

Оборудование для горячей ковки
Если сравнивать холодный и горячий метод ковки, то сразу, можно сказать, то, что первый способ требует от работника значительно большего мастерства, наличия некоторых художественных навыков и, конечно, умения работать с набором необходимых инструментов.

Оборудование для горячей ковки
Ковка материала происходит после его предварительного нагрева в кузнечной печи. Ее называют горном. Горн оснащен оборудованием для принудительной подачи воздуха. Нагрев производят до заданной температуры и после этого переносят на наковальню. Это металлическая плита, на которой производят ударную обработку разогретой заготовки. Ее выполняют с помощью молотков и кувалд разного веса. Один работник, легким молотком наносит удар по нужному месту, а второй, вооруженный тяжелым молотком или кувалдой, наносит в обозначенное место сильный удар. После того как заготовка остыла, ее снова загружают в печь для нагрева. Все перемещения детали в процессе ее обработки выполняют с помощью клещей с длинными рукоятками.

Ручная горячая ковка
Кроме, вышеназванных основных инструментов при горячей ковке применяют множество специального инструмента, который позволяет резать горячий метал, формовать сложные поверхности при горячей ковке металла.
Кузнечный горн
Для нагрева заготовок применяют печи, которые называют кузнечным горном. В его конструкцию входит несколько узлов. В частности:
- ствол, выполненный из материала стойкого к воздействию огня;
- очаг, со встроенной колосниковой решёткой;
- системы подачи и отбора воздуха;
- рабочего окна через которые подают длинные заготовки;
- дымоход, через который происходит удаление продуктов горения.

Кроме того, в состав горна входит и закалочная ванна.В основе работы классического кузнечного горна лежит уникальная восстановительная способность углерода. Именно эта его способность с успехом противостоит окислению заготовки, то есть его горению. Тут важна и теплотворная способность углерода. Дело в том, что подавая воздух необходимо регулировать его количество. Его должно быть столько, что бы хватило сжечь углерод, а тепло, выделяемое при этом, поднимет температуру в горне еще выше.
Кроме того, подачу воздуха в горн необходимо настроить так, чтобы подаваемого кислорода не хватало для окисления металла. Но если разогретую заготовку продержать в таком состоянии свыше необходимого времени, то произойдет ее перенасыщение углеродом. Существует такой термин — пересушивание, то есть металл становится очень хрупким. Кстати, в качестве пересушенного металла можно привести чугун.
Муфельная печь
Оборудование, которое используют для разогрева деталей, выполненных из разных материалов до заданной температуры, называют муфельной печью.

Муфельная печь
Отличительной чертой этого оборудования является наличие муфеля. Так, называют деталь, которая защищает деталь от контакта с топливом и продуктами сгорания и в то же время служит камерой, в которой деталь нагревают.На практике применяют два вида таких печей, с постоянным и сменным муфелем. В первой печи загруженные детали проходят все операции — от нагрева до состояния готовности, во втором, только до охлаждения. То есть, по мере достижения необходимой температуры и определенной выдержки заготовки один муфель убирают и на его место устанавливают другой.
Наковальня
Один из ключевых инструментов применяемый и для холодной, и для горячей ковки металлов — наковальня. Именно на ее поверхности, кузнецы выполняют деформирование заготовки и приведение ее к готовому виду. Наковальню отличает большой вес и поэтому ее жестко фиксируют к деревянной колоде.

Наковальня — ключевых инструментов
Конструктивной наковальня состоит из:
- рога;
- наличника с отверстиями;
- основания с лапами для установки наковальни.
Для изготовления этого инструмента применяют сталь 45Л. Надо отметить, то что, наковальни — это продукция, выпускаемая в соответствии с рядом ГОСТ. Например, ГОСТ 11396-75 нормирует безрогие изделия с весом от 92 до 200 кг, а ГОСТ 11398-75, определяет требования к изделиям с двумя рогами и весом от 100 до 270 кг.
https://youtube.com/watch?v=qgMsWaCbxTI









Твердость материала, из которого производят наковальни, составляет 340 — 477 по HB.
Как она работает, и какой она бывает
По своей сути – это деформация металлических прутков в виде их загиба. Чтобы пруток деформировался без нагрева, его нужно жестко фиксировать к шаблону станка. Такой станок не для слабых рук: прокрутка и деформация производятся с помощью ручного усилия.
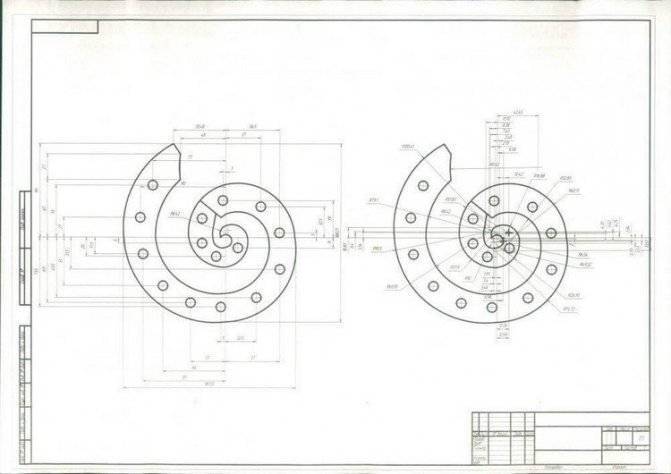
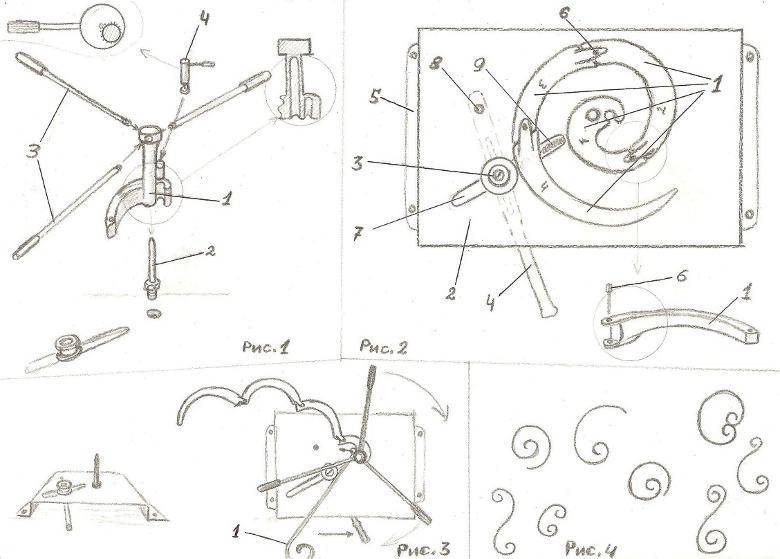
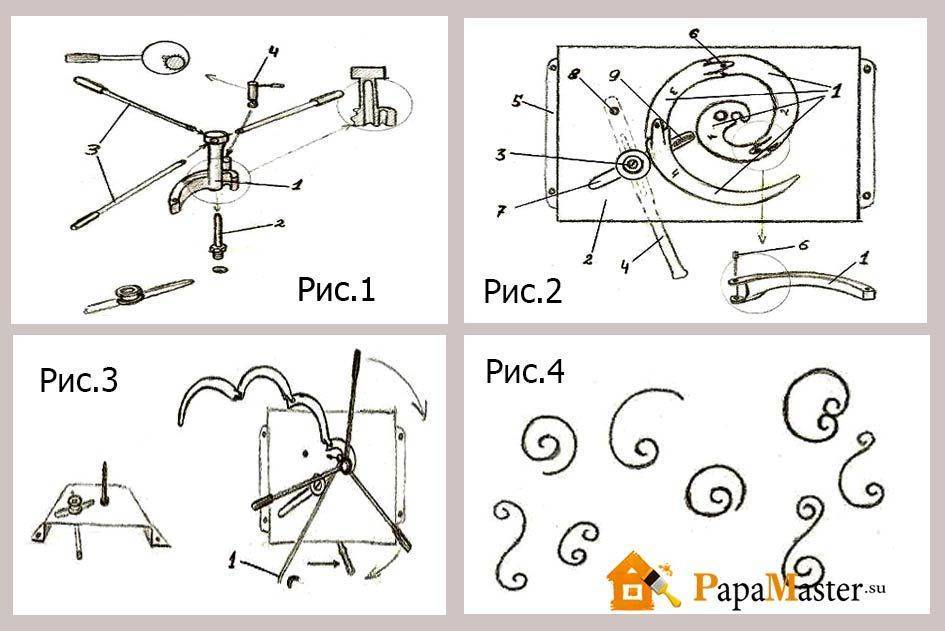
Улитка для ковки – чертеж.
Станок может работать в виде двух разных конструкций:
- Самая простая опция – приваренный шаблон к основанию. Это монолитный кондуктор с единственным вариантом завитка в форме шаблона.
- Вариант, дающий больше разнообразия в завитках – несколько модулей с завитками разного диаметра, которые крепятся на одно основание.
Ручной привод также может быть представлен в разных опциях:
- Рычагом может быть любое подходящее приспособление.
- Рычаг, который прикреплен к станине и приводится в движение подвижным подшипником.
- В конструкциях посложнее применяются целых три рычага, которые вращают ось и прикрепленный к ней кондуктор.
Как сделать улитку для холодной ковки, какую опцию выбрать – проще или сложнее? Выбор зависит опять-таки от целесообразности, иными словами – от ваших производственных планов: что вы собираетесь делать, с какой производительностью и в каком количестве?
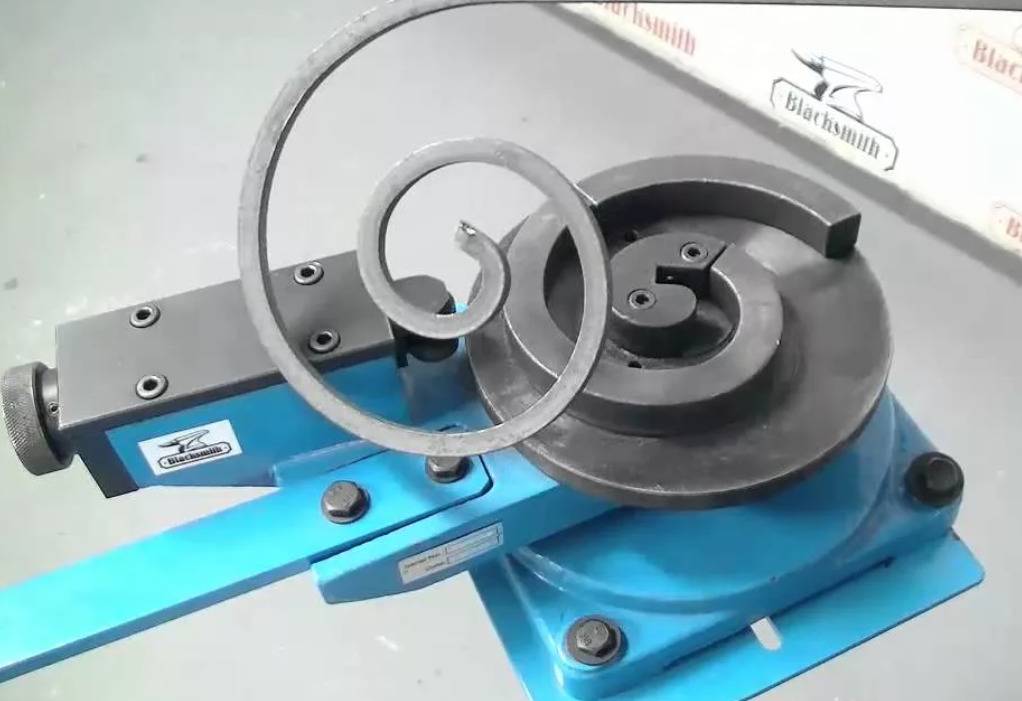
Улитка: простой инструмент для создания завитков
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.
Инструмент улитка позваляет создавать из кованого металла завитки.
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
Наборной модуль позволит создать из кованого метала завитки различного радиуса.
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Как построить завиток?
Эскизов завитков для художественной ковки в интернете достаточно, но при попытках подогнать их размеры к требуемым для себя нередко оказывается, что изделие зрелищно проигрывает из-за вроде бы незначительного нарушения пропорций. Поэтому желательно также уметь строить ковочные шаблоны завитков, заведомо обладающие эстетическими достоинствами.
Шаблоны для холодной ковки художественных завитков – волют – строятся на основе математических спиралей. Чаще всего используется логарифмическая спираль; это одна из широко распространенных естественных форм, выражающая фундаментальные законы природы. Логарифмическая спираль обнаруживается и в раковине улитки-моллюска, и в нашем слуховом аппарате, и в форме скрипичного ключа в нотной записи; в грифе самой скрипки тоже.
Построение образующих шаблонов для холодной ковки на основе спиралей
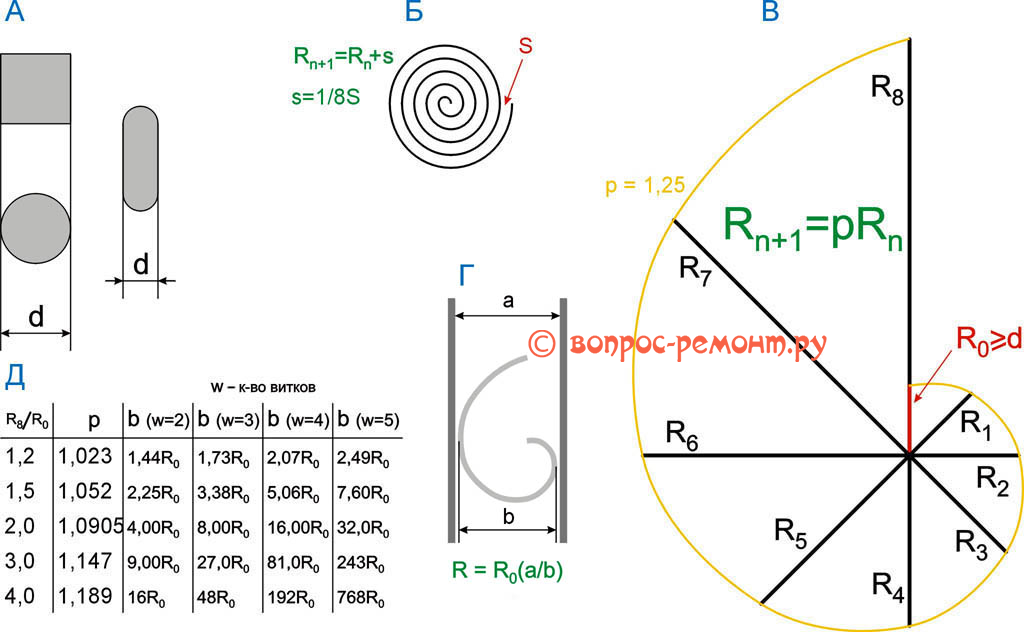
Принцип построения логарифмической спирали по точкам заключается в том, что при повороте образующего ее радиуса, начиная с некоего начального R0, на фиксированный угол φ, его длина умножается на показатель расхождения спирали p. Для волют p берут, как правило, не более 1,2, т.к. логарифмическая спираль расходится (раскручивается) очень быстро; на поз. В рис. для примера показана логарифмическая спираль с p = 1,25. Чтобы попроще построить спираль по точкам с достаточной для кузнечных работ точностью, принимают φ = 45 градусов.
В случае, когда требуется более плотная арифметическая спираль, при повороте образующего ее радиуса на те же 45 градусов к предыдущему радиусу прибавляется 1/8 шага спирали S, поз. Б. В том и другом случае R0 берут равным или большим поперечника d заготовки равномерного сечения, поз А. Если начальный конец заготовки заострен, R0 может быть и меньше d, вплоть до предела пластичности металла.
Осталось определиться, как уложить зрительно гармоничную спираль с заданный для нее размер проема a. Чтобы решить эту задачу аналитически, т.е. по формулам с любой заданной наперед точностью, придется решать уравнения кубические и высших степеней. Компьютерных программ для численного технического расчета волют в интернете что-то не обнаруживается, поэтому воспользуемся приближенным методом, позволяющим обойтись одним рабочим и, возможно, одним проверочным графическим построением. В его основе лежит предположение, что при небольших р суммы R2+R6 и R4+R8 сильно не различаются. Пошаговый алгоритм построения волюты для ковочного шаблона отсюда следует такой:
- исходя из наличного материала определяем R0;
- количество витков волюты w берем по принципу: как бог положит на душу левой задней лапы любимого кота;
- пользуясь данными таблицы на рис., рассчитываем поперечник волюты b такой, чтобы он был немного меньше ширины проема под нее a, см. поз. Г;
- рассчитываем рабочий начальный радиус R по формуле на поз. Г;
- строим по точкам профиль волюты в масштабе;
- при необходимости точно подгоняем R по той же формуле и строим профиль рабочего шаблона окончательно.
Разновидности станков для ковки
К несомненным достоинствам холодной ковки металла необходимо отнести то, что исчезает необходимость в сооружении кузни и установки оборудования и приспособлений, без которых работы попросту невозможна (горн, наковальня и пр.).
Холодная ковка металла может быть автоматизирована, причем без особых сложностей. Такое решение гарантирует повышение эффективности работы по изготовлению изделий. Даже неавтоматизированное производство позволяет поднять производительность труда, то есть она позволяет производить целые партии деталей по заданному образцу, другими словами, всегда существует возможность организации мелкосерийного и серийного производства. Это особенно выгодно при оформлении больших заказов, например, при изготовлении ограждений, и пр.Для обустройства мастерской холодной ковки нет необходимости в наличии больших площадей.








При холодной ковке металла не происходит изменений во внутренней структуре металла, а это приводит к сохранению прочностных характеристик металла. При холодной ковке металла существует возможность искусственного старения металла и это позволяет производство деталей под старину.
Пресс
Его задача – сформировать наконечники («листик» и «гусиная лапка»). По сути, он расплющивает торец заготовки, придавая ей ту или иную форму. Самая сложная из конструкций, комплектующие для которой (особенно боёк) придется приобретать отдельно.


Художественная холодная ковка – это искусство. В основном оно приобрело чисто декоративный окрас, не потеряв при этом практичность и целесообразность. Из прутов металла, арматуры и прочего материала можно изготовлять удивительные вещи.
Главное, приобрести или смастерить своими руками все необходимые станки и оборудование, чтобы воплотить свои мечты о прекрасном в жизнь.
Особенности холодной ковки
Вся художественная ковка состоит из сплошных изгибов, волн, завитков – все они разной величины, в разнообразном сочетании. Руками металл не погнуть, даже если он самый мягкий. Поэтому главный единственный метод холодной ковки – обработка металла станком. Для каждого металлического элемента существует свой инструмент.
Первым делом нужно обзавестись ими, но сначала разобраться с видами станков для холодной ковки. Сложность такого оборудования невысокая, стоимость – тоже.
Специальные станки для холодной ковки – это целый букет вариантов, они бывают с ручным управлением или с электромоторами, самодельные или покупные. Чтобы воплотить в металле все мыслимые и немыслимые художественные идеи, вполне хватит 5 – 7 видов. Как минимум, половину из них можно изготовить самостоятельно.
Главное – помнить, что холодная ковка металла по плечу любому, у кого есть желание и упорство. Перед тем, как принять решение о начале работ по холодной ковке, нужно разобраться с некоторыми нюансами этой технологии и видами специального оборудования.
Кузнечное оборудование или приспособления для холодной ковки
Горячая ковка требует специально оборудованной кузницы на удалении от жилых районов, чтобы избежать жалоб на повышенный уровень однообразного шума и пожароопасную ситуацию, что неизбежно при обработке горячего металла молотом. Наковальня, горн, мехи и прочие атрибуты кузнечного дела, необходимые для горячей обработки металла найти можно, но зачем тратить сил и времени больше на то, что можно выполнить, не подвергая организм мастера испытанию жаром, в более короткие сроки способом механической обработки.
https://youtube.com/watch?v=Cwmk5YzZzaM
Металлическим заготовкам можно придавать самые причудливые формы без нагрева, что позволяет получить металлические поделки высокого качества без риска повредить металл при перегреве или недостаточном нагреве. Если при горячей ковке всегда есть риск, что элементы могут несколько отличаться друг от друга, то механизация труда, при холодной ковке, даёт возможность выпускать идентичные изделия партиями. Поточное производство удобно для выполнения заказов по ограждениям территории или установки в парках изысканных лавочек и скамеек на гнутых металлических ножках, оконные решётки на несколько окон или ограждения на пролёты лестниц. Для заказчика главное — выдержать оформление в едином стиле, задача изготовителя — удовлетворить спрос в кратчайшие сроки.
Садовые беседки, перила мостиков в саду, основа козырька над крыльцом являются украшением двора и фасада. Но и для внутреннего убранства дома тоже подходят кованые изделия, например, решётка, отделяющая каминную зону, подставки под предметы домашней утвари, вазоны и ножки для мебели (более тонкие и изящные, чем те, что используются для уличной мебели). Западный поточный подход для комплексного оформления более целесообразен.
Как сделать станок цельной улитки в домашних условиях?
Очень часто при сборке любых ажурных конструкций из металла используют спиралевидные элементы. Именно для изготовления таких деталей одного размера подойдет этот станок.
Инструменты
Для выполнения работы подготовьте:
- листовую сталь;
- стальные полосы;
- прутки;
- профильную трубу;
- болгарку;
- сварочный аппарат;
- наждак;
- рулетку;
- маркер;
- плоскогубцы;
- бумагу и карандаш.
Инструкция сборки цельного станка
Чтобы получить в результате своей работы надежный инструмент с подходящими параметрами, действуйте так:
- Сделайте на бумаге рисунок будущей спирали на 3 витка.
- Выверьте параметры таким образом, чтобы в резьбу вставлялся армирующий прут сечением в 10 мм.
- Вырежьте из листа стали 2 пластины: одна — 100*100 мм, вторая — 130*130 мм.
- Сделайте 3 отрезка длиной 7 см из профильной трубы.
- Подготовьте 3 полосы стали и 3 см прута.
- Все детали предварительно обработайте по краям наждаком, чтобы убрать заусенцы по срезу.
- Изогните стальную полосу по шаблону — легче всего это сделать плоскогубцами. В итоге у вас должно получиться 3 спиральные пластины разной длины.
- Приварите все детали по схеме, установив в начало самой короткой спирали пруток — он обеспечит надежную фиксацию.
- Самой последней приварите по центру снизу профильную трубу.
Видео
В результате выполненных работ у вас получится такой станок для холодной ковки, как в ниже приложенном видео. Там же вы можете наглядно просмотреть последовательность ваших действий при сборке.
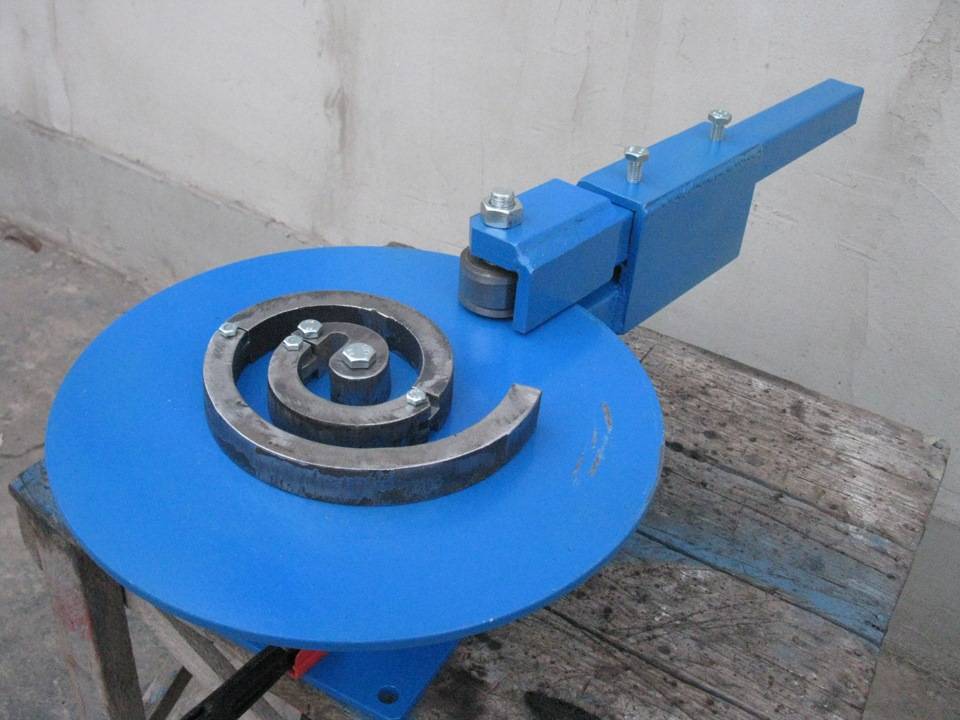
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.










Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.

Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.

Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.

После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.










С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

Проверка работоспособности
Это всегда подразумевается, поэтому без комментариев.
В принципе, сделать улитку для холодной ковки – это не так уж и сложно. Тем более что какого-то единого стандарта на подобные устройства не существует.
Кто-то скажет – а не проще ли купить заводскую модель? Во-первых, как уже сказано, придется долго искать. Во-вторых, не факт, что ее возможности совпадут с фантазиями мастера.
В-третьих, придется облегчить кошелек примерно на 19 000 (ручная) и на 62 000 (электрическая модель) рублей, как минимум.
Успехов в изготовлении улитки своими руками!
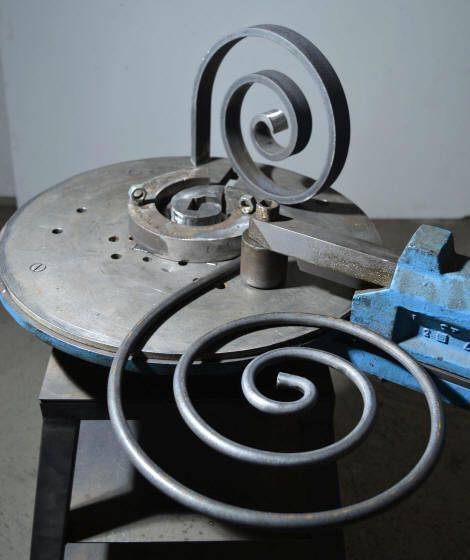
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.






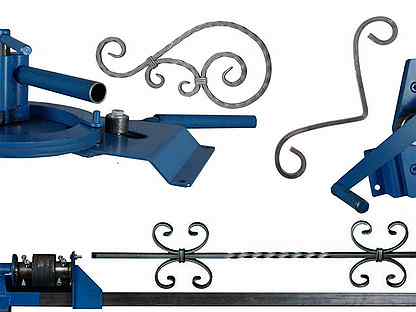

Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.

Шаблон
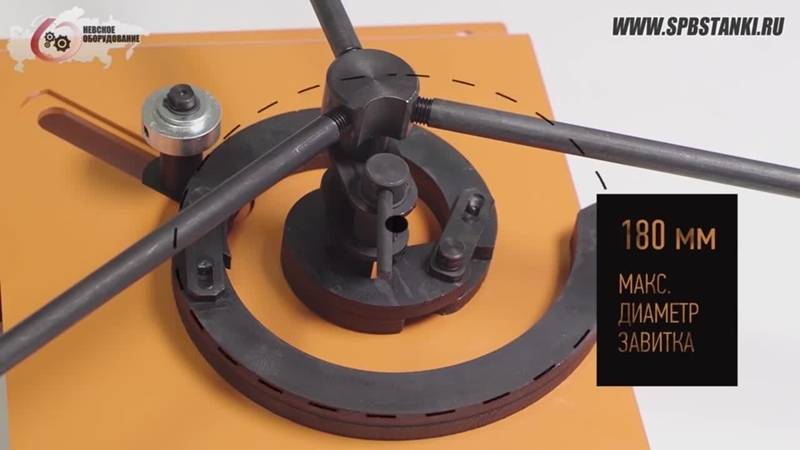
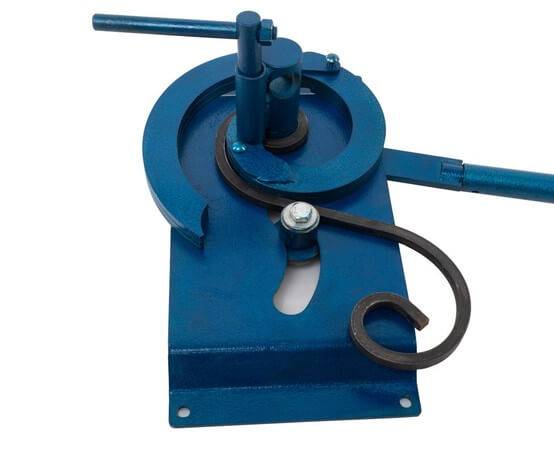
Виды, устройство и принцип работы «Улитки»
Улитка для холодной ковки — это приспособление для создания узоров в виде завитков из металлических прутков путем их деформационного загиба по контуру шаблона. Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону. Для этого нужно прикладывать силу. Обеспечивается это ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность применения электрического привода должен определить сам мастер. Он необходим в случае большого объема работ. В основном используется ручное усилие.
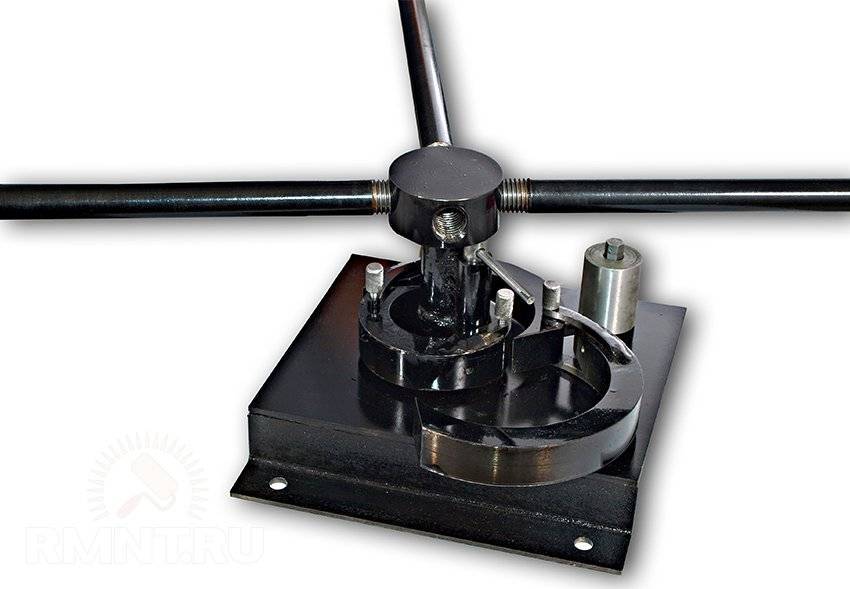
Улитка (кондуктор) может иметь разную конструкцию. Она может быть выполнена:
- в виде стабильно приваренного к рабочему основанию шаблона;
- в виде разборных съемных частей, которые крепятся на основание.
По-разному может быть организован и ручной привод.
В самой примитивной конструкции пруток наматывают на шаблон простым усилием рук или с использованием в качестве рычага любого подходящего приспособления.
Также рычаг может входить в конструкцию станка и крепиться к ножке станины и приводиться в движение с помощью подвижного подшипника, перемещающегося по основанию улитки.

В более сложных устройствах вращается сам кондуктор, который крепится на ось вала. Она приводится в движение с помощью трех рычагов.
Вы должны заранее определить конструкцию станка, исходя из целесообразности и удобства использования.
Монолитный кондуктор имеет определенную форму шаблона, которая служит единственным вариантом завитка. Это является недостатком такой конструкции, но зато ее сделать самим совсем несложно.
Съемный вид конструкции удобен тем, что на таком станке можно изготавливать фигурные завитки разных размеров и форм. Но конструирование самого станка более сложное. Кроме того, у съемного устройства надежность фиксации частей шаблона хуже, чем у монолитного вида. Вам потребуется постоянное подкручивание резьбовых соединений, т. к. они при работе могут ослабеть.





