

Нож Из Циркулярной Пилы Своими Руками
Ножик из пилы по металлу своими руками: особенности изготовления
Хотите создать уникальный нож? Вам нужен резец для дерева или острый клинок для охоты? Сделать собственноручно хорошее изделие более чем реально. Главное. обладать навыком работы с металлом и знать, чего вы хотите.
Как Собрать Триммер Бензиновый Maxcut Mc 143Read
Делаем ножик: с чего начать?
Сначала подготовьте все необходимые детали и инструменты, сложите их в одном месте. Нож из мехпилы своими руками. Нож фултанг своими руками. Как просверлить мех пилу. Определитесь, какой именно материал вы будете использовать. Если вам необходимо острое и прочное изделие – делайте нож из пилы.
Возьмите заготовку. Полотно пилы по дереву или металлу лучше всего подходит для этих целей. В качестве материала для изготовления рукояти для клинка используйте дерево (любое, по вашему желанию), текстолит, оргстекло.
Какие инструменты понадобятся в процессе изготовления ножа?
Чтобы начать работу и изготовить нож из пилы по металлу, вам понадобится:
- напильник;
- электрическое точило;
- электродрель;
- маркер;
- линейка;
- наждачная бумага;
- паста для полирования поверхностей;
- медь или алюминий для заклепок.
Как сделать заготовку?
Разберемся, как сделать нож из пилы. Подготовьте металлическое полотно для изготовления клинка. Нарисуйте на нем заготовку будущего инструмента, используя для этих целей маркер.
Помните, что нож считается холодным оружием, если длина лезвия превышает 2/3 общей длины изделия. Если вы неправильно сконструируете нож из пилы и его расценят как холодное оружие – ждите наказания.
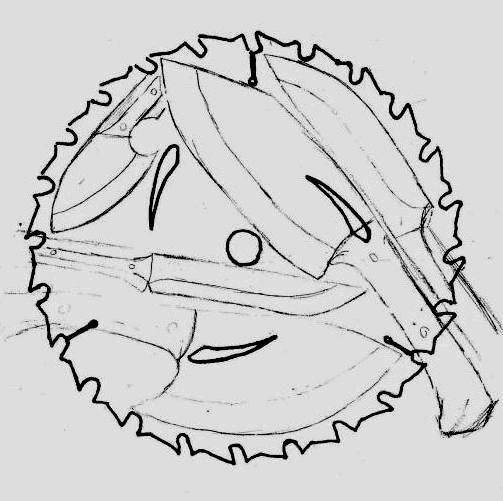
Нож из дисковой пилы своими руками
Но ковка требует наличия определённого инструмента и навыков
Что же делать, если хочется изготовить свой, уникальный клинок, но под рукой только минимальный набор инструментов? В этом случае следует обратить внимание на дисковую пилу в качестве заготовки для клинка. Металл, из которого изготовлено полотно дисковой пилы хорошо поддаётся закалке и обладает необходимой упругостью, поэтому пила будет оптимальной заготовкой для изготовления ножа своими руками
Самодельный нож из дисковой пилы хорошо держит заточку, не ломается и может смело составить конкуренцию промышленным ножам.

Нож из дисковой пилы своими руками
Как изготовить нож из рапида своими руками
Стали марок: Р10, Р12, Р14, Р18 и семейство Р6М5 великолепно подходят для создания режущих элементов. Хрупкость пильных полотен, несколько преувеличена. Не следует изготавливать слишком длинные клинки и ковырять ими канализационные люки. Проблем с ножом в будущем использовании не возникнет.
Рапидный сплав довольно вынослив к нагрузкам, предназначен к длительным нагрузкам. Правильное изготовление клинка гарантирует все доступные его качества. Дадим краткую инструкцию по изготовлению клинка своими руками из ходовой стали марки Р6М5.
Самодельный нож из быстрореза.
Требуемые материалы и инструменты
Сплав довольно стоек к механическим воздействиям. Сложности при изготовлении возникнут однозначно, бояться их не подобает русскому мастеру. Материалы потребуются:

- деревянный брусок и эпоксидный клей (для рукояти);
- кусочек латуни, бронзы либо меди;
- пропиточный лак, масло.
Полотно ножовки марки стали Р6М5 – заготовка. Защитные очки и перчатки, работа предстоит пыльная и трудоёмкая. Инструментарий следующего типа:
- УШМ «болгарка», набор дисков различного назначения;
- тиски, молоток, лобзик, напильники, плоскогубцы;
- точильный станок, круги к нему с различным зерном;
- надфиль, дрель и набор свёрл;
- маркер, наждачная бумага, струбцина;
- ёмкость с водой.
Рукоять всадного типа подойдёт идеально. Выбор остановить стоит на ней.
Изготовление основного профиля
Шаблоном пользоваться не следует, чертёж маркером выполнить лучше на самом полотне. Специфические качества стали, позволят делать надрезы в соответствии с изображением. А плоскогубцами обламывать по резу, кусочки стали. Чертёж выполняется вместе с хвостовиком.
По окончании процесса получим грубую, черновую заготовку клинка. На точильном станке дорабатываем деталь. Убираем лишний металл, стачивая на круге с крупным зерном. Проточки на хвостовике помогут лучшему склеиванию с деревом.
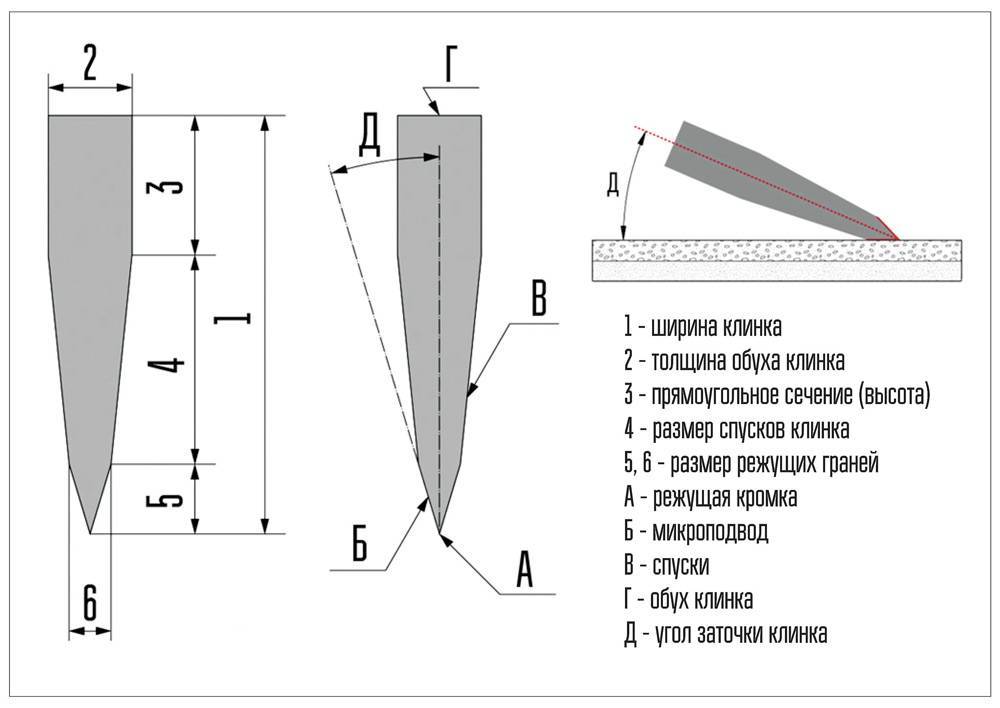
Скосы и шлифовка клинка
Размечаем симметричные скосы, процесс довольно ответственный, отнестись стоит с аккуратностью. Перегрев стараемся не допускать, окунаем периодически клинок в воду. Для выведения чётких спусков поможет специальное приспособление.
Шлифовка клинка для ножа.
Круг точильного станка необходимо сменить, ставится самое мелкое зерно. Убедившись в симметрии спусков, допустимо произвести первичную заточку заготовки. Заключительная шлифовка производится вручную, с помощью наждачной бумаги.
Попутно изготавливаем больстер, подходящий по размерам кусочек латуни, размечаем под клинок. В соответствии с разметкой необходимо просверлить небольшие отверстия. Затем их расширить при помощи надфиля для вставки клинка.
Изготовление рукояти
Пильную заготовку, обязательно необходимо обернуть скотчем, для продолжения безопасной работы. Деревянный брусок следует разметить и в соответствии с хвостовиком насверлить в нём отверстия. Произвести примерку вместе с больстером. Сидит идеально? Идём дальше:
- Можно приступать к склеиванию деталей. Эпоксидку рекомендуют смешивать с деревянной стружкой. Залив в отверстие будущей рукояти клей, вставляем больстер и клинок. Укрепляем конструкцию в струбцину. Оставляем на сутки засохнуть клею.
- Высохнув, освобождаем заготовку. Размечаем будущую рукоять и снимаем лишнее лобзиком. Черновой вариант рукояти готов.
- Доводим до анатомической или другой формы с помощью наждачной бумаги. Самым мелким зерном обрабатываем в заключение.
Пропитываем рукоять маслом или специальной жидкостью. Это придаст изделию водоотталкивающие качества и меньшую подверженность гниению. Остаётся заточить клинок по всем правилам.
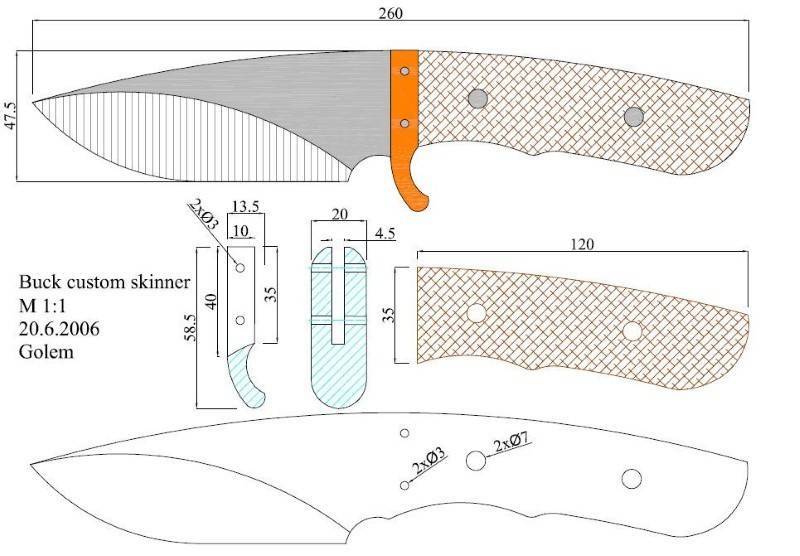
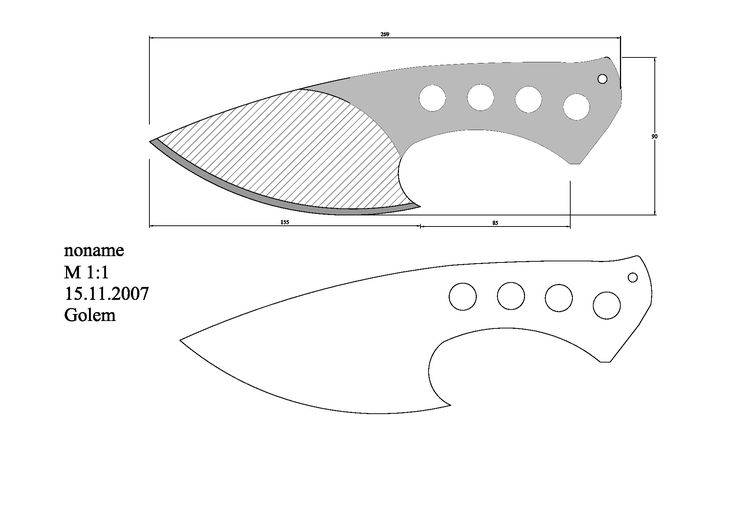
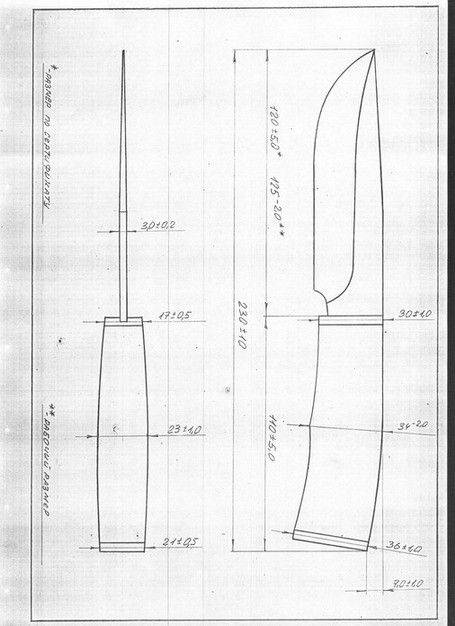
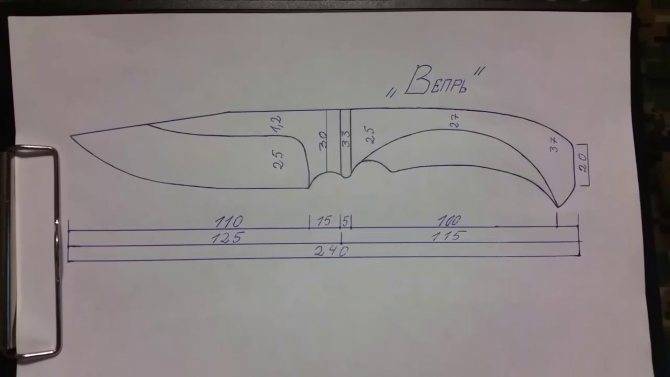
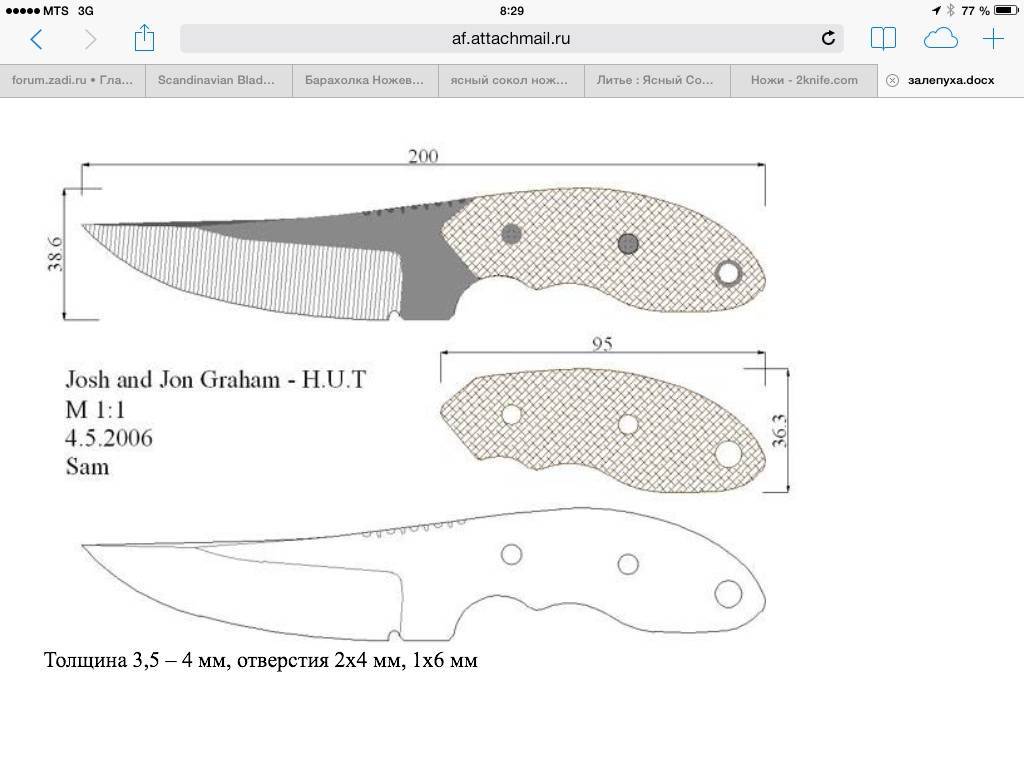
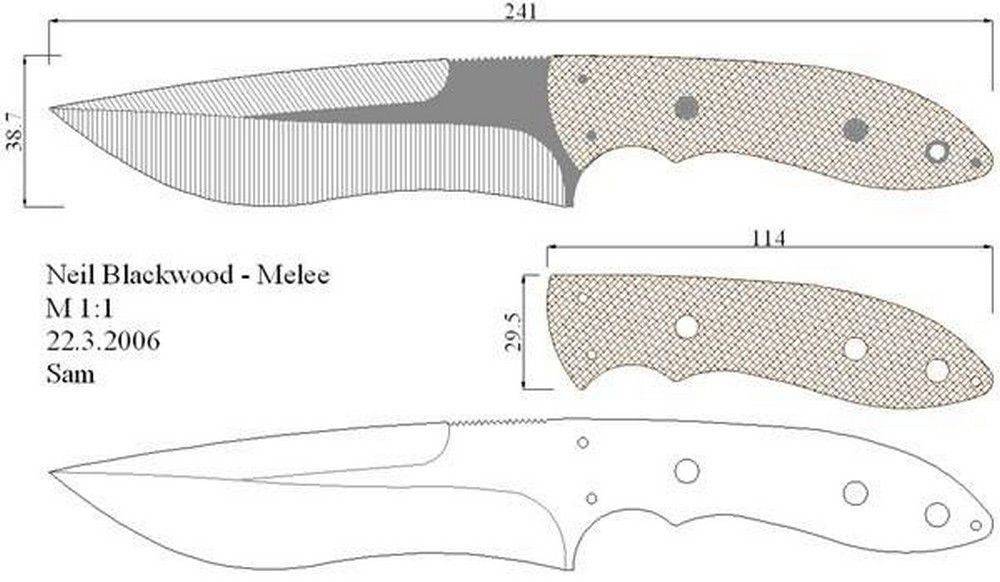
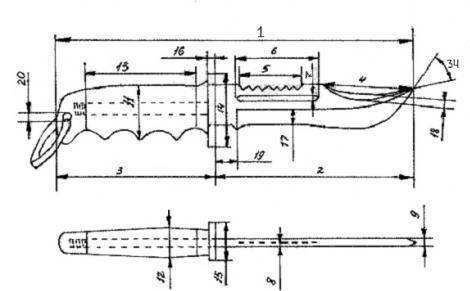
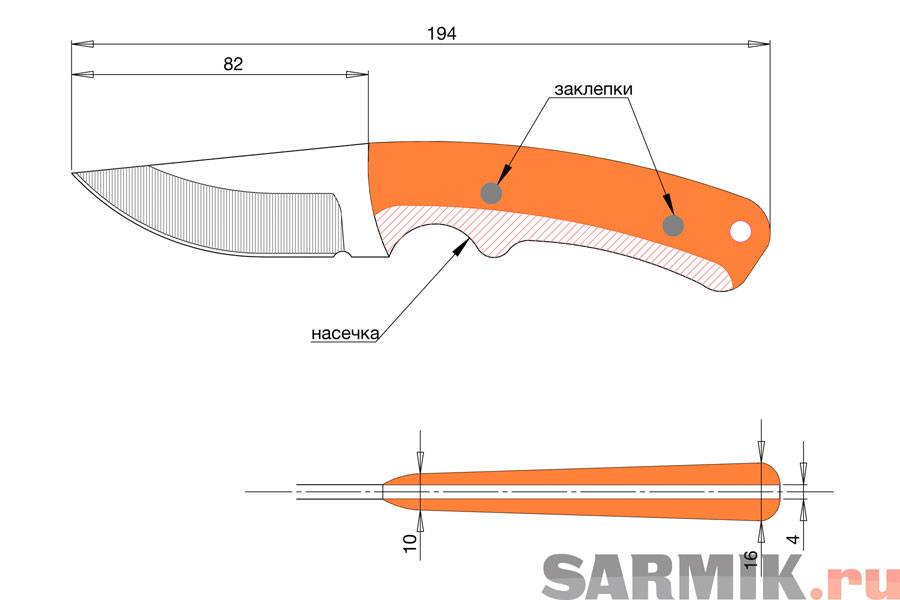
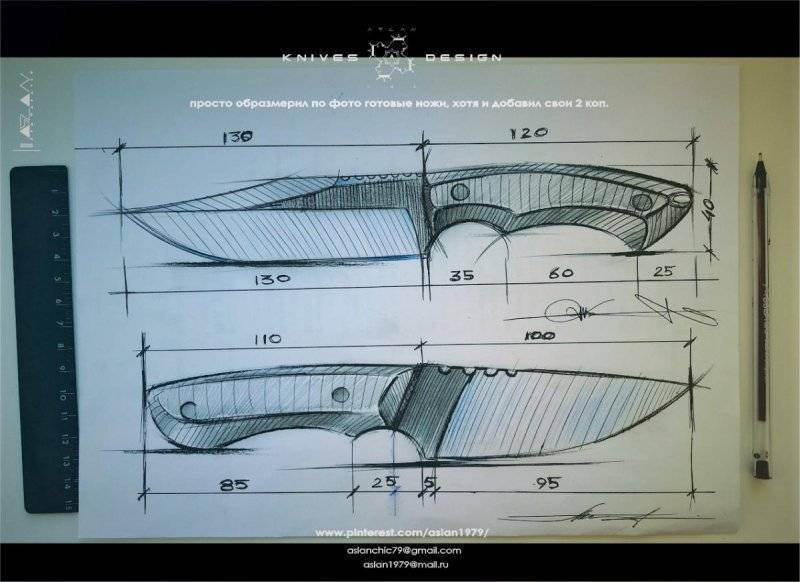
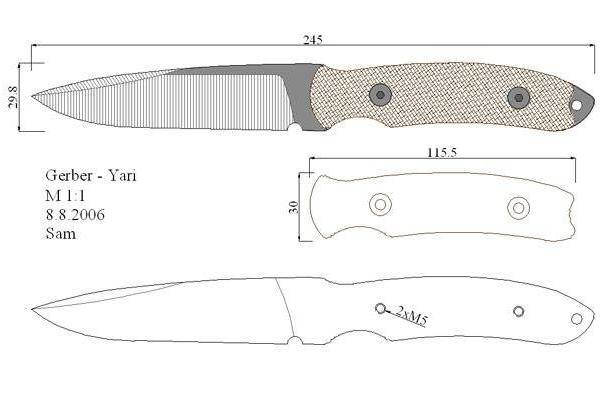
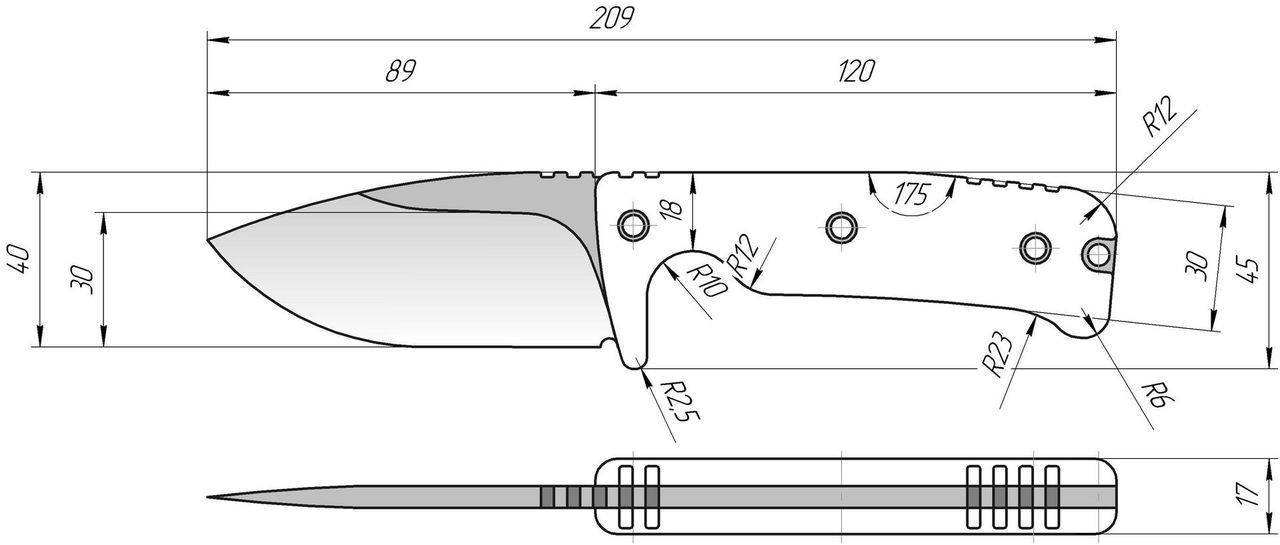
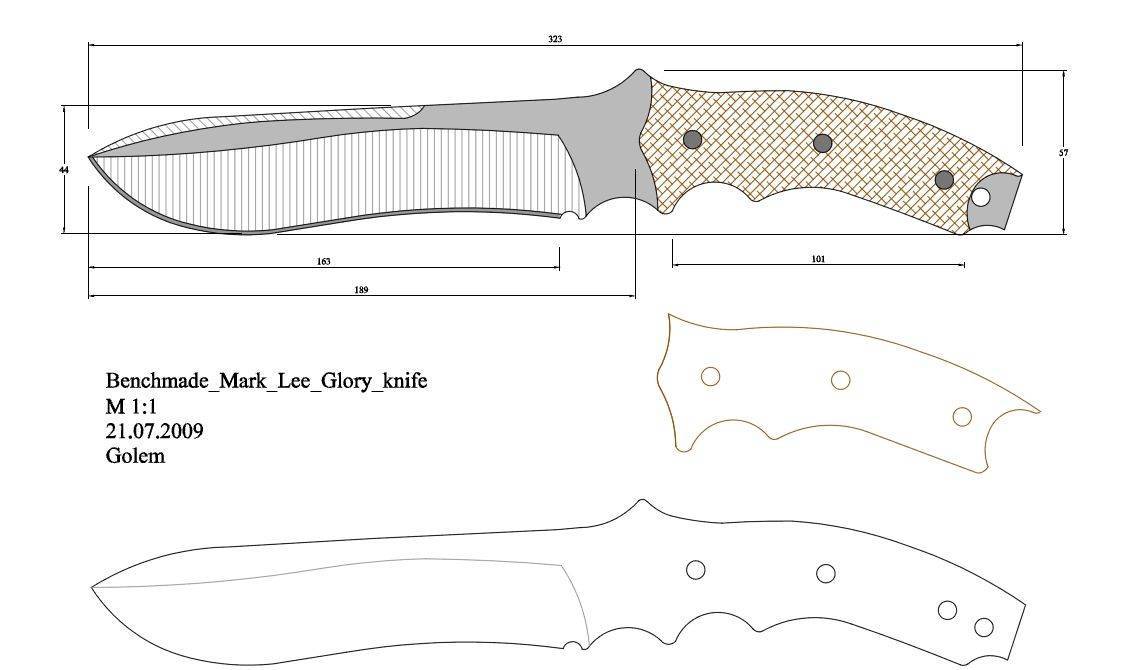
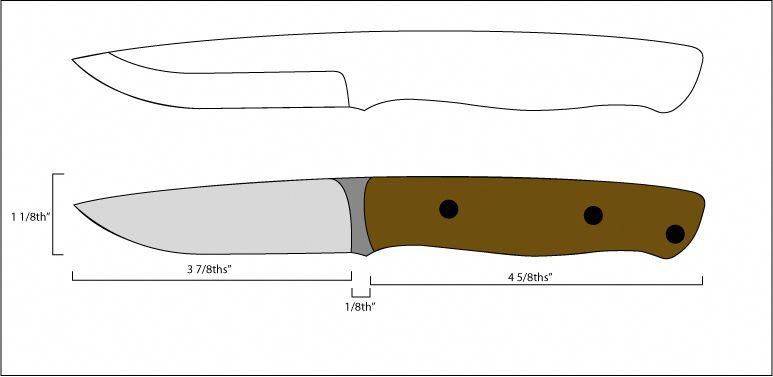
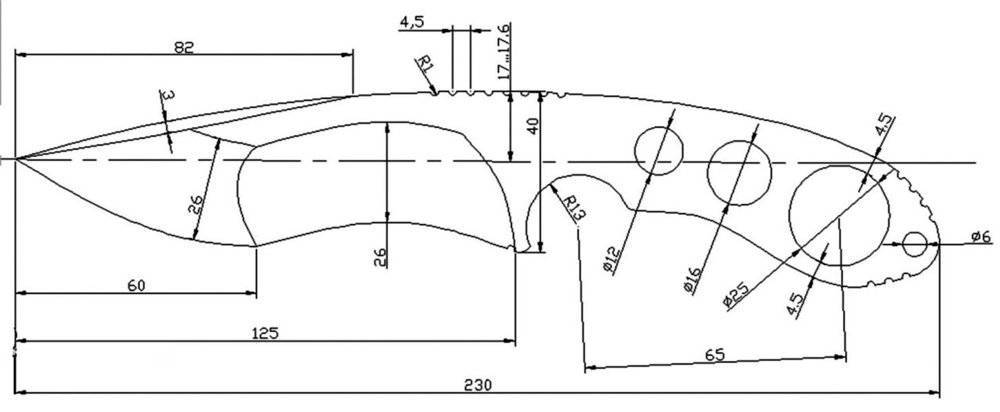
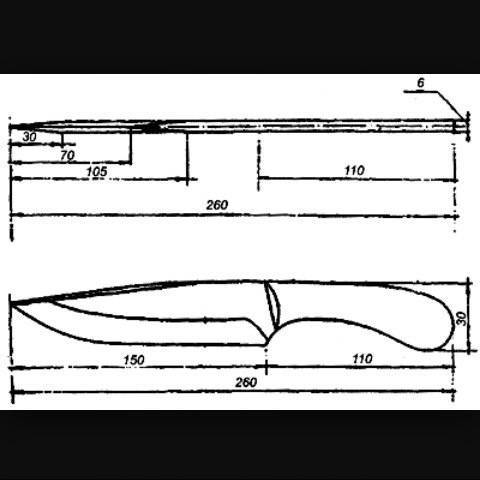
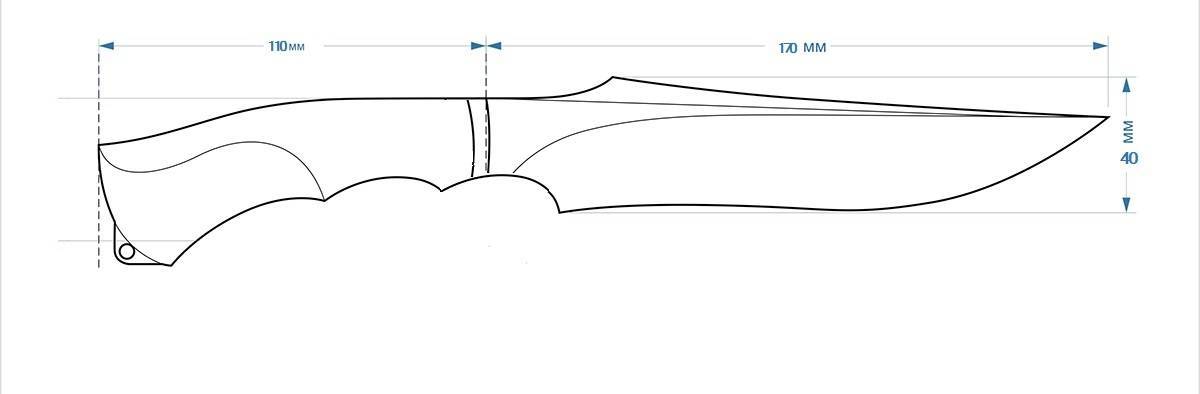
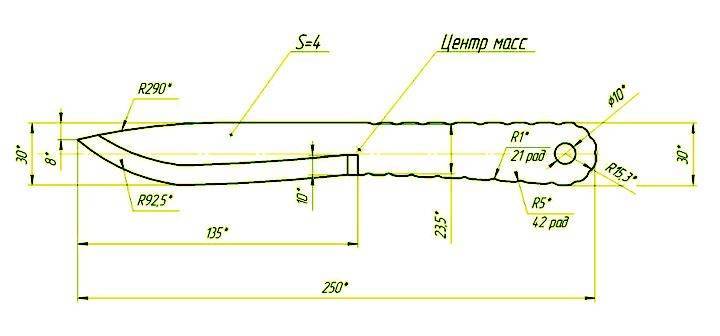
Создание макета ножа
Первым делом необходимо создать макет будущего ножа из пилы. На этом этапе работ можно определиться с формой лезвия будущего клинка и формой рукояти. Макет лучше всего изготавливать из плотного картона или тонкой фанеры. Можно использовать и плотный пластик. Жёсткое лекало позволит понять как нож из дисковой пилы будет лежать в руке и насколько удобно им будет пользоваться.
При изготовлении макета важно придерживаться следующих правил:
- Необходимо избегать наличия прямых углов. Прямой угол – место концентрации напряжений. Полотно ножа чаще всего ломается или трескается именно в этом месте.
- Форму клинка необходимо выбирать исходя из назначения будущего ножа. Наиболее универсальны формы с прямым или понижающимся обухом. Такой клинок одинаково хорошо может как резать, так и колоть.
- Размеры макета должны соответствовать размеру полотна дисковой пилы.

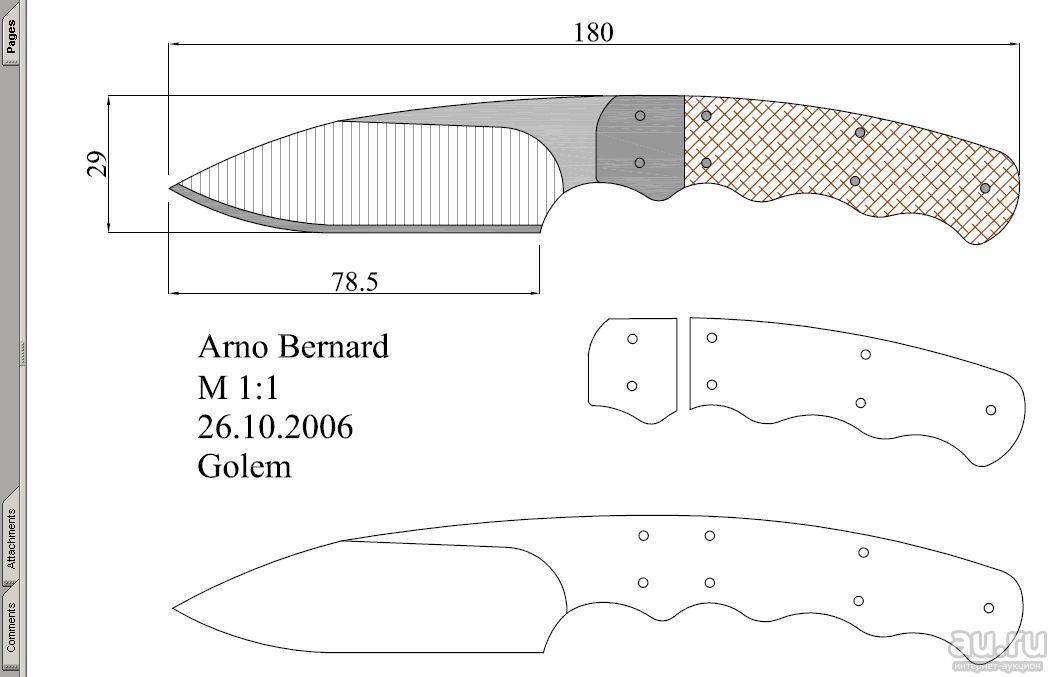
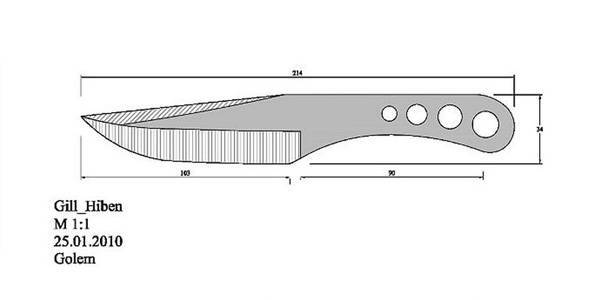
Заготовка ножа
При изготовлении макета следует также помнить, что нож можно классифицировать как холодное оружие. Всё зависит от формы и размеров. Изготовление и хранение холодного оружия уголовно наказуемо. Поэтому, чтобы не подпадать под статью уголовного кодекса необходимо, создать макет соответствующий следующим правилам:
- Длина клинка или режущей части не должна превышать 9 сантиметров. Превышение этой длины даже на 1 мм позволит отнести самодельный клинок к холодному оружию.
- Нож, имеющий толщину клинка более 2,6 мм, тоже является холодным оружием. Этим параметром можно пренебречь, так как толщина диска пилы обычно составляет 2 мм.
- Твёрдость не должна быть более 42 единиц. Этот параметр относится к закалке, поэтому так же пропускаем его на этапе изготовления лекала.
- Рукоять должна иметь ограничитель, выступающий за её пределы не более чем на полсантиметра. Если ограничитель отсутствует, то подпальцевая выемка должна быть глубиной менее 4 мм.
После того как макет, удовлетворяющий букве закона и личным предпочтениям, нарисован, можно переходить к переносу макета на диск пилы. Лекало прикладывается к диску пилы и обводится маркером. Лучше всего использовать тонкий маркер. Тонкая линия позволит точнее вырезать заготовку и избежать лишней обработки заготовки напильником.
Типы двигателей стиральных машин
Все мы знаем, что барабан в стиральной машине запускается двигателем. Обычно для разгона барабана используют обыкновенную ременную передачу. Среди преимуществ такого способа чаще всего называют более мягкий ход барабана, за счет естественной амортизации. Кроме этого замена ремня занимает максимум 20 минут, и стоит не дорого.



Ременной привод достаточно прост в использовании, если вы найдете такой моторчик, то сделать самоделку будет намного проще.
Каждый тип двигателя обладает преимуществами и недостатками, а также сильными и слабыми сторонами. Рассмотрим особенности основных трех типов.
Асинхронный
В таком моторе два рабочих агрегата — неподвижный статор и вызывающий вращение барабана ротор. При этом скорость вращения мотора может достигать 2800 оборотов в минуту.
Устройство асинхронного двигателя.
Слабое место таких моторов – снижение вращающего момента. Из-за этого барабан начинает буквально «ходить-ходуном» и раскачиваться.
Преимущества асинхронных двигателей:
- простота конструкции и обслуживания (главное, не забывать смазывать мотор и менять подшипники);
- низкая шумность;
- бюджетная стоимость.
Среди основных недостатков:
- громоздкий мотор;
- низкий коэффициент полезного действия;
- «корявые» электросхемы, неудобные при перепайке.
Такие двигатели чаще всего используют в недорогих моделях, не отягощенных «умной» электроникой.
Коллекторный двигатель
Сегодня коллекторные двигатели почти полностью заменили асинхронные. Почти 90 процентов всех бытовых стиральных машин оснащены именно таким типом двигателя.
И это не удивительно, ведь такие моторы более универсальные, они могут работать как от переменного, так и от постоянного тока.
Такие двигатели состоят из трех основных элементов: статора, коллекторного ротора и тахогенератора или генератора скорости вращения.
Кроме того, в конструкции предусмотрены специальные щетки для контакта ротора с мотором (обычно их две). Их необходимо периодически менять, так как они стачиваются о коллектор.
Двигатель коллекторного типа имеет ряд преимуществ:
- компактные габариты;
- большой пусковой момент;
- не зависит от частоты электросети;
- более плавное управление оборотами, в этом случае вращение регулируется контролем за напряжением.
- универсальность;
- простая и доступная управляющая электросхема;
Среди минусов можно отметить:
- невысокий срок службы;
- необходимость периодической замены щеток;
- высокая шумность.
Современные моторы с прямым приводом
Для стиральных машин нового поколения используются моторы, которые работают без ременного привода. В таких моторах привычный нам шкиф заменяет специальная муфта, которая соединяет вал ротора напрямую с осью барабана без ремня.
Впервые система Direct Drive была использована в стиральных машинах LG в 2005 году. В этом случае привод присоединяется напрямую к барабану, что исключает применение соединительных элементов – самых уязвимых частей моторов.
В конструкцию прямого привода входит инверторный бесщеточный мотор, в котором частота вращения задается электромагнитными волнами. Она способна определять нагрузку от стираемого белья и в зависимости от этого изменять потребляемую мощность.
Эта технология считается одной из самых передовых, приводы такого типа используют ведущие производители стиральных машин, такие как Haier, Bosсh, AEG, Samsung и Whirpool.
Внешне такой прямой двигатель чем-то напоминает асинхронный, однако, принцип работы его совершенно иной. В этом случае используется управляющая схема трехфазного инверторного типа.
Моторы такого типа обладают рядом преимуществ:
- удобное расположение и отсутствие лишних деталей;
- износостойкость и простота замены элементов;
- компактность;
- низкий уровень колебания машинки;
- Высокий КПД;
- отсутствие ремня и щеток, требующих регулярного обслуживания;
- относительная бесшумность.
Такие моторы существенно увеличивают общую стоимость бытовой техники. Связано это, прежде всего со сложной системой управления электросхемы такого двигателя.

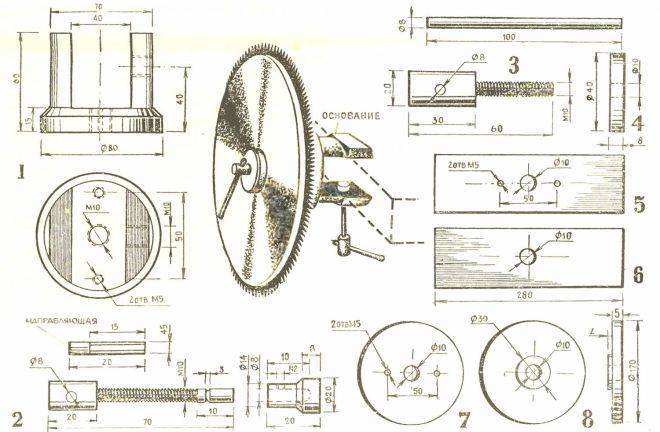
Приспособления для циркулярной пилы и их назначение
Сегодня столяр может как изготовить, так и купить различные изделия, позволяющие облегчить его труд. Дополнительные устройства для облегчения работы с пилой делятся на несколько видов. Основными из них являются:
- Параллельный упор.
- Направляющая шина для распиловки листовых заготовок.
- Приспособление для перпендикулярного распила и торцевания.
- Установочные бруски для точного размещения направляющей.
- Регулируемая направляющая для распила заготовки под фиксированным углом.
С их использованием значительно сократится время, и уменьшатся трудозатраты при работе с массивными и крупноразмерными изделиями.
Упор для циркулярной пилы
Прежде всего, он необходим для распиловки изделий из дерева вдоль волокон на определенную ширину. Однако в его конструкции имеется один существенный недостаток. В целях безопасной работы с пилой она спроектирована так, чтобы не входить в контакт при работе с защитным кожухом, поэтому распил не может быть выполнен больше определенной ширины. Этот параметр различается у разных моделей и производителей пил.
Перед работой необходимо:
- Зафиксировать упор на нужной ширине распила.
- Закрепить заготовку.
- Прижать кромку упора к доске и вести пилу вдоль заготовки.
Направляющие шины для дисковых пил
Направляющая шина представляет собой длинную полосу фанеры, на которой закреплен винтами алюминиевый u-образный профиль, служащий собственно шиной, по которой пускается непосредственно сама пила. Главной задачей является распиловка листового материала. Шина устанавливается сверху на заготовку, выравнивается по линии реза. Затем она закрепляется при помощи струбцин. Пилу при работе следует вести вдоль направляющей.
Подошва для циркулярной пилы
Она представляет собой алюминиевую либо деревянную доску, в которой имеется пропил для работы диска. Крепится на основании пилы винтами. Применяется для недопущения сколов при распиле фанеры или ДСП.
Параллельный упор для циркулярной пилы, выполненный своими руками
Это изделие предпочтительней изготовить из ДСП, так как этот материал более устойчив по отношению к древесине – по влажности.
Сама доска состоит из нескольких полос ДСП или досок, а именно четырех, скрепленных саморезами на всю длину по контуру. Образуется подобие массивной линейки в виде короба. Присоединяется она к опорной доске, которая обеспечивает ее фиксацию к столешнице. На другом конце расположена рукоятка-эксцентрик. Имеется полоз из металла, обеспечивающий плавное скольжение упора при работе. Настройка положения упора производится болтами, входящими непосредственно в контакт со столешницей.
Направляющая шина для циркулярной пилы, изготовленная своими руками
Предназначена она для использования как упор для изделия при резке. Представляет собой широкую доску, к которой прикреплен на винтах металлический уголок по всей длине. По верху этого уголка направляющей ставится пила, свободно перемещающаяся по всей длине. Позволяет ровно резать различные материалы.
Линейка для циркулярной пилы, сделанная своими руками
Для линейки понадобится несколько кусков фанеры толщиной 12 мм, а также квадратный алюминиевый профиль 20 мм. Делается паз на краю фанеры. Профиль на всю длину листа прикручивается на саморезы. Ребро жесткости прикручивается сбоку на саморезы. Перед прикручиванием ребра жёсткости следует изогнуть немного до основания линейки для изгиба. Необходимо это для надежной фиксации линейки на детали, чтобы она не «плясала». Помимо этого, изготавливается платформа с вырезанным пазом под направляющую и под диск из той же фанеры толщиной 12 мм. Она должна свободно перемещаться по направляющей.
Каретка для циркулярной пилы, выполненная своими руками
Для изготовления каретки своими руками нам понадобится лист ДСП. К нему крепим болтами два металлических уголка – это направляющие. Отмеряем перпендикуляр от пилы, ставим упор для каретки. Помимо всего этого, можно сделать дополнительный криволинейный паз в основании доски под 45 градусов для резки под углом.
С помощью этих вспомогательных инструментов любой столяр облегчит себе работу. Вместе с этим увеличатся скорость и производительность труда.
https://youtube.com/watch?v=Ud5lpoe2ehM
Как определить износ?
Проверка дисковой пилы на износ – это важный вопрос, которому следует уделить особое внимание. Глубокие повреждения приводят к невозможности заточить круг. Существует три основных признака, по которым можно понять, что пилу нужно наточить или заменить:
Существует три основных признака, по которым можно понять, что пилу нужно наточить или заменить:
- Сильный нагрев защитного кожуха и образование дыма. Циркулярная пила обладает особым кожухом, который сигнализирует о том, что пила затупилась посредством нагрева. В особо тяжёлых ситуациях из него может появиться дым.
- Иногда устройство пилы предполагает механическую подачу (если нужно собственноручно регулировать силу нажима). В такой ситуации износ можно заметить, если нажим приходится усиливать.
- Если при распиливании древесины на заготовке образуется нагар и сильный неприятный запах.
Все ситуации, которые описаны выше, говорят пользователю о том, что устройство пора затачивать.
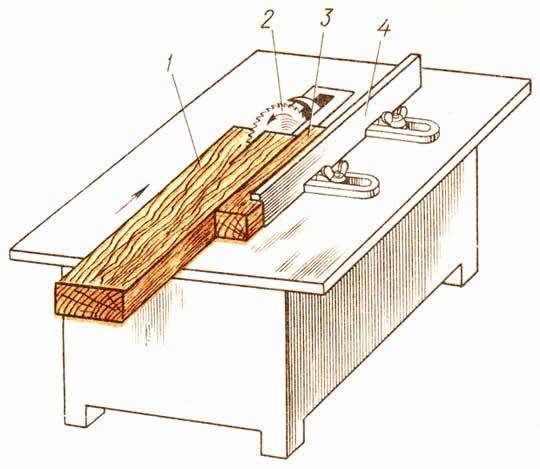
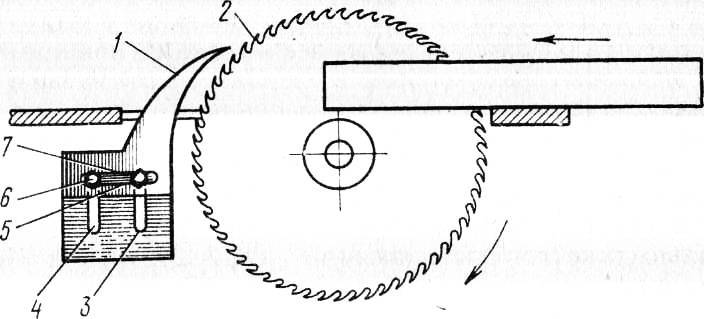
Скорость диска и безопасность
Не обеспечив высоких оборотов зубчатого диска, невозможно гарантировать качество распила. Однако для самодельного оборудования, эксплуатируемого в условиях домашней мастерской, не менее важным является безопасность во время работы.

Нужно предусмотреть защитные устройства, которыми традиционно оборудуются промышленные образцы. Мнение, что дома без такой защиты можно вполне обойтись, не выдерживает критики.
Правила ТБ «пишутся кровью». Достаточно одного неловкого движения, чтобы попасть на стол хирурга
Поэтому безопасности стоит уделить самое пристальное внимание
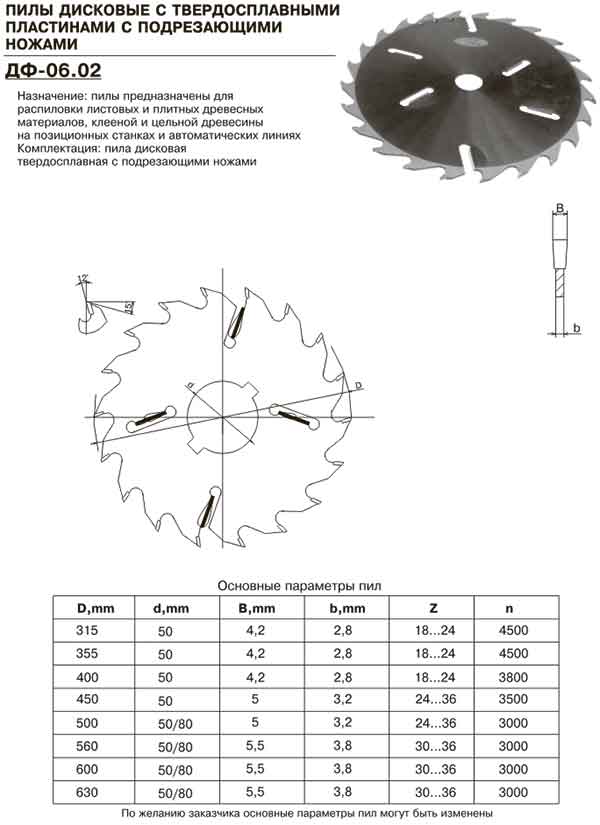
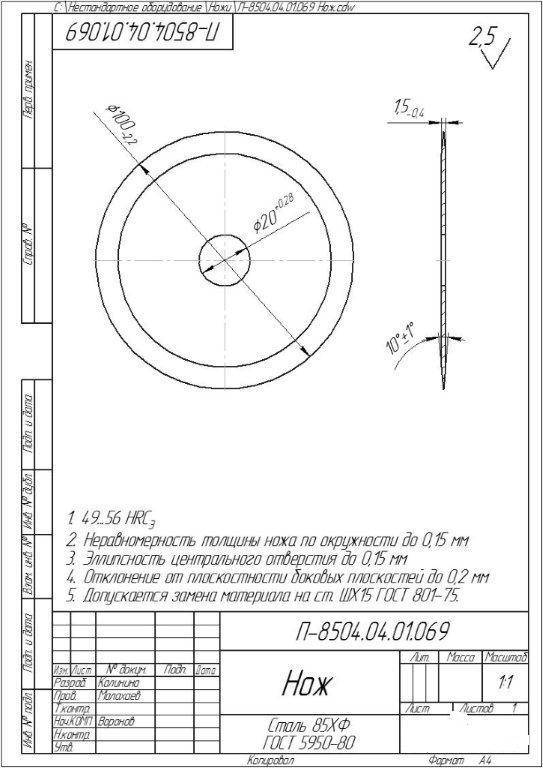
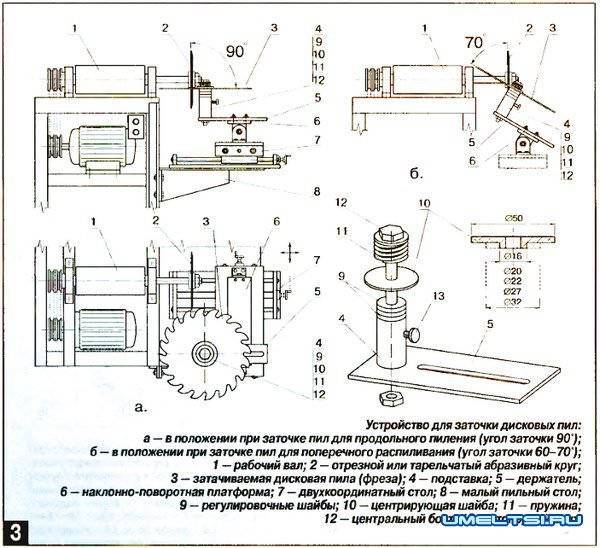
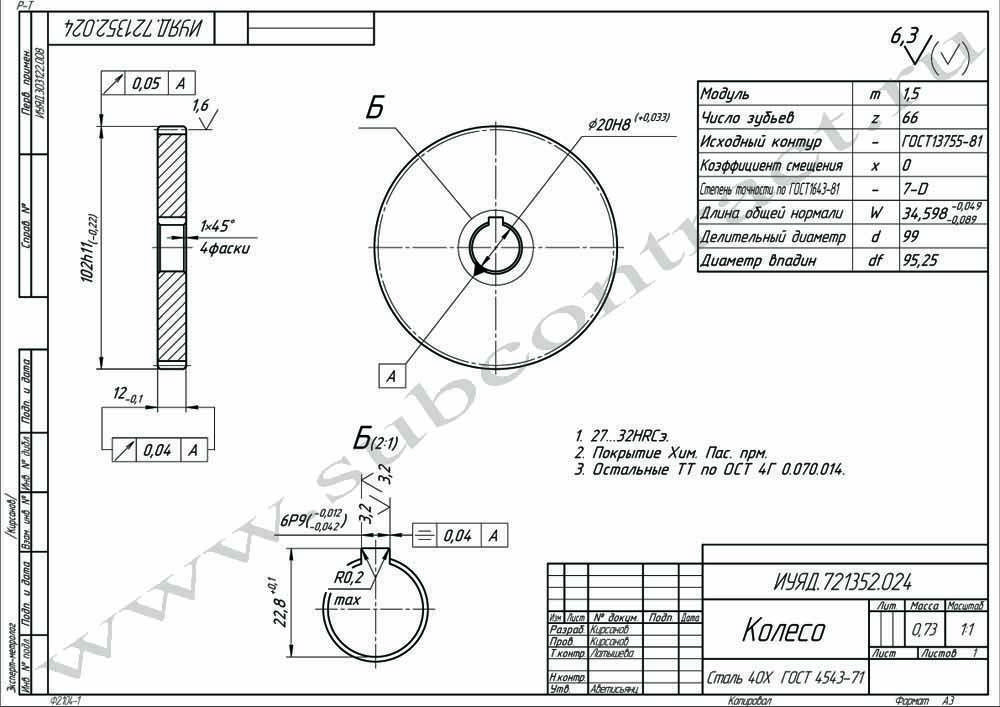
Техническая информация для дисковых пил из инструментальной стали
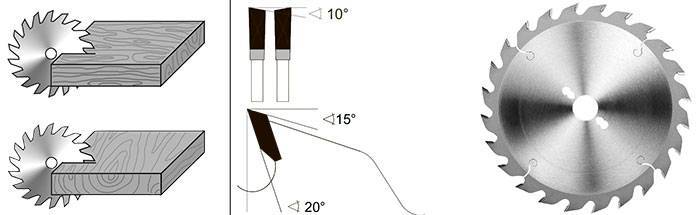
Дисковые пилы по дереву
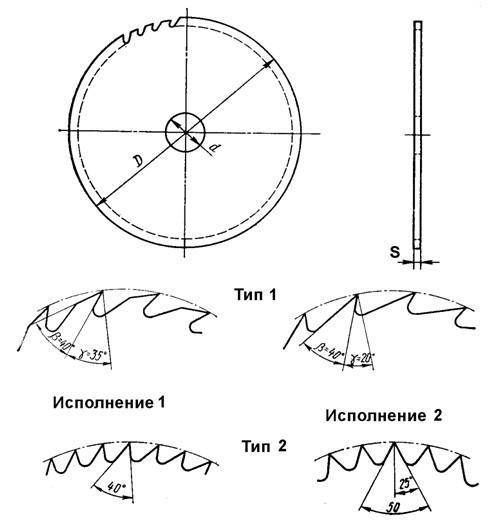
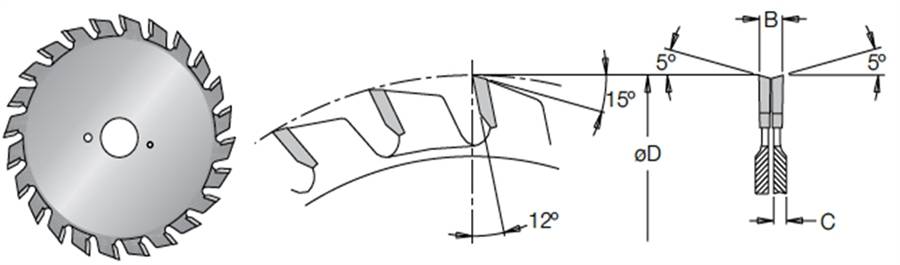
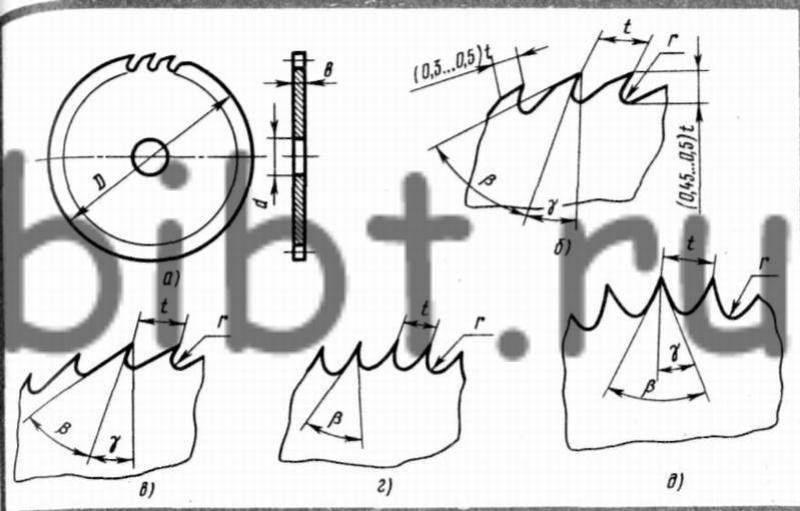
Дисковая пила является вращающимся режущим инструментом в форме круглого полотна с множеством режущих зубьев по периметру, который предназначен для механической резки дерева и материалов на основе дерева.
Дисковая пила изготавливается из легированной инструментальной стали, с проведением термообработки, выравнивания, калибровки, разводки и заточки.
- материал:Дисковая пила изготовлена из стали 75Cr1. (DIN 1.2003); (ČSN 19418)
термообработка: Дисковая пила закалена на 44-48 HRc для толщины корпуса до 3 мм и на 42-46 HRc для толщины корпуса более 3 мм.
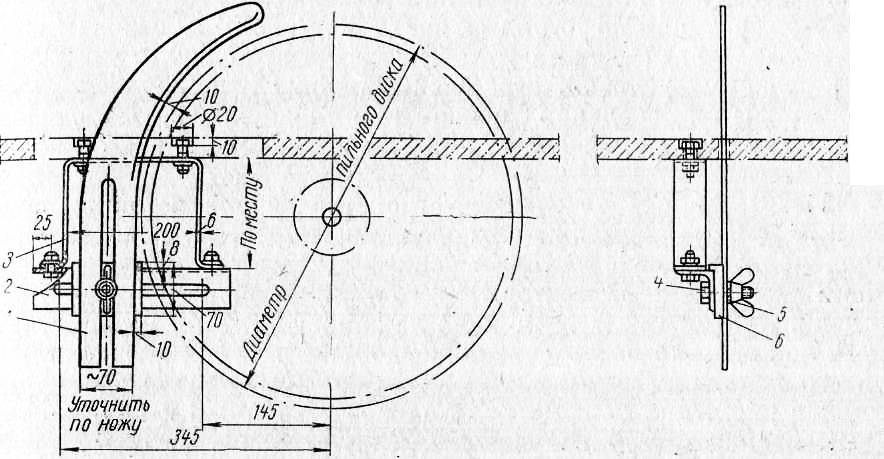
- выравнивание: При выравнивании дисковой пилы устраняются отклонения от плоскостности поверхности, т.е. так, чтобы осевое (торцовое) биение дисковой пилы не превышало:
- значения 0,2 мм у дисковой пилы диаметром до 200 мм
- значения 0,4 мм у дисковой пилы диаметром до 500 мм
- значения 0,6 мм у дисковой пилы диаметром до 800 мм
- значения 0,8 мм у дисковой пилы диаметром свыше 800 мм
Биение дисковой пилы изменяется в зажатом состоянии вблизи крепежного отверстия, причем необходимо обращать внимание на качество зажимных фланцев, которые должны быть диаметром минимум 5x√D пилы. калибровка: Подходящим выправлением предварительной нагрузки повышается прочность дисковых пил, что позволяет повысить подачу и тем самым повысить точность резания и качество поверхности разреза
Дисковые пилы при изготовлении калибрируются для скорости резания 60 м/сек у меньшей толщины и 80 м/сек у большей толщины дисковых пил. Соответствующие обороты, на которые пила откалибрирована, указаны на дисковой пиле
калибровка: Подходящим выправлением предварительной нагрузки повышается прочность дисковых пил, что позволяет повысить подачу и тем самым повысить точность резания и качество поверхности разреза. Дисковые пилы при изготовлении калибрируются для скорости резания 60 м/сек у меньшей толщины и 80 м/сек у большей толщины дисковых пил. Соответствующие обороты, на которые пила откалибрирована, указаны на дисковой пиле.
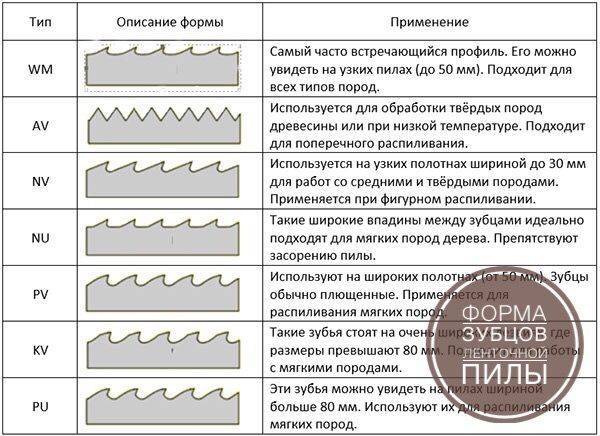
разводка:Величина разводки (на одну сторону) как правило бывает размером 1/4 толщины корпуса диска. Разводится только верхняя треть зуба. Разводка должна быть симметричной, иначе дисковая пила начинает отклоняться в сторону большей разводки. Разводка делается всегда перед заточкой, после заточки она только контролируется и исправляется в случае необходимости. При использовании слишком малой разводки дисковая пила перегревается, теряет прочность и ведет в сторону. При чрезмерно большой разводке возникают потери от слишком широкого реза, большего потребления энергии и повышенной шероховатости поверхности разреза. Для мягкого дерева выбираем большую разводку, чем для твердого дерева. Для продольной резки выбираем большую разводку, чем для поперечной резки. Для мокрого дерева выбираем большую разводку, чем для сухого дерева. Для замерзшего дерева выбираем меньшую разводку, чем для незамерзшего дерева. При плохом состоянии станка выбираем большую разводку.
заточка:Для заточки дисковых пил можно порекомендовать шлифовальный круг из белого или серого корунда, средней зернистости и твердости, с пористой или очень пористой структурой с керамической или бакелитовой основой. Круг с керамическим вяжущим материалом обозначается:
- A99 60L 9V (белый)
- A96 60L 9V (серый)
Наиболее часто встречающиеся причины короткой выдержки заточки:
Перегрев режущих пластин: проявляется изменением цвета кончиков режущих пластин, возникающим из-за перегрева материала при заточке. Перегрев может возникать из-за слишком большого давления (снятие большого количества материала) шлифовального круга на затачиваемую поверхность, из-за применения слишком твердого шлифовального круга, слишком мелкой зернистости шлифовального круга, неправильного крепления инструмента или интенсивной заточки без охлаждения.
Заводские комплекты приспособлений — готовые насадки
На отечественном рынке электрического инструмента существуют заводские адаптеры и станины для превращения угловой шлифмашинки в циркулярку.
К их достоинствам можно отнести:
- Презентабельный внешний вид;
- Возможность точной настройки угла распила;
- Удобство использования;
- Качество исполнения.
Помимо указанных достоинств, станки заводского изготовления обладают и некоторыми недостатками. Среди них можно выделить:
- Невозможность использования станка для продольного распила древесины;
- Ограниченная толщина распила. Это связано с адаптацией станка только под определенный диаметр распиловочного диска;
- Высокая стоимость. Как правило, она превышает цену самодельного станка в 2 – 3 раза;
- Дорогие запасные части;
- Больший, по сравнению с самодельным станком, вес.
Необходимые инструменты и материалы
Так как ковать и закаливать будущий клинок нет надобности, весь инструмент можно найти в гараже, который хоть немного, да оборудован. Нам понадобятся:
- маркеры: черный и серебристый;
- линейка, листок бумаги и штангенциркуль;
- углошлифовальная машина (болгарка);
- напильники с разным зерном;
- а также наждачная бумага и малярный скотч;
- эпоксидный клей;
- точильный и сверлильный станки;
- емкость с водой, для охлаждения;
- молоток, керн и тиски.

Нож из мехпилы. В этом наборе, все замечательно, по одной простой причине – любой элемент можно заменить ему подобным.

Сверлильный станок – это, конечно, круто, но достаточно и электрической дрели. И так с любым инструментом из списка. Обязательно понадобятся материалы для изготовления рукояти, но об этом немного далее.
Как сделать рукоять для ножа
Проще всего склеить ручку из двух вырубленных и подготовленных кусочков дерева или оргстекла. Сделать ее гораздо легче, чем закрепить на хвостике ножа. Естественно, вы можете выбрать незатейливый вариант и примотать ручку изолентой, но зачем столько стараться, чтобы в итоге испортить эстетичный вид ножика?
И вот наступает самый ответственный этап работ. Так как сверлить придется в хвостовике ножа, полотно может легко лопнуть. Поэтому будьте бдительны и осторожны.
Сталь — твердый, но в то же время хрупкий материал. При равномерном распределении давления, когда пила находится в работе, сломать ее практически невозможно. Но при точечном сверлении давление увеличивается, и металл может легко расколоться. Поэтому сверлить отверстие лучше при небольших оборотах станка и не забывать подливать масло на место сверления. В таком случае шуруповерт — идеальный инструмент для выполнения поставленной цели, так как оборотов у него меньше, то и возможность поломки детали не настолько высока.
Выполнив предыдущий шаг и проделав в рукояти отверстия, такие же просверлите в половинках рукояти. Сделайте медную или алюминиевую заклепку. Для страховки можете проклеить область, где будет находиться заклепка, клеем, но лучше, если у вас найдется эпоксидная смола.





