

Технология сварки
Подготовка состоит из зачистки кромок, окислы снимают на расстоянии до 2 см от кромки, и обезжиривания (нужно протирать титан в перчатках, чтобы от пальцев не оставалось следов). Затем металл протравливают горячей смесью (60°С) соляной кислоты (в 650 мл растворяют 350 мл) и фторида натрия (50 г). Состав наносится на 10 минут.
Для сварки титана и его сплавов используют:
- холодный метод;
- дуговой с использованием электродов;
- контактный;
- лучевой.
- Рассмотрим их подробней.
Ручная дуговая сварка
Используют тугоплавкий электрод на основе вольфрама (с итрированной или лантановой обмазкой). Его необходимо заточить под углом 45°. Сила тока удерживается на уровне 90–100 ампер. Тонкие изделия до 1,5 мм соединяют встык без присадки, остальные – с подачей прутка. Присадку по составу выбирают под сплав, перед работой ее отжигают в вакууме – удаляют водород. В герметичной упаковке она сохраняет свои свойства до 5 суток.
Инструмент для обработки
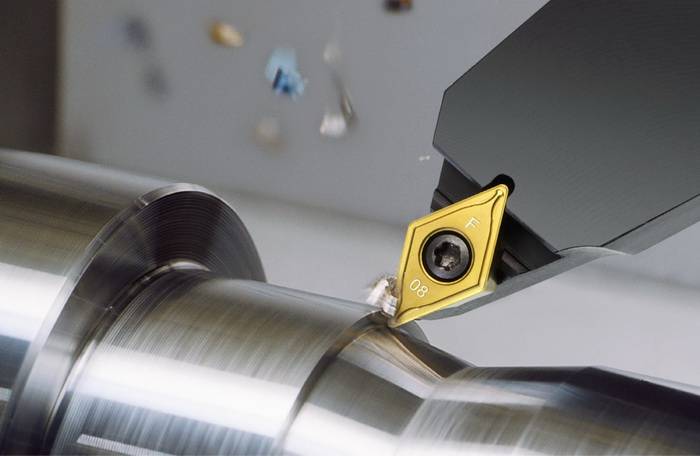
Требования, которые предъявляются к инструменту для обработки материала, довольно высоки. Чаще всего обработка титана и сплавов производится при использовании резцов, у которых имеются съемные головки, а устанавливаются они на станки с ЧПУ. Во время эксплуатации рабочий инструмент подвергается абразивному, адгезийному и диффузному изнашиванию
Особое внимание стоит уделить диффузному изнашиванию, так как в это время происходит процесс растворения и режущего материала, и заготовки из титана. Наиболее активно эти процессы протекают, если температура находится в пределах от 900 до 1200 градусов по Цельсию

Шпиндельные соединения
В системном подходе важна также роль шпинделя. Обрабатывающие устройства испытывают трудности при достижении высоких скоростей удаления металла, учитывая низкую скорость резания и высокие силы резания, характерные для титана. На протяжении многих лет производители станков улучшали жесткость и демпфирование на шпинделях и станочных конструкциях. Шпиндели спроектированы с высоким крутящим моментом при низких скоростях вращения. Хотя все эти достижения повышают производительность, соединение шпинделя часто остается слабым звеном.В большинстве случаев соединение инструмента-шпинделя определяет, сколько материала может быть удалено в данной операции.
Высокопроизводительная обработка обычно характеризуется использованием высоких подач и агрессивной глубиной обработки. Благодаря постоянным достижениям в режущих инструментах существует потребность в шпиндельном соединении, которое лучше использует доступную мощность станка.За последние несколько десятилетий несколько последних типов шпиндельного соединения были разработаны или оптимизированы. Благодаря хорошей цене / выгодной позиции конусность 7/24 ISO стала одной из самых популярных систем на рынке. Однако конструкция имеет ряд ограничений, связанными с точностью на высоких скоростях. Как правило, конус шпинделя начинает прокручиваться от центробежной силы начиная от скорости вращения шпинделя в 20000 об / мин. Это дает погрешности обработки,ведь конус начинает терять контакт, позволяя инструменту перемещаться вверх по шпинделю.
Конструкция Kennametal, которая недавно был улучшена для обработки титана, представляет собой интерфейс инструмента-шпинделя «KM», который закрепляет держатель инструмента с помощью шарового механизма, который действует на поверхность отверстия
В новой KM4X-системе улучшение связано с ограничением изгибов конструкции, что важно при фрезеровании материалов с высокой силой, таких как титан
В торцевых фрезерованиях, где длительность проецирования длинна, ограничивающим фактором является этот изгиб. Новая система KM4X обеспечивает высокую силу зажима и сопротивление помехам для обеспечения высокой жесткости и высокой изгибающей способности для повышения производительности при обработке титановых сплавов.
Некоторые особенности резки и сверления титана
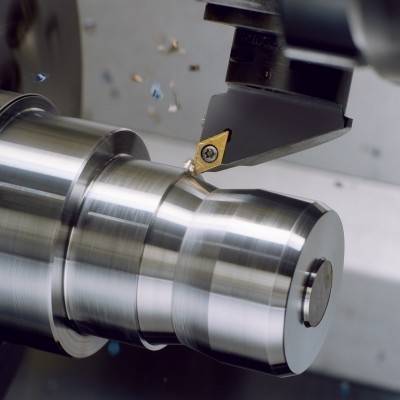
Нарезка заготовок является очень сложным технологическим процессом, сопровождающимся использованием специальных инструментов и оборудования. Листы разрезаются гильотинными ножницами, а заготовки из сортового проката — распиливаются механической пилой. Небольшие по диаметру пруты нарезают с помощью токарных станков.
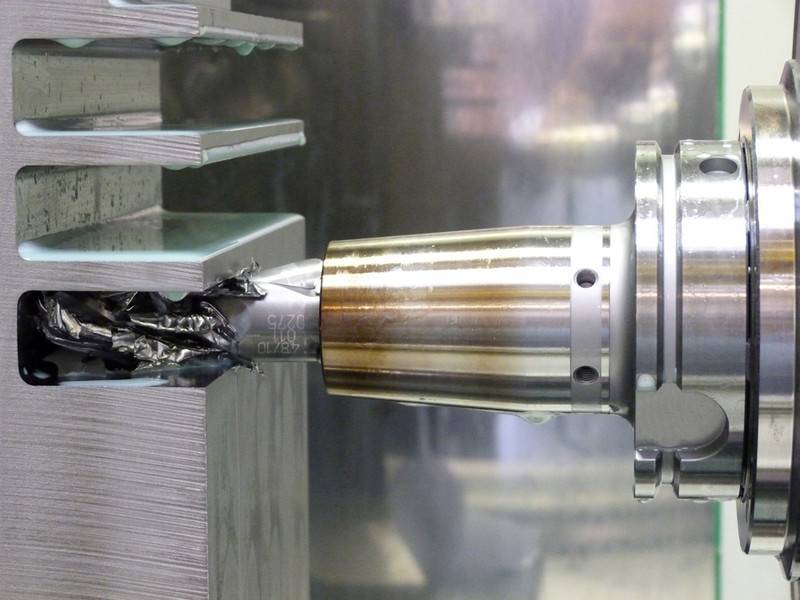
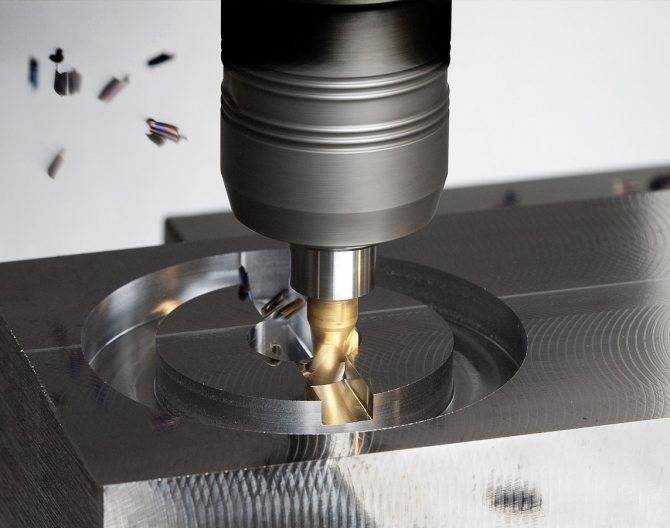
Фрезерование титана остается наиболее сложным способом его обработки. Он налипает на зубьях инструмента (фрезы), что значительно затрудняет работу с заготовкой. Поэтому для такого способа применяют инструменты, изготовленные из твердого сплава металлов, а процесс обработки сопровождают использованием охлаждающих смазок и жидкостей, которые обладают большой вязкостью.
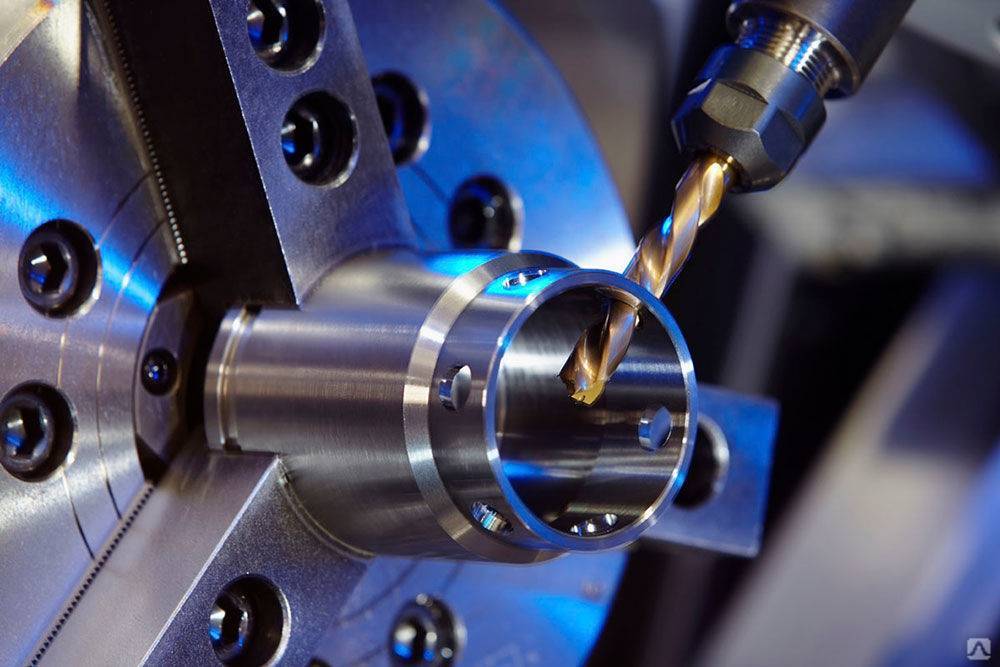
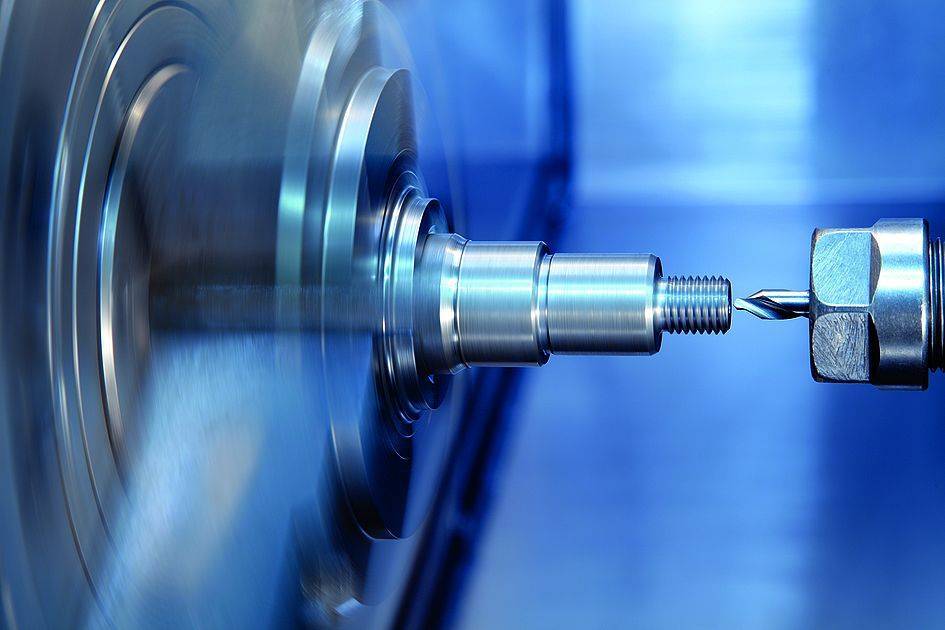
При выполнении операций сверления важно, чтобы стружка, образующаяся в результате сверления, не накапливалась в отводных каналах, в противном случае это может привести к преждевременному износу и поломке инструмента. При сверлении применяют фрезы, изготовленные из быстрорежущей стали
Классификация способов обработки
Для того чтобы осуществить резку такого сырья, необходим специальный инструмент, а также токарный станок с ЧПУ. Сам процесс разделяется на несколько операций, каждая из которых осуществляется по собственной технологии.








Что касается самих операций, то они могут быть основными, промежуточными или предварительными.
При обработке титана на станках нужно помнить, что в это время возникает вибрация. Для того чтобы частично решить данную проблему, можно крепить заготовку многоступенчатым образом, а также делать это как можно ближе к шпинделю. Чтобы уменьшить влияние температуры на процесс обработки, рекомендуется использовать резцы из мелкозернистого твердого сплава без покрытия и пластин со специальным PVD
Здесь стоит обратить внимание на то, что во время обработки титана резанием от 85 до 90% всей энергии будет превращаться в тепловую, которая будет поглощаться стружкой, обрабатываемой заготовкой, резцами и жидкостью, которая предназначена для охлаждения. Обычно температура в зоне работ достигает 1000-1100 градусов по Цельсию
Соблюдение технологии обработки титановых сплавов
Для резания заготовок из титана применяются токарные станки с ЧПУ и специальный режущий инструмент, а процесс делится на ряд операций, каждая из которых выполняется по особой технологии.
Операции обработки на токарных станках делятся:
- предварительные;
- промежуточные;
- основные.
Необходимо также учитывать возникающую вибрацию при обработке заготовок из титановых сплавов, появляющуюся при операциях на токарных станках. Частично эту проблему удается решить с помощью многоступенчатого крепежа заготовок с расположением как можно ближе к шпинделю. Для уменьшения влияния температуры при обработке лучшим вариантом является использование резцов из мелкозернистых твердых сплавов без покрытия и пластин со специальным покрытием PVD.
https://youtube.com/watch?v=NJnjYlQDvJA
При обработке заготовок на токарном станке учитываются три основных параметра:
- угол фиксации инструмента (Kr);
- размерность подачи (Fn);
- скорость резания (Ve).
С помощью регулирования данных параметров производится изменение температурного режима резания. Для различных режимов, когда проводится обработка, устанавливаются и регулирующие параметры:
- предварительного – до 10 мм производится снятие верхнего слоя с титановой заготовки с образованием припуска 1 мм (Kr -3 -10 мм, Fn – 0,3 — 0,8 мм, Ve — 25 м/мин);
- промежуточного – 0,5 – 4 мм, удаляется верхний слой с образованием ровной поверхности с припуском 1 мм (Kr – 0,5 – 4 мм, Fn – 0,2 – 0,5 мм, Ve — 40 — 80 м/мин).
- основного – 0,2 – 0,5 мм, чистовая обработка с удалением припуска (Kr – 0,25 – 0,5 мм, Fn – 0,1 – 0,4 мм, Ve — 80 — 120 м/мин).
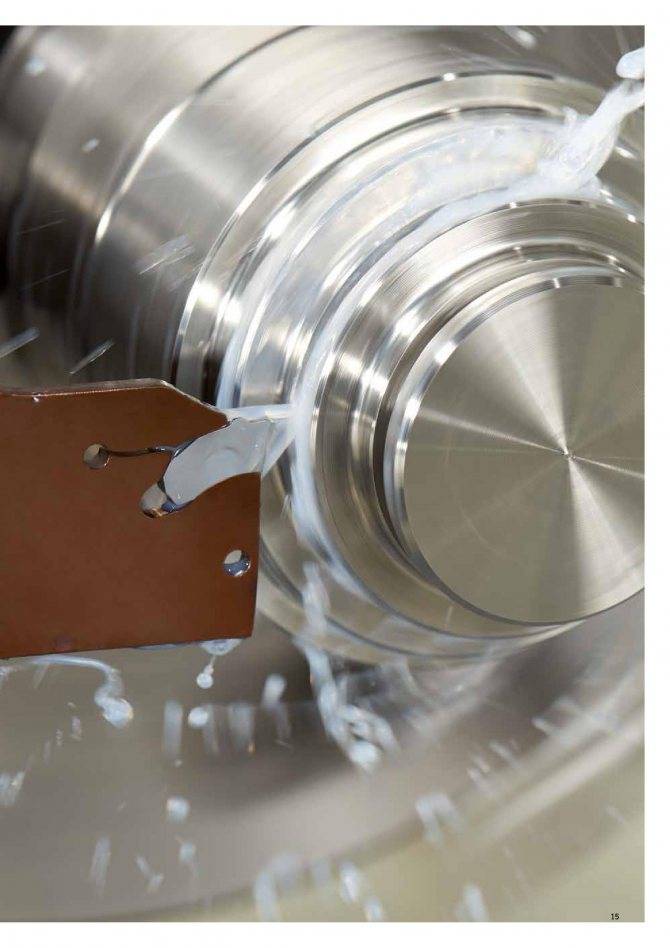
Обработка заготовок из титана ведется с обязательной подачей специальной эмульсии охлаждающей инструмент под давлением для обеспечения нормального температурного режима. При использовании более глубокого реза необходимо снижать скорость обработки титана, меняя режимы работы.
Цель анодирования титана

Анодирование изделий из титана также называют анодным оксидированием. Если сравнивать анодирование в условиях промышленного производства с применением специального оборудования и самостоятельное покрытие оксидной пленкой, то, конечно, второй способ несколько уступает качеством результата. Но тем не менее металл, обработанный в домашних условиях, приобретает ряд неоспоримых преимуществ:
- Оксидная пленка выполняет защитные функции, не позволяя влаге проникнуть к металлической основе изделия. Барьер предотвращает образование коррозии, что продлевает сроки эксплуатации предметов быта из титанового сплава.
- Анодирование титана укрепляет поверхность изделия и делает его более устойчивым к различным видам внешних повреждений.
- Металлические изделия после анодного оксидирования частично или полностью теряют способность проводить электрический ток.
- Посуда с оксидным покрытием выдерживает длительный нагрев, обладает антипригарными свойствами и не выделяет токсичных веществ во время приготовлении пищи.
- Если изделие из титана прошло оксидную обработку, это не является препятствием к другим видам обработки посредством гальванизации.
- Регуляция силы тока и составляющих электролитической жидкости позволяют сделать оксидное покрытие не только более прочным, но и красивым. Применение красителей позволит придать изделию привлекательный внешний вид.
Анодирование титана в условиях производства позволяет провести более глубокую обработку деталей, однако даже в домашних условиях можно добиться повышения износостойкости металлических изделий.
Требования к инструменту
Особенность обработки титана заключается еще и в том, что необходимо подбирать рабочий инструмент в зависимости от того, какой режим работы выбран.
Для работы в предварительном режиме чаще всего используются пластины с круглой или же квадратной формой марки iC19. Изготавливаются данные пластины из специального сплава, который маркируется как Н13А и не имеет покрытия.









Для того чтобы успешно обрабатывать титан промежуточным способом, необходимо уже использовать только круглые пластины из того же сплава Н13А или же из сплава GC1155 с покрытие PDV.
Для наиболее ответственного, основного способа обработки применяются круглые насадки со шлифовальными режущими кромками, которые изготавливаются из сплавов Н13А, GC 1105, CD 10.
Важно добавить, что при обработке на токарных станках с ЧПУ допускается самое минимальное отклонение от формы детали, которая была указана в техническом задании. Чаще всего элементы, изготовленные из такого сплава, не имеют отклонений от нормы вовсе

Классификация способов обработки
Для того чтобы осуществить резку такого сырья, необходим специальный инструмент, а также токарный станок с ЧПУ. Сам процесс разделяется на несколько операций, каждая из которых осуществляется по собственной технологии.
Что касается самих операций, то они могут быть основными, промежуточными или предварительными.
При обработке титана на станках нужно помнить, что в это время возникает вибрация. Для того чтобы частично решить данную проблему, можно крепить заготовку многоступенчатым образом, а также делать это как можно ближе к шпинделю. Чтобы уменьшить влияние температуры на процесс обработки, рекомендуется использовать резцы из мелкозернистого твердого сплава без покрытия и пластин со специальным PVD
Здесь стоит обратить внимание на то, что во время обработки титана резанием от 85 до 90% всей энергии будет превращаться в тепловую, которая будет поглощаться стружкой, обрабатываемой заготовкой, резцами и жидкостью, которая предназначена для охлаждения. Обычно температура в зоне работ достигает 1000-1100 градусов по Цельсию
Особенности соединения титановых изделий и их элементов
Если титановое изделие выступает элементом конструкции, то соединить детали, изготовленные из титановых сплавов, позволяет применение таких методов:
- сварка;
- пайка
- механическое соединение с использованием заклепок
- соединение с применением болтового крепления.
Основным методом соединения выступает сварка, представляющая обычную промышленную технологию. Чтобы обеспечить прочность сварного шва соединение элементов выполняют в среде инертного газа или специальных бескислородных флюсов. Также для этого оберегают шов с применением различных защитных элементов. Взаимодействие расплавленного титана с такими химическими элементами как водород, кислород и азот, содержащимися в воздушной смеси, при нагреве приводит к росту зерна металла, изменению его микроструктуры и хрупкости сварного шва. Сварочные работы выполняют на большой скорости.
Также существует метод сварки в контролируемой среде, который применяется для выполнения работ, требующих большой ответственности. При необходимости соединить небольшие по своим размерам элементы, их помещают в специальные камеры, заполненные инертным газом. В случае соединения элементов большего размера сварочные работы выполняют в специальных герметично изолированных помещениях. Сварка титана — ответственная работа, которая доверяется исключительно подготовленным специалистам, имеющим необходимый практический опыт и навыки.
Пайка титана применяется в случаях, когда проведение сварочных работ невозможно или нецелесообразно. Она также осложнена химическими реакциями. Титан в расплавленном состоянии демонстрирует высокую химическую активность и прочно связан с пленкой окиси, формируемой на поверхностях обрабатываемой детали. Большинство распространенных металлов непригодны в качестве припоя для соединения титановых элементов, для этих целей используются только чистые по своему составу алюминий и серебро.
Механическое соединение элементов из титана с помощью клепок и болтовых креплений также выполняется с применением специальных материалов. В большинстве случаев заклепки изготавливают из алюминия, а применяемые болты покрываются напылением серебра или синтетического тефлона. Это вызвано тем, что при завинчивании титан проявляет свое свойство налипания и задирается, в результате соединения элементов становятся ненадежными, не обеспечивают прочной фиксации.







Перейти к списку статей >>
Некоторые особенности резки и сверления титана
Нарезка заготовок является очень сложным технологическим процессом, сопровождающимся использованием специальных инструментов и оборудования. Листы разрезаются гильотинными ножницами, а заготовки из сортового проката — распиливаются механической пилой. Небольшие по диаметру пруты нарезают с помощью токарных станков.
Фрезерование титана остается наиболее сложным способом его обработки. Он налипает на зубьях инструмента (фрезы), что значительно затрудняет работу с заготовкой. Поэтому для такого способа применяют инструменты, изготовленные из твердого сплава металлов, а процесс обработки сопровождают использованием охлаждающих смазок и жидкостей, которые обладают большой вязкостью.
При выполнении операций сверления важно, чтобы стружка, образующаяся в результате сверления, не накапливалась в отводных каналах, в противном случае это может привести к преждевременному износу и поломке инструмента. При сверлении применяют фрезы, изготовленные из быстрорежущей стали
Режимы токарной обработки титана

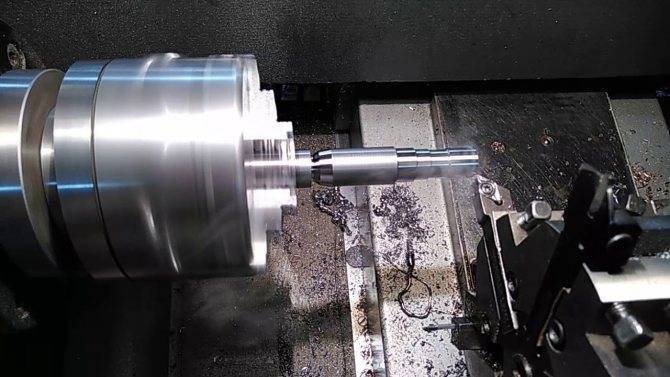
Наружная обработка изделий из титановых сплавов
Токарная обработка изделий из титана выполняется с применением специальных режущих инструментов. Существуют три основных этапа работ: предварительный, промежуточный и окончательный.
Для выбора оптимального режима работы необходимо знать основные технические параметры обработки. Они зависят от угла расположения инструмента в плане (Kr), величины подачи (Fn) и скорости резания (Ve). Для контроля температурного нагрева можно изменять скорость вращения заготовки, толщину образовавшейся стружки и глубину резания.
Рекомендации по значениям основных параметров токарной обработки титана в зависимости от области применения:
- черновая – до 10 мм. Она применяется для удаления неравномерной корки на титане. С ее помощью происходит формирование кольца-свидетеля, которое отрезается для анализа состояния материала по всей глубине заготовки. Рекомендуемые параметры: Kr – 3-10 мм; Fn – 0,3-0,8 мм; Ve – 25 м/мин;
- промежуточная – от 0,5 до 4 мм. Этот этап необходим для подготовки детали к окончательному резанию. В процессе может изменяться глубина резания, материал не должен содержать корки. Обязательно необходимо оставить припуск 1 мм для окончательного этапа. Рекомендуемые параметры: Kr – 0,5-4 мм; Fn – 0,2-0,5 мм; Ve – 40-80 м/мин;
- окончательная – 0,2-0,5 мм. На этом этапе выполняется окончательное удаление припусков, происходит формирование детали. К нему предъявляются высокие требования. Во время его выполнения следует максимально точно рассчитать режимы: Kr – 0,25-0,5 мм; Fn – 0,1-0,4 мм; Ve – 80-120 м/мин.
Для всех вышеописанных режимов рекомендуется применять специальные охлаждающие жидкости. Это позволит уменьшить влияние температурного налипания стружки к поверхности резца.
Классификация способов обработки
Для того чтобы осуществить резку такого сырья, необходим специальный инструмент, а также токарный станок с ЧПУ. Сам процесс разделяется на несколько операций, каждая из которых осуществляется по собственной технологии.
Что касается самих операций, то они могут быть основными, промежуточными или предварительными.
При обработке титана на станках нужно помнить, что в это время возникает вибрация. Для того чтобы частично решить данную проблему, можно крепить заготовку многоступенчатым образом, а также делать это как можно ближе к шпинделю. Чтобы уменьшить влияние температуры на процесс обработки, рекомендуется использовать резцы из мелкозернистого твердого сплава без покрытия и пластин со специальным PVD
Здесь стоит обратить внимание на то, что во время обработки титана резанием от 85 до 90% всей энергии будет превращаться в тепловую, которая будет поглощаться стружкой, обрабатываемой заготовкой, резцами и жидкостью, которая предназначена для охлаждения. Обычно температура в зоне работ достигает 1000-1100 градусов по Цельсию
Затруднения при обработке титана
Изготовление деталей из титана приобрело широкое распространение на рынке не так давно. Как отмечают многие специалисты, недостаток опыта в использовании данного материала часто приводит к тому, что токарные и фрезерные работы проводятся без учета специфических особенностей титана и его сплавов, оказывающих значительное влияние на методику обработки.









В связи со значительной прочностью титана его обработка всегда сопряжена с возникновением высоких сил резания и сильной вибрации, снижающей срок эксплуатации режущего инструмента. Из-за значительных усилий, прилагаемых для механообработки, область резания перегревается и требует дополнительного охлаждения. Как отмечают специалисты, наибольшее влияние на температуру во время производства работ влияет скорость резания, а вот влияние усилия подачи и глубины резания оценивается как незначительное.
Высокий показатель вязкости титана приводит к тому, что при обработке металл может налипать на режущую кромку, в результате чего образуются наросты и другие дефекты поверхности заготовки, сила трения вырастает в несколько раз, а геометрия детали может значительно измениться. Для исправления конфигурации заготовки требуется дополнительная металлообработка, в ходе которой титан дополнительно перегревается, а станок и особенно режущие инструменты подвергаются значительной нагрузке.
Титановый порошок и титановая стружка пирофорны (могут взрываться и пожароопасны), что требует точного соблюдения техники безопасности при точении. К характерным особенностям изделий из титана также относится их способность окисляться под воздействием высокой температуры, возникающей во время обработки. Из-за окисления такая деталь может изменить свои эксплуатационные характеристики, а титановая стружка – перестать быть пригодной для дальнейшей переплавки и использования.
Из-за низкой теплопроводности при обработке титана и его сплавов также необходимо использовать режущие инструменты с высокой красностойкостью, способные выдерживать экстремально высокие температуры.
Оксидирование и азотирование титана
Начать стоит с азотирования титана, так как этот вид обработки гораздо сложнее, чем оксидирование. Технологический процесс выглядит следующим образом. Изделие из титана нагревают до 850-950 градусов по Цельсию, после чего деталь необходимо поместить в среду с чистым газообразным азотом на несколько суток. После этого на поверхности элемента образуется пленка из нитрида титана, благодаря химическим реакциям, которые будут протекать в течение этих суток. Если все прошло успешно, то на титане появится пленка золотистого оттенка, которая будет отличаться повышенной прочностью и стойкостью к истиранию.
Что касается оксидирования титана, то метод является очень распространенным и принадлежит, как и предыдущий, к термической обработке титана. Начало процесса ничем не отличается от азотирования, деталь нужно нагреть до температуры в 850 градусов по Цельсию. А вот процесс остывания происходит не постепенно и в газовой среде, а резко и с использованием жидкости. Таким образом можно получить пленку на поверхности титана, которая будет прочно с ним связана. Наличие такого типа пленок на поверхности приводит к увеличению прочности и стойкости к стиранию в 15-100 раз.
Обработка поверхности на коррозионную стойкость
Высокая коррозионная стойкость обусловлена образованием тонкой поверхностной плёнки оксида титана, толщина которой не превышает нескольких десятков ангстрем. Следовательно, коррозионную стойкость допустимо дополнительно улучшить.
Делается это за счёт нанесения дополнительного слоя оксидной плёнки, используя метод обработки поверхности атмосферным окислением. Кроме того, обработка окислением при атмосферном давлении значительно замедляет абсорбцию водорода.
Общая коррозионная стойкость и стойкость к щелевой коррозии дополнительно улучшается после покрытия поверхности металла плёнкой на основе химических соединений PdO-TiO2. Существует технология (Keni Coat) твёрдого электрического покрытия Ni-P для улучшения износостойкости, в результате применения которой:
- твёрдость,
- ударная вязкость,
- смазывающая способность,
- адгезионные свойства,
становятся сбалансированными до высокого уровня. Соответственно, обработанный таким методом титан демонстрирует улучшенные свойства износостойкости.
Формируя оксидную плёнку на поверхности металла с помощью анодирования, световая интерференция позволяет получать красивые цветовые тона с высокой насыщенностью в зависимости от толщины плёнки.
При помощи информации: Azom
Некоторые особенности резки и сверления титана
Нарезка заготовок является очень сложным технологическим процессом, сопровождающимся использованием специальных инструментов и оборудования. Листы разрезаются гильотинными ножницами, а заготовки из сортового проката — распиливаются механической пилой. Небольшие по диаметру пруты нарезают с помощью токарных станков.
Фрезерование титана остается наиболее сложным способом его обработки. Он налипает на зубьях инструмента (фрезы), что значительно затрудняет работу с заготовкой. Поэтому для такого способа применяют инструменты, изготовленные из твердого сплава металлов, а процесс обработки сопровождают использованием охлаждающих смазок и жидкостей, которые обладают большой вязкостью.
При выполнении операций сверления важно, чтобы стружка, образующаяся в результате сверления, не накапливалась в отводных каналах, в противном случае это может привести к преждевременному износу и поломке инструмента. При сверлении применяют фрезы, изготовленные из быстрорежущей стали
Подбор необходимого инструмента
Требования к обрабатывающему инструменту для титана достаточно высоки и для работы в основном применяются резцы, со сменными головками используемые на станках с ЧПУ. Инструмент в ходе рабочего процесса подвергается изнашиванию: абразивному, адгезийному и диффузному. При диффузном изнашивании происходит взаимное растворение материала режущего инструмента и титановой заготовки. Особо активно эти процессы протекают при температуре 900 — 1200 °С.






Подборка ведется с учетом режима обработки:
- при предварительном процессе используются пластины круглой или квадратной формы (iC 19) изготовленные из специального сплава H 13 A без покрытия;
- при промежуточном процессе, используются пластины круглой формы, изготовленные из сплава H 13 A, GC 1115 с покрытием PDV;
- при основном процессе, используются пластины со шлифовальными режущими кромками изготовленные из сплавов H 13 A, GC 1105 и CD 10.
При процессе воздействия на титановую заготовку с использованием специальных резцов применяются высокоточные токарные станки с ЧПУ и различные режимы обеспечивающие автоматизацию проводимых операций и высокое качество изготавливаемых деталей. Размеры готовой детали должны иметь нулевое или минимальное отклонение от заданных параметров согласно техническому заданию.





