металла, площадь подвижной заготовки делают больше чем у нижней.
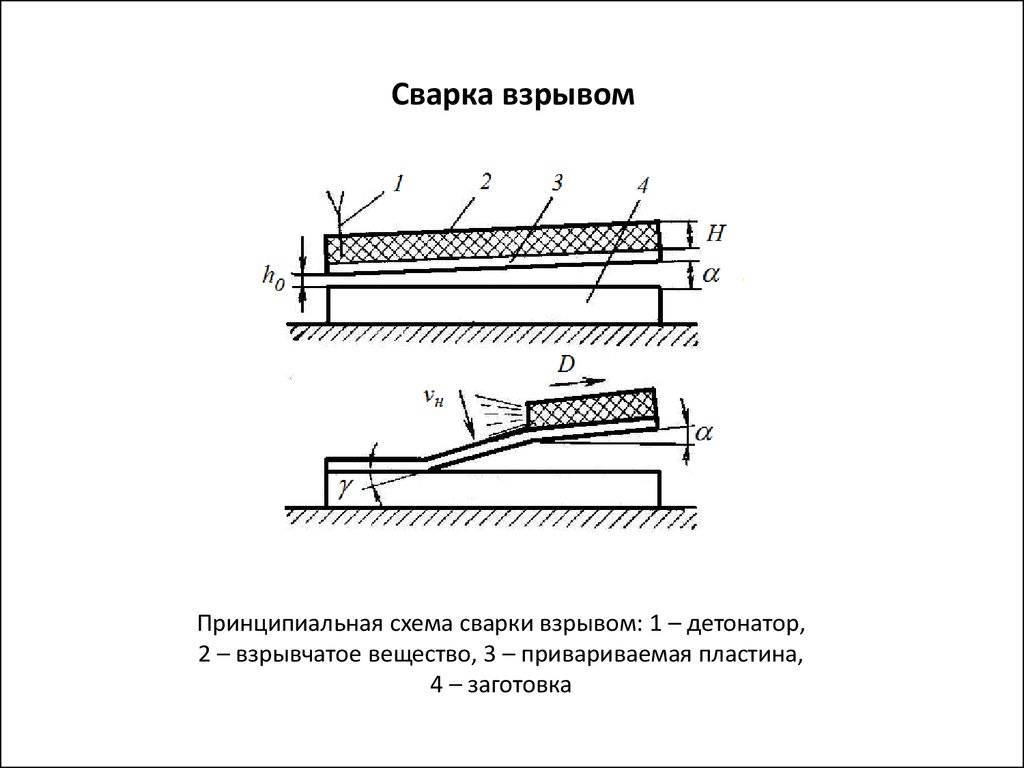
После подрыва подвижная деталь под действием ударной волны с большой скоростью ударяется о нижнюю пластину. В месте соприкосновения образуется давление, значительно превышающее прочность металлов, при котором материал начинает течь как жидкость. В результате поверхности одновременно деформируются, создавая соединение. Длительность процесса не превышает миллионных долей секунды, поэтому диффузия происходит только в поверхностных слоях.
Несмотря на то, что до сих пор не разработана детальная методика этого вида, сварка взрывом получила широкое применение в промышленности для стыковки разнородных материалов. Таким способом получают биметаллические соединения, детали и заготовки больших размеров, наносят плакирующие слои толщиной до 45 мм.
Ультразвуковая
Такой вид сварки проводится преобразователем ультразвуковых волн в механические колебания в сочетании с небольшим давлением. При воздействии на поверхность сначала за счет сухого трения разрушается оксидная пленка, затем плавится материал. Поэтому нет необходимости в тщательной подготовке стыка. Для повышения прочности шва детали предварительно подогревают.
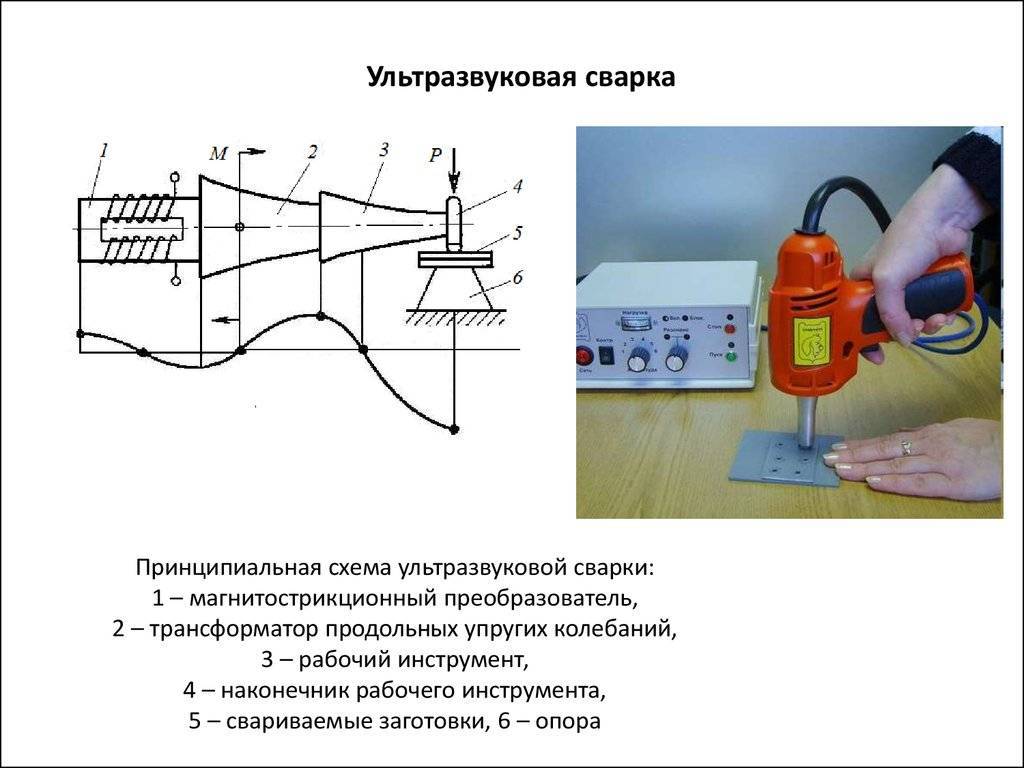
Помимо металлов, в том числе тугоплавких, этим видом соединяют пластик, кожу, ткани. Также доступно сваривание стекла и керамики с металлом, фольги толщиной 0,001 мм. При необходимости детали можно сваривать с металлической или пластмассовой прослойкой между ними.
В сварочном деле постоянно что-то меняется, улучшается, дорабатывается. Поэтому для повышения мастерства полезно знакомиться с новинками и тестировать на практике. Какие-то из них пригодятся профессиональным сварщикам, другие для домашних работ.


Термомеханический класс сварки
Это комбинированные виды сварки металла, выполняемые с применением повышенной температуры и механических усилий. Как правило применяется способ для соединения малогабаритных деталей, которые стыковать обычными классическими методами невозможно.
Рабочий процесс выполняется с помощью электродов-губок, в которых одновременно крепится две части изделия. Основные виды сварки термомеханического класса — кузнечная, контактная и диффузионная.
Кузнечная техника
Выполняется с помощью ручных инструментов. Металл вначале раскаляется, потом дна на другую нахлестываются детали и сверху молотком наносятся удары.
Чтобы достичь максимально качественных соединений предварительно необходимо тщательно очистить заготовки от налетов и образовавшихся на поверхности окислений.

Данный способ подходит не для всех металлов. Весомым недостатком считается низкая производительность. Поэтому кузнечное дело активно вытесняют другие более современные и технологичные типы сварок.
Контактная сварка
Процесс сваривания выполняется следующим образом. Нагрев поверхности достигается за счет прилегания к изделию поверхности иглы. Металл подготавливается методом механического осадочного воздействия или сдавливания. Потом через инструмент с необходимым диаметром подается электрический ток.
Благодаря химическому воздействию атомов металла даже самые мелкие элементы можно сваривать с максимальной надежностью и прочностью.
Виды сварок металла контактной техникой разделяют на стыковые, роликовые и точечные. Такие способы активно применяются в машиностроении и других промышленных направлениях.
Диффузионный способ
Применяется для материалов с плохими контактирующими свойствами. Основан метод на процессе диффузии атомов при повышенном уровне вакуума. Верхний слой свариваемой поверхности нагревается до аналогичной плавлению температуры. Посредством усиленного механического воздействия осуществляется контакт и стыковка, при этом 20 Мпа должна составлять минимальная мощность сжатия.
Процесс стыковки происходит в специальной камере. Помещаемые в нее детали длительное время выдерживаются под воздействием электрического тока.
Пространственное положение сварных швов
Вышеперечисленные виды сварных швов можно осуществлять в различных пространственных положениях.
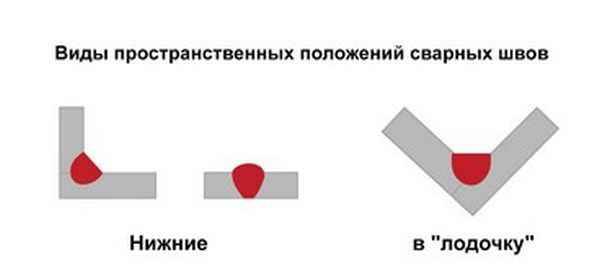
Всего существует четыре положения:
Нижнее положение — сварка происходит на полу в горизонтальном положении. Самое удобное с точки зрения сварки положение: металл не стремится вниз, как при вертикальном положении, шлак удобно выдувать из сварочной ванны путем изменения угла наклона электрода.
Нижнее положение «в лодочку» — это пространственное положение в сварке используется преимущественно для создания тавровых и угловых соединений. Свариваемые металлы располагаются, таким образом, чтобы металлы сплавлялись по обеим стенкам будущего соединения.

Вертикальное положение — выполняется снизу вверх на вертикальных участках конструкции.
Потолочное положение — осуществляется перпендикулярно горизонтальному положению в сварке. Одно из самых сложных пространственных положений, которое требует от сварщика определённого опыта.
Полуавтоматическая сварка
Плюсы ПС (по сравнению с ручной или дуговой):
- универсальность — можно варить как конструкционную и нержавеющую сталь, так и другие металлы (чугун, алюминий);
- простота обучения — можно быстро обучиться, как работать с типом сварки;
- можно применять для тонких металлов;
- высокая скорость работы;
- удобство — шлак не мешает видеть результат работы: мастер видит, как плавится металл и может менять настройки.
Для работы с этим видом сварки понадобится источник тока (или сам аппарат), специальная проволока и защитный газ.




Мы рекомендуем проволоку для сварки стали СТ-3 08Г2С диаметром от 0.6 до 1.2 мм.
Для работы с металлом толщиной от 1 до 4 мм подходит проволока с сечением 0.8 мм. Для больших толщин металла следует выбирать проволоку 1 или 1.2 мм.
Разрешается использование газа как чистого СО2, так и смешанного СО2+Ar (углекислый газ и аргон). Чистый углекислый газ является самым дешевым и доступным.
Минусы: сильное разбрызгивание металла, не очень красивый вид шва.
Регулируя индуктивность, с такой сваркой можно менять качество проплавки и ширины шва. Если ее уменьшить, дуга будет холоднее. Результат работы — тонкий шов и глубокое проплавление. Увеличивая индуктивность, дуга становится горячее, получается гладкий широкий шов и менее глубокое проплавление.
Сваривая металл, горелку нужно удерживать под 60° к плоскости шва, а расстояние от сопла до сварочной поверхности 7-20 мм.
Перед началом процесса сварки нужно откусывать кончик проволоки, торчащей из сопла, потому что на нем образуется шарик, который плохо проводит ток. При сваривании поверхностей необходимо их зачищать от краски или ржавчины.
Нанесение различных швов требует настроек аппарата. Сваривание тонких металлов происходит точечное. Нельзя варить непрерывным швом, чтобы избежать коробления.
Автоматические способы
Классификация способов сварки с помощью автоматизации:
- Электродуговая технология.
- Газоэлектрическая, электрическая дуга защищена газом, чаще всего – инертным типа аргона или гелия.
- Электрошлаковая технология.
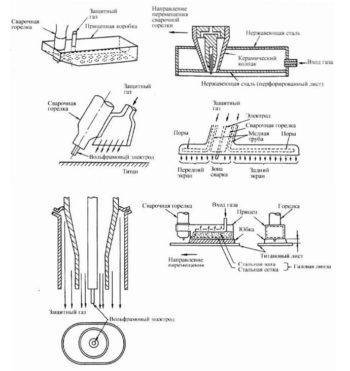
Сварка вольфрамом – схемы применения.
Электродуговой способ: близкая родственница ручной дуговой – автоматическая сварка под флюсом или АФ – разновидность дугового способа с великолепными показателями производительности. Здесь тоже используется плавящийся электрод, вся работа проводится под специальным защитным слоем флюса. В ручном дуговом способе серьезный риск горения в воздухе самой дуги, поэтому сила подаваемого тока ограничена.
При АФ дуга защищена слоем флюса, риска горения нет. Сила сварочного тока никак не ограничена. Это делает возможным глубокое проплавление металла, в результате чего получается шов отличного качества. Слой флюса предотвращает разбрызгивание металла, его потери в процессе. Полная механизация метода позволяет допускать к АФ менее квалифицированных сварщиков. В итоге производительность способа АФ выше ручного дугового в 5 – 10 раз. Будем честными и представим недостатки АФ, их немного:
- флюсы стоят недешево;
- имеется вредное воздействие на оператора;
- работать можно только в ограниченном пространстве.
Преимущества бездуговой технологии:
- качественные плотные швы;
- швы сложной формы;
- отсутствие деформаций, особенно угловых;
- не нужно обрабатывать кромки;
- простота выполнения
- автоматизация труда, минимальное участие человека
Метод применяется в основном для крупногабаритных конструкций.
Механический класс
Взрывом
Основной способ для получения биметаллических соединений. Для спекания заготовок используют тепловую энергию, которая освобождается при взрыве.
Ультразвуковая
Данный способ использует ультразвуковые колебания для образования неразъемных связей между атомами. Уникальность технологии заключается в возможности сваривания различных материалов, начиная от металла, заканчивая кожей или стеклом.
Холодная
Уникальный метод сваривания материалов, который отличается низкой рабочей температурой, находящейся ниже уровня рекристаллизации структуры металла. Технологические требования заключаются в тщательной подготовки рабочей плоскости. Она должна быть очищена от чужеродных элементов. Непосредственно перед началом цикла производят обезжиривание поверхности.
Эту сварку давлением применяют для работы с материалами, чувствительными к температурным перепадам.
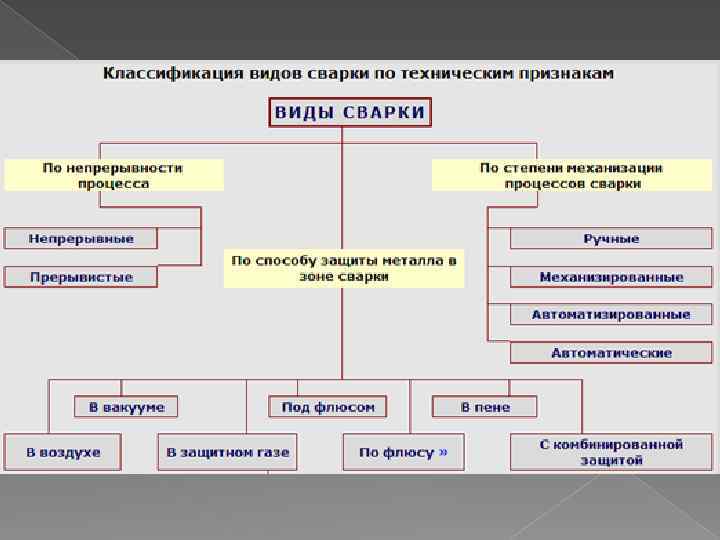
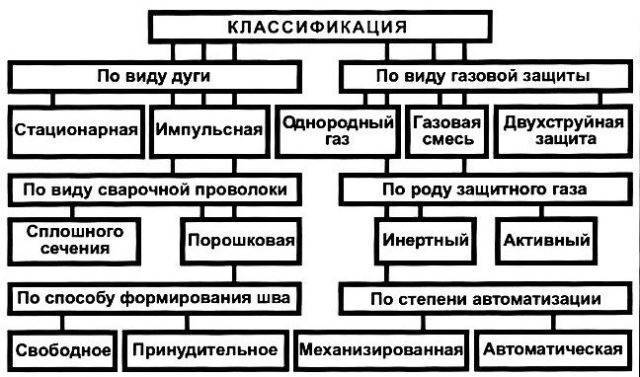
Классификация оборудования для сварки
Существует несколько классов устройств, отличающихся по характеристикам, предназначению и применению расходных материалов.
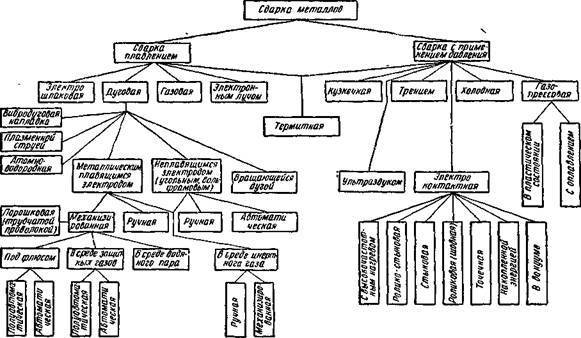
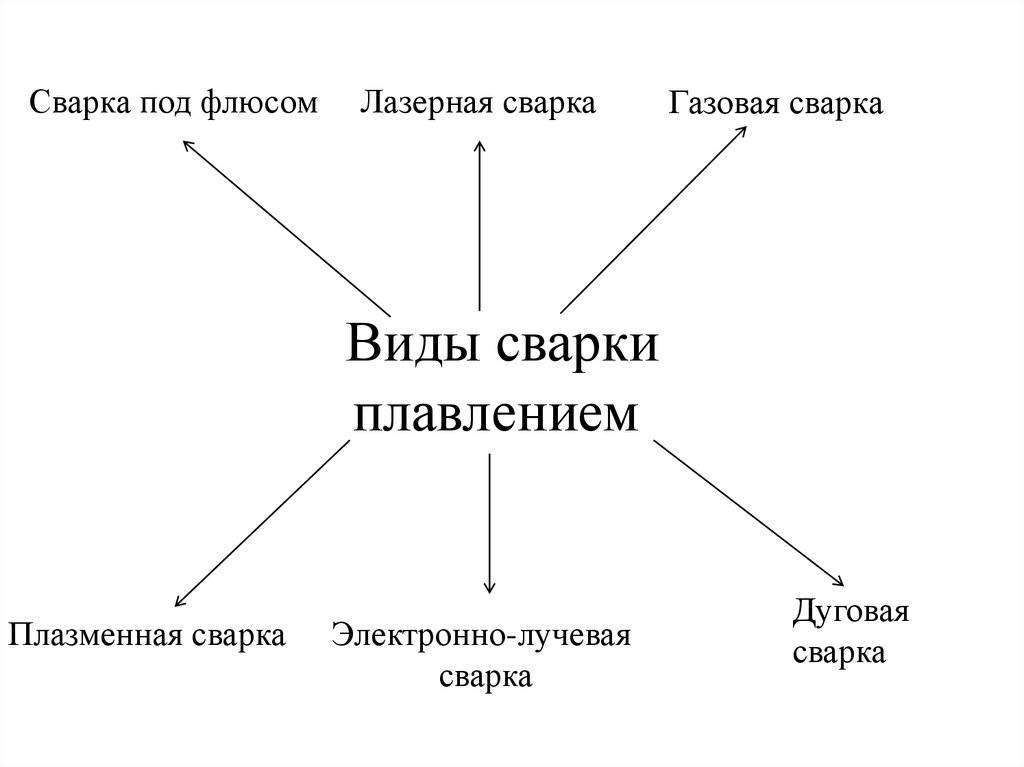
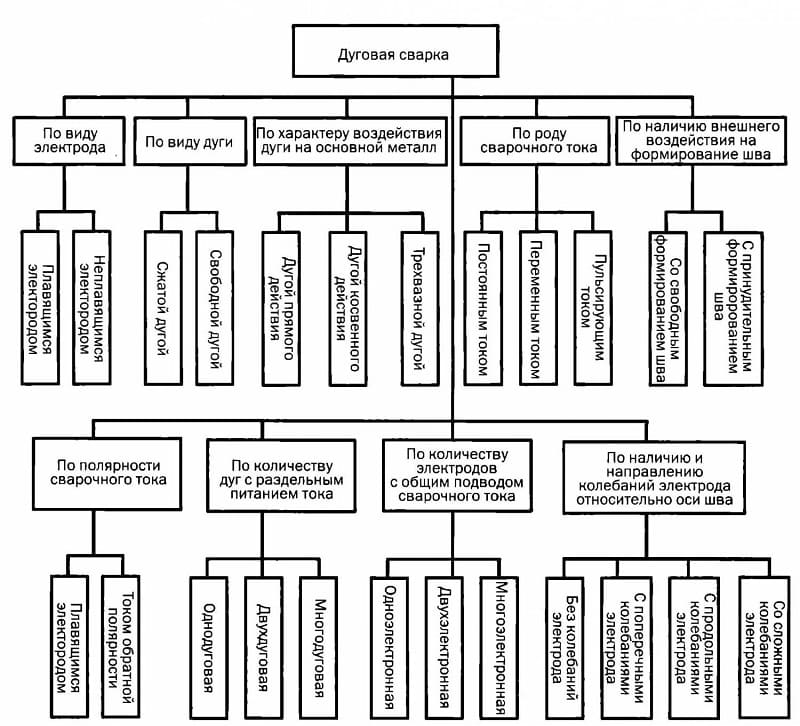
У этого вида сварки есть несколько разновидностей:
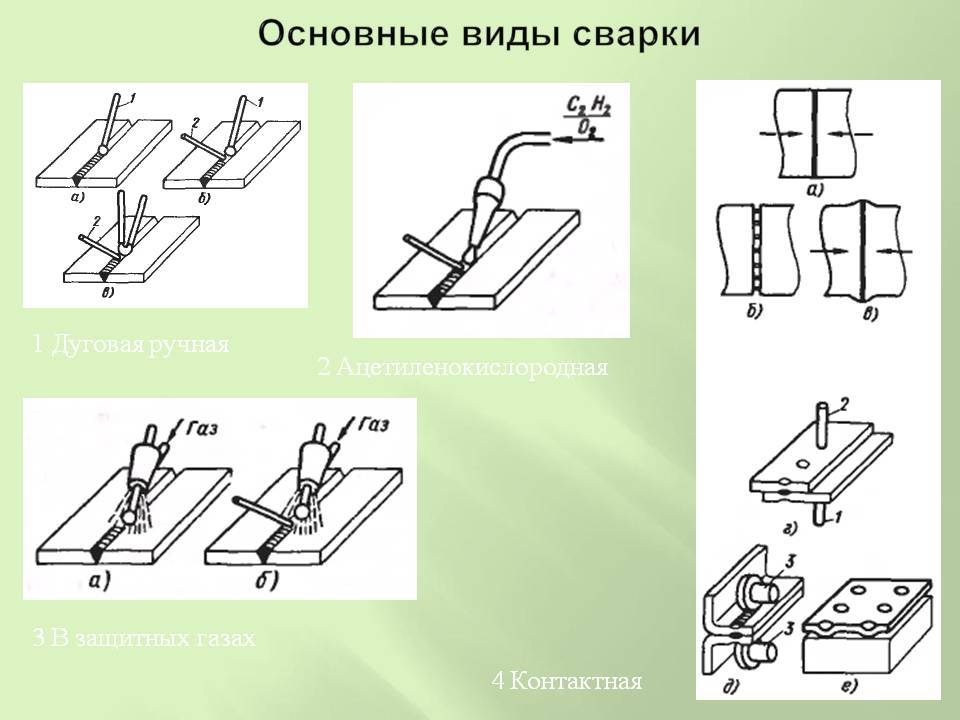
- Дуговая – самая распространенная. Отличается широким выбором аппаратов для производства работ. В быту используют преимущественно инверторы. Полуавтоматические аппараты производят операции в среде защитного газа. Сварка в автоматическом режиме требует минимального вмешательства оператора: он лишь выбирает программу, а подбором оптимальных параметров занимается электроника.
- Газовая с горелкой и баллоном для горючей смеси.
- Электронно-лучевая. Работает на основе преобразования кинетической энергии в тепловую.
- Лазерная сварка. Применяется на промышленных предприятиях, обеспечивает максимальную точность обработки.
- Термитная. Использует восстановительные свойства магния. При этом выделяется большое количество тепла.
- Электрошлаковая. Работает только в автоматическом режиме.
Сварка давлением использует такие технологии:
- Точечную контактную с применением медных стержней, диаметр которых ограничивает площадь контакта.
- Соединение сопротивлением на основании закона Джоуля-Ленца. Используется тепловое воздействие электричества.
- Оплавление, изобретенное для соединения больших труб под водой. Изоляция места сварки происходит с помощью специальной камеры.
- Трение, возникающее при вращении одной или обеих свариваемых деталей, дало название одноименной методике.
Кроме того, есть сварочные инструменты и оборудование для нанесения покрытий газотермическим и вакуумным методом, а также с помощью легирования. После такой обработки повышаются качественные свойства поверхностей заготовок.



Выбор сварочного аппарата
Для того чтобы сварить арматуру под бетон, соорудить металлическую ограду или починить лопнувшую трубу непременно понадобится электросварочный аппарат. Какую сварку выбрать для домашних нужд?
Главные свойства домашнего сварочного аппарата
Сварочный аппарат для дома должен быть удобным в использовании и безопасным. Современное сварочное оборудование обладает небольшими габаритами и массой относительно советских моделей. Сварочные аппараты легко переносить на место, где необходимо произвести сварку.
Перед покупкой следует определиться, в каких целях будет использоваться сварочное оборудование. Если аппарат нужен для сварки пластиковых труб, то нет смысла тратиться на оборудование, предназначенное для сварки или резки металла.
Для работы со сварочным оборудованием необходимо постоянное стабильное напряжение. Однако некоторые модели позволяют работать с напряжением, отклоняющимся от нормы на 15 %.
Механический класс сварки
Виды и способы механической сварки используют физическое воздействие на стыкуемые материалы. Основные способы имеют преимущества при отсутствии возможности до температуры плавления. Переход энергии из механической в кинетическую позволяют нагреть стыкуемые изделия до порога плавления.
Сварка трением
Основные детали, к которым применяется сварка трением, являются трубы небольшого диаметра, стержневые конструкции. Автоматизированный процесс позволяет производить различные виды сварочных работ в специальных машинах, в шпиндель которых крепятся заготовки. Машина работает посредством перемещения одной из деталей к неподвижной части. Частота вращения доводится до 1500 об/мин, в результате чего происходит нагрев деталей и оплавление.
Сварка трением
После выключения муфты вращения, машина выполняет осадку изделий. Экономичность, быстрое выполнение поставленных задач, делают вид работ трением преимущественнее дуговой, а также имеется возможность варить металлы из разных сплавов.
Холодная сварка
Заготовки стыкуются путем холодной сварки путем деформирования пластических свойств материалов. Температура при операции может достигать минусовой, поверхности должны быть зачищены от окислов и ржавчины. Соединение происходит на межатомном уровне, поэтому элементы должны быть идеально ровными и обработанными.

Холодная сварка
Применяется холодный вид при стыковке шин, проволоки или труб. Давление варьируется от 1 до 3 ГПа, данный способ требует подготовленного к высоким нагрузкам оборудования.
Сварка взрывом
Соединение деталей при сварке взрывом происходит путем синхронной пластической деформации деталей. Подвижная часть детали прикладывается параллельно к устойчиво закрепленной мишени, после чего производится контролируемый взрыв. Основное применение данный способ получил ввиду возможности стыковки разнородных металлов. Взрывные вещества применяются из состава гранулотола, аммонита, гексогена.

Сварка взрывом
Ультразвуковая сварка
Стыковка деталей происходит с применением источников энергии, выдающим на выходе ультразвуковые колебания. Применяется при шовной, точечной, контурного вида сварки механическим воздействием. Сухое трение способствует разрушению оксидных пленок, после заменяется на чистое трение, при котором происходит процесс сварки. Основными преимуществами данного способа является отсутствие предварительной очистки поверхностей, что значительно экономит время. При сварке пластмассовых деталей не допускается перегрев прилагаемых зон, т.к. контролируется температурный диапазон определенного участка. Отсутствуют вредные пары, газы при процессе, нагрев происходит за доли секунды.

Ультразвуковая сварка
Недостатками при ультразвуковом виде можно выделить дорогостоящее оборудование, малый диапазон толщины материалов. Необходимо четко определить толщину свариваемых видов материалов, при размерах вне допуска, возможно применение акустической линзы, что дает возможность сфокусировать энергию на определенном участке детали.
Сварочное оборудование по технологии сварки
Оборудование для сварки делят на разновидности также в зависимости от технологии использования. По такой классификации оборудование делится на::
- Аргонодуговые аппараты.
- Оборудование для плазменной резки.
- Ручное дуговое оборудование. Ручное оборудование является самым простым, но используется оно и при выполнении обычных бытовых задач и при осуществлении сложных ремонтов. Преимуществами такого вида аппаратов является возможность работы в разных плоскостях, при разной интенсивности, а также в разных атмосферных условиях. К данной категории относятся сварочные трансформаторы и генераторы, а также инверторы и выпрямители.
- Для полуавтоматической сварки – аппараты с отдельным механизмом подачи проволоки.
- Для автоматической сварки.
- Для контактной сварки.
- Для электрошлаковой сварки – аппараты рельсового типа.
- Для газовой сварки.
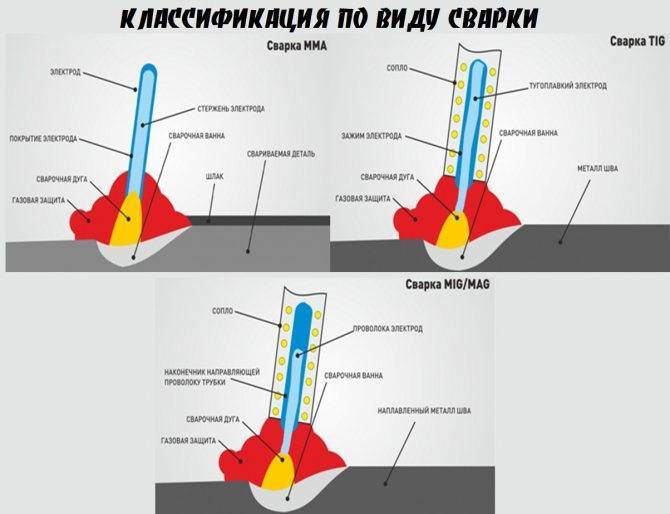
Основные понятие процесса сварки
Сварка – это технологический процесс создания надежных соединений путем нагревания, либо пластической деформации с установлением межатомных связей в последствии. Структура изделий получается не прерывной. К электроду и сварочному материалу через инвертор подводится энергия. Сначала плавится металл электрода, так получается сварочная ванна, в этой ванне происходит смешивание электрода с основным материалом, а шлаки, всплывающие на поверхность служат защитной пленкой. Процесс сварки – это ничто иной, как затвердевание металла после всех вышеперечисленных воздействий. Электроды бывают нескольких видов – плавящиеся (плавится прут электрода) и неплавящиеся (при неплавящемся электроде применяют присадочную проволоку, которая плавится в ванной отдельно).







Техника сварки металлоконструкций
Для швов различной протяженности необходимо применять специальные методы сварки.
Короткие швы протяженностью >250 мм выполняются «напроход». Это когда сварщик зажигаю дугу ведет ее от одного края изделия к другому без остановки в процессе сварки.
Швы протяженностью 1000 мм называются средними. Такие швы правильно выполнять от центра изделия и перемещаться к краям. Наилучший способ осуществлять 2 сварщикам параллельно. При таком подходе два сварщика ведут работу к краю шва, стараясь выполнять ее с одинаковой скоростью.
Длинными называются швы протяженность которых превышает 1000 мм. Для соединения столь протяженных швов используется несколько различных методов. Первым является обратноступенчатый способ. При его использовании шов делиться на участки, которые заваривают путем провара 150-200 мм шва. Останавливаясь и выполняя следующий шов так, чтобы его конец пришел в начало предыдущего. Сварка идет в одном направлении, а расположение нового участка в противоположном. Это легко понять посмотрев на картинку ниже.
Аналогично обратноступенчатым методом можно произвести сварки от середины изделия к краям. Два сварщика выполняют работу на своей половине изделия. Этим способом можно заварить, как и за один проход изделие малой толщины, так и толстые, несколькими проходами. Участок каждого сварщика делится на более мелкие участки.
Процесс, как и в предыдущем случае идет в одну сторону, а наложение новых швов в другую.
Еще один способ – вразброс. Шов делиться на равные участки количеством 5-6 участков. Далее варят участок по центру. Также накладывая швы небольшой протяженности в противоположном направлении от направления сварки. Далее варятся наиболее удаленные участки по краям и завершают процесс средних участков шва. Каждый из этих методов значительно сократит деформации конструкции после сварки.
И на десерт
Особые виды сварки – понятие размытое, учитывая огромное число технических вариантов, групп, видов, подвидов. Каждый видит этот список по-своему.
Электронно-лучевая и плазменная сварка:
- Электронно-лучевая сварка. Здесь применяется электронная пушка и пучок ускоренных электронов из этой пушки. Работы проводятся в больших вакуумных камерах. Концентрация энергии и тепловая мощность – фантастические. Швы получаются узкими, глубокими. Применяется для производства высокоточных деталей из специальных сплавов – удовольствие недешевое.
- Плазменная сварка. Один из самых высокотехнологичных видов – название говорит само за себя. Плазма – струя ионизированного газа (аргона, гелия, водорода) высочайшей температуры. Такая струя варит все – от самых тугоплавких металлов до неметаллических поверхностей. Великолепная производительность с фантастическим качеством швов и поверхностей.





