

НАРЕЖЕМ ШЛИЦЫ И ПАЗЫ

В условиях домашней мастерской без специальных станков и приспособлений можно выполнить, пожалуй, только так называемый «колхозный» шпоночный паз: это когда в насаженной на вал шестерне или шкиву сверлится электродрелью совместное отверстие с центром на окружности стыковки деталей. Потом в это отверстие вставляется цилиндрическая шпонка. Но такое соединение деталей ненадёжно — ведь недаром его нет ни в одном ГОСТе. Для изготовления же «гостовских» шпоночных пазов в деталях я разработал ручной настольный станок (или, можно сказать, приспособление), которым уже несколько лет и пользуюсь. Думаю, что такой станок может пригодиться, как и мне, домашним умельцам, конструкторам-любителям, в школьной мастерской.
Этот вертикально-строгальный станок-приспособление с ручным приводом по конструкции схож со сверлильным, а по принципу работы — с долбёжным.
Вся конструкция собрана на основании размерами 350x350x20 мм. Оно же (основание) является и рабочим столом на котором располагаются стойка со всеми необходимыми для прорезания паэов узлами и суппорт с трёхкулачковым токарным патроном. Толщина основания у моего станка — 20 мм. Сначала это была древесно-стружечная плита (как на фото), но потом я заменил её на стальную с теми же размерами — станок стал массивнее, но и устойчивее.
Здесь же сделаю пояснение: на чертежах есть и другие отличия от изображения станка на фотографиях. Дело в том, что в ходе эксплуатации выявлялось, что некоторые узлы и детали лучше было бы выполнить немного иначе. И эти усовершенствования отражены в чертежах.

Приспособление (ручной станок) для долбления шпоночных пазов и шлицов:
1—основание (стальная плита s20); 2 — стойка (сталь, круг d40); 3 — опорный фланец (сталь); 4 — крепление фланца к основанию (винт М12, 3 шт.); 5—державка (сталь); 6 — стопор державки (винт М12); 7 — ось тяги рычага (половинка шпильки М12 с гайкой, 2 шт.); 8—тяга рычага (стальная полоса 30×8, 2 шт.); 9 — шарнирное соединение тяги с рычагом (болт М12, 2 шт.); 10 — рычаг (стальная полоса 30×8, 2 шт.); 11—пружина сжатия; 12 — консоль; 13 — ползун (винт М12); 14—фиксатор (винт М12); 15—крепление рычага на оси (ганка М12, 2 шт.); 16 — ось ручки (сталь, круг 18); 17 — ручка (труба d30x18,5); 18 — оправка-резцедержатель (сталь, круг d64); 19 — резец; 20 — стопор (винт М10); 21—трёхкулачковый токарный патрон: 22 — суппорт
Близ одного края основания закреплена посредством фланца стойка — стальной стержень диаметром 40 мм и высотой 450 мм. Вдоль всей стойки прорезан продольный паз, а на одном из юнцов выполнена проточка для стыковки с фланцем. Сейчас мне стало понятно, что было бы неплохо сделать стойку и повыше — до 500 мм — нередко бывает необходимость, когда надо сделать паз в длинных (или высоких) деталях (например, ступицах), вот тогда-то подъёма консоли не хватает. Фланец представляет собой большую ступенчатую шайбу с центральным отверстием под стойку и тремя равномерно расположенными отверстиями диаметром 12,5 мм — для крепления к плите основания. Соответственно расположенные, но только резьбовые отверстия М12 выполнены и в столе-основании. Стойка проточенным концом вставляется в центральное отверстие фланца, и детали соединяются сваркой, а после этого фланец прикручивается к основанию.
На стойку насаживаются по скользящей посадке державка и консоль с пружиной сжатия между ними.
Державка представляет собой прямоугольный параллелепипед с небольшой, относительно размеров в плане, высотой с центральным отверстием под стойку и тремя резьбовыми отверстиями М12 — двумя встречными глухими боковыми и одним сквозным с одного из торцов. Конечно, определения «торец» и «бок» у такого геометрического тела идентичные, но, надеюсь, понятны из чертежа. В торцевое отверстие вворачивается стопорной винт державки, а в боковые — шпильки, служащие осями тяг рычагов.
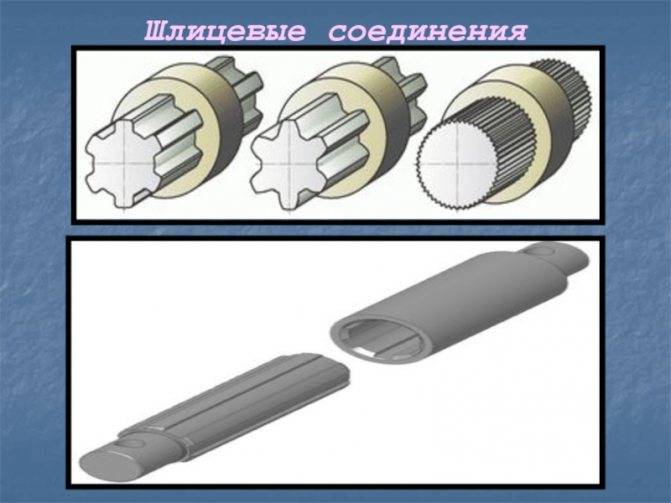
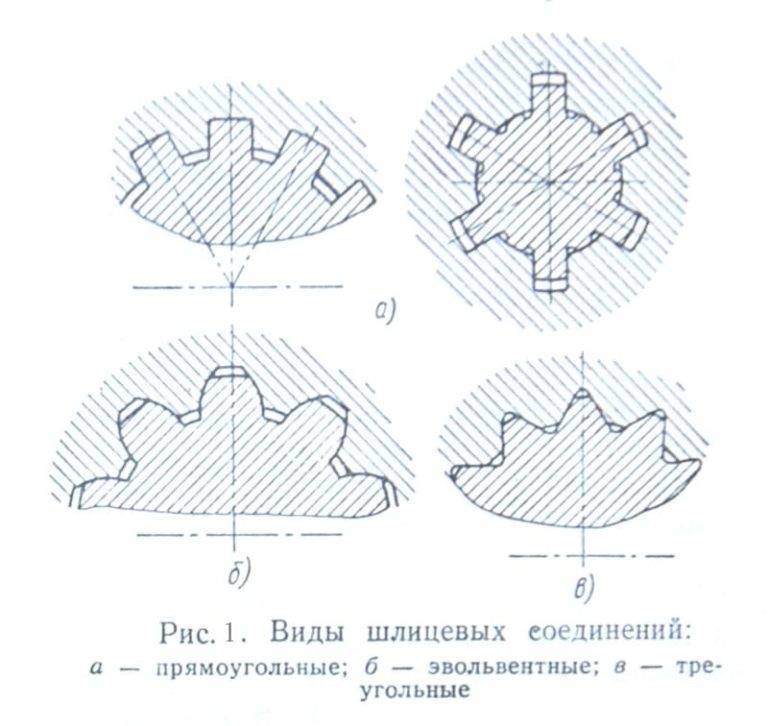
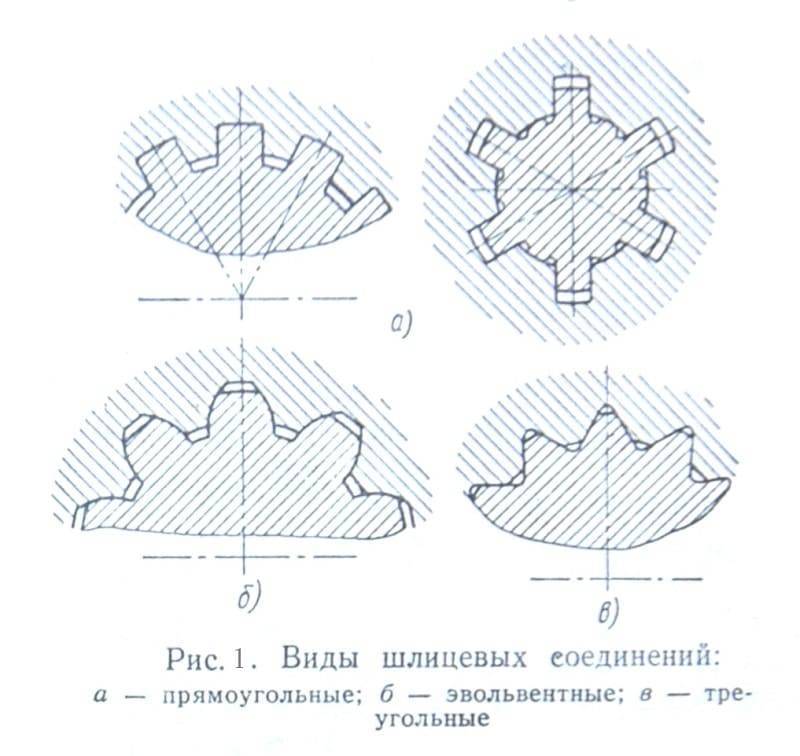
Виды шлицевых соединений
В зависимости от профиля шлицов принято выделять такие виды соединений:
- прямобочные (ГОСТ 1139-80);
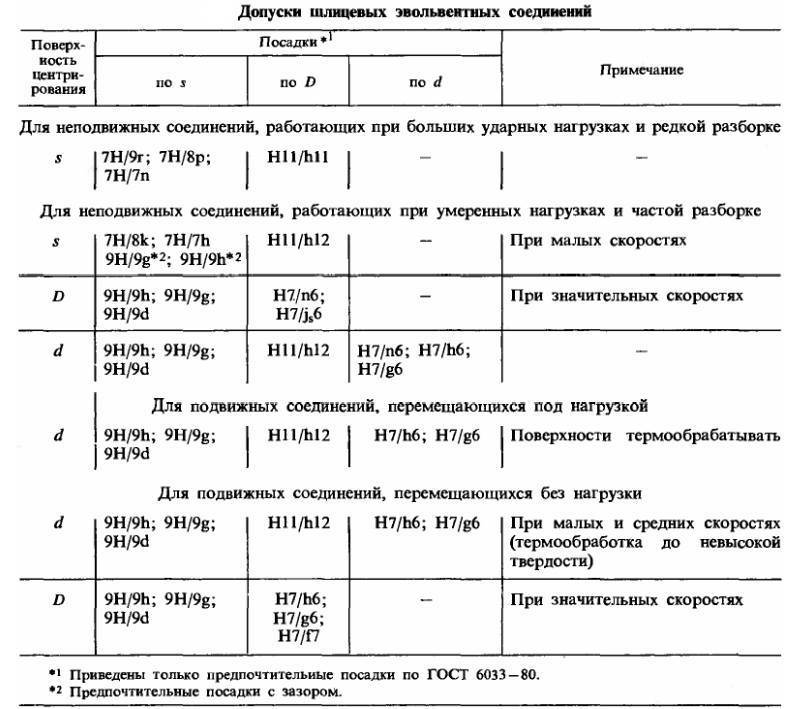
- эвольвентные (угол профиля составляет 30 градусов, ГОСТ 6033-80);
- треугольные зубчатые.
Более распространена нарезка шлицов под прямобочные соединения. В зависимости от того, насколько большой крутящий момент необходимо передать, выбирается определённый размер шлицевого соединения − лёгкой, средней или тяжёлой серии.
Особенности нарезки изготовления шлицов
Изготовление или нарезка шлицов является достаточно сложным процессом, который проводится в несколько этапов. Она должна осуществляться с использованием специального оборудования и привлечения опытных специалистов.
Основными стадиями изготовления шлицов становятся:
- установка заготовки – деталь помещается в центр задней бабки и делительной головки фрезеровального станка;
- фрезеровка шлицов – для валов, диаметр которых составляет до 100 мм, фрезерование производится за один проход, при больших диаметрах − за два;
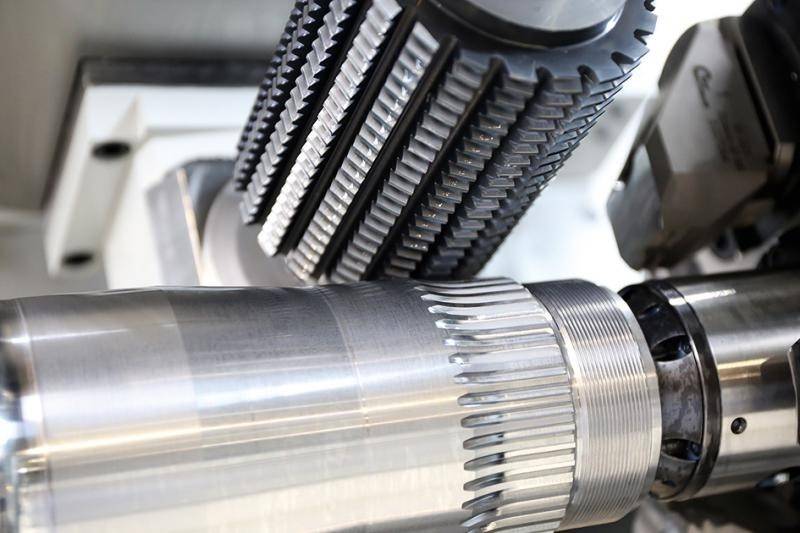
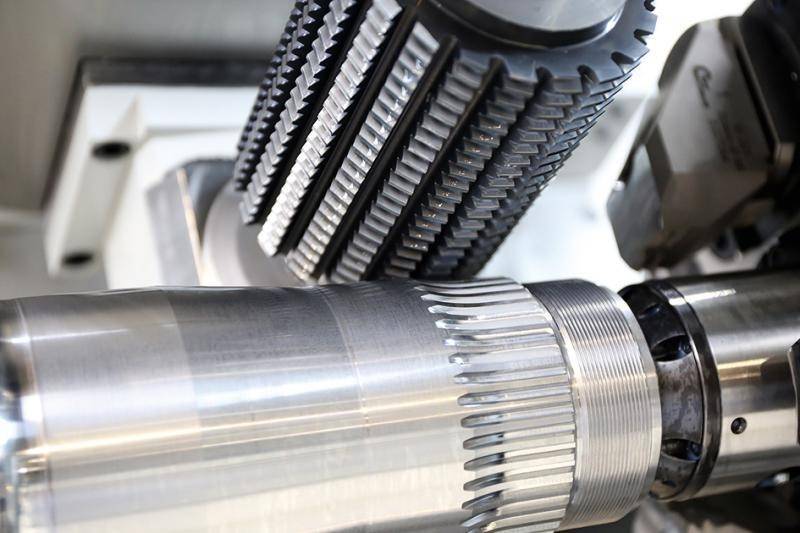
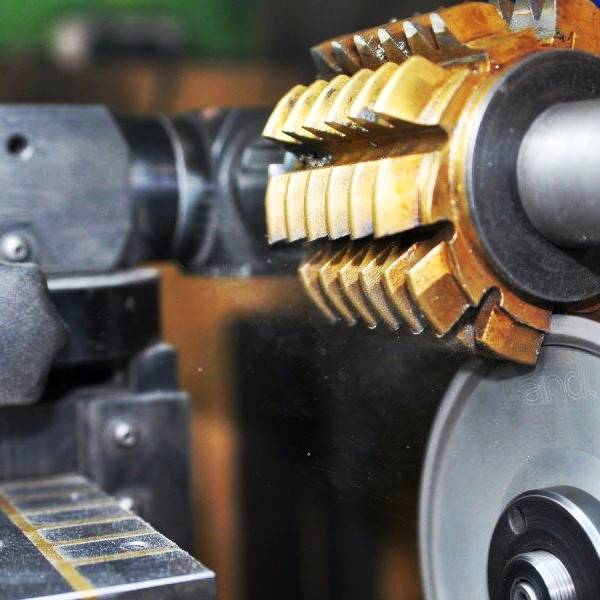
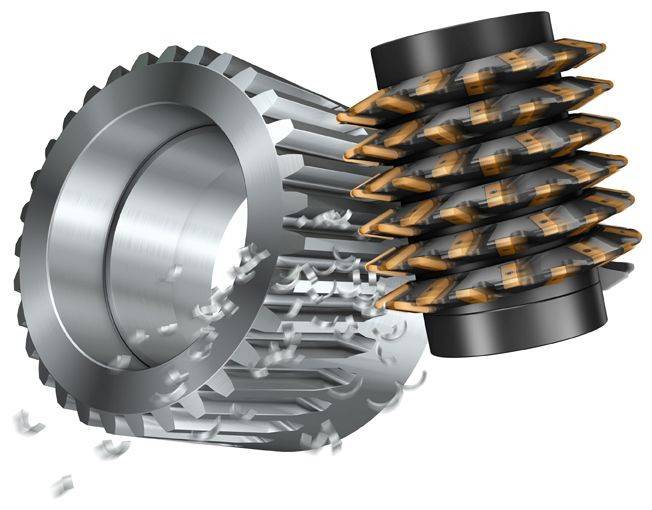
- обработка червячной фрезой – необходима, когда требуется получить очень точную нарезку шлицев (эта фреза совершает вращательные движения и передвигается вдоль оси);
- шлифовка – обработка наружного диаметра осуществляется с помощью крупношлифовального станка; если вал подвергался термической обработке, нужно отшлифовать и внутренний диаметр.

Клиентам нашей компании гарантируются:
- отличное качество выполнения работ – все операции проводят опытные мастера, действия которых доведены до автоматизма;
- оперативность – мы располагаем полным парком оборудования, что позволяет оптимизировать рабочие процессы и выполнить задачи различного уровня сложности в сжатые сроки без потери для качества конечного продукта;
Выбор оборудования и инструмента
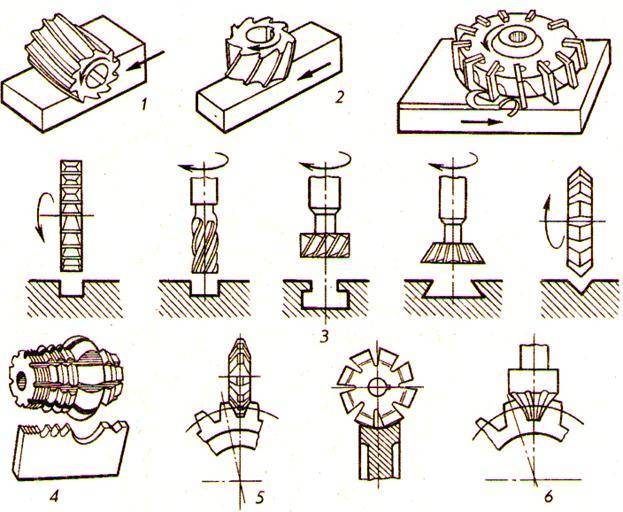
Нарезка выполняется на станках:
- фрезерных;
- строгальных;
- долбежных;
- токарных;
- протяжных.
Затем детали подвергают шлифовке на шлифовальных станках.
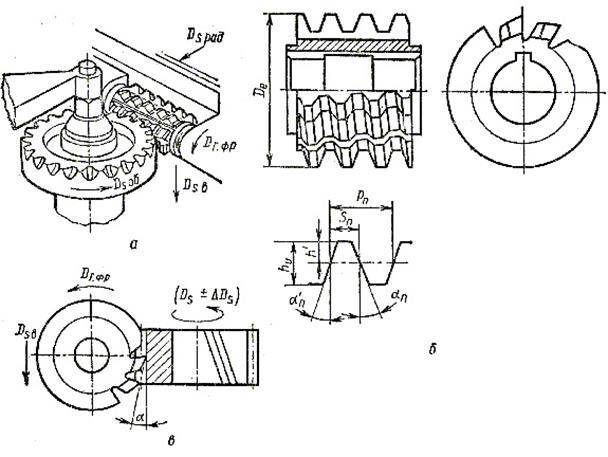
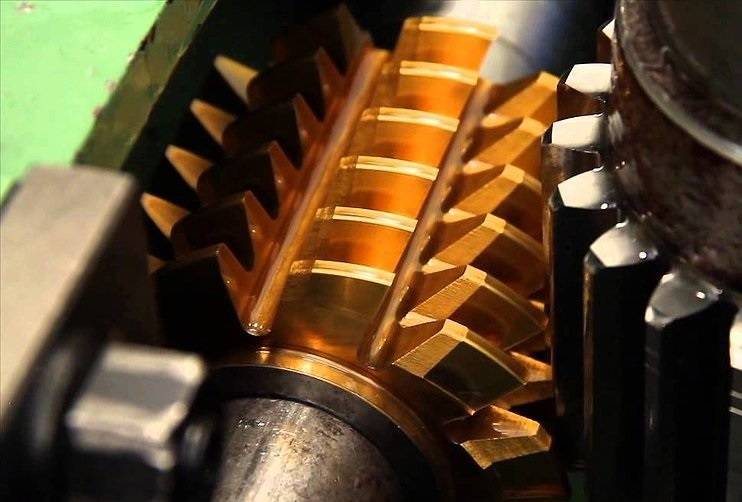
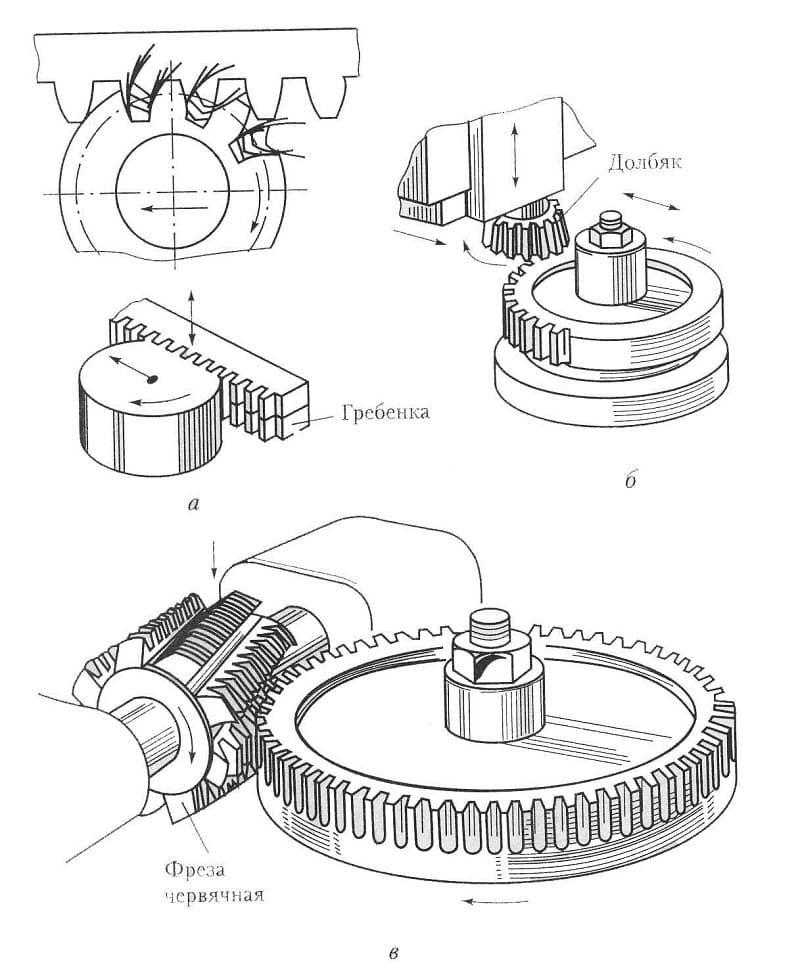
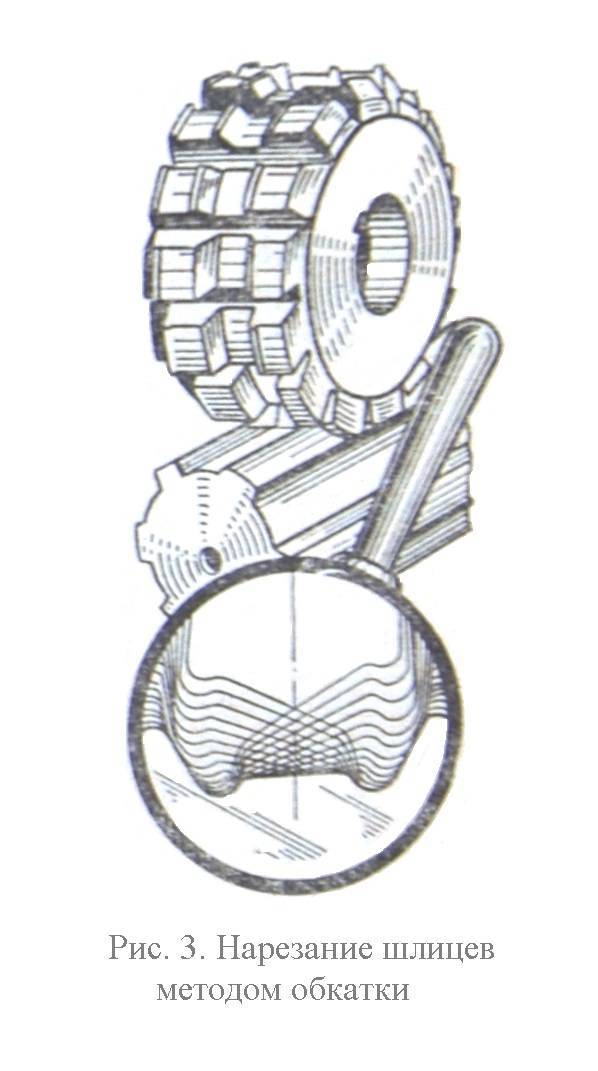
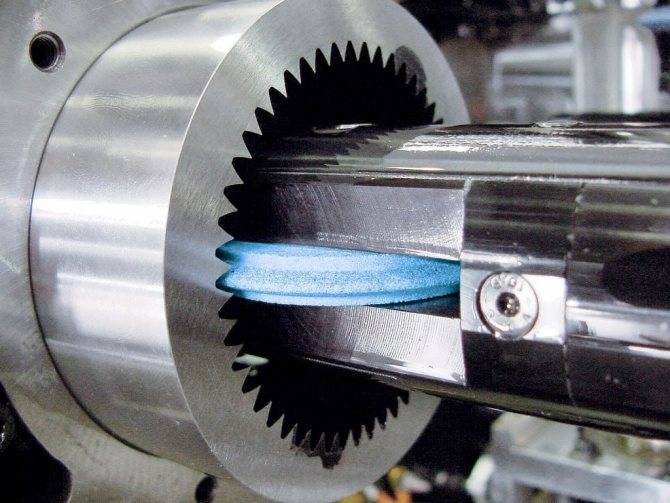
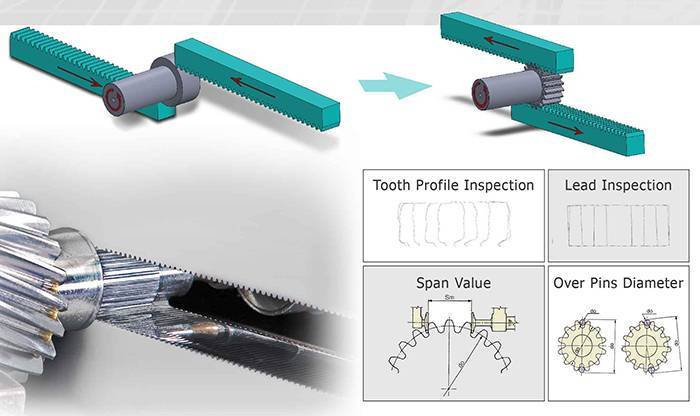
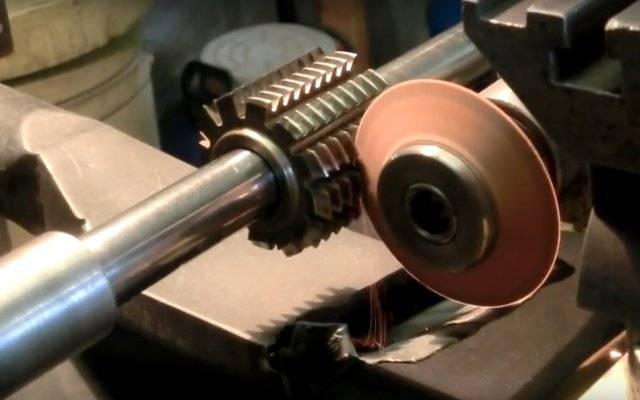
В мелкосерийном и единичном производстве очень часто нарезание шлицев осуществляется на шлицефрезерном или зубофрезерном оборудовании с использованием червячной фрезы и метода обкатки. Использование такого инструмента эффективно как для прямобочных, так и для эвольвентных шлицев.
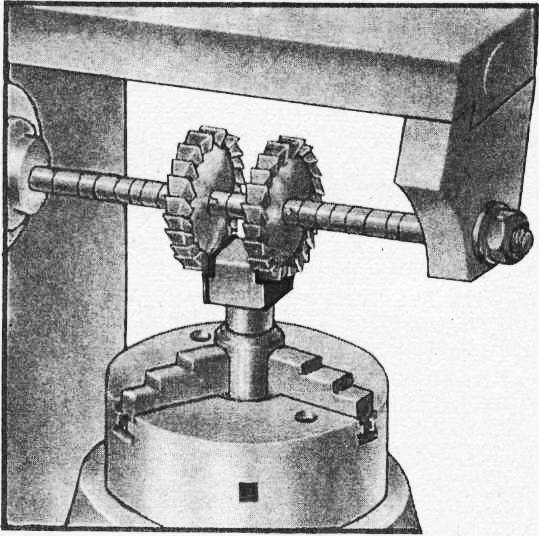
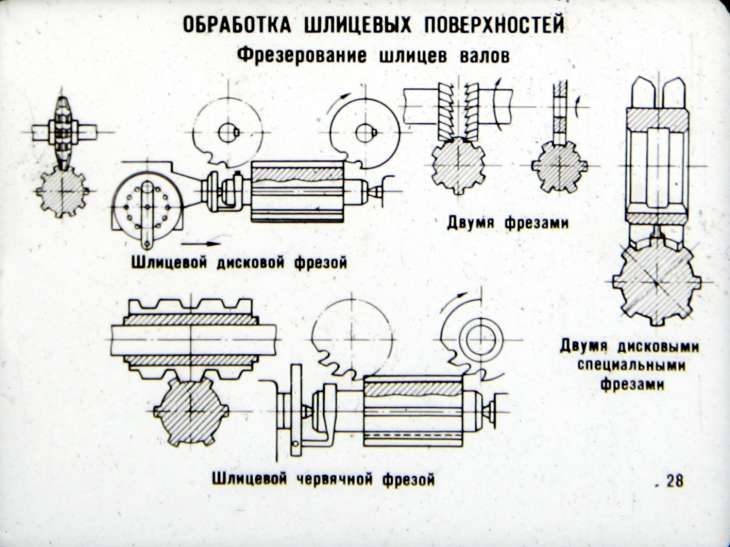
Горизонтально-фрезерный станок для нарезания шлицев используется в паре с фасонной дисковой фрезой. Для одновременной нарезки нескольких пазов используют делительную головку. Стоит отметить, что для изготовления шлицов такой способ используют крайне редко из-за неточностей по шагу и ширине. Целесообразно будет провести на горизонтально-фрезерном станке с дисковой фрезой черновую обработку детали, оставив припуск на чистовую обработку и шлифовку. Чистовую обработку пазов проводят специальными торцевыми фрезами, а для треугольного шлицевого соединения применяют треугольные фрезы.
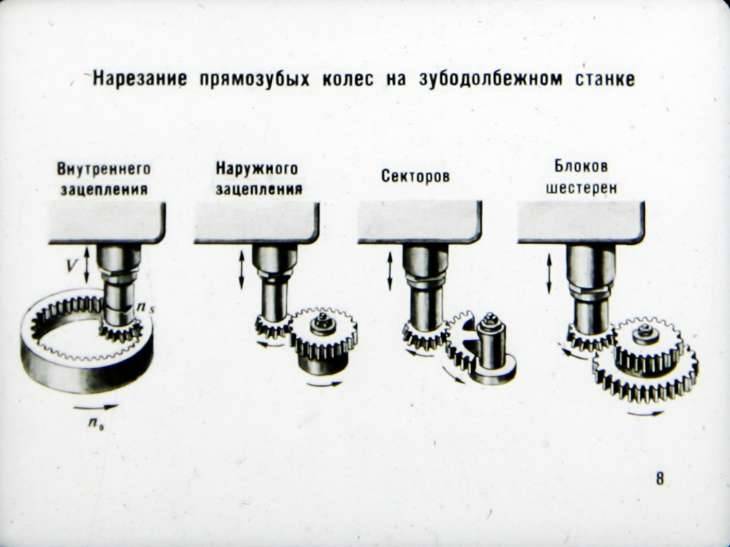
Используется метод обкатки с применением долбяка. За высокое качество, получаемых поверхностей зубодолбежное оборудование используются в массовом производстве.
Помимо долбежных станков, широкое распространение в массовом и крупносерийном производстве шлицевых соединений получили строгальные и протяжные станки. Такое оборудование в несколько раз эффективнее и производительнее фрезерных станков. Нарезка строганием осуществляется с применением набора резцов, количество и размеры которых зависят от числа зубьев, ширины и глубины пазов соединения. При протягивании используют инструмент под названием протяжка. Этот инструмент имеет несколько режущих зубьев разной высоты, которые при поступательном движении срезать часть металла с заготовки.






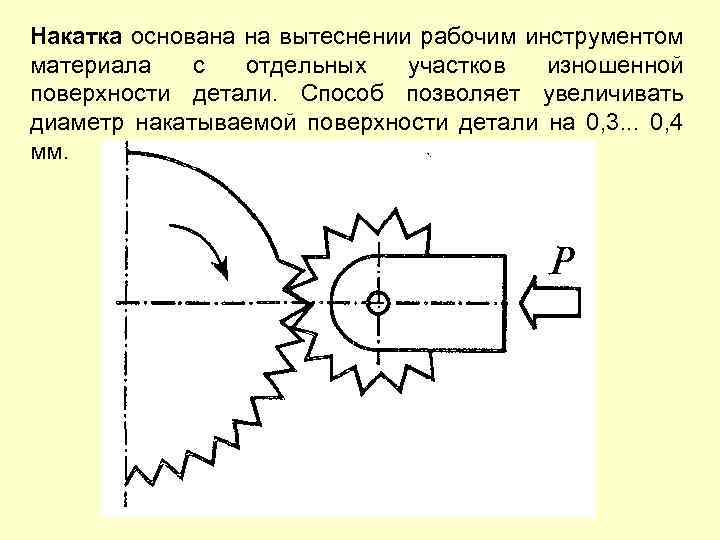
Для изготовления эвольвентных соединений применяют холодную накатку с использованием специальных роликовых головок. Таким инструментом изготавливают изделия с большим количеством зубьев. По своей эффективности метод холодной накатки выше фрезерования в 10 раз.
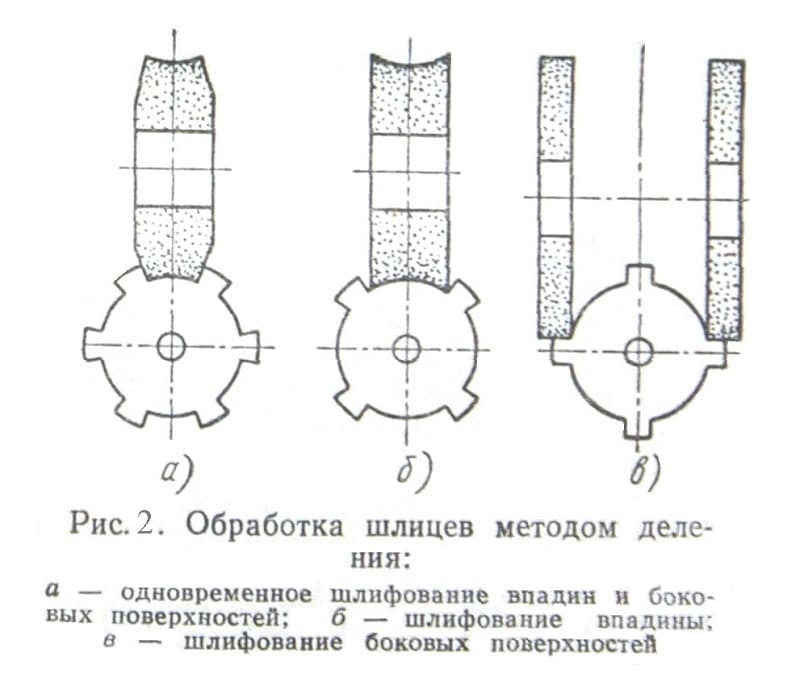
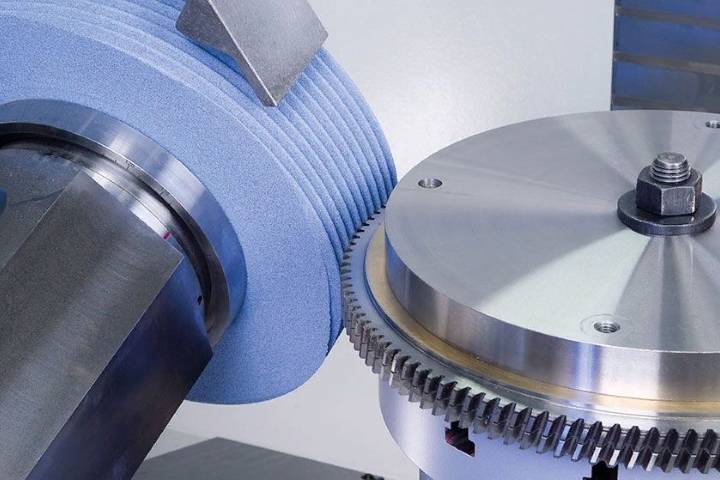
После нарезки зубьев и термической обработки, все изделия подвергают шлифовке. Это позволяет добиться требуемой шероховатости и избежать зацепления сопрягаемых деталей в работе. Для шлифования используют следующий инструмент:
- фасонный круг;
- дисковый круг;
- конический круг.
Для шлифования внутренних поверхностей в некоторых случаях применяют оправку.
Государственные стандарты
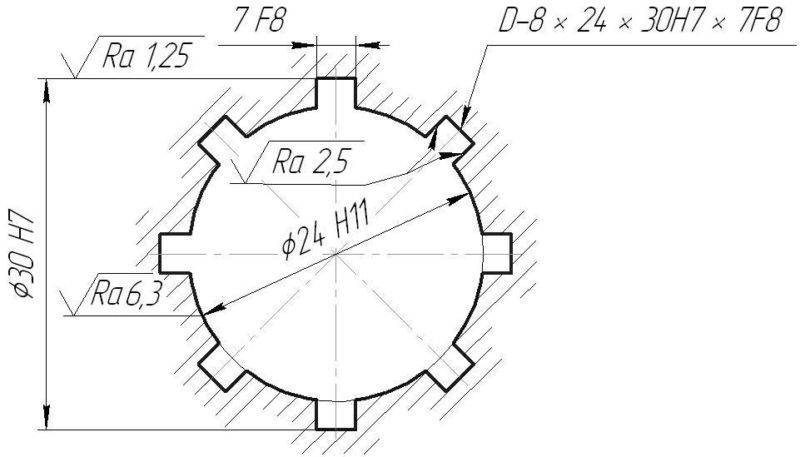
Прямозубые шлицевые валы и втулки изготавливаются согласно ГОСТ 6033-80, которым предусмотрено обозначение шлицов по внутреннему и наружному диаметру валов, с указание способа центровки: D, d, b, количества зубьев, и класса точности изготовления сопрягаемых деталей. Например: d – 8×36H7/h7×40H12×7D9, где:
- d – центрирование по малому диаметру;
- 8 зубьев;
- 36 – внутренний диаметр;
- H7/h7, H12, D9 поле допуска соответствующих размеров;
- 40 – наружный диаметр;
- 7 – ширина зуба.
Стандарт предусматривает писать характеристики на выносной линии одной строкой без пробелов.
Изображение и изготовление эльвольвентных узлов выполняется по ГОСТ 1139-80, размеры и допуск на детали также располагаются на выносной линии. При этом указывается только характеристика размера центровки. Под линией пишется ГОСТ, по которому изготавливались детали.
В случае треугольного стыкования деталей ссылаются на отраслевой стандарт, указывают угол наклона и количество зубьев.
Нарезка шлицов — методы, выбор оборудования и инструмента
Шлицевое соединение применяется для передачи вращательного движения между валами и втулками. В отличии от шпоночного соединения оно обеспечивает лучшее центрирование деталей. При этом нагрузка на некоторые детали намного меньше, а крепость при динамических и переменных нагрузках намного больше. Подобный тип соединения из себя представляет зубья конкретной длины, соединенные в единое целое с телом вращения.

Есть три типа шлицевых соединений:
Нарезка шлицов в сфере машиностроения делается преимущественно на фрезерном оборудовании, к которому предъявляют специальные требования по точности.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
 Инструмент для нарезки резьбы
Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Сфера использования и особенности шлицевых соединений
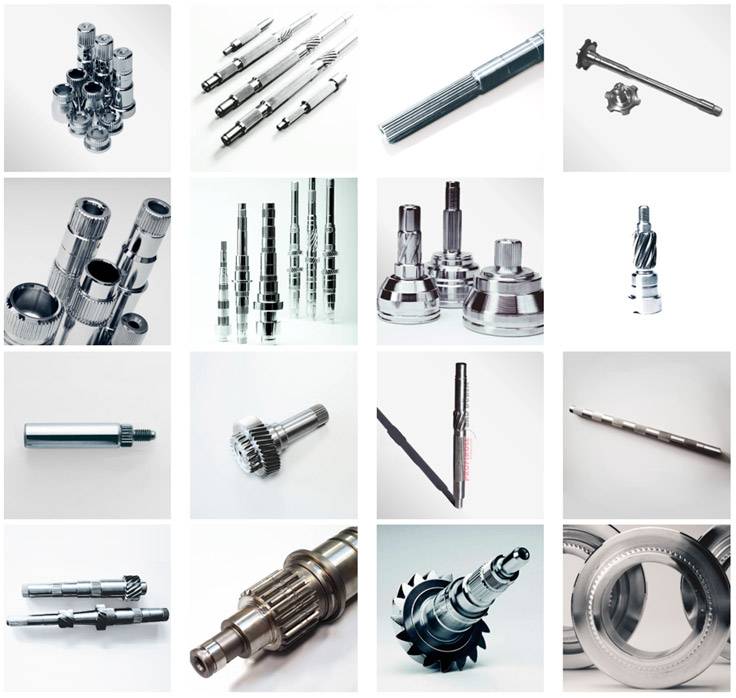
Изготовление шлицов является достаточно востребованным в силу того, что вид получаемого в результате проведённых рабочих операций соединения необходим во многих сферах производства и промышленности. Чаще всего шлицевые соединения применяются при необходимости обеспечить крутящие моменты в соединениях вала с зубчатым колесом, шкивом, полумуфтой, а также рядом других деталей. В основном такой вид соединения является подвижным, то есть втулка способна двигаться по оси, поверхности шлица выступают в качестве направляющих для продольного перемещения элементов. Шлицевые соединения являются технологически сложными, особенно по сравнению со шпоночными, однако дают более высокие возможности. Так, с их помощью можно обеспечить отличную центровку втулки на валу, а также передавать значительные вращающие моменты.
Шлицевое соединение
Использование шлицевого соединения — один из способов жесткой передачи крутящего момента.
Шлицы, по сравнению со шпоночным соединением обладают несколькими преимуществами — лучшей прочностью, точностью и технологичностью.
Шпонки необходимо подгонять, поэтому их рекомендуется применять в единичном или мелкосерийном производстве. Шлицы, в отличае от шпонок, взаимозаменяемы, и рекомендуется использовать в крупносерийном и массовом производстве.







Шлицы считаются более технологичным соединением, чем шпонка, внутренние шлицы изготавливают протягиванием, наружные — фрезерованием (червячными фрезами), долблением, строганием.
В технике применяются прямоугольные, треугольные, трапецеидальные, эвольвентные шлицы.
Наибольшее распространение получили прямоугольные шлицы.
Классификация
Детали шлицевых узлов нормализованы – существует определенный список типоразмеров, с соответствующими парами. Под них изготавливается инструмент и настраивается оборудование. В зависимости от условий работы и нагрузок, шлицевые соединения на несколько групп. Они характеризуются:
- формой зуба;
- базовыми поверхностями;
- возможностью смещения вдоль оси.
Форма выступа определяется по шлицевому валу. Втулка имеет только соответствующие вырезы – пазы. Характеристики определяются видами шлицов:
- прямые или прямобочные;
- эвольвентные;
- треугольные.
Классификация производится по форме зуба в сечении поперек соединения.
Прямобочные – прямозубые
У прямобочных шлицевых соединений зуб в поперечном сечении представляет собой прямоугольник. Ширина по всей высоте одинаковая. Встречаются в механизмах чаще всего, поскольку изготовление относительно простое. Прямозубые шлицевые соединения различают по величине нагрузки: малая, средняя, высокая.
По способу движения вдоль оси различают типы соединений:
- неразъемные;
- подвижные без нагрузки;
- подвижные под нагрузкой.
Неразъемные используют в редукторах и других узлах при передаче вращения между постоянной парой деталей.
Примером подвижных соединений без нагрузки служат коробки скоростей станков. При переключении смещается вал, и другая пара вступает в зацепление. Изменяется передаточное число и скорость вращения патрона или шпинделя.
Коробка скоростей автомобиля не требует полной остановки для переключения. Происходит передвижение втулки относительно оси вращения без остановки, под нагрузкой.
К классификации шлицевых соединений относится и способ центровки. Он может быть:
- по внутреннему диаметру – d;
- по наружному диаметру – D;
- по боковым сторонам, ширине зуба – b.
При центровке по внутреннему диаметру минимальные допуска на изготовление даются на размер вала по впадине и внутренний диаметр втулки. Просвет образуется между вершиной зуба на валу и дном шлица. Точность соединения достигается шлифовкой отверстия втулки на внутришлифовальном станке. Обработка меньшего диаметра на валу производится абразивным кругом вдоль оси.
При центровке по наружному диаметру плотное прилегание происходит по вершине выступа на валу и диаметром по впадине на втулке. В этом случае производится наружная шлифовка вала и чистовая обработка – долбежка, втулки.
Шлицы изготавливаются с высокой точностью по ширине зуба и его расположения относительно оси. Втулка запрессовывается на вал. По обоим диаметрам имеются зазоры.
На чертеже показывается поперечное сечение соединения с одним зубом и диаметрами пунктирной линией. Втулка заштриховывается. Прямозубые шлицевые соединения на основном виде обозначают выносом линии с характеристиками. Расшифровка включает в себя буквенное обозначение способа центровки, количество и ширина шлицев, размер внутреннего и наружного диаметра с указанием класса точности и чистоты обработки всех поверхностей.
Эвольвентные
Соединение получило свое название за форму боковой поверхности в виде эвольвенты, как у цилиндрического зубчатого зацепления. Большая площадь контакта и широкий зуб в основании позволяет передавать огромное усилие. Зуб отличается высокой прочностью на изгиб.
Изготавливают шлицевые валы на зубофрезерных станках. Получается высокая точность при использовании стандартного оборудования. Центрирование делается по наружному диаметру для механизмов, работающих с высокой точностью, и по боковой поверхности для сильно нагруженных узлов. Соединение неподвижное. При боковом смещении возникает большая сила трения.
На чертеже указывается один зуб и его форма, по аналогии с прямозубыми зацеплениями. Кроме диаметров и классом обработки под выносной линией указывается ГОСТ, по которому изготавливались шлицы.
Треугольный профиль
Для передачи вращения тонкостенными ступицами изготавливаются шлицевые соединения с треугольным профилем. Они соединяются неподвижно и используются для маломощных усилий, требующих большой точности передачи вращения.


Изготавливается зуб по отраслевым стандартам с углом: 30°, 36° и 45°. Зубья мелкие, количество большое, в пределах 20 – 70 шт. центрирование производится только по боковым поверхностям.
Стоят на приводе стеклоочистителя в автомобилях, торсионных валах триммеров.
Оборудование для протягивания
Станки для протягивания разделяются на различные типы по целому ряду параметров. Такими параметрами, в частности, являются:
- назначение – для выполнения обработки наружных или внутренних поверхностей;
- степень универсальности – станки общего и узкоспециализированного назначения;
- направление, в котором двигается протягиваемый элемент (рабочее движение), – горизонтально-протяжные станки или вертикально-протяжные;
- тип выполняемого рабочего движения – с круговым движением, с движением протяжки или заготовки;
- количество установленных на станке кареток – одно- или многокареточные;
- количество занимаемых рабочим механизмом станка позиций – одно- и многопозиционные (с поворотным рабочим столом);
- уровень автоматизации – с ЧПУ и без.
Процесс восстановления
В первую очередь демонтируют механизм, после разъединяют шлицы, тщательно очищают их, обезжиривают поверхность перед дальнейшими действиями.
Существует несколько вариантов ремонта в пределах автосервиса:
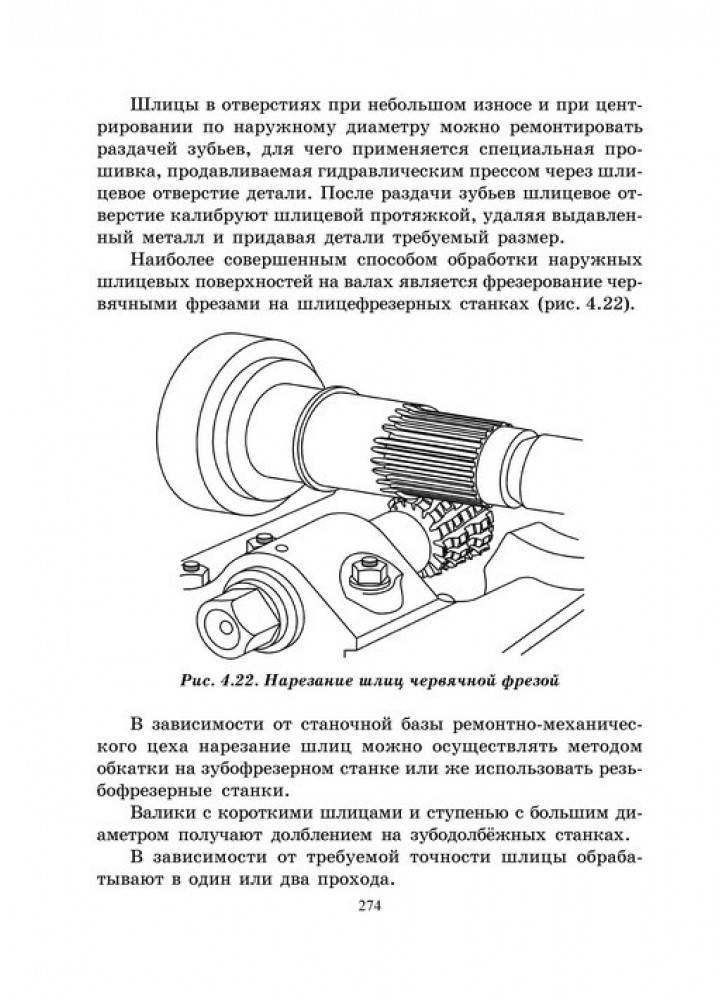
- Если диагностика выявила незначительный износ, то восстановить шлицевое соединение помогает электроискровое наращивание, после которого производится шлифовка. Кроме того, шлицы, находящиеся в отверстиях по наружному диаметру, могут ремонтироваться и раздачей. Для осуществления такой процедуры требуется гидравлический пресс. С его помощью специальная прошивка продавливается через шлицевое отверстие. Калибровка осуществляется шлицевой протяжкой, которую выполняют после раздачи зубьев, во время этого выдавленный материал удаляется, а детали обретает необходимый размер.
- Запчасти можно восстанавливать, прибегая к раздаче зубьев, если шлицевое соединение центрировано по внутреннему диаметру. При закаленных деталях вал для начала нужно отжечь, затем раздать все шлицы в осевом направлении (продольно), при этом подогнав ширину к необходимому размеру, оставив припуск в одну-две десятых миллиметра для механической обработки. Существуют два варианта выполнения данной процедуры: первый – раздача вручную, второй – с помощью зубил и чеканов на прессах. Во время процедуры вдоль шлицов наносятся продольные риски, вдоль которых затем зубилом намечаются канавки, которые раздаются чеканами.
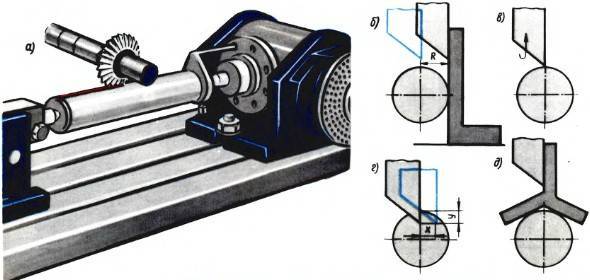
- Раздать шлицы возможно на строгальном или же токарном станке. Для этого оправка, имеющая вращающийся ролик в форме двустороннего конуса фиксируется в резцедержателе, для обработки вал помещается в центре токарного, либо крепится на столешнице строгального станка. Подвод ролика осуществляется при помощи суппорта, далее вдавливается в зуб и производится несколько рабочих ходов по канавке. Следующим шагом производится электросварка, канавки завариваются, а вал отжигают и подвергают рихтовке, при этом шлицы доводятся до номинального размера, обрабатываются термически.
После восстановления деталь проходит тщательную проверку, проводятся тесты, после чего можно устанавливать её обратно.
Если поверхность деталей имеет дефекты, например заусенцы или же острые грани, то производят запиливание, а с торцов снимаются фаски.
Необходимым моментом после завершения ремонтных работ является и проведение балансировки карданного вала, которую лучше всего доверить специалистам.
СПРАВКА: Как правило, гарантия на отремонтированную деталь предоставляется на срок до полугода или года.
Замена шлицевой кардана и особенно восстановление шлицевых соединений – дело непростое и требует предельной точности, чтобы не нарушилась балансировка и механизм в последствии работал исправно. Когда проблема уже обнаружена, не стоит откладывать визит в автомастерскую – это не только предупредит последующие неизбежные поломки, но и сделает езду снова безопасной.
Очередность действий
Регенерация шлицевых соединений выполняется по результатам проведенной оценки состояния всего соединения. Порядок проведения ремонтных или работ по восстановлению зависит от типа посадки изделия, степени износа каждой детали.

К наиболее распространённым способам устранения найденных поломок относятся:
Решение данных задач выполняется следующими методами:
- механическая обработка (при помощи станков для металлобработки, гидравлических прессов, отделки ручным способом);
- сварка и направление;
- металлизация;
- гальванический метод.
При появлении несущественных недостатков шлица можно делать ремонт с использованием метода раздачи. Для его реализации применяют гидравлический пресс. Под давлением в отверстие втулки продавливают материал, используемый для ремонта. После его по новому калибруют. Аналогичные действия можно реализовать при помощи, говоря иначе шлицевой протяжки. Весь лишний металл убирают. После его фрезеруют и отделывают, пока отверстие не приобретёт заданную величину.
При высокой степени износа выполняют наплавку при помощи электродугового аппарата. Ещё одним вариантом ремонта при высокой степени износа считается наваркой граней. Такие способы после подобающей обработки дают возможность получить исходный размер паза.

Разрешается ремонт шлицов, когда паз в первую очередь увеличивают и углубляют. Такая операция позволяет удалить самые разные причины поломки. После к нему изготавливают ступенчатую шпонку. Данный вариант используют в том случае, когда прочие методы не подходят.
Раздачу делают двумя вариантами. Первый предусматривает проведение операции ручным способом. Второй с использованием прессового оборудования и специализированными инструментами. Вдоль шлица керном наносят продольную риску. Дальше зубилом делают канавки. Для их увеличения и придания нужной формы применяют чекан. На токарном или строгальном станке проводят заключительную обработку.
Полученные канавки полностью варят. Шлицы отделывают, а чтобы придать очень высокой прочности подвергают термической обработке.
Ремонт шлицевых соединений у которых встречается износ по толщине делают при помощи инверторных аппаратов. Для наполнения канавок подготовленные валики накладуют вдоль шлицев. В последующем делают работы со сваркой.






Износившиеся детали, находящиеся в ступицах из стали, возрождают методом обжатия. Их греют. После во втулку помещают подготовленный шлиц. Используя специализированный пуансон, деталь зажимают. Подобную операцию делают при помощи механического молота.
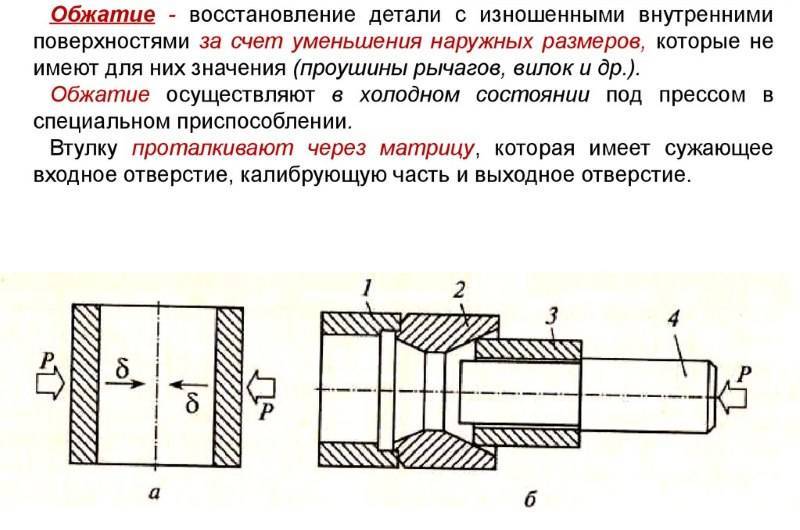
Изделия, размещенные во втулках из чугуна, возрождают способом реставрации на валу. Старые детали протачивают на всю глубину. В отверстие которое получилось запрессовывают новую втулку. В неё вставляют подготовленный шлиц.
Регенерация разработанных мест для посадки выполняется методом сверхзвукового напыления металла. Этот способ нет необходимости нагрева и плавления. После окончания металлизации делают механическую обработку. Регенерация шлицевого соединения валов выполняется в большинстве случаев механическими методами.
Государственные стандарты
Прямозубые шлицевые валы и втулки изготавливаются согласно ГОСТ 6033-80, которым предусмотрено обозначение шлицов по внутреннему и наружному диаметру валов, с указание способа центровки: D, d, b, количества зубьев, и класса точности изготовления сопрягаемых деталей. Например: d – 8×36H7/h7×40H12×7D9, где:
- d – центрирование по малому диаметру;
- 8 зубьев;
- 36 – внутренний диаметр;
- H7/h7, H12, D9 поле допуска соответствующих размеров;
- 40 – наружный диаметр;
- 7 – ширина зуба.
Стандарт предусматривает писать характеристики на выносной линии одной строкой без пробелов.
Изображение и изготовление эльвольвентных узлов выполняется по ГОСТ 1139-80, размеры и допуск на детали также располагаются на выносной линии. При этом указывается только характеристика размера центровки. Под линией пишется ГОСТ, по которому изготавливались детали.
В случае треугольного стыкования деталей ссылаются на отраслевой стандарт, указывают угол наклона и количество зубьев.
Нарезка шлицов в домашних условиях
Выполнить нарезание пазов на валу в домашних условиях затруднительно, так как такой технологический процесс требует использования станков с высокой точностью. Тем не менее в сети часто встречается вопрос как нарезать шлицы болгаркой на валу или сорвана шляпка болтов. Такие операции вполне по силам выполнить самостоятельно с использованием минимума инструмента и навыков. В тех случаях, когда требуется нарезка шлицов на полуоси автомобиля, необходимо закрепить изделие в тисках, разметить места будущих пазов и произвести нарезку с помощью болгарки. Восстановление шлицевого соединения привода таким методом не рекомендуется, по причине возникновения люфта между сопряженными деталями. Но если нет другого способа совершить ремонт, следует удерживать болгарку в неподвижном состоянии, чтобы не повредить пазы.

Часто встречается вопрос как сделать длинный шлицевой вал. В первую очередь необходимо подобрать вал с уже имеющимся шлицевым соединением и заготовку, на котором будет выполняться резка пазов. Затем необходимо наварить торец одного вала к другому. Получившуюся заготовку закрепляют в патроне фрезерного, долбежного, строгального или протяжного станков и выполняют нарезку.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Характеристика соединения
Шлицевые эвольвентные соединения на практике доказали свою надежность и прочность. Основание зуба шире и его не смогут сломать даже динамические нагрузки. Смятие происходит только при очень больших перегрузках, поскольку по эвольвенте площадь контакта – рабочая, больше, чем у других видов шлицов.
В отличие от прямых шлицов, которые рассчитываются на смятие и проверяются на срез, эвольвентный профиль имеет большую площадь контакта, и расчет на прочность производится на срез, затем делается проверка на смятие. Чаще всего основным параметром выбора типа соединений эвольвентных является наименьший в сечении размер вала. Именно он испытывает наибольшие нагрузки. Крутящий момент, динамические удары, вибрация, которые он способен выдержать, не критичны для зубьев.
Чертеж эвольвентного шлицевого вала совпадает с изображением зубчатой шестерни того же радиуса и модуля. Нарезка производится на одном оборудовании червячными фрезами. В отличие от прямобочных шлицев, когда для каждого диаметра вала необходимо подбирать свой инструмент, эвольвентные зубья выполняются одной фрезой с соответствующим модулем.
В обозначении шлицевого эвольвентного соединения свои отдельные маркировки имеют обе сопрягаемые детали:
- втулка – D×m×9H;
- вал – D×m×9g.
Шлицевые зубчатые эвольвентные соединения центрируются по эвольвентной поверхности зуба, реже по наибольшему диаметру. Центровка по внутреннему размеру по впадине эвольвентного зуба на практике не осуществляется. Обозначение свое имеют шлицевые соединения каждого вида центрировки по:
- боковым поверхностям – D×m×9H/9g ГОСТ 6033-80;
- наружному диаметру – D×H7/g6 ГОСТ 6033-80;
- внутреннему –iD×m×H7/g6 ГОСТ 6033-80.
Где:
D – наружный диаметр, который имеют эвольвентные валы до нарезки зуба;
m – модуль зуба;
i – обозначает центрировку по внутреннему размеру эвольвентного соединения;
H и g, с соответствующими цифрами – класс точности обработки.
Можно встретить таблицу размеров на шлицы эвольвентные с din параметрами. Это означает, что соединение сделано по нормативам немецкого института стандартизации. Они частично соответствуют международному стандарту ISO, имеют переводные таблицы.



Кроме неподвижных соединений, изготавливаются скользящие. В них втулка перемещается вдоль вала, и входит в зацепление с различными колесами в коробке передач. Для этого с торца по эвольвенте делается срез на конус – заходная фаска для включения эвольвентного шлицевого соединения.
В неподвижных соединениях только снимаются острые углы, и втулка запрессовывается на вал.
Методы нарезки шлицов
Прежде чем порезать шлицы на валу нужно подобрать способ центрирования сопряженных деталей. Зубчатое колесо или втулку центрируют так:
- по наружному диаметру вала D;
- по внутреннему диаметру вала d;
- по боковым сторонам b.
Первый способ используем в недвигающихся соединениях, которые не просят очень высокой твердости. Центрирование по внутреннему диаметру применимо к деталям, подвергшимся закалке, а по боковым сторонам при реверсивном движении вала и больших крутящих моментах.
В зависимости от диаметра вала фрезеровка шлицев делается за один или два прохода. Черновое фрезеровка шлицев на валах может выполняться дисковыми фрезами, а чистовое специализированной червячной фрезой, которая обеспечивает самую большую точность.
Строгают такие непростые детали шпинделя в основном на специализированных строгальных полуавтоматах, когда есть расстояние для выхода резца и в сквозных отверстиях. Одновременно происходит нарезка всех пазов несколькими резцами. Заготовка фиксируется вертикально и выполняются возвратно-поступательные движения. После любого хода делается установленное движение подачи. Строгание используется в массовом производстве и даёт большое качество обработки с шершавостью до 0,8 мкм.


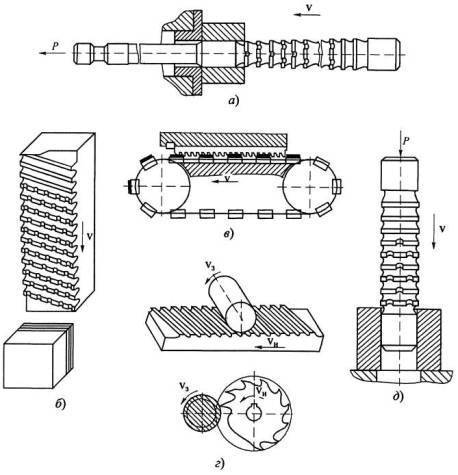
Нарезка внутреннего шлица наиболее целесообразно делается на протяжном оборудовании. Каждый паз отделывается попеременно, но есть протяжки для одновременной нарезки нескольких зубьев. Очень эффективным способом изготовления соединений данного типа считается накатка. Она происходит на спецоборудовании с применением накатной головки, которая имеет крутящиеся ролики. При помощи данных роликов происходит выдавливание металла с поверхности заготовки и образуется шлицевой паз. Этот способ позволяет порезать до 18 зубьев одновременно и применяется в больших производствах.
Необходимые материалы и инструменты
Подобные работы производят в специализированных мастерских. В некоторых случаях ремонт и восстановление таких изделий осуществляют в домашней мастерской, оборудованной необходимыми станками.
В первом случае для проведения перечисленных операций применяют:
- токарные или фрезерные станки;
- специальные шлицестрогальные автоматы;
- сварочные аппараты;
- механический молот;
- гидравлический пресс;
- гальваническое оборудование;
- станки точки;
- ручной обрабатывающий инструмент.
Возможности домашней мастерской ограничены. Для самостоятельного проведения работ применяют следующие устройства для восстановления подобных соединений:
- бытовой токарный или фрезерный станок;
- малогабаритный пресс;
- электрическое точило;
- сварочный аппарат;
- набор ручного обрабатывающего инструмента.
Обладая небольшим набором оборудования хорошим специалистам удаётся восстановить повреждённое соединение.





