

Особенности ремонта коллекторных приводов
У данного типа электромашин чаще возникают механические неисправности. Например, стирание щеток или засорение контактов коллектора. В таких ситуациях ремонт сводится к чистке контактного механизма или замене графитовых щеток.
Тестирование электрической части сводится к проверке сопротивления обмотки якоря. В этом случае щупы прибора двум соседним контактам (ламелям) коллектора, после снятия показаний производится измерение далее по кругу.

Отображенное сопротивление должно быть примерно одинаковым (с учетом погрешности прибора). Если наблюдается серьезное отклонение, то это говорит, что имеет место быть межвитковое КЗ или обрыв, следовательно, необходима перемотка.
Расчёт параметров изделия
Перед тем как намотать тороидальный трансформатор в домашних условиях понадобится рассчитать его значения. Для этого нужно знать исходные данные. К ним относят: величину напряжения на выходе, внешний и внутренний диаметр сердечника.

Мощность устройства определяется произведением площадей S и Sо, умноженных на коэффициент: P=1,9* S * Sок.
Площадь поперечного сечения рассчитывается по формуле: S=h*(D-d)/2, где:
- S- площадь сечения;
- h- высота конструкции;
- D- наружный диаметр;
- d — внутренний диаметр.
Для вычисления площади окна используется формула: Sок=3,14*d2/4.
Количество витков во вторичной обмотке равно произведению W2=U2*50/Sок.
Такую методику расчёта можно применить почти для любого вида тороидального трансформатора. Но для расчёта некоторых изделий существует своя методика.
Сварочное устройство
Такой тип трансформатора характеризуется большой силой тока на выходе. В качестве вводных параметров используется максимальная сила тока и напряжение. Например, для устройства с величиной сварочного тока 200 ампер и напряжением 50 вольт расчёт происходит следующим образом:
1. Рассчитывается мощность трансформатора: Р = 200 А * 50 В = 1000 Вт.
2. Вычисляется сечение окна: Sок = π * d2/ 4 = 3,14 * 144 / 4 (см2) ≈ 113 см².
3. Площадь поперечного сечения: Sс=h * Н = 2 см * 30 см = 60 см².
4. Мощность сердечника: Рс = 2,76 * 113 * 60 (Вт) ≈ 18712,8 Вт.
5. Количество витков первичной обмотки: W1 = 40 * 220 / 60 = 147 витков.
6. Количество витков для вторичной обмотки: W2 = 42 * 60 / 60 = 42 витка.
7. Площадь провода вторички находится исходя из наибольшего рабочего тока: Sпр = 200 А /(8 А/мм2) ≈ 25 мм².
8. Вычисляется площадь провода первички: S1 = 43 А /(8 А/мм2) ≈ 5,4 мм².
Такой вариант расчёта применим не только для сварочников, но и с успехом может быть использован для других типов. Как видно, никаких трудностей при расчёте возникнуть не должно.
Токовый трансформаторный прибор
Трансформатор тока своими руками сделать несложно, но перед его изготовлением понадобится выполнить расчёт. Такой расчёт отличаетчя от общепринятого в связи с конструктивными особенностями изделия. Начинается он с необходимой величины тока вторички (единица измерения ампер): Iам = Iпер / Iвт, где:
• Iпер — величина тока первичной обмотки, умноженная на число витков в ней;
• Iвт — количество витков во вторичной обмотке.
Для того чтобы разобраться, как правильно выполнить расчёт, проще рассмотреть практический пример самодельного токового устройства. Пусть на выходе токового устройства необходимо получить 4 вольта, а ток ограничить уровнем 5 ампер.







Поэтапно методика вычисления выглядит так:
- Берётся ферритовое кольцо, для примера 20×12х6 из 2000hМ.
- Мотается 100 витков провода. Эти витки составляют вторичную обмотку, так как первичная — это просто один виток проволоки, пропущенный через феррит.
- Значение тока во вторичке будет равно: I/Kтр = 5 / 100 = 0,05 A. где Ктр — коэффициент трансформации трансформатора (отношение количества первичной обмотки к вторичной).
- Величина нагрузочного шунта рассчитывается согласно закону Ома: R = U/I. Получается R= 4/0,05 = 80 Ом.
Таким образом можно выполнить расчёт для любых требуемых параметров. Независимо от формы тока на входе, на выходе токового устройства напряжение всегда двухполярное. В качестве шунта вторичной обмотки используется именно сопротивление, а не диод. Если есть необходимость в диоде, то вначале подключается резистор, а затем диод или диодный мост. Во втором случае сопротивление включается в диагональ моста.
2 Электрический намоточный станок
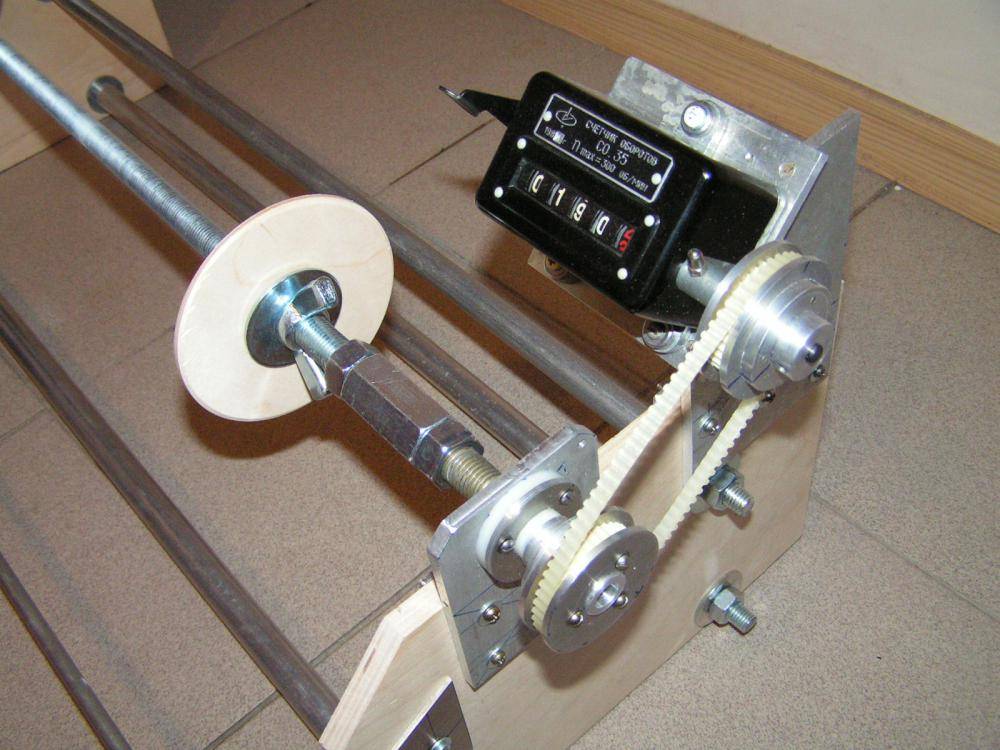
Ручной намоточный станок не всегда в состоянии значительно облегчить работу по перемотке трансформаторов. Для того, чтобы сделать более совершенное устройство, следует обратиться к следующей информации, которая позволяет с использованием деталей матричного принтера создать более эффективную конструкцию.

Электрический станок для намотки трансформаторов, дросселей, катушек
Используя каркас принтера и многие его узлы и детали можно получить устройство со следующими особенностями:
- намоточный станок имеет небольшие размеры;
- его шпиндель плавно стартует и останавливается;
- наличие счетчика позволит избежать ошибок при подсчете витков;
- провод укладывается автоматически;
- возможность секционной намотки без перенастройки устройства;
- надежное закрепление каркасов, которые не имеют центрального отверстия.
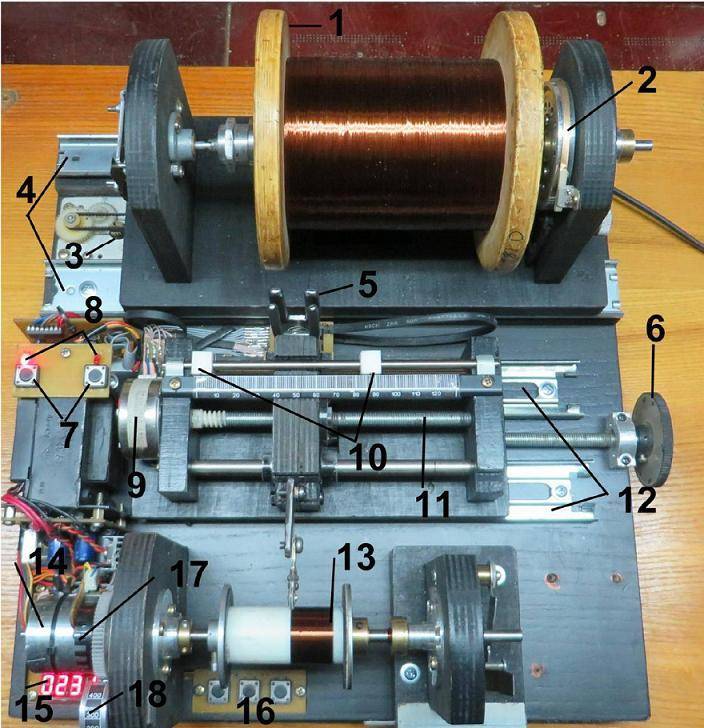
Узлы и детали намоточного станка:
- катушка с проволокой (бобина подачи);
- механизм притормаживания вращения шпинделя;
- шаговый электродвигатель центровки бобины;
- направляющие (шариковая мебельная гарнитура);
- шторка оптических датчиков на механизме центровки бобины;
- ручка для перенаправления позиционера к другой секции (при секционной намотке);
- кнопки для ручного изменения направления укладки;
- светодиоды для контроля направления укладки;
- шаговый электродвигатель позиционера;
- шторки для оптических датчиков контролирующих границу намотки;
- регулировочный винт позиционера;
- катушка для намотки;
- электродвигатель намотки;
- счетчик количества витков;
- кнопки настройки устройства;
- оптический датчик синхронизации;
- регулятор скорости вращения.

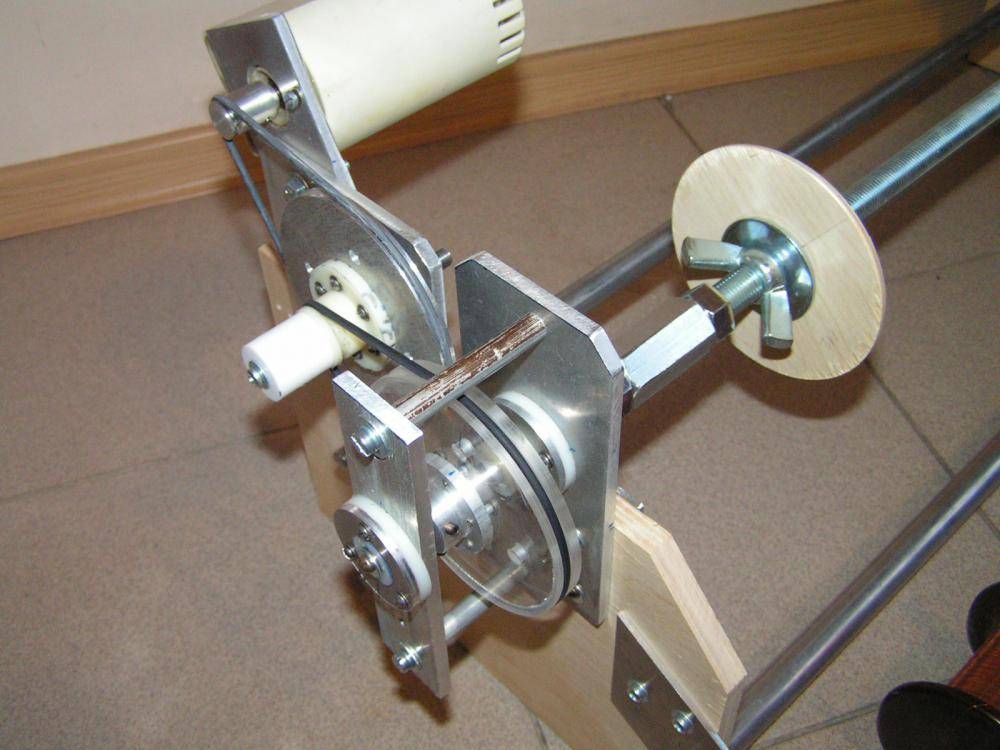
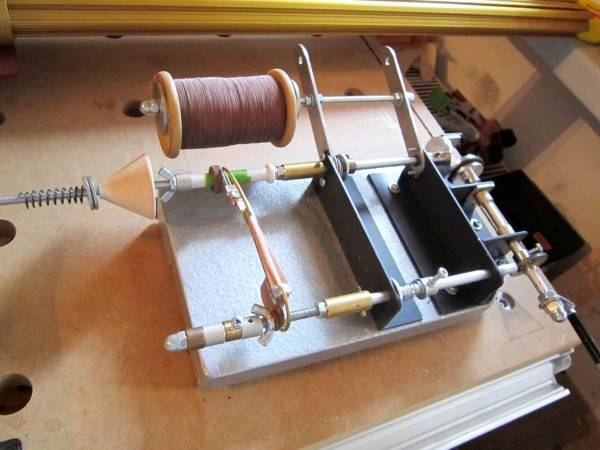
Самодельный электрический станок для намотки трансформаторов
2.1 Назначение и принцип работы отдельных частей и узлов
Подающий узел — используется для установки в нем бобины с проводом с обеспечением нужной величины его натяжения при подаче. Состоит из приспособления для крепления бобин и системы притормаживания вращения вала.
Центровка подающей бобины необходима из-за небольших габаритов станка и выполняется при помощи центрирующего механизма, который работает следующим образом:
- провод, сматываемый с бобины, проходит через шторку, которая имеет форму вилки;
- шаговый двигатель, через редуктор с зубчатым ремнем, автоматически передвигает бобину по роликовым направляющим.
Позиционер — устройство, при помощи которого выставляются границы укладки провода. Шаговый электродвигатель перемещает укладчик до тех пор, пока шторка не перекроет один из контролирующих датчиков. Как только это происходит — направление укладки изменяется.
Укладчик — позволяет проводить перенастройку при намотке провода различного диаметра — от 0,2 до 0,4 мм.
Приемная катушка, на которую происходит намотка слоев
Приемный узел — вращение катушки, на которую наматывается провод, обеспечивается высокоскоростным электродвигателем, имеющим редуктор. Редуктор состоит из 3-х шестеренок с общим делением 18, что позволяет получить достаточный вращающий момент на небольших оборотах. Регулировка скорости вращения самого электродвигателя осуществляется за счет изменения величины подающегося к нему напряжения.
Подобная конструкция не является догматической. Все элементы, детали, отдельные узлы, подбираются в соответствии с конкретными задачами и возможностями любителя поработать своими руками. Главная идея заключается в том, что при достаточном желании и некоторых принципиальных знаниях, каждому мастеру вполне под силу самостоятельно собрать намоточный станок для любого типа трансформаторов.
Метод работы намоточного станка
Станок для намотки – востребованное оборудование, с помощью которого наматывают трансформаторные однослойные и многослойные катушки цилиндрического типа и всевозможные дроссели. Намоточное устройство равномерно распределяет проволоку обмотки с определенным уровнем натяжения. Оно бывает ручным и автоматическим, и работает по такому принципу:
 Как работает станок для намотки
Как работает станок для намотки
- Вращение рукоятки задает намотку проводки или кабеля на каркас катушки. Она служит основанием изделия и надевается на специальный вал.
- Проволока перемещается горизонтально благодаря направляющему элементу укладчика.
- Количество витков определяют специальные счетчики. В самодельных конструкциях эту роль может выполнять велосипедный спидометр или магнитно-герконовый датчик.
Намоточный станок на механическом приводе позволяет выполнять сложную обмотку:
- рядовую;
- тороидальную;
- перекрестную.
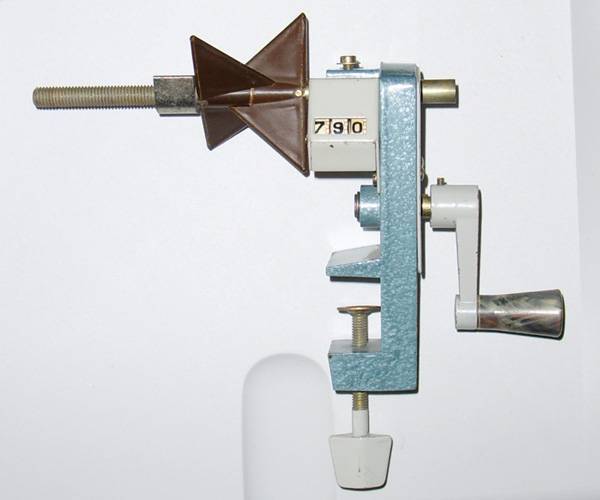
 Ручной намоточный станок с механическим счетчиком оборотов
Ручной намоточный станок с механическим счетчиком оборотов
Он функционирует с помощью электрического двигателя, который задает движение промежуточного вала с использованием ременной передачи и трехступенчатых шкивов. Большую роль при этом играет фрикционная муфта сцепления. Благодаря ей станок работает плавно, без толчков и обрывов проволоки. Шпиндель с закрепленной оправой, на которую надета катушка, производит запуск счетчика. Намоточный станок настраивается с помощью винта под любую ширину катушечного каркаса.
Современные модели оснащены цифровым оборудованием. Они работают посредством специально заданной программы, которая хранит информацию в запоминающем устройстве. Значение длины и диаметра провода позволяет точно определить точку пересечения линий.
 Современные намоточные станки оснащены специальными счетчиками
Современные намоточные станки оснащены специальными счетчиками
Составные части намоточного станка и принцип его работы
Элементы намоточного станка собирались неспешно. Почти все было взято от старой советской киноаппаратуры. Подвижные части: ручка, шпильки осей, направляющий ролик – все оснащено подшипниками. Шпильки, гайки, шайбы и уголки были куплены в магазине, торгующем метизами. Потратиться пришлось только на шпильки, длинные гайки и уголки. В остальном все сделано из подручных материалов, имеющихся в наличии.


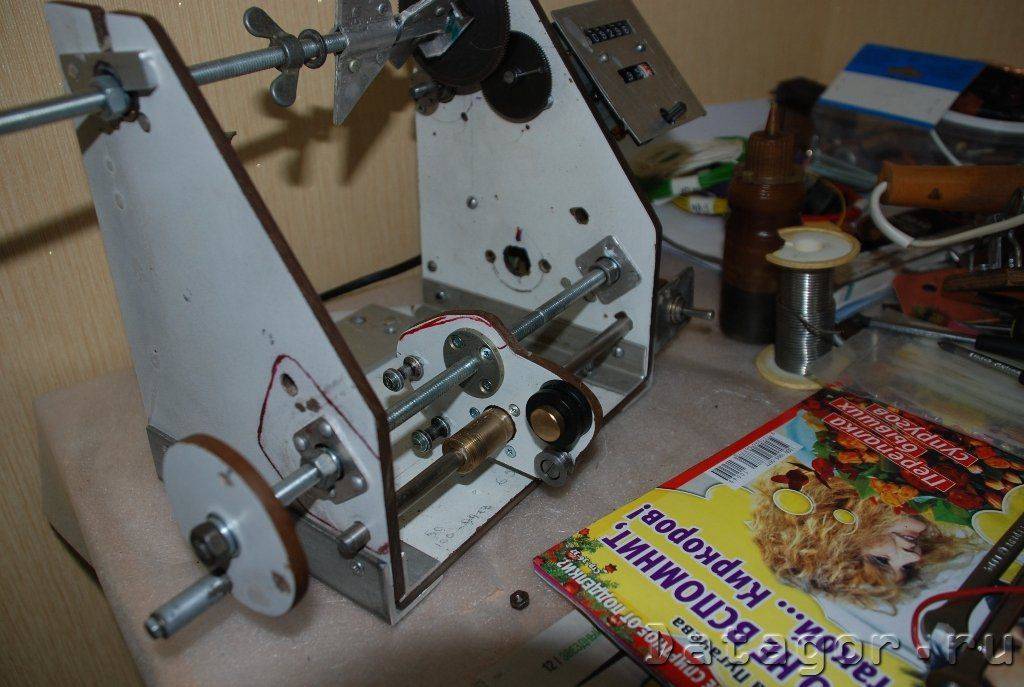




Для точного подбора плотности намотки проволоки на шпильку укладчика нанизывается набор из нескольких шкивов. Так, в случае не плотной намотки, можно было на один размер перебросить пассик и подогнать скорость вращения осей. Пассик в процессе намотки проволоки перекручивают в зависимости от направления хода намотки по типу формы «Восьмерка» либо прямое расположение пассика. Следует сделать пару десятков пробных витков, чтобы правильно подогнать шкивы под диаметр проволоки.

Из дерева либо другого материала изготавливают основу по форме внутренней части катушки трансформатора и гайками-барашками фиксируется на шпильке. Так же для фиксации катушки можно сделать универсальные удерживающие уголки. Демонстрация работы намоточного станка показана на видео:
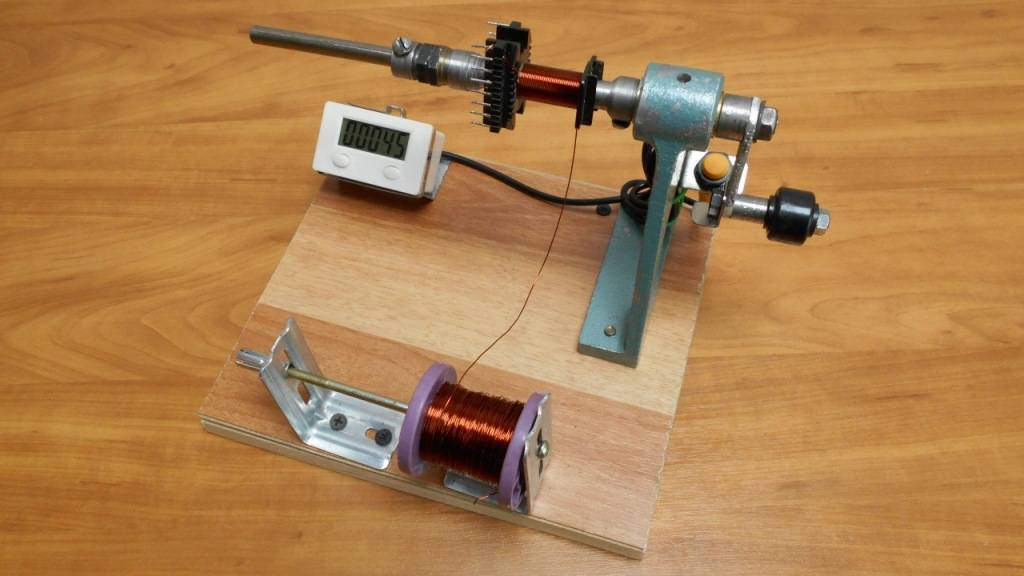
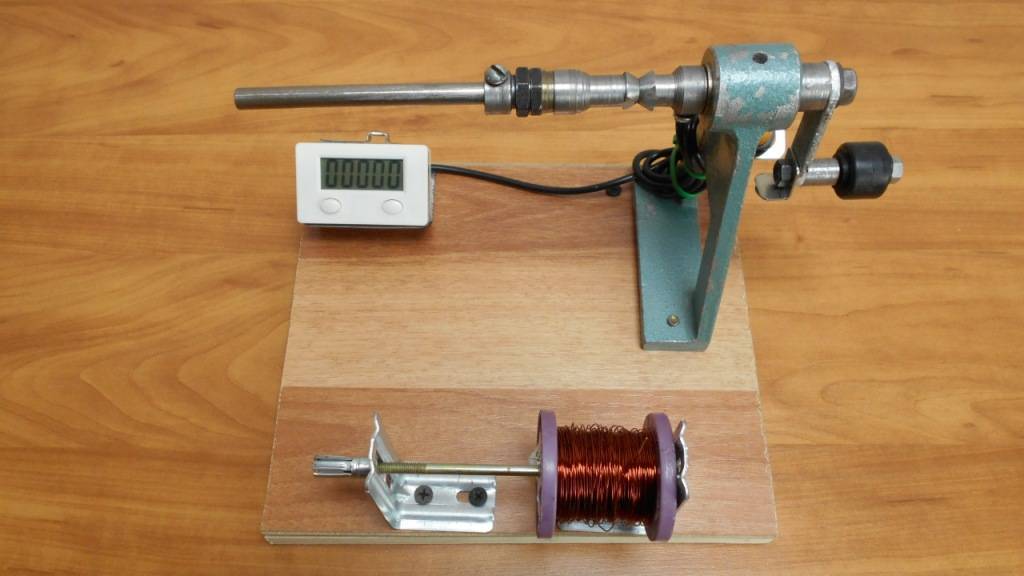
Станок для намотки трансформаторов своими руками
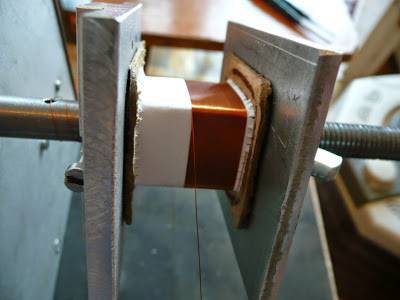
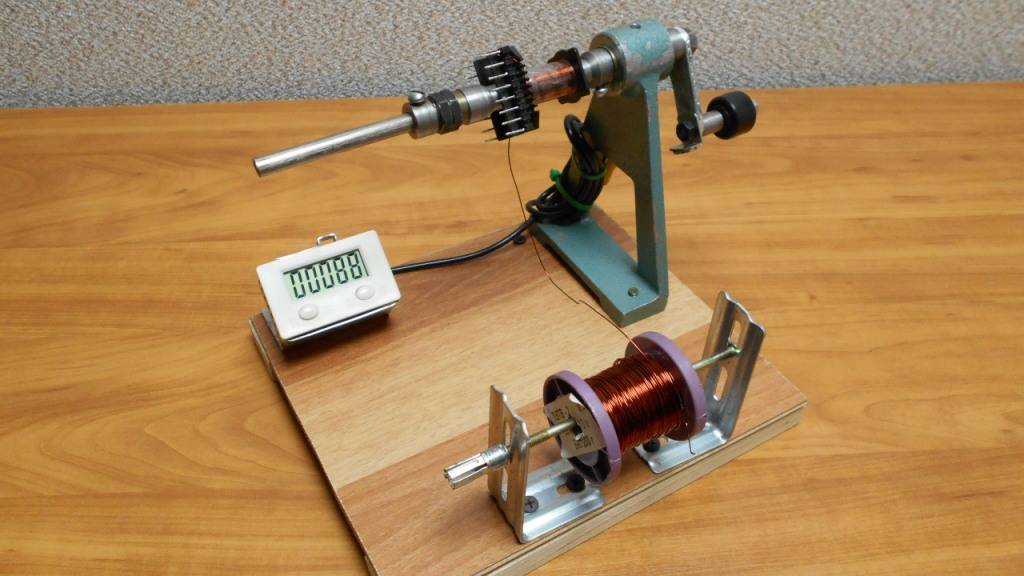
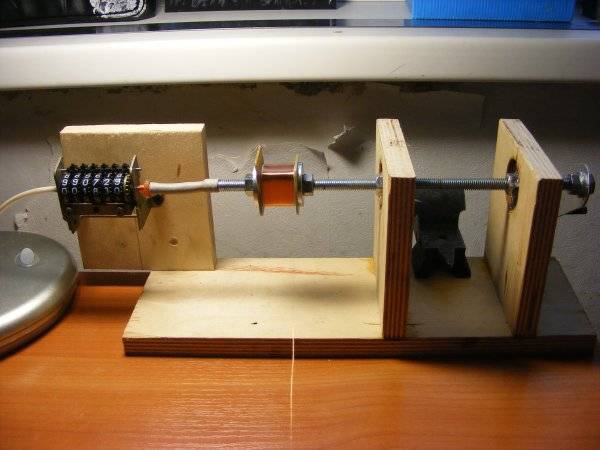
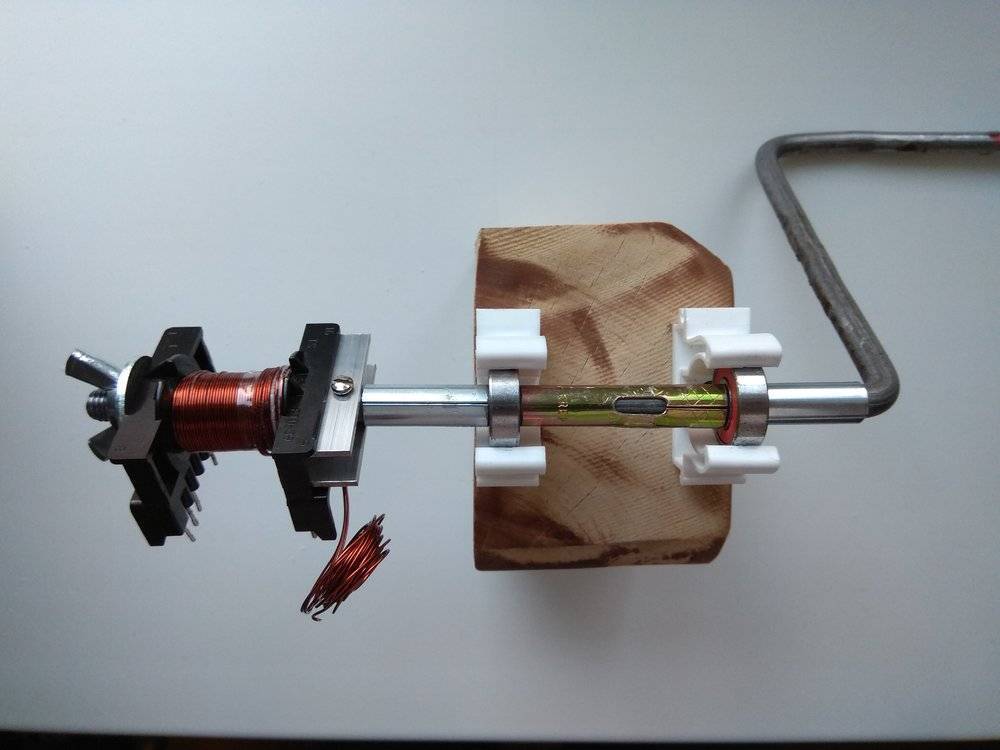
Очень часто при создании электронных самоделок приходится наматывать и перематывать различные трансформаторы и катушки. Хорошим помощником в этом не простом и кропотливом деле, может стать простой в изготовлении и надежный самодельный намоточный станок для импульсных трансформаторов от компьютерных блоков питания и обычных трансформаторов с «Ш» образным магнитопроводом. Конструкция намоточного станка очень простая в изготовлении, под силу даже начинающему токарю. Станок состоит из вала закрепленного на опоре вращения. С правой стороны имеется ручка для вращения вала. На валу с лева направо одето зажимное устройство, левый и правый конуса для надежного крепления трансформаторов.
На этой картинке изображен чертеж для изготовления намоточного станка своими руками. Станок рассчитан для намотки импульсных трансформаторов от компьютерных блоков питания и «Ш» образных трансформаторов. Если вы собираетесь мотать, что то очень мелкое или слишком крупное тогда вам надо масштабировать чертеж под ваши нужды. Ну, а если вас устраивает размер станка, смело берите чертеж и отправляйтесь к знакомому токарю. -Хороший токарь сделает намоточный станок за три часа… -Пускай делает. Да, и не забудьте прихватить с собой токарной валюты. Всякий труд должен оплачиваться.
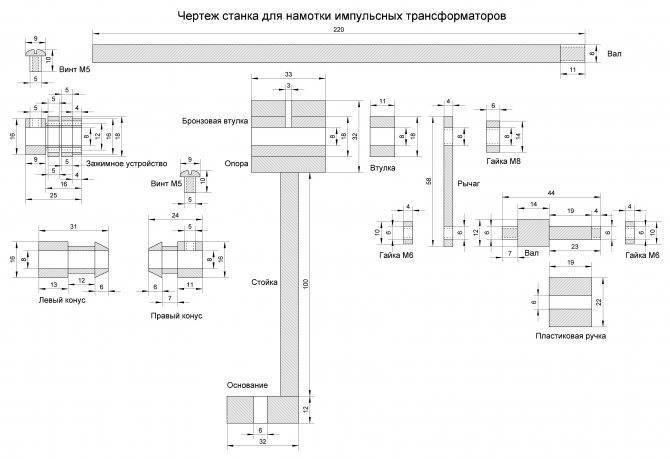
Чертеж намоточного станка для намотки импульсных трансформаторов
Станок оснащен электронным счетчиком оборотов. Который я приобрел в очень известном китайском интернет магазине всего за 7.5$. Пожалуй это не дорого… За эти деньги счетчик комплектуется герконовым датчиком, крепежной пластиной для герконового датчика и маленьким неодимовым магнитом! На передней панели счетчика находится две овальные кнопки. Левая кнопка «Pause» включает прибор и сохраняет показания счетчика, кнопка «Reset» обнуляет показания прибора. Прибор питается всего от одной 1.5В АА пальчиковой батарейки, расположенной на задней панели счетчика оборотов под пластиковой крышкой. Также имеются разъемы для подключения герконового датчика и дополнительной кнопки «Reset». Обзор счетчика оборотов читайте в этой статье.

Герконовый датчик я прикрутил к алюминиевой стойке с помощью крепежной пластины. Неодимовый магнит закрепил на ручке. Для правильной работы прибора необходимо установить зазор между герконовым датчиком и неодимовым магнитом не более пяти миллиметров. Каждое прохождение неодимового магнита над герконовым датчиком счетчик оборотов считает за один виток.

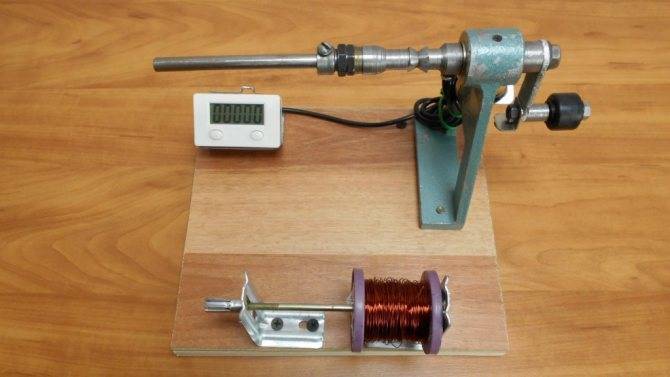
Как же пользоваться станком для намотки трансформаторов?
И так, знакомый токарь изготовил все детали станка за три часа. Вы своими руками собрали намоточный станок и тщательно смазали все вращающиеся детали, установили счетчик витков. Теперь можно приступать к намотке трансформаторов. Откручиваем винтик М5 на зажимном устройстве, снимаем его и левый зажимной конус. Одеваем каркас трансформатора на вал и одеваем левый конус с зажимным устройством. Плоской отверткой фиксируем винт М5 на зажимном устройстве, далее поджимаем каркас двумя гайками. В этом деле главное не перетянуть, иначе расколите каркас. Включаем счетчик витков и если необходимо сбрасываем показания прибора в ноль.

Зачищаем ножом конец провода от лака и прикручиваем к клейме каркаса от трансформатора. Левой рукой направляем провод, а правой вращаем ручку. После нескольких минут тренировок провод будет ложиться ровными слоями. Каждый слой провода во избежание пробоя изолируем несколькими слоями обыкновенного скотча. Не забывайте наблюдать за показаниями счетчика.

Друзья, желаю вам удачи и хорошего настроения! До встречи в новых статьях!
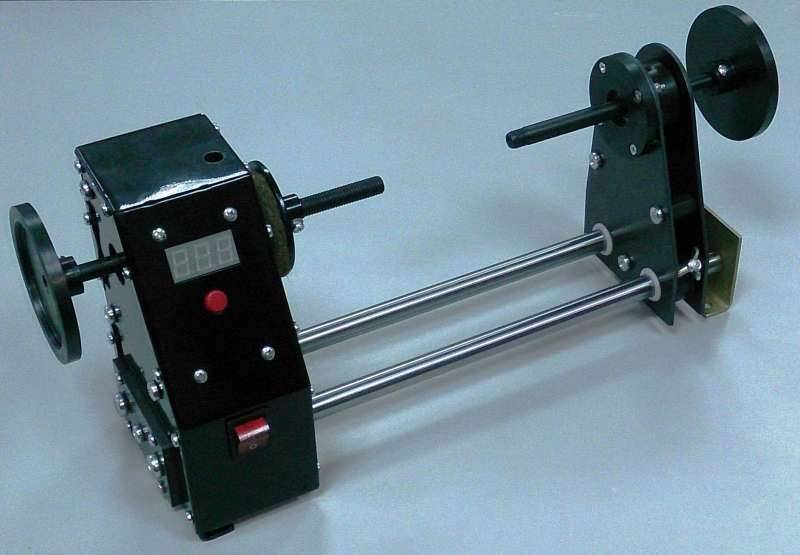
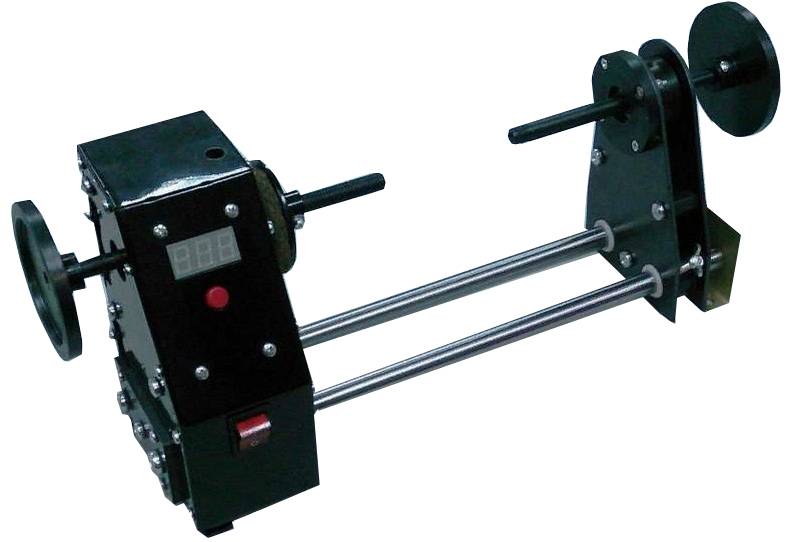
2 Делаем станок для намотки своими руками
Представленный в данном разделе статьи станок для намотки кабеля позволяет работать с катушками на квадратном, круглом и прямоугольном каркасе с диагональю до 200 мм, его можно будет комплектовать разными шкивами, что позволит менять шаг намотки в пределах 0.3-3.2 мм.
Схема №1
Приведенная схема демонстрирует каркас станка. Для сборки станины используются металлические листы толщиной 15 мм (для основания) и 5 мм (для боковых участков). Экономия на толщине металла не приветствуется, так как она ведет к уменьшению веса агрегата и, как следствие, ухудшению его устойчивости.
Вам потребуется вырезать заготовки станины (размеры соблюдаются) и просверлить в них два сквозных отверстия, затем боковушки привариваются к пластине основания. В нижнее отверстие нужно смонтировать 2 подшипника, в верхнее — втулки под вал вращения.



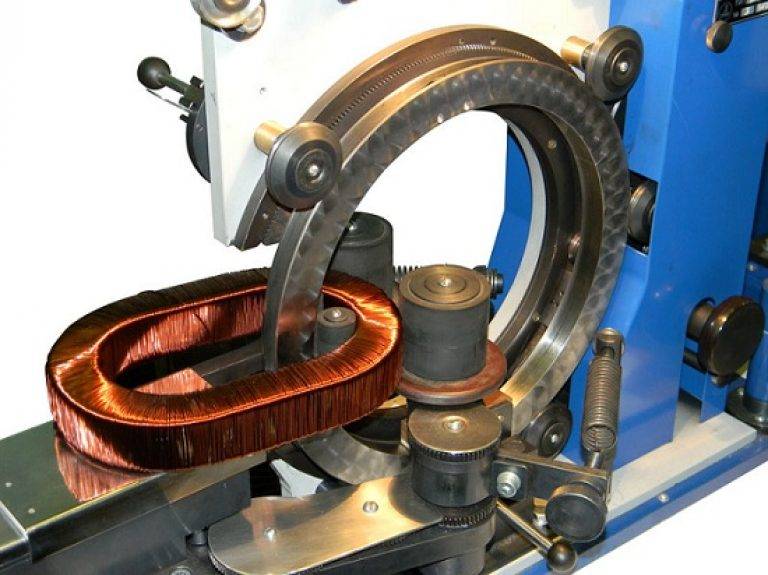
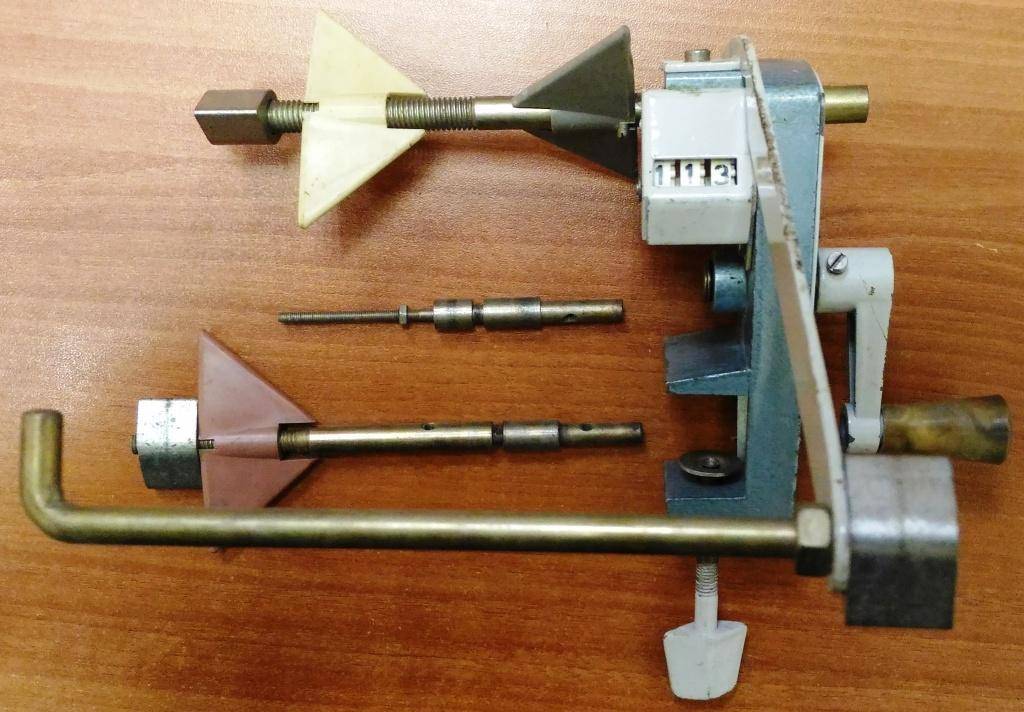
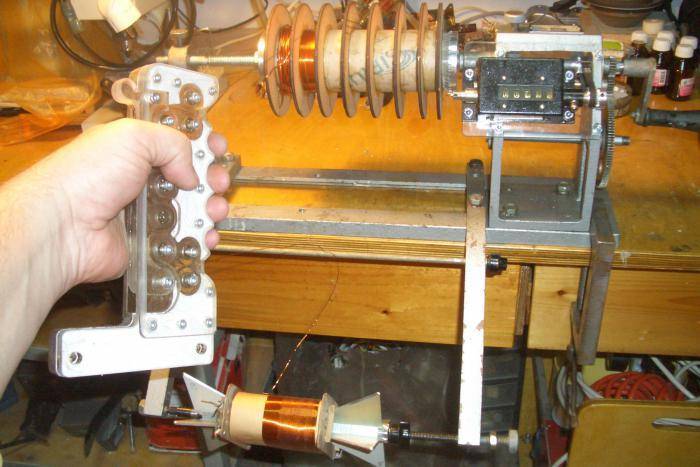
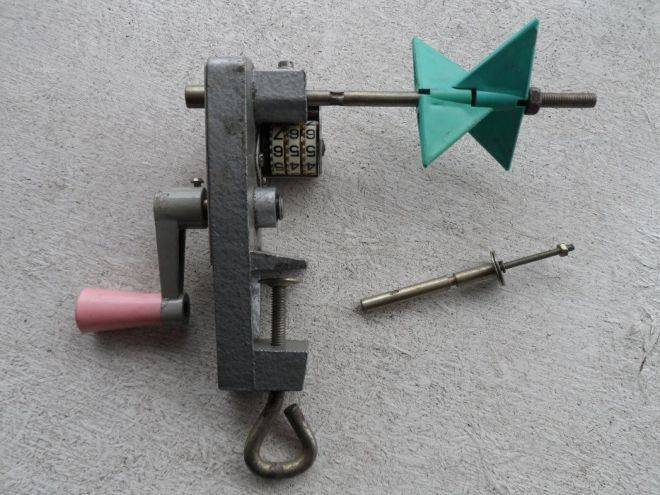
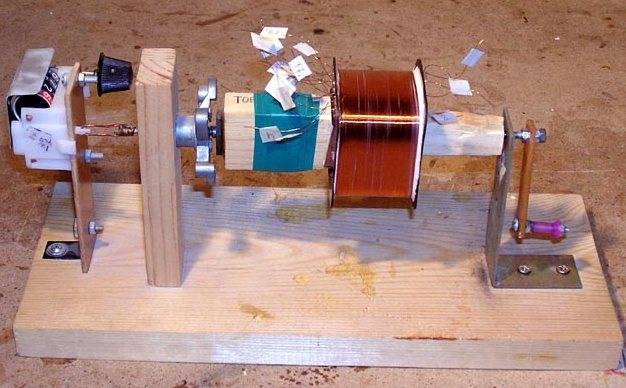

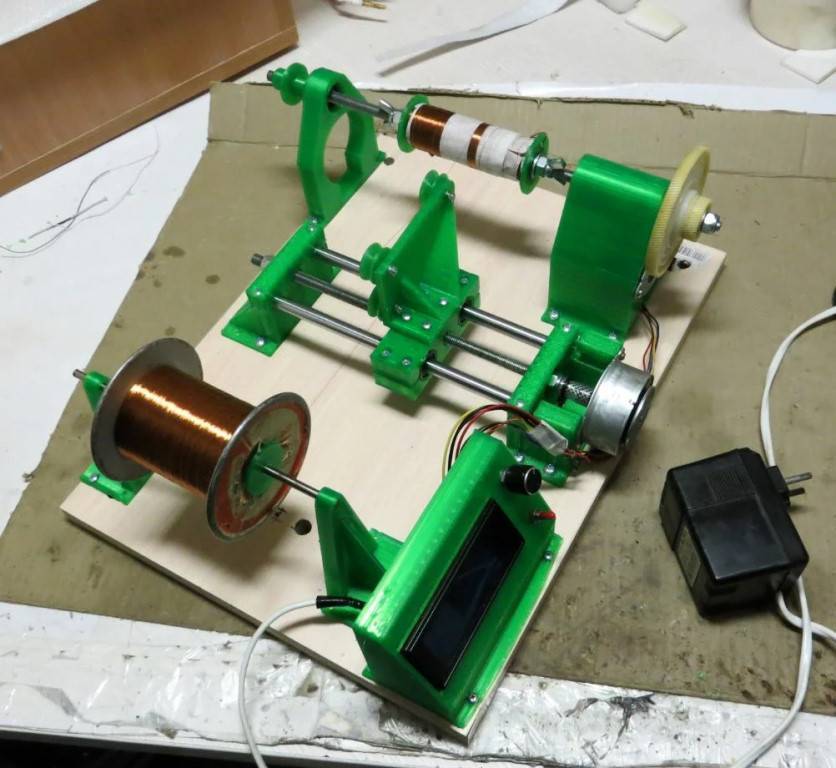

Схема №2
В качестве вала можно использовать пруток гладкой арматуры 12 мм, которую предварительно нужно отшлифовать и покрасить. Для втулки укладчика можно брать пруток диаметром 10 мм, по всей длине которого нарезается резьба стандарта М12*1,0.

Схема №3
Шкивы лучше вытачивать тройные, однако учитывайте, что их совокупная толщина не должна превышать 20 мм. При большей толщине потребуется дополнительно увеличивать длину валов на аналогичный размер. Указанная в схеме комбинация шкивов позволяет применять 54 разных шага намотки. Если вам необходимо работать с проводами диаметром менее 0.31 мм, потребуется дополнительный шкив 12/16/20 мм, с ним вы сможете наматывать провода 0.15 мм.

Рукоять намоточного станка
Для сооружения ручного привода вам потребуется крупноразмерная шестерня и рукоять, которые фиксируются посредством цангового зажима на верхнем валу. Благодаря использованию цанги вы сможете при необходимости прервать намотку фиксировать ручку, тем самым препятствуя разматыванию катушки.
Счетчик витков для намоточного станка делается из обычного калькулятора. Также вам потребуется магнит с герконовым датчиком (можно купить в любом магазине радиотехники), выводы которых необходимо присоединить к контактам калькулятора на кнопке «=».
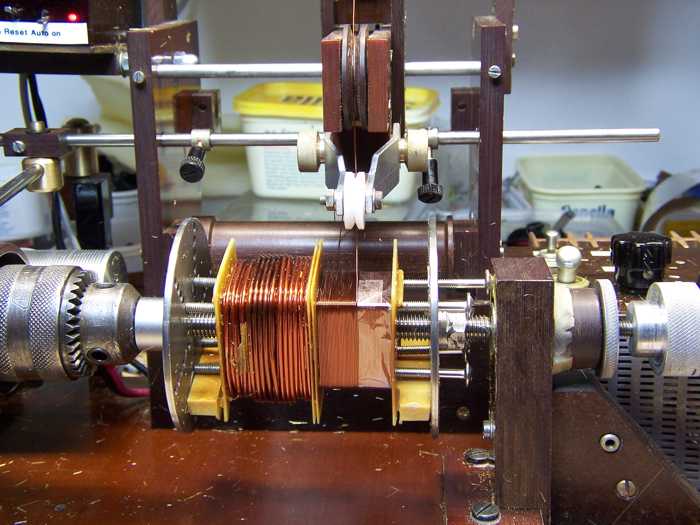
2.1 Как работать на самодельном станке?
И так, оборудование готово, как же на нем работать? Чтобы установить каркас для намотки необходимо выдвинуть из посадочного гнезда верхний вал на длину, равную длине оправы. Далее на вал монтируется правый диск и оправка катушки, поверх которой надевается сама катушка. На следующем этапе устанавливается левый диск и навинчивается гайка, после чего все устанавливается в первоначальную позицию.

Намоточный станок в сборе
В отверстие на верхнем валу размещается гвоздик и производится центровка оправы, после которой каркас зажимается гайкой. Дальнейшие операции выполняются в следующей последовательности:
- На подающем валу размещается подходящей по диаметру шкив.
- Посредством вращения шкива укладчик перемещается в крайнее положение, к одной из сторон катушки.
- На шкив одевается пассик провода — кольцом либо восьмеркой. Конец провода необходимо продеть под средним валом, размесить в желобе укладчика и зафиксировать на каркасе. Натяжение провода регулируется посредством зажимов на укладчике.
- В начале намотки на калькуляторе набирается комбинация «1+1», после чего производится вращение ручки. С каждым полным оборотом вала калькулятор самостоятельно будет увеличивать число на экране на единицу, тем самым считая количество витков провода.
Поскольку данное оборудование имеет предельно простое устройство, в котором отсутствует какой-либо контроллер управления намоточным станком, в процессе работы вам потребуется постоянно следить за катушкой и при необходимости поправлять кабель на каркасе вручную.

Соотношение диаметров шкивов станка
Если вы хотите сделать станок более функциональным, потребуется усложнить конструкцию добавив в нее контроллер. Это позволит автоматизировать рабочий процесс, однако для полностью механической укладки в пару к контроллеру необходимо установить шаговый двигатель (подойдет обычный 24-вольтовый привод, работающий в режиме 44-60 шагов на оборот). Силовые транзисторы к данному комплекту подбираются исходя из характеристик мотора. В качестве контроллера оптимально подойдет прибор АТмега8, купить который можно за 150-200 рублей.
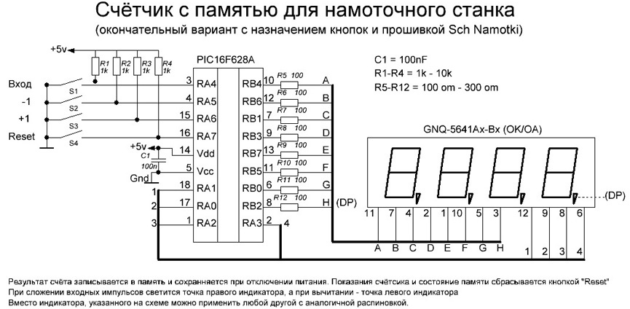
↑ Алгоритм работы моей программы
Опишу алгоритм работы программы, каким я для себя видел. Включаем контроллер и на семисегментном индикаторе горят «0,00» нули. С помощью кнопок «+1» и «-1» выставляем значение диаметра провода (например 0,31) и жмём кнопку «СТАРТ». Контроллер, исходя из выше изложенной константы «А = 0,02», делает пересчёт сколько импульсов ему нужно подавать на драйвер шагового двигателя для его перемещения на расстояние 0,31 мм. Т.е. 0,31/0,02 = 15,5 импульсов. Так как число импульсов должно быть целое число контроллер выдаёт 16 импульсов (или 15). Погрешность есть, куда без неё.
Жмём кнопку «СТАРТ», на самом первом индикаторе загорается маленький квадратик и программа переходит в следующий этап работы, где контроллер ждёт сигнала от датчика, который будет на оси с катушкой, для разрешения выдать пачку импульсов для шагового двигателя. Вот он получает импульс и МК выдаёт пачку импульсов. Каретка проводоукладчика перемещается и ждёт следующего разрешающего импульса.
Если в процессе работы нужно «подкорректировать» диаметр провода и вернутся в первую часть программы
, нужно нажать «СТАРТ», квадратик исчезнет и можно изменять значение диаметра провода. Одно замечание: чтобы была возможность контроллеру отреагировать на кнопку «СТАРТ», диск датчика на основной оси должен быть на чёрном сегменте, т.е. на контроллер от датчика должен подаваться уровень «лог. 1».
С прерываниями работать ещё не научился и сделал, как умею. Диск датчика расчертил на 4 части и черным лаком закрасил сегменты напротив, в шахматном порядке. Поскольку на диске будет 2 черных сектора – контроллер будет реагировать на каждые 180 градусов оборота оси, и соответственно будет на каждые 180 градусов перемещать каретку на Ѕ диаметра провода. В таком случае минимальный шаг намотки (в моем случае) =0,04 мм. Программа работает под внутренним тактированием с частотой 1 МГц.
1 Конструкция и принцип работы
Намоточный станок незаменим при производстве однотипных изделий. Существует два вида таких агрегатов — автоматические и ручные, при этом последние в промышленной сфере практически не распространены из-за ограниченной функциональности.
Однако габаритные размеры, большой вес и стоимость автоматических намотчиков делают их неприменимыми в быту, поэтому для дома лучше обзавестись ручным станком. Стандартная конструкция такого устройства состоит из следующих элементов:
- несущий каркас из двух вертикальных стоек из металла либо дерева, между которыми зафиксированы горизонтальные оси (на центральной стойке — для пластин с колесиком, на внешней — для самой катушки);
- большая и малая шестерни, передающие на катушку крутящий момент;
- ручка, зафиксированная на большой шестерни, посредством которой вращается ось с катушкой;
- крепежные элементы — винты и гайки.

Схема конструкции намоточного станка
Принцип действия такого устройства предельно прост — вращение ручки приводит к намотке на вращающийся каркас проволоки либо кабеля, за равномерность намотки отвечает направляющая укладчика, которая перемещает проволоку в горизонтальной плоскости.
Контроль количества витком может выполняться как визуально, так и с помощью специальных счетчиков, простейшим из которых является обычный велосипедный одометр. В более продвинутых станках в качестве счетчика используется специальный магнитно-герконовый датчик.




1.1 Магазинные станки
Среди промышленных намоточных агрегатов повсеместной популярностью пользуется станок для намотки кабеля СРН-05М3. Данная модель была запущена в эксплуатацию еще во времена СССР, и с тех пор хорошо себя зарекомендовала благодаря высокой надежности и производительности. На вторичном рынке СРН-05М3 можно найти за 15-20 тыс. рублей.

СРН-05М3
СРН-05М3 выполнен в корпусе из чугуна, вес оборудования составляет 80 кг, габариты — 877*840*142 см . Станок позволяет наматывать однослойные, двухслойные и тороидальные катушки в режиме автоматической укладки. Минимальный диаметр кабеля — 0.05 мм, максимальный — 0.5 мм. Агрегат комплектуется однофазным электромотором типа УЛ-62, мощность которого составляет 0.18 кВт. Наибольшая скорость вращения при намотке — 5100 об/мин.

NZ-1
Для бытовой эксплуатации лучшим выбором будет ручной станок NZ-1 (Китай). Несмотря на страну происхождения NZ-1 является достаточно надежным и функциональным оборудованием. Агрегат предназначен для наматывания катушек диаметром до 150 мм, с максимальной шириной не более 100 мм. Коэффициент передаточного отношения составляет 1:08 в быстром режиме намотки и 1:0.1 в медленном. Максимальная скорость — не более 1000 об/мин.
NZ-1 укомплектован счетчиком витков механического типа. Корпус выполнен из металла, опорная станина — из чугуна. Станок оснащен шкивом, что позволяет подключаться к нему электродвигатель через ременную передачу и работать в автоматическом режиме. Стоимость такого оборудования варьируется в пределах 4-5 тыс. рублей.
Принцип работы на станке
Трудиться на сконструированном станке несложно. Технологический процесс требует выполнения определенных действий:
- Верхний вал подготавливают к работе: снимают шкив, задают нужную длину каркаса катушки, устанавливают правый и левый диски.
- В отверстие верхнего вала вставляют крепежное изделие, центрируют и зажимают каркас специальной гайкой.
- На подающий вал монтируют нужный шкив для первичной обмотки.
- Напротив каркаса катушки устанавливается укладчик.
- Пассик одевают на шкивы кольцом или восьмеркой, в зависимости от вида укладки.
- Металлический провод заводят под дополнительный вал, укладывают в желобок, закрепляют.
- Натяжение проволоки регулируют при помощи зажимов, расположенных вверху укладчика.
- Провод должен плотно наматываться на основу катушки.
- На калькуляторе фиксируют числовое значение «1+1».
- Каждый оборот вала прибавляет заданный счет.
- Если витки нужно отмотать назад, на вычислительном устройстве нажимают «–1».
- Когда провод достигнет противоположной части каркаса, с помощью цангового зажима меняют положение пассика.
Под разную толщину металлического провода соотносят шкив с шагом намотки.
Изготовление счетчика витков
Для определения количества намотанных витков на станке необходим специальный счётчик. В самодельном станке устройство делают так:
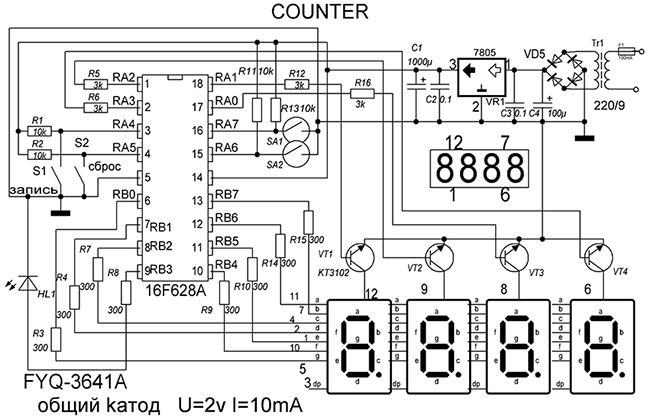
Счетчик для намоточного станка — схема
- К верхнему валу крепят электромагнит.
- Герметизированный контакт располагают на одной из боковин.
- Выведенные контакты геркона соединяют с калькулятором в том месте, где находится кнопка «=».
- Катушку с проводом размещают отдельно – на другом валу с рычагами, которые поднимают устройство вверх и складывают его внутрь станка.
Благодаря этим элементам, оборудование становится компактным и не занимает много места.
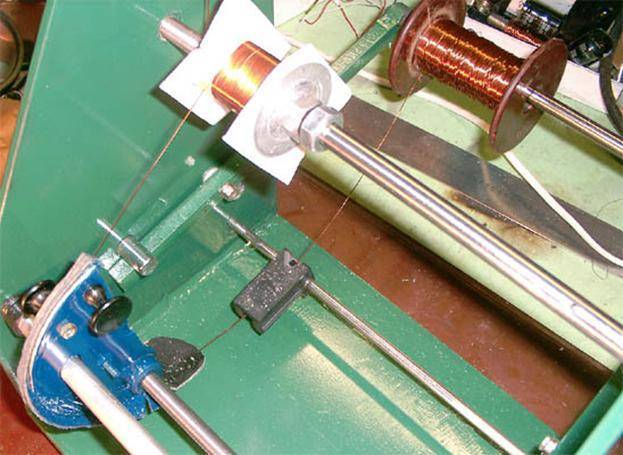
Устройство самодельного намоточного станка
В промышленных условиях используются специальные приспособления для массового производства различных типов электрических катушек и трансформаторов. Производство однотипных изделий позволяет вкладывать финансовые средства в скоростное, автоматическое оборудование для увеличения количества выпускаемой продукции.
В работе своими руками при ремонте, восстановлении, создании новых катушек или трансформаторов, необходимости в полной автоматизации процесса перемотки нет, но метод ручной укладки каждого витка проволоки устраивает далеко не всех мастеров. Поэтому появилась практика создания своих собственных моделей.
Самым простым вариантом является ручной намоточный станок, сделанный своими руками, который оснащен регулируемым укладчиком и счетчиком витков
При его создании следует уделить внимание лишь нескольким условным требованиям:
- простота конструкции;
- использование подручных материалов;
- возможность намотки катушек разного размера и конфигурации.
Устройство простейшего самодельного намоточного станка для трансформаторов
Примером такого станка сделанного своими руками может послужить такая конструкция, работающая по принципу колодезного ворота:
- основание с двумя вертикальными стойками, сделанными из дерева или фанеры;
- горизонтальная ось, закрепленная на стойках сделанная из толстой проволоки один конец которой выгнут в форме ручки для вращения;
- две трубки одетые на ось, на одной из которых размещена деревянная колодка, которая фиксируется шпилькой из металла и имеет клин для надежной фиксации на вращающейся оси;
- счетчик витков (велосипедный одометр), который подсоединяется к свободному концу оси через плотную резиновую трубку или витую пружину подходящего сечения.
Принцип работы такого устройства основан на насаживании каркаса трансформатора на ось устройства, и вращении своими руками ворота с ручным контролем плотности укладки провода и визуальным — по отсчету витков. к меню
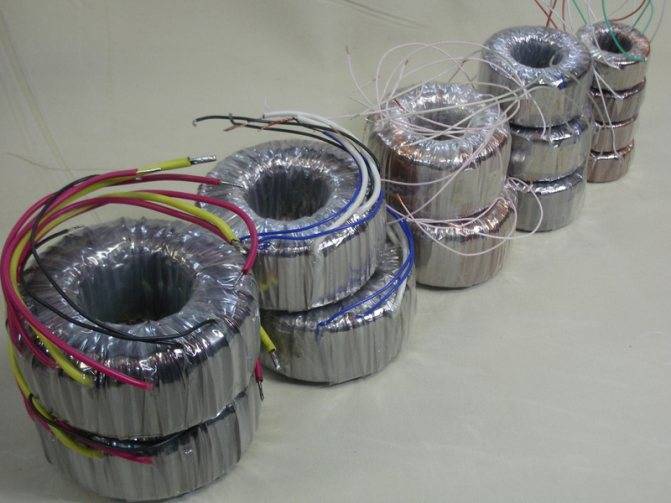
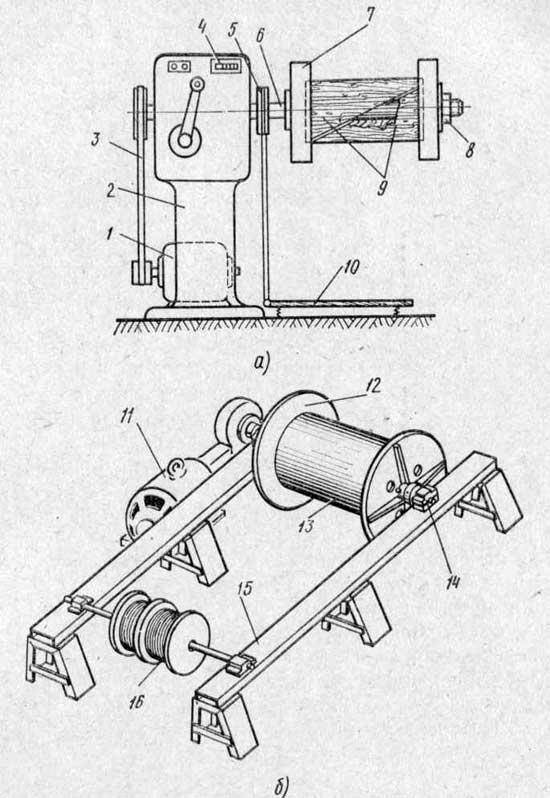
Намотка тороидальных трансформаторов
Широкое применение тороидальных трансформаторов в бытовой технике и приборах дающих низковольтное освещение, создает необходимость в станке, а точнее, приспособлении, которое поможет намотать проволоку на каркас круглой замкнутой формы.
В промышленных условиях используются специальные кольцевые станки для качественной намотки тороидальных трансформаторов. В домашних же условиях, приходится мотать вручную долго и без гарантии качественной ровной укладки проволоки.
Приспособление в виде челнока, который работает по принципу швейной иглы, несколько облегчает работу по намотке тороидальных трансформаторов, но в недостаточной степени.
Станок для намотки тороидальных трансформаторов
Для создания более производительного устройства по намотке тородоидальных трансформаторов потребуется обод велосипедного колеса. Он закрепляется на стене при помощи штыря и имеет резиновое кольцо для закрепления проволоки.





Так как обод является цельным, то для того чтобы одевать на него каркасы тородоидальных трансформаторов, его необходимо будет разрезать и затем скрепить разборными пластинами.
Намотка тороидальных катушек при помощи этого приспособления происходит следующим образом:
- на разъединенный обод одевается подготовленная к намотке катушка;
- пластинами скрепляют (соединяют) обод, чтобы он являлся цельным кругом;
- наматывают на него необходимое количество проволоки;
- присоединяют конец провода к свободно перемещающейся по ободу катушке;
- начинают передвигать катушку по ободу полными кругами, за счет чего проволока сама укладывается на каркас трансформатора.
При выполнении такой, практически ручной намотки, необходимо следить за натяжением проволоки и плотностью витков.
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Обод велосипедного колеса подходит лишь для катушек большого размера. Этот же принцип намотки, для небольших тороидальных трансформаторов, можно применять, используя любое плоское кольцо подходящих размеров. к меню
Это интересно: Гидравлические трубогибы — виды, видео, фото
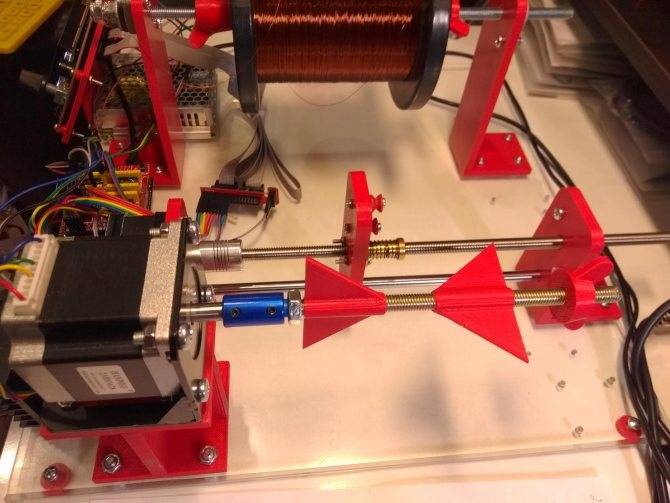
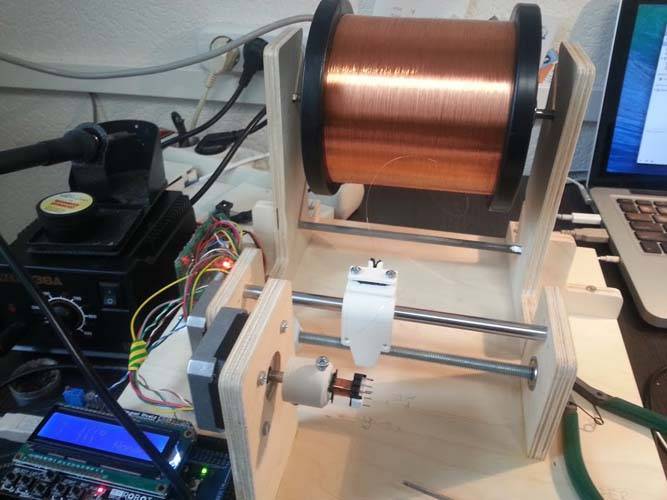
Намоточный станок на Arduino
Порой в радиолюбительской практике возникает необходимость намотки большого количества витков провода для создания трансформаторов, дросселей, катушек и им подобных моточных изделий. Если речь идет о сотне витков особых проблем нет, мотается при помощи простейших механических приспособлений. Но когда нужно намотать несколько тысяч витков, да еще и виток к витку, то тут задумываешься об автоматизации этого весьма утомительного процесса.
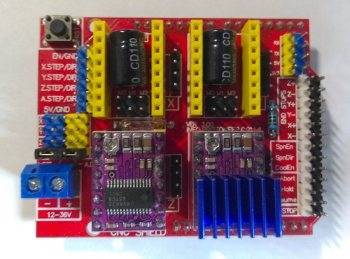
Устройство, о котором пойдет речь, представляет из себя автоматический намоточный станок с укладчиком витков и индикацией процесса на символьном ЖК экране. Интеллектуальным ядром устройства является знакомый многим микроконтроллер ATmega328P, расположенный на китайском варианте платы Arduino UNO. Контроллер через CNC Shield (плата расширения ЧПУ) управляет силовой частью устройства, состоящей из двух драйверов шаговых двигателей (ШД) на базе микросхемы DRV8825 и двух ШД 17HS3401 и 17HS4401 (полный оборот 200 шагов). Человеко-машинный интерфейс состоит из модуля поворотного энкодера KY-040 и символьного дисплея 16×2 с контроллером HD44780 и модулем связи по шине I2C на расширителе портов PCF8574A. Питание схема получает от импульсного БП 220AC-12DC 60W.

Микроконтроллер задействует драйвера «Z» и «A» при этом на CNC Shield-е для соединения драйвера «A» с пинами 12 и 13 ардуино необходимо установить перемычки D12-A.STP и D13-A.DIR. Режим работы DRV8825 выбираем с микрошагом 1/16 установив перемычки M2 на плате, это означает что на один шаг ШД (1,8°) необходимо подать 16 фронтов сигнала STP. Установку модулей DRV8825 необходимо произвести так как показано ниже.
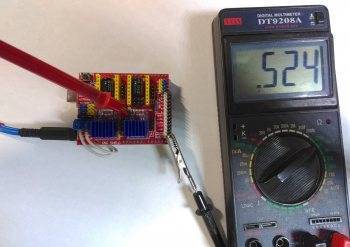
После установки драйверов ШД необходимо обязательно выставить ограничение по току. При подключенном напряжении 12В к плате CNC Shield, но без электродвигателей, необходимо вращая подстроечный резистор выставить значения ограничений. Текущее значение контролируем мультиметром и вращая отверткой подстроечник, добиваемся значений напряжения для драйвера «Z» 0,68В и 0,52В для драйвера «A». Эти значения напрямую связаны с номинальным током ШД. Для 17HS4401 In = 1,7А, а для 17HS3401 In = 1,3А. Значение напряжения в щадящем для ШД режиме вычисляем по формуле Vref = 0,8*(In / 2).
Подключение I2C 1602 LCD выполняем к соответствующим выводам SCL, SDA, 5V, GND платы расширения. На модуле энкодера допаиваем подтягивающий резистор R1 10k если его там нет. Для устранения дребезга контактов необходимо собрать схему аппаратного подавления, ее можно оформить в виде модуля, дополняющего модуль KY-040 как показано ниже. Фильтры низких частот на R4-6 и C1-3 устраняют дребезг, а триггеры Шмитта МС 74НС14N восстанавливают фронт и спад сигнала.
Для подключения энкодера к ардуино соединяем пины X.STEP и CLK, Y.STEP и SW, X.DIR и DT а так же GND и +5V с соответствующими выводами платы.

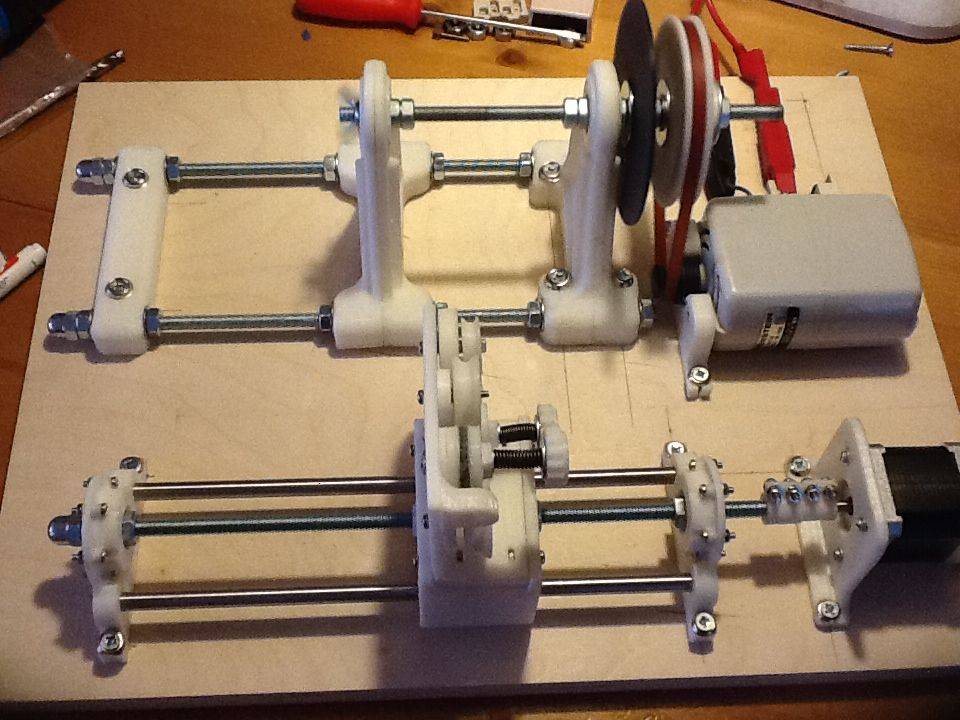
Механическая часть намоточного станка это шесть стоек прикрученных к оргстеклу. Стоики напечатаны пластиком на 3D принтере, но при наличии должной пряморукости могут быть изготовлены другими способами и из других материалов. Основной вал (шпилька М6) приводится в движение ШД 4401 и на нем располагается каркас для намотки. Далее две стоики укладчика с валом диаметром 6мм и шпилькой М4 (шаг резьбы 0,7мм) на валу ШД 3401. Вращение двигателя приводит к линейному перемещению укладчика, при этом один шаг ШД дает перемещение L = шаг резьбы / шагов на оборот = 0,7/200 = 0,0035мм. Последние две стойки держат подающую катушку. Поджатием резиновой шайбы к подшипнику обеспечивается натяжение провода при намотке.
Программа для ATmega328P написана в среде разработки Arduino IDE на языке C++. Для успешной компиляции кода необходимо иметь установленную библиотеку LiquidCrystal_I2C.

Из основного меню можно попасть в подменю управления позицией шаговых двигателей POS CONTROL это необходимо для установки начальной позиции основного вала и укладчика. Подменю AUTOWINDING предназначено для ввода значений автоматической намотки. Работа с кнопкой энкодера, а также, с самим энкодером и драйверами ШД осуществляется через прерывания.





