

Технологические особенности художественной ковки
Процесс ручной художественной ковки металла разбивается на несколько отдельных операций. Начинается он с разогрева болванки в горне или другом типе нагревателя. В зависимости от качества угля, подачи воздуха в горн и массы заготовки разогрев может занять от нескольких минут до нескольких часов. При изготовлении изделий, имеющих сложную форму, большое количество деталей или отверстий, изделие может остыть. Тогда его возвращают в горн и повторяют нагрев.
Собственно ковочные операции бывают следующие:
- Осадка. Удары молотом наносятся сверху вниз, исходная высота уменьшается, а ширина увеличивается. Это подготовка заготовки для вытяжки.
- Вытяжка. Удары по заготовке наносятся вдоль продольной оси вдоль, и заготовка плющится в направлении ударов, и длина ее таким образом увеличивается.
- Раздача — подвид вытяжки, применяется для увеличения диаметра пустотелых заготовок.
- Прошивка – получение отверстий, углублений или пазов.
- Закручивание – многократный поворот одной части заготовки относительно другой. При этом используются тиски, клещи, а при значительном сечении заготовки — и специальные вороты.
- Рубка — процесс разрубания изделия на две или более части. Применяется также для коррекции формы и размеров изделия. Иногда из заготовки вырубают готовое изделие, пользуясь для этого фигурными штампами.
- Гибка – проводится для изменения формы изделия при изготовлении деталей кольцевой или гнутой формы.
- Сварка — соединение в единую деталь двух или нескольких частей.
По окончании ковки изделие окунают в емкость с жидкостью для охлаждения и закалки. Традиционно используют воду, однако при ковке специальных сортов стали, таких например, как булат, применяют различные кислоты и масла. Легенда гласит, что некоторые мастера после ковки меча охлаждали его, втыкая в тело раба.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали
Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
Для большинства станков изготавливают центральный упор
В нем будет фиксироваться начало.
Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Приемы и способы технологии
Приемы деформации металла:
- гибка;
- кручение;
- протяжка;
- чеканка.
Технология изготовления простая. Необходимо прочно закрепить конец заготовки и гнуть его с помощью инструмента вокруг оправки определенной формы и размера. В зависимости от диаметра выбранной оправки, гибка позволяет создавать вензеля и завитки разного размера и направления.
Кручение вдоль оси требует большого усилия и самых простых тисов для перекручивания проката. Смотрится витой прут только если прокат ребристый. На круглом ничего не видно.
Протяжка меняет сечение заготовки. Ею чаще всего выполняют заостренные края прута. При навивке просто оттягивают, чтобы элемент выглядел красиво. На верхний край оград сплющивают и заостряют, делая пики и увеличивая неприступность своего участка.
Чеканка делается по листу. Ударами с обратной стороны, постепенно изменяется форма материала, создается объемный рисунок или элемент для большого полотна.
Преимущества и недостатки
Преимущества
Низкую стоимость. Она объясняется малыми затратами энергии и труда.
Отсутствие требований в части квалификации исполнителя. Если горячая ковка доступна только профессиональному кузнецу с развитыми навыками и при наличии мощной печи, то холодной может заниматься любой желающий, притом в домашних условиях.
Высокие эстетические достоинства. Ворота, решетки и прочие изделия смотрятся дорого, благородно и привлекательно; издали они походят на кованые.
Высокую скорость изготовления. Набор элементов для ворот можно выполнить за полдня. Для их изготовления ручной горячей ковкой потребуется неделя.
Возможность создавать оригинальные изделия, по-разному комбинируя типовые элементы.
Недостатки
Ограниченный набор исходных материалов и конечных форм. По этой причине изготовленные данным методом предметы не могут сравниться в художественной ценности с полученными традиционной горячей ковкой.
Потребность в специальном оборудовании.
Специальное оборудование — один из недостатков холодной ковки.
Изготовление механизма для холодной ковки
Универсальный станок для холодной ковки почти невозможно выполнить своими руками. Нужно делать отдельную форму механизма для выпуска предметов.
При изготовке установки требуется подобрать следующие материалы:
- лист металла (предпочтительная толщина 4-5 мм);
- арматурные прутья, профильные трубы;
- станина для устойчивости приспособления для холодной ковки;
- электрический двигатель и редуктор в случае станка с приводом.
Конечно, изготовление приспособлений не обойдется без инструментов. Желательно иметь углошлифовальную машину или пилку по металлу, сварочную установку, наждачный камень или бумага, тиски и плоскогубцы, а еще карандаш, рулетка и бумага.
Начинающему мастеру проще всего смастерить самодельный станок для холодной ковки формы улитки. Благодаря ей производятся различные формы металлических прутьев для калитки и забора. А также пользуется популярностью торсионный тип установки. Другие формы станков можно делать после приобретения опыта работы с простыми установками.
Разберем подробно изготовление «улитки». Это приспособление способствует получению разнообразных конфигураций спиралей, завитков, колец. Простая конструкция этого оборудования способствует удобной работе и легкому доступу к заготовке. Ход процесса осуществим при наличии:
- Прутья из металла.
- Стальные листья и полосы.
- Профильные трубы.
- Сварочный аппарат.
- Углошлифовальная машина и плоскогубцы.
Чтобы изготовить самодельные станки, применяемые в ходе холодной ковки, желательно начертить схему или эскиз будущего приспособления. Изначально выбирается миллиметровая бумага для нанесения чертежа.
Следующие этапы работы:
- На бумажный лист наносится изображение спирали с тремя витками. Размеры должны соответствовать диаметру армированного прута с условием, чтобы он вмещался в резьбу. Лучше всего использовать размер 10 мм. А также линии следует чертить исходя из толщины стали, а расстояние внутри спирали необходимо использовать 12-13 мм.
- Далее, болгаркой из стали нужно сделать окружность требуемого диаметра. При желании использовать съемные круги следует брать не тонкий исходный материал (4-5 мм толщиной) для более простой смены.
- Выделка прочной станины, которая устойчива на поверхности пола. Можно, вообще, забетонировать ножки для более прочной конструкции. Важным условием является то, что окружность станины должна быть больше размеров рабочего круга.
- К станине приваривается металлический прут, на который насаживается подшипниковое устройство. Ручное управление подразумевает приваривание круга к станине. В этой ситуации гибка металла происходит гораздо проще, чем при процессе вращения.
- Закрепляем улитку на круге. Улитка делится на три части. Хвостовая деталь имеет высоту 1 см исходя из толщины прутьев. На следующую часть спирали добавляется 1 см. значит, второй виток будет 2 см, а третий – 3 см. При получении большего числа витков следует увеличить детали спирали.
- Если необходимо сделать сменные круги, то сменные детали привариваются к кругу соответственно эскизу.
- При наличии сменной улитки нужно отмерить положение каждого вида и приварить шпильки к каждому элементу. При этом в круге делается просвет под определенную деталь.
- Чтобы получить кованое изделие, надо начинать с центрального витка. Необходимо крепко закрепить прут с помощью тисков или иного инструмента.
- В конце нужно сделать рычаг из двух профильных труб (диаметр 15-20 мм). Они свариваются перемычками, длина которых составляет расстояние от центра подшипника до верхней точки окружности плюс 5 см. Далее, он приваривается к подшипниковой части. К нижней части рычага, которым служит обрезанная круглая часть, приваривается прут длиной соответствующей длине высочайшей детали улитки. Перпендикулярно площади круга приваривается загибочный бочонок.
Таким образом, самодельный станок готов. Можно приступать к производству необходимых элементов. Для этого прут фиксируется, а затем на него опирается бочонок, и начинается процесс загибки.








Видео: станок для холодной ковки своими руками.
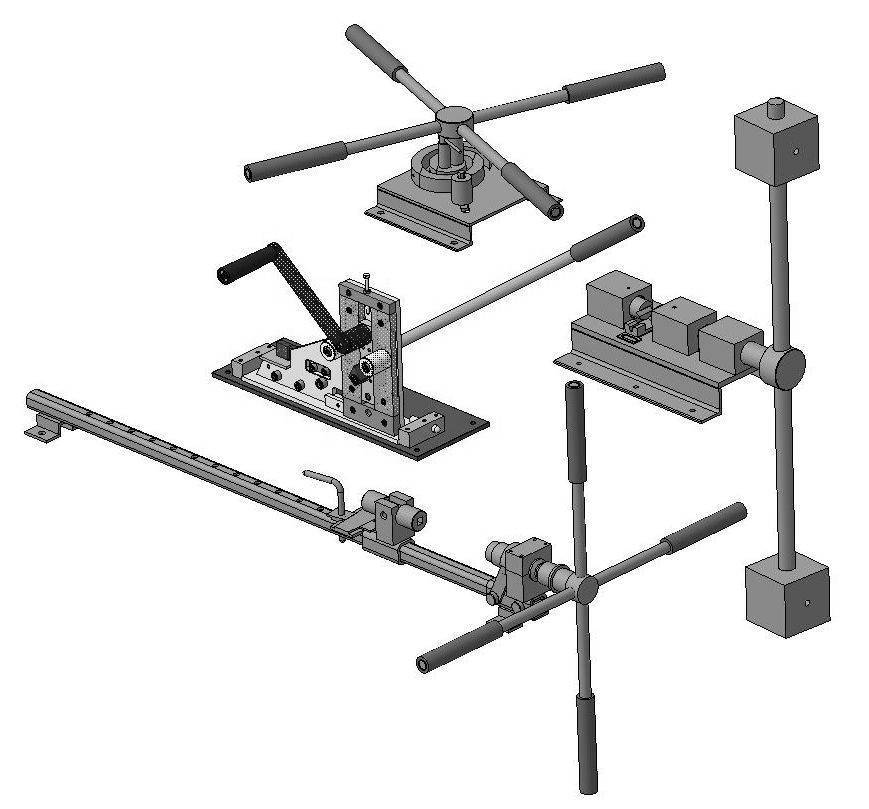
Оборудование для холодной ковки
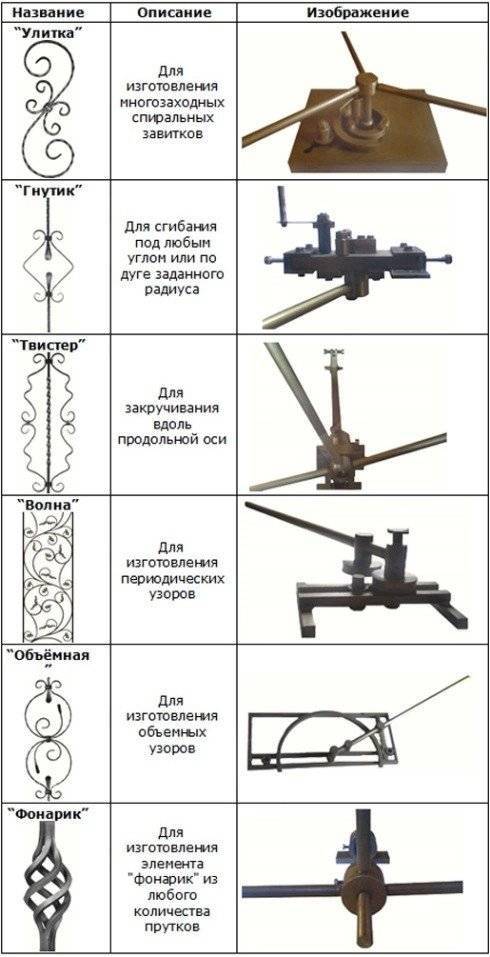
Чтобы начать массовое изготовление вещей без горячей кузнечной обработки, потребуется шесть основных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего предназначены такие инструменты и что с их помощью можно сделать?
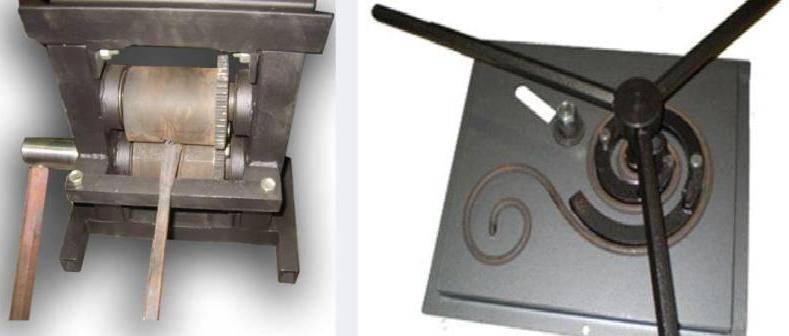
Гнутик
Такое приспособление служит основным инструментом при изгибании деталей. Особенность в том, что можно выбрать любой угол.
В отличие от горячей обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Конструкция состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на прочной раме. Такой ручной станок может дополнительно оборудоваться различными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм или полосу толщиной до 3 мм.
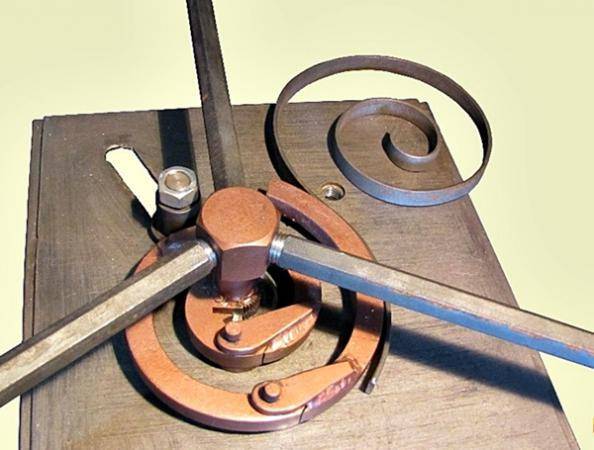
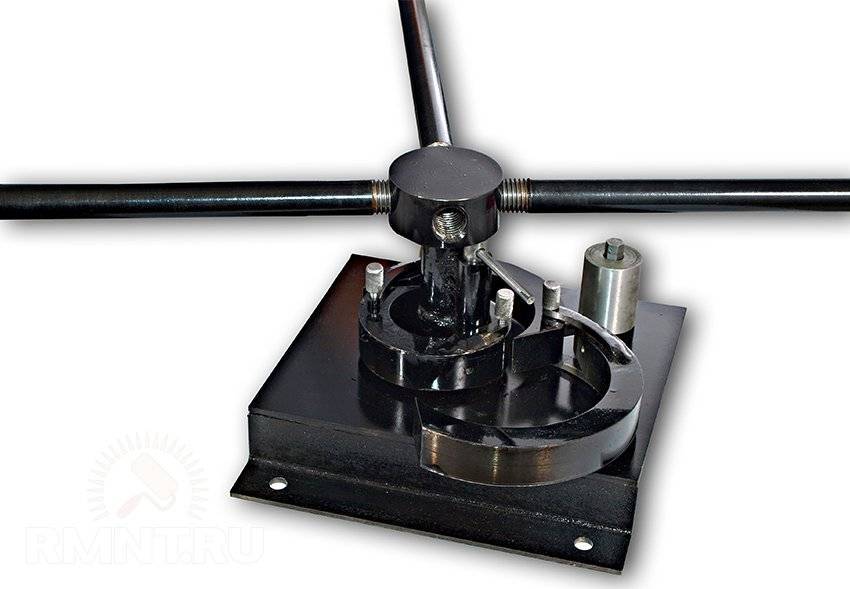
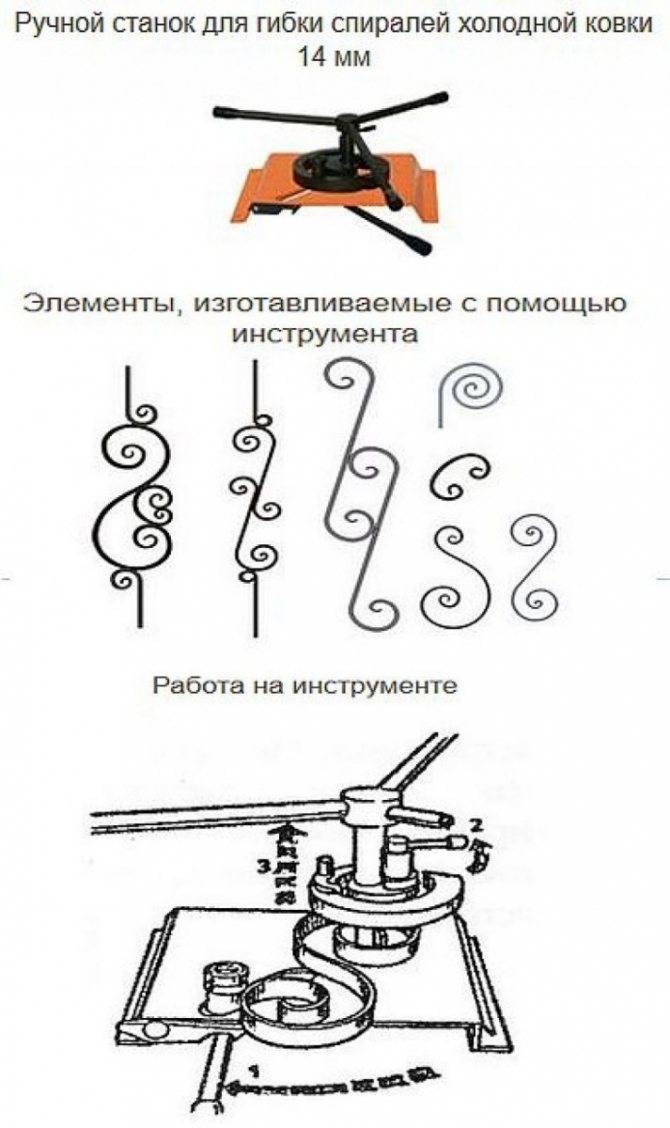
Улитка
Это ручное приспособление применяют при создании спиралей и завитков. Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.
Как и гнутик, улитка вполне свободно обрабатывает основные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, толщиной 3-6 мм.
Основная рабочая часть (кондуктор) состоит из кулачка, располагающегося по центру, и двух дуг (малой и большой).
При создании небольших по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов исполнения такого ручного станка.
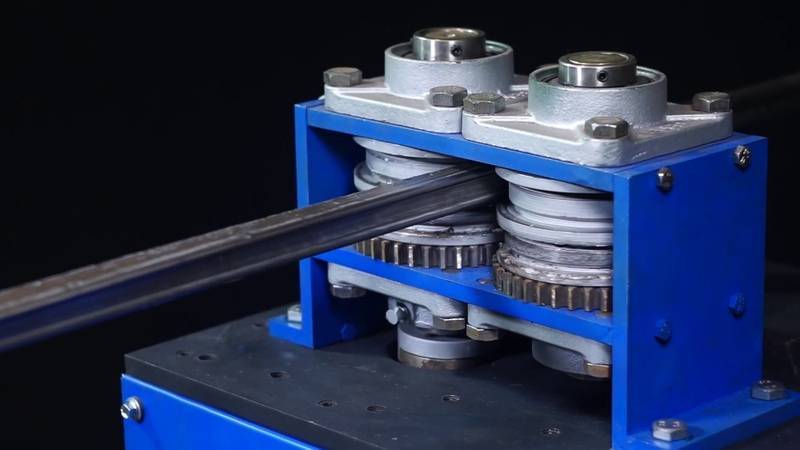
Волна
Приспособление, служащее для создания витых, повторяющихся узоров (довольно часто можно увидеть на оконных решетках). Основа устройства — два стальных диска, диаметром 140-150 мм, закрепленных болтами на рабочем столе. Часто можно встретить «управляемую волну» — устройство с регулируемыми зазорами между дисками. Такая функция возможна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
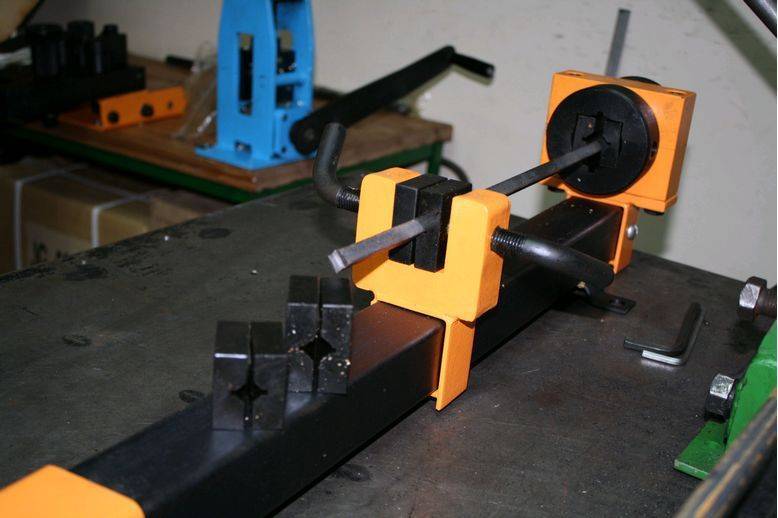
Твистер
Твистер закручивает вокруг своей оси пруток или квадрат. Принцип устройства похож на вороток для горячей обработки.
Конструкция состоит из основы, на которой размещается вращающаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют между этими двумя частями и при помощи рукояток закручивают до требуемого предела.
Фонарик
Одно из самых сложных изделий из холодной ковки — так называемая корзинка. С первого взгляда — это сложное переплетение металлических гнутых прутков или квадратов. Для производства такой детали используется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования схожа с твистером: на основе закреплена крутящаяся головка и ползунок. Однако, заготовка «наматывается» по спирали на вставку — вал.
В принципе, корзинку можно изготовить, используя специальную вставку на твистер, однако возможен брак, который получиться исправить, лишь нагрев металл в горне. Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
Глобус
Такой ручной инструмент для холодной ковки позволяет изгибать заготовку по дуге, загибая концы под востребованный угол, при этом получается объемное изделие. За что часто этот ручной станок называют объемником.









Основа устройства — шаблон в виде дуги и закаленные ролики, позволяющие двигаться ручному приводу. В зависимости от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 миллиметров, неширокой полосой до 25 мм, а также прутком.
Чаще всего глобус применяют для производства деталей «объемных» решеток, в которых отдельные элементы не лежат в одной плоскости с остальными.
С помощью этих простейших устройств, которые не требуют механизации, можно создавать настоящие произведения искусства, состоящие со всех отдельных декоративных элементов: волюты, завитков, корзинок и прочих.
Неплохим решением будет приобрести универсальный станок для холодной ковки, который позволяет совершать основные операции по металлообработке. Однако, стоимость такого оборудования будет доступна не всем мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки металла стоят относительно недорого, но можно сделать их самому.
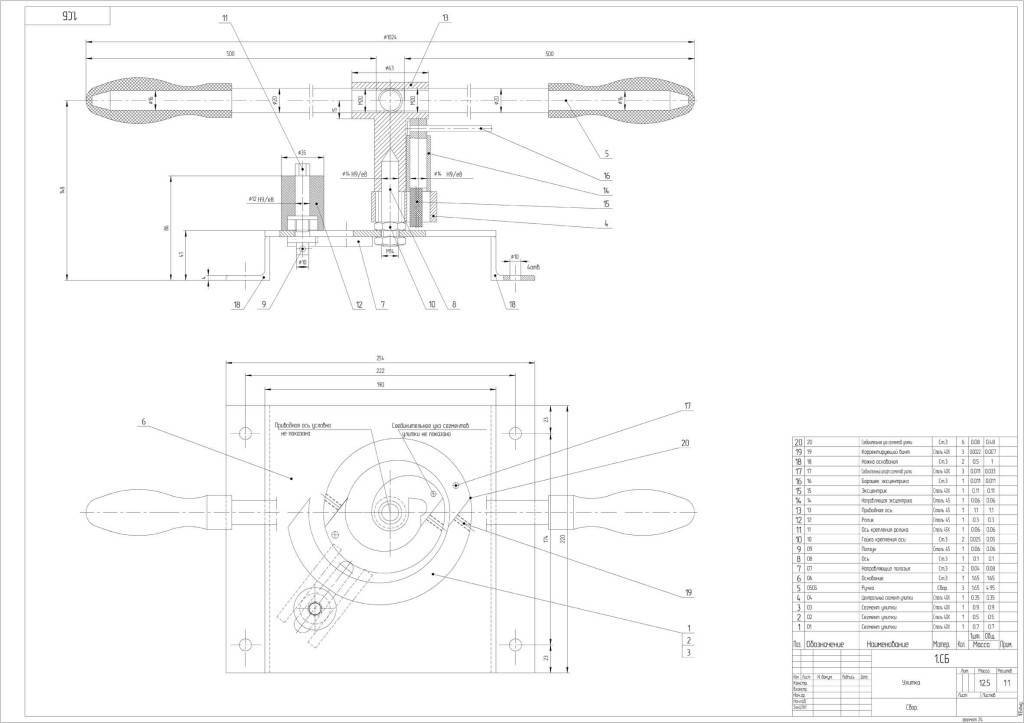
Делаем улитку с рычагом
Чертеж станка для ковки.
Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками – самый удобный вариант для вас и только для вас.
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.
Базовые части
Базовых частей у твистера всего четыре
К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Столешница
Самодельный станок для ковки.
Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице
Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.







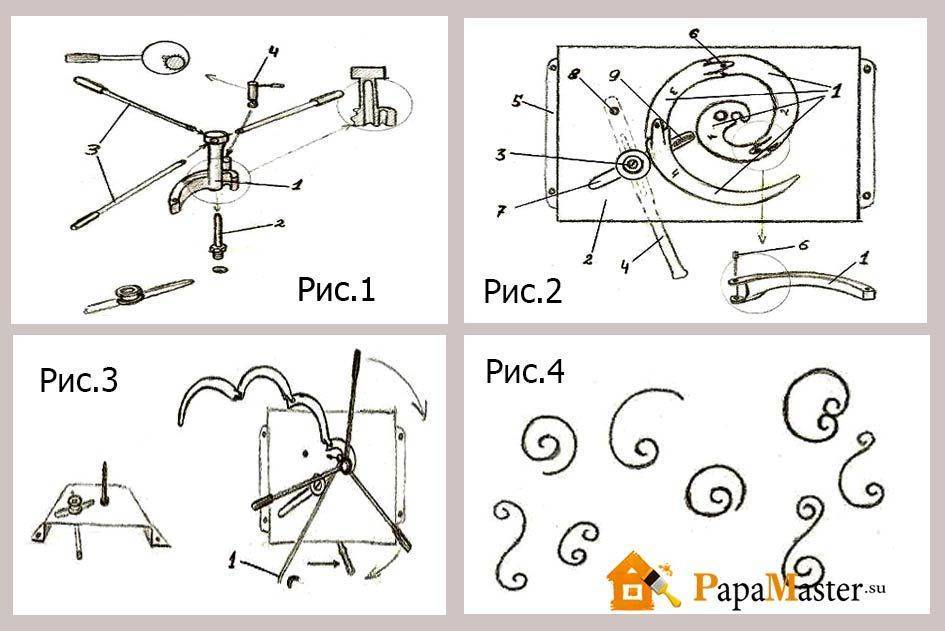
Улитка простая статичная
Самый простой и поэтому самый примитивный с художественной точки зрения вариант. Вы наносите чертеж улитки, то есть спирали прямо на столешницу.
Ни в коем случае не игнорируем требование в чертежах – холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Станок для гибки металла.
Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, то улитка простая статичная станет самым оптимальным вариантом.
Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Виды
Промышленная ковка без подогрева заготовок использует специальные инструменты и оборудование для производства крупных партий изделий. Металлообработка включает в себя следующие технологические операции:
- гибка;
- калибровка;
- прошивка;
- вырезка;
- штамповка;
- навивка.
В качестве инструмента используются штампы, позволяющие изготавливать совершенно одинаковые детали большими партиями, мощные прессы.
Для изготовления решеток на окна, ворот, мебели используется пруток с сечением 8–16 мм, полосы листа. Изделия собирают из элементов, сделанных вручную по шаблону.
Элементы кованого забора и ограждения балкона соединяются между собой сваркой и помещаются в прочную раму или крепятся к надежному основанию. Конструкция делается плоской или объемной, в зависимости от замысла мастера и назначения.
Решетка на окне
Самодельное оборудование для холодной ковки
Станки можно изготовить самостоятельно. Начинающему мастеру в первую очередь следует обзавестись «улиткой», так как спирали и завитки являются наиболее востребованным декоративным элементом. Меняя радиус изгиба и число навивок, можно с помощью только этого станка создать множество красивых оригинальных изделий.
Что потребуется
Для холодной деформации стальных заготовок нужны большие усилия. Поэтому все компоненты станка должны быть прочными и массивными. Для их изготовления используют следующие материалы:
- Столешницу — лист толщиной от 10 мм.
- Гибочный рычаг — профилированную трубу сечением 40х25х3 (мм). Допускается применение изделия со стенкой в 2 мм.
Некоторые части невозможно изготовить на дому. Примеры:
- Станина и подвижный упор «гнутика». Материалом служит высокопрочная сталь, поэтому для изготовления нужны фрезерный и сверлильный станки.
- Центральный и обводной ролики «волны». Испытывают большие нагрузки, поэтому изготавливаются из инструментальной стали. Для ее обработки тоже требуется промышленное оборудование.
Такие детали следует заказать на производственном участке с хорошим парком металлообрабатывающих станков.
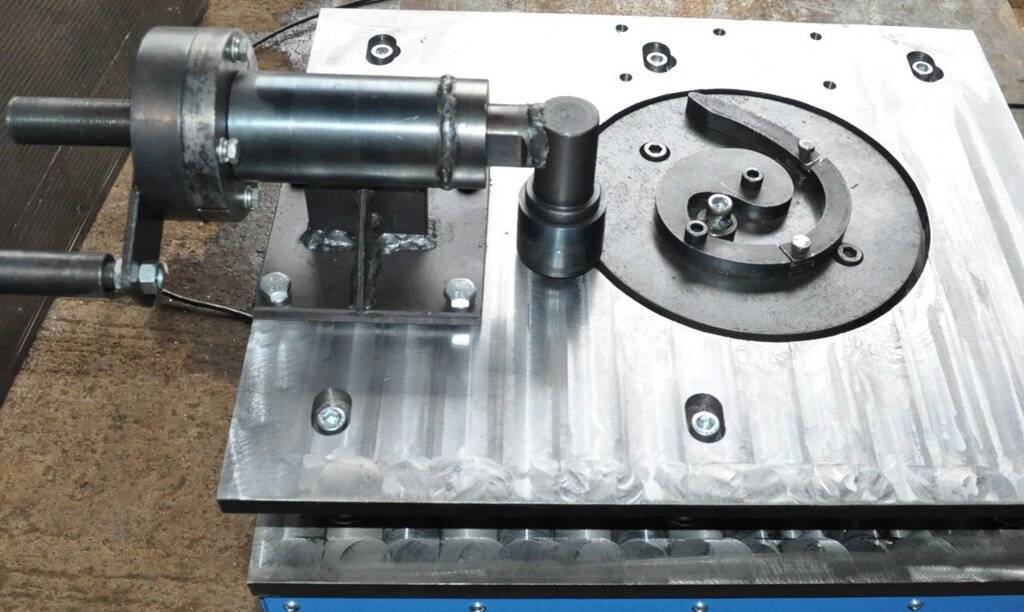
Изготовление станка
Приспособление «улитка» делают в следующей последовательности:
- Из листовой стали вырезают круглую столешницу.
- В центре приваривают ножку из толстостенной трубы с кронштейнами для крепления к полу. Для придания устойчивости ее можно усилить подкосами.
- Устанавливают гибочный рычаг. Одним концом его крепят к ножке так, чтобы оставалась возможность вращения. С другой стороны рычаг оснащают прижимными роликами на подшипниках.
- На столешнице крепят шаблон из толстой полосы. Он должен повторять форму будущей детали с небольшим допуском (определяется опытным путем). К шаблону приваривают штифты, а в столешнице под них сверлят отверстия. Такой способ фиксации позволит изготавливать элементы с разным радиусом закругления.






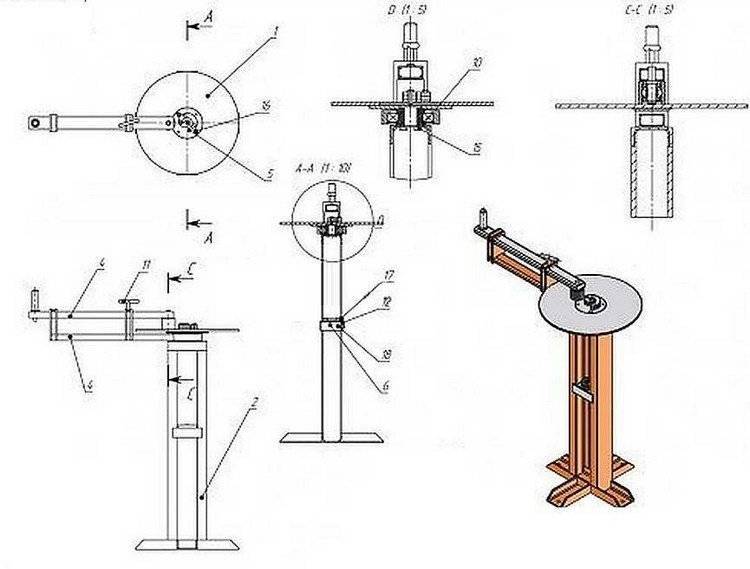

Крепление гибочного рычага к ножке станка можно выполнить 2 способами:
- С помощью подшипника. Это наилучший вариант, он обеспечивает легкое вращение.
- Посредством втулки, выполненной из трубы большего диаметра. Снизу наваривают поддерживающее кольцо. В этом случае вращение рычага потребует больших усилий, но при наличии смазки операция будет доступна даже человеку средней комплекции.
Станок своими руками
Станок для гибки прутов.
Самодельный инструмент для холодной ковки – вещь вполне реальная, но времени и сил его изготовление заберет немало. Поэтому решение должно быть взвешенным, а подготовка, включая чертежи, должна быть серьезной и полноценной. Самым подходящим местом может стать гараж сарай, или хозблок. Конструкция станка зависит только от одного фактора: что вы собираетесь делать, какую продукцию выпускать?
Не нужно забывать, что многие элементы ковки можно выполнять и без специальных приспособлений. Например, с помощью обычного трубогиба, который вполне годится как вариант упрощенного станка для холодной ковки – с ним много чего можно сделать.
Еще нужно понимать, что универсального станка для холодной ковки, который делал бы хотя бы три различных элемента, в природе не существует. Чаще всего своими руками делают улитку: она популярна, позволяет изготовить самые различные завитки и, в конце концов, проста в исполнении. Второй по частоте использования в домашних условиях – самодельный гибочный станок.
Он так же прост и недорого в исполнении. На запрос «как делать станки для холодной ковки» вы получите огромное число ссылок на видеоролики с советами «от бывалых». Большинство из них – по делу и от души, они очень помогут в принятии окончательных решений.
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:

Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».

Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.

Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.

Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».

Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.

Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».

Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:

При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.

На лестничном пролете завитки выглядят весьма оригинально.

Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.

На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.








В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.

Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.

Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.





