

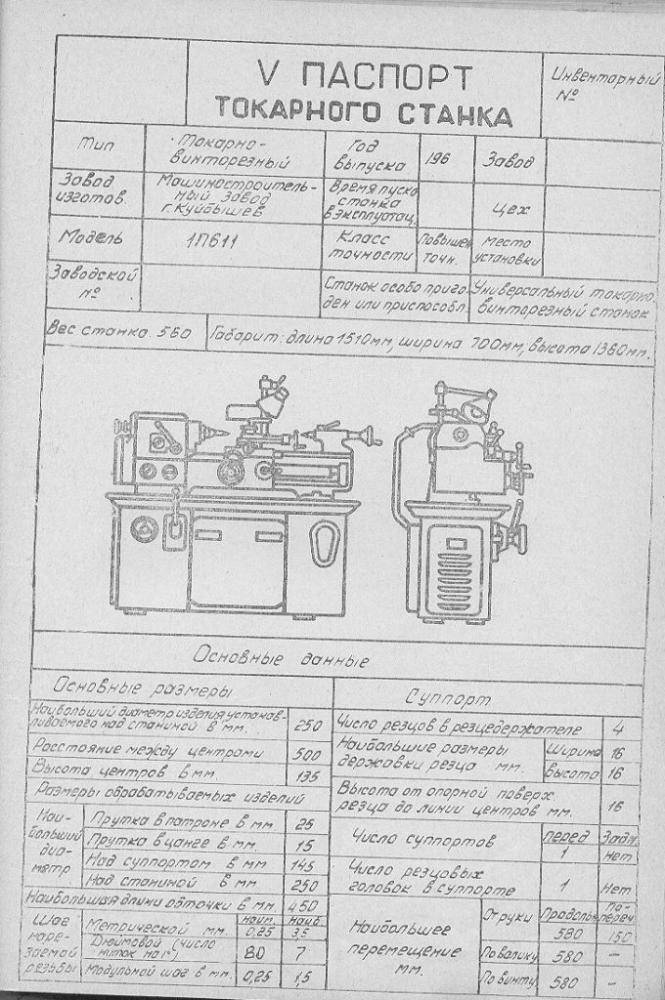
ТВ 7М
Изучив характеристики модели ТВ 7, нельзя не рассмотреть технические аспекты альтернативного решения в лице ТВ 7М.
ТВ 7М выпускался тем же Ростовским станкостроительным заводом. Выпуск модели ТВ 7М начался в 1956 году.
ТВ 7М — это универсальный настольный токарно-винторезный станок. Его предназначение — это обучение профессиональных токарей. На данном станке можно тренироваться в проведении всевозможных токарных мероприятий. При этом станок ограничивает по предельной массе обрабатываемой заготовки — до 5 кг.
С помощью ТВ 7М можно выполнять следующие токарные операции:
- Отрезать;
- Сверлить;
- Нарезать резьбу;
- Подрезать торцы;
- Протачивать конические и цилиндрические поверхности;
- Растачивать заготовки цилиндрической и конической формы.
Хотя производство ТВ 7М было начато не один десяток лет назад, данное токарно-винторезное оборудование продолжают выпускать.
Технические характеристики
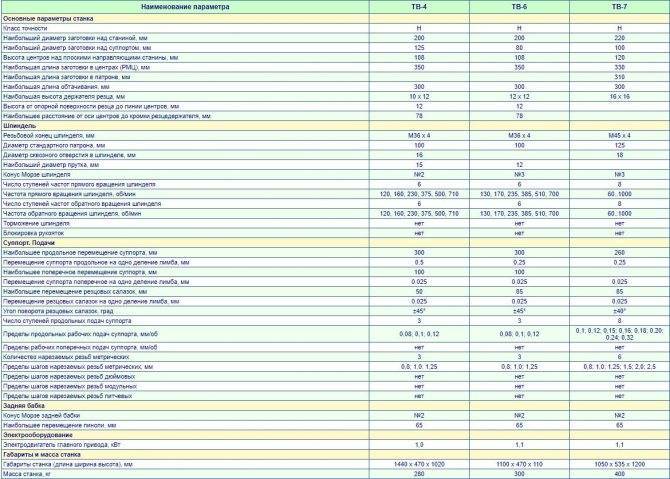
Чтобы сопоставить ТВ 7 и ТВ 7М, рассмотрим технические характеристики последнего. Это позволит определить имеющуюся разницу между ними.
- Габариты установки — 1120 на 640 на 680 мм;
- Вес — 220 кг;
- Электрический двигатель асинхронного типа с мощностью 750 Вт (против 1,1 кВт у модели ТВ 7);
- Конус Морзе на задней бабке станка — №2;
- Предельное перемещение пиноли задней бабки — 65 мм;
- Класс точности — Н;
- Предельный диаметр заготовки при размещении над станиной -220 мм;
- Максимальный диаметр заготовки при установке над суппортом — 100 мм;
- Предельная длина заготовок в центрах — 275 мм;
- Максимальная длина детали в патроне — 250 мм;
- Высота держателя резца — до 16 на 16 мм;
- Предельный вес обрабатываемых деталей — 5 кг;
- Диаметр отверстия шпинделя — 18 мм;
- Максимальный диаметр устанавливаемых прутков — 17 мм;
- Конус Морзе шпинделя станка — №3;
- Количество ступеней при прямом и обратном вращении шпинделя — 6.
Оба представленных токарно-винторезных станка имеют объективные преимущества и весомые технические характеристики. Но выбор относительно их покупки вам следует решать самостоятельно, опираясь на личные требования и представления об оптимальном токарно-винторезном устройстве.
Токарный станок модели ТВ-7, часто называемый «Школьник», позволяет эффективно осваивать как теоретические, так и практические азы токарного дела. Данный станок пришел на смену модели ТВ-6, которая была подвергнута незначительной модернизации. Основное отличие данных школьных станков состоит в том, что у них по-разному устроены коробки скоростей и шпиндельные бабки.
Понижающая коробка скоростей токарного станка ТВ-7 имеет два режима работы. Частота вращения шпинделя регулируется с ее помощью, а также посредством ручной переброски приводного ремня на требуемую позицию. В конструкции ТВ-7 не предусмотрены рычаги для переключения скоростей, которые присутствовали в более ранних моделях.
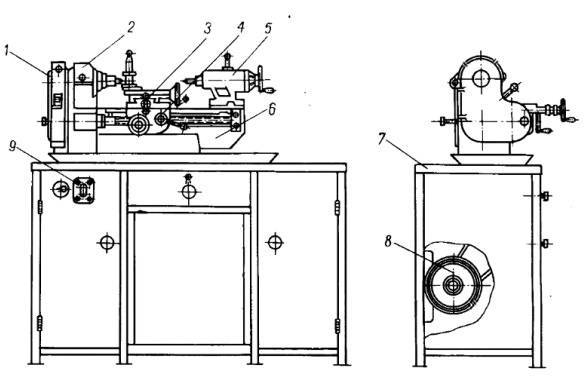
Основными конструктивными элементами токарного станка ТВ-7 являются:
- несущая станина;
- передняя и задняя бабки;
- защитные щитки, кожух и экран;
- переключатель;
- суппорт;
- коробка переключения подач;
- двухступенчатая коробка переключения скоростей (понижающая);
- гитара;
- фартук оборудования;
- светильник для освещения зоны обработки;
- несущие тумбы.
Характеристики станка ТВ-7
Технические возможности токарного станка ТВ-7 позволяют использовать его для выполнения следующих технологических операций по обработке металла:
- проточки и расточки поверхностей, имеющих цилиндрическую и коническую конфигурацию;
- подрезки торцов заготовки;
- отрезки части заготовки;
- сверления;
- нарезания резьбы метрического типа и др.
Особенности эксплуатации, паспорт
Своевременный уход за устройством поможет сохранить его дольше в презентабельном виде. Потребуется меньше затрат на замену деталей
В инструкции по эксплуатации ясно прописано, что, главное обращать внимание на соблюдение мер безопасности
Уход
Станки этой модели требуют осмотра и очищения от металлической стружки после работы за ним.
Важно!
Особенно тщательно нужно счищать стружку с деталей, которые определяют направление передвижки. Они находятся на корпусе и суппорте.. После проведения работ важно их тщательно смазать
Качество получившихся деталей, время эксплуатации станков определяется в основном грамотным уходом и бережным отношением
После проведения работ важно их тщательно смазать. Качество получившихся деталей, время эксплуатации станков определяется в основном грамотным уходом и бережным отношением
Как работать за ним?
При работе со станком важно соблюдать технику безопасности. Перед работой обязательно нужно надевать специальную одежду
Оборудование должно быть крепко закреплено и нужно это проверять.
В качестве подставки нужно использовать деревянную решётку, предварительно крепко её закрепив. Необходимо применять только те резцы, у которых правильная заточка.
Смазка
Все главные части должны быть тщательно промазаны смазкой, особенно тщательно нужно промазывать детали, которые двигаются. Сделать это достаточно легко за счёт шестерни, погружаемой в масло. Это позволяет аккуратно перенести капли на другие элементы. Чтобы наблюдать за уровнем масла существует «глазок».
Эксплуатация
Инструкция по эксплуатации обращает внимание, прежде всего, на необходимость соблюдения мер безопасности. Основные правила:
- монтаж оборудования производить на жестком фундаменте, уровнем проверить горизонтальность установки. От правильной установки в значительной мере зависит точность работы;
- надежно заземлить станок в соответствии с требованиями;
- использовать деревянную решетку в качестве подставки;
- обрабатываемые детали закреплять надежно;
- пользоваться резцами с правильной заточкой;
- закреплять деталь в патроне, чтобы кулачки ее захватывали на максимально возможную величину;
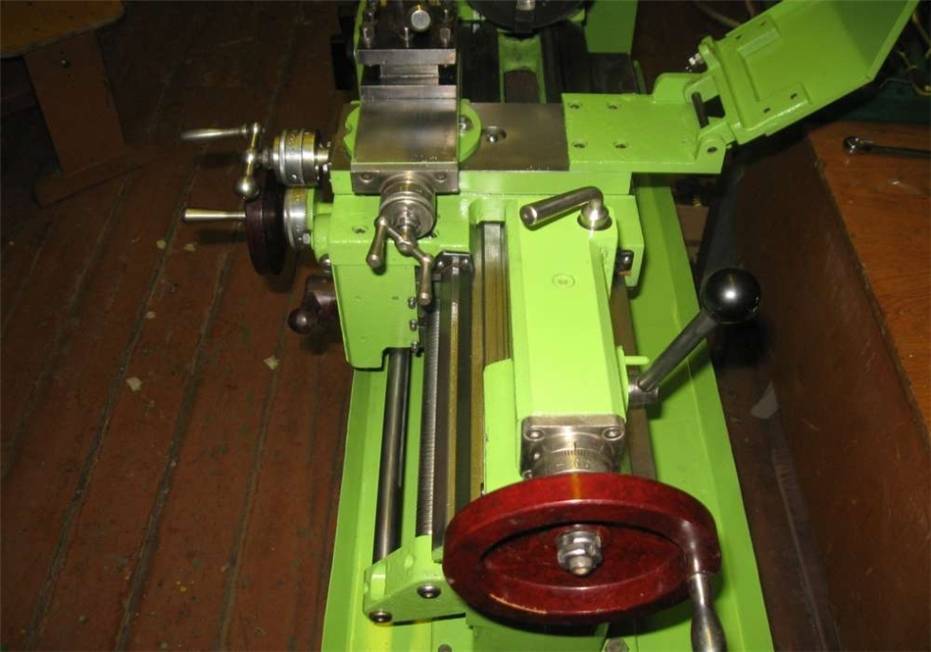
 Патрон, на фото хорошо видны направляющие
Патрон, на фото хорошо видны направляющие
- не свинчивать патрон внезапным торможением;
- закреплять в патроне без упора на центр задней отцентрированные детали длиной не более двух диаметров. При большей длине использовать центр;
- установив детали в центрах, проверить фиксацию задней бабки;
- своевременно удалять стружку крючком.
Уход за станком
Для надежной и долговечной работы необходимо соблюдать правила:
- Прежде чем производить переключения, следует полностью остановить станок. Если шестеренчатая пара не зашла в зацепление, не включилась зубчатая муфта, проверните рукой патрон до зацепления шестерен или муфты. Переключения при неполной остановке станка приводят к ударам, что вызывает быстрый износ и поломки шестерен, муфты.
- При установке патрона прочищают резьбу. Загрязненная резьба приводит к заеданию патрона, поломке шпинделя.
- Ухода требуют сальники суппорта. В них постепенно накапливается стружка, которая повреждает направляющие.
- Следят, чтобы после суппорта на направляющих не появлялся грязный след. Если только становится заметным грязный след, его смывают, а направляющие смазывают чистым маслом.
- Не следует перегружать станок. От перегрузки появляется повышенный шум, пробуксовывают ремни, перегреваются подшипники и электродвигатель.
- Если деталь протачивается в центрах, пиноль выдвигают на самую малую величину: крепление будет закреплена прочнее, а пиноль прослужит дольше.
Смазка
Своевременная смазка гарантирует безотказную долговечную работу. Смазке подлежат трущиеся детали, винты, валы, шестерни, подшипники. Смазывают такие узлы:
- Переднюю бабку через верхнюю крышку. Для контроля уровня служит маслоуказатель.
- Понижающую коробку через пробку. Для контроля уровня служит маслоуказатель.
- Коробку подач через лоток в верхней части. Оттуда по фитилям оно подается на трущиеся поверхности и шестерни. В корыте всегда должно быть немного масла. Накопившееся масло сливают через пробку снизу.
- Гитара: консистентной смазкой смазываются шестерни и втулка.
- На станине все механизмы, подшипники, направляющие смазываются вручную до начала работы.
- В фартуке все смазывается через отверстие внизу суппорта. Смазка проводится каждый раз перед началом работы.
- В суппорте все смазывается вручную перед работой.
- Задняя бабка. Смазывают пиноль, опору винта перед работой.
Конструкция станка
Технические характеристики токарного станка ТВ 4
Чтобы ремонт и изготовление заготовок с помощью ТВ 4 не вызывал у школьников проблем и лишних вопросов, первым делом работа учителя заключается в совместном изучении конструкции
Здесь важно изучить все компоненты, определить возможность замены той или иной запчасти. Чтобы выполнить ремонт, сначала нужно понять, где что располагается
Конструкция у ТВ4 следующая:
- Тумба — это основа конструкции рассматриваемого станка. Для ее изготовления используют листовую толстостенную сталь, которая для надежности усилена ребрами жесткости. Такая конструкция позволяет обеспечить отличную эргономику, разместить все узлы управления, суппорт, резцедержатель, защитный фартук, дабы школьник мог безопасно работать на станке;
- В задней части тумбы станка расположен электромотор. Он питается от сети на 380 вольт. Потому учебные учреждения должны заранее предусмотреть возможность подключения к 380 В;
- Электродвигатель станка, питающийся от 380 В, приводит в движение шпиндельную бабку;
- На бабке конструкции располагается резцедержатель. Именно резцедержатель позволяет использовать тот или иной вид режущего инструмента для обработки запчасти, металлической заготовки в процессе получения навыков работы со станком;
- Лицевая панель конструкции агрегата служит для размещения блока управления ТВ 4. Здесь вы найдете кнопки включения и отключения, а также кнопку активации режима реверса. Отвечает за резцедержатель, шпиндель и их привод;
- Задняя часть тумбы предназначена для размещения электрооборудования. Доступ туда ученики могут получить только с разрешения и при пристальном наблюдении учителя. Все же 380 В — это не шутки. Для выполнения ремонтных и профилактических мероприятий с электрооборудованием, конструкцией станка предусмотрены специальные дверцы.
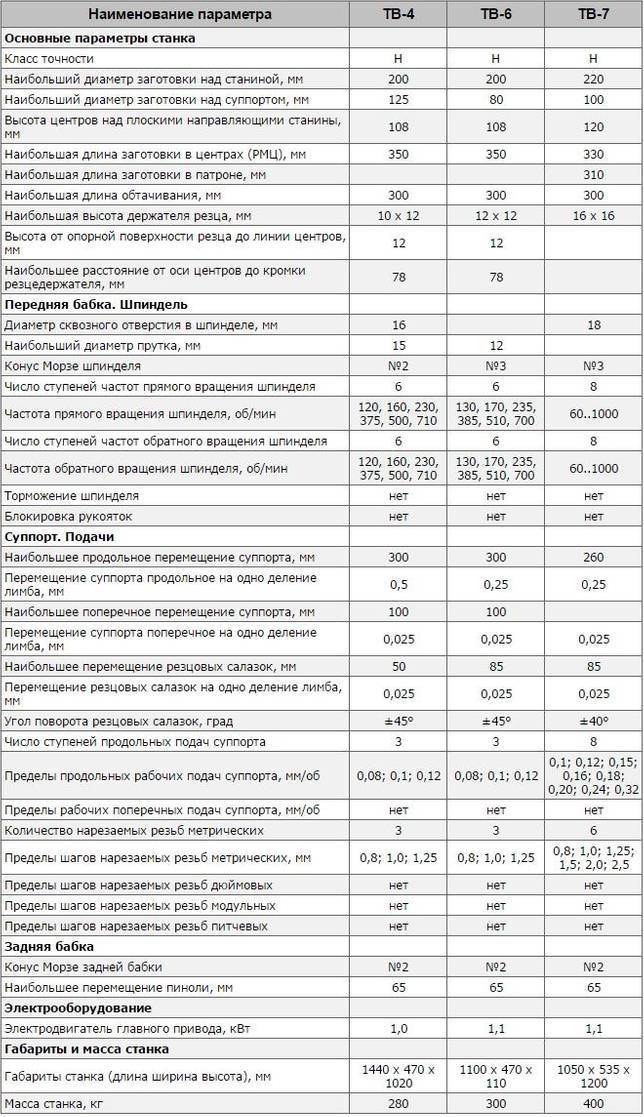
Технические характеристики
Новое приспособление было получено в результате модернизации станка ТВ-6.Оно отличается от предыдущего наличием коробки скоростей, вала, служащего для передачи усилия от электродвигателя к обрабатываемой детали. Устройство позволяет осуществить выверку соосности детали с ее осью вращения.
Описание главных отличительных признаков:
- классификация по точности изготовления резьбы – «Н»;
- масса – 40 кг;
- размеры – 105х53,5 см и 105х120 см;
- расстояние от станины до центральной части – 120 мм;
- протяженность закрепленной в центральной части точке болванки – 330 мм, то же в патроне – 310 мм;
- расстояние проточки болванки – 300 мм;
- длина передвижения салазок резца – 85 мм;
- хорда просвета главного вала, проходящего через внутреннюю часть детали – 18 мм;
- величина периода вращения детали вокруг оси – 8;
- степень повторений кручения головки главного вала – 60-1000 об/мин;
- поперечник болванки, которая закреплена над корпусом приспособления – 220 мм, резцедержателем – 100 мм;
- высота приспособления, удерживающего резец – 16х16 мм;
- расстояние передвижки резцедержателя – 260 мм;
- продольное и поперечное перестановка резцедержателя соответственного разбивки лимба – 0,025 мм;
- величина периода подвода резцедержателя – 8;
- угол разворота салазок, где установлен резец – +/- 45.

Первый установлен над патроном, а второй – на суппорте. Он опущен над зоной, в которой обрабатывается деталь.




Устройство
Заводской состав станка токарно-винторезного ТВ-9 включает в себя:
Литая станина из чугуна. Она имеет достаточно сложную и прочную конструкцию, позволяющую компоновать все прочие части и при этом быть доступной при обслуживании и ремонте. На неё закреплены направляющие для перемещения подвижных элементов
Важно следить за состоянием данных рельсов и не допускать образования на них дефектов поверхности. Так же необходимо периодически их смазывать
Электродвигатель.
Передняя и задняя бабки
Они обеспечивают позиционирование, зажатие и вращение заготовки.
Суппорт. В нем крепится инструмент и обеспечивается организованная его подача к поверхности будущего изделия.
Гитара. Более наглядно она изображена на кинематической схеме. Назначение – настройка режимов.
Фартук. Он необходим для автоматического перемещения суппорта вдоль направляющих. Это позволяет производить нарезание резьбы с помощью резца с высокой точностью.
Коробка подач. Для передачи усилия используются пары шестерней, находящиеся в прямом зацеплении.
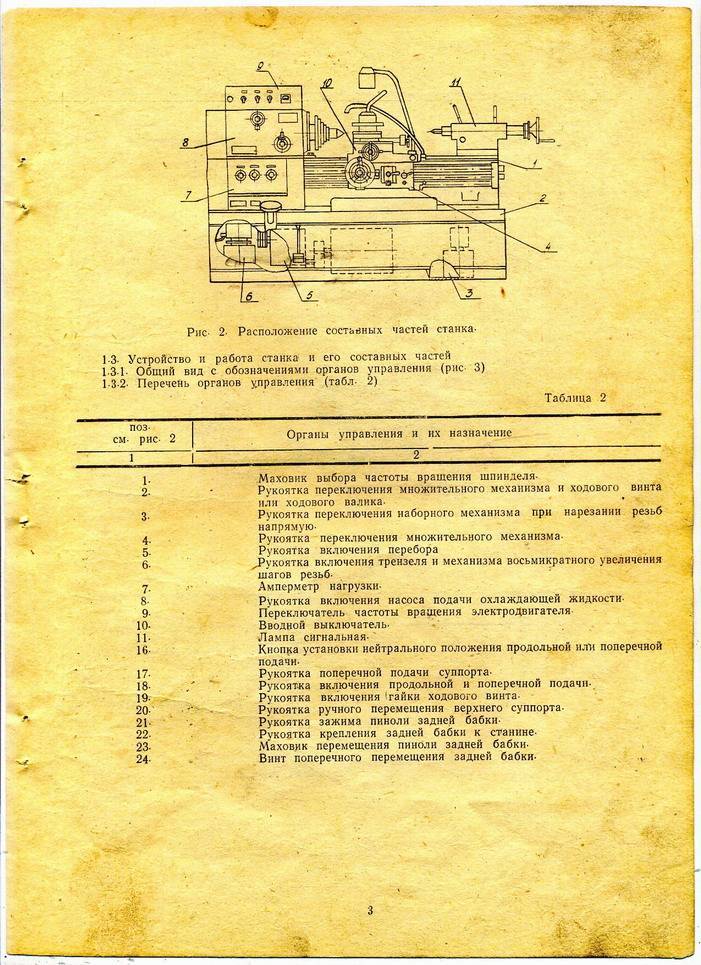
Элементы управления: переключатели, рукоятки, контрольные устройства.
Защитные кожуха, изолирующие движущиеся механизмы. В случае необходимости восстановления работоспособности они быстро демонтируются, открывая доступ к узлам ТВ-9,
Экран защитный, закрывающий саму зону резания. Его использование является обязательным требованием, так как он позволяет защитить лицо рабочего от разлетающейся стружки, и не дает частям резца или детали в случае разрешения нанести травму.
Светильник. При общем цеховом освещении процесс плохо различим, а произвести замеры и вовсе оказывается сложной задачей.
Патрон.
СОВЕТ: Дополнительная оснастка покупается отдельно. Она расширяет технологические возможности настольного токарного станка ТВ-9.
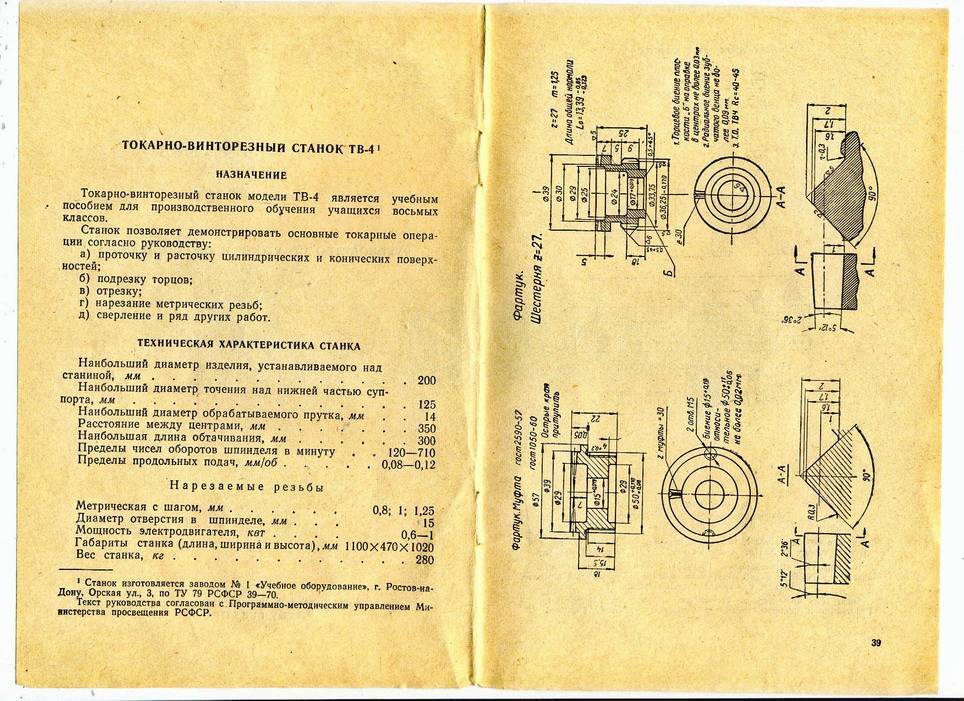
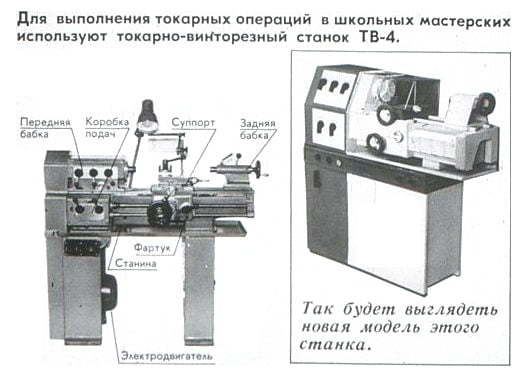
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
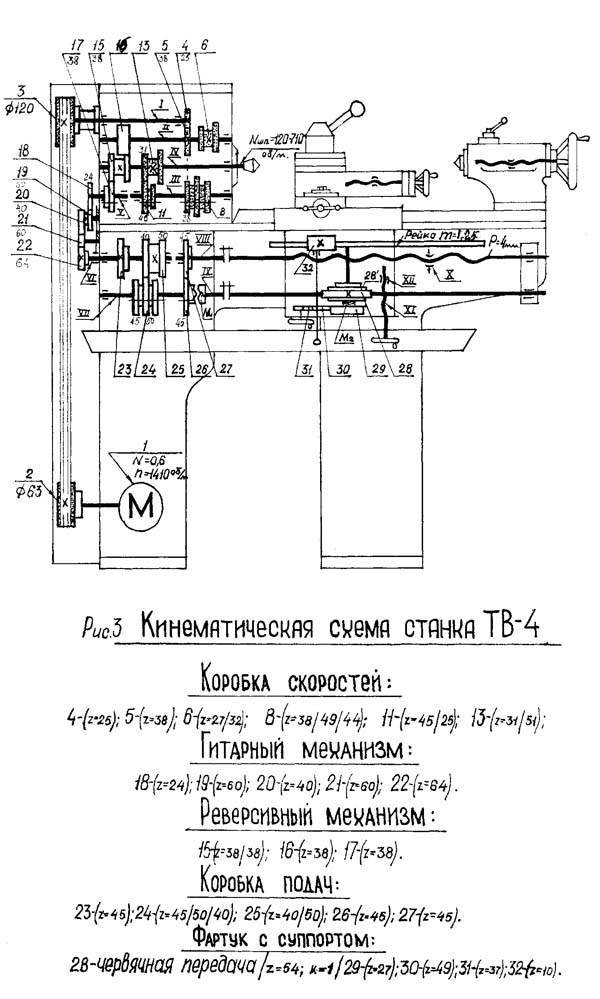
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.


Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
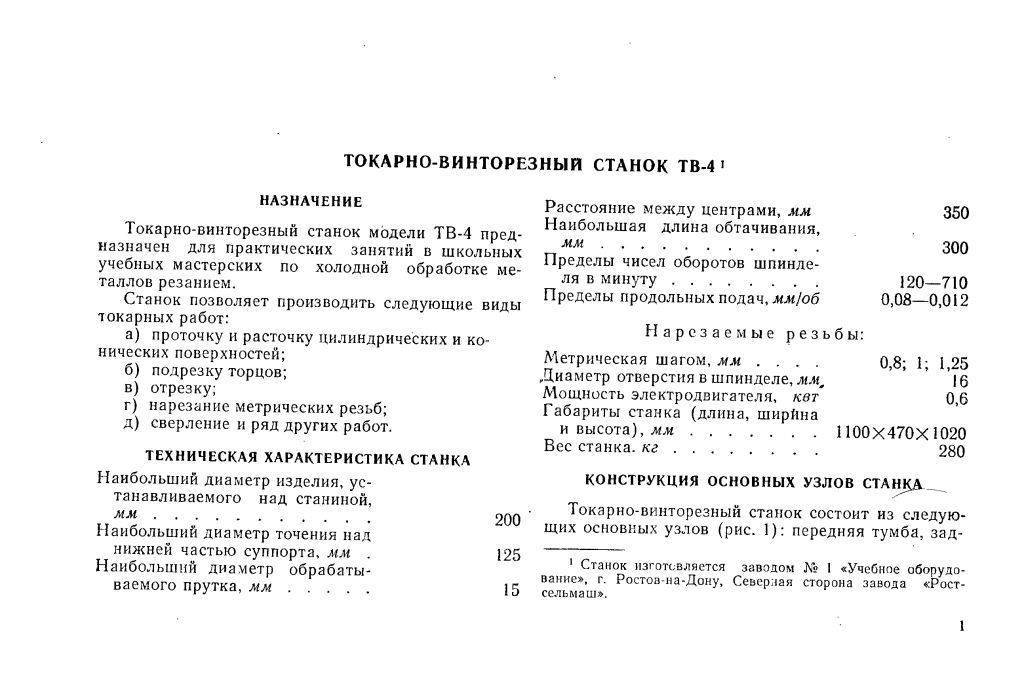
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону. Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Конструкция станка
Конструктивно он состоит из:
- станины;
- двух тумб;
- двух бабок;
- суппорта.
Станина является основой станка. Она обеспечивает взаимное расположение всех его элементов и их закрепление. Литая станина расположена на двух тумбах. В левой тумбе размещён электродвигатель и понижающая коробка скоростей. На валах электродвигателя и коробки размещено по 4 шкива разного диаметра: от меньшего к большему. Причём шкив большего диаметра располагается у корпуса коробки, а у двигателя — наоборот.
В сравнении с предыдущей моделью, в устройстве станка ТВ-7 понижение скоростей осуществляют путём передвижения ремня на другую пару шкивов. Это обеспечивается рукояткой, размещённой справа на тумбе. Тем самым обеспечивается получение 4 скоростей.
В коробке скоростей размещены две пары шестерён. Ручная настройка скоростей обеспечивается рукояткой на лицевой стороне тумбы. Она обеспечивает переключение муфты, что позволяет увеличить количество скоростей до 8. Отличительной особенностью станка ТВ-7 является отсутствие рукояток на передней бабке для установки нужных чисел оборотов шпинделя.

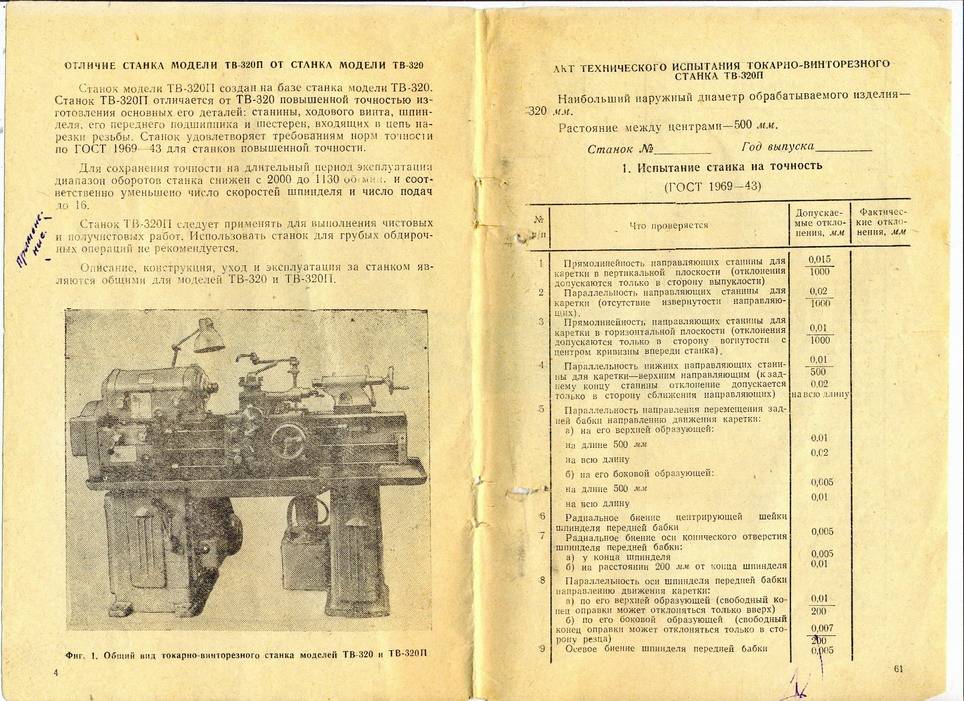
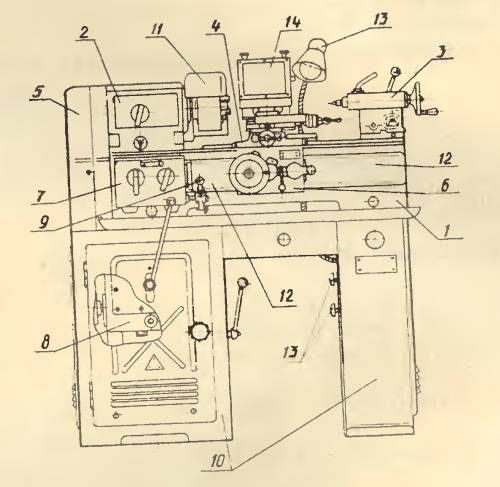
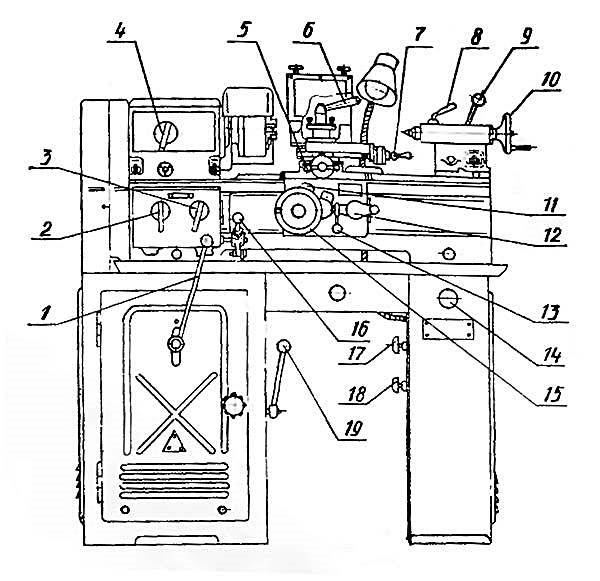
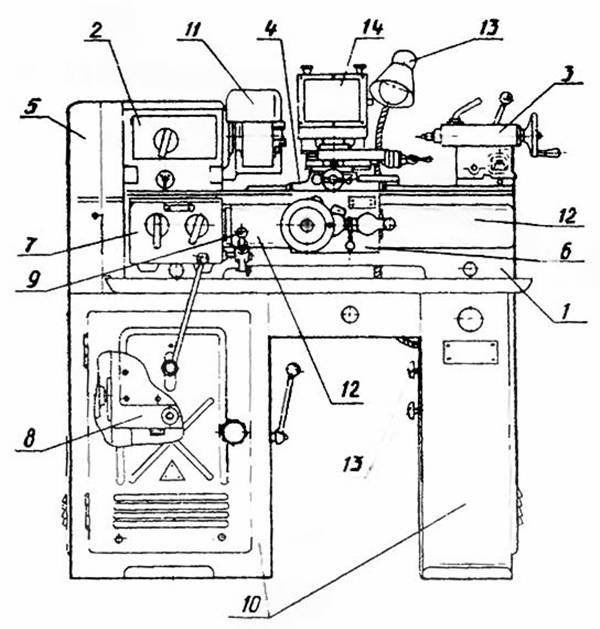
Внешний вид станка ТВ-7
В правой тумбе размещены компоненты электросхемы с выводом на лицевую часть тумбы кнопки аварийного (экстренного) отключения оборудования. Это позволяет наставнику отключить станок при неправильных действиях ученика. На боковой части размещены кнопки включения станка в сеть и освещения.
Суппорт и задняя бабка установлены на направляющих станины. Разница в их установке заключается в том, что суппортом используются внешние направляющие (призматическая и плоская), а бабкой — внутренние. На суппорте размещена лампа освещения с защитным абажуром.
В конструкции ТВ-7 предусмотрены защитные элементы, предохраняющие учеников от повреждения их стружкой. К ним относится щиток над патроном и прозрачный экран на суппорте, опускаемый над зоной обработки детали. Эти устройства относятся к элементам техники безопасности.
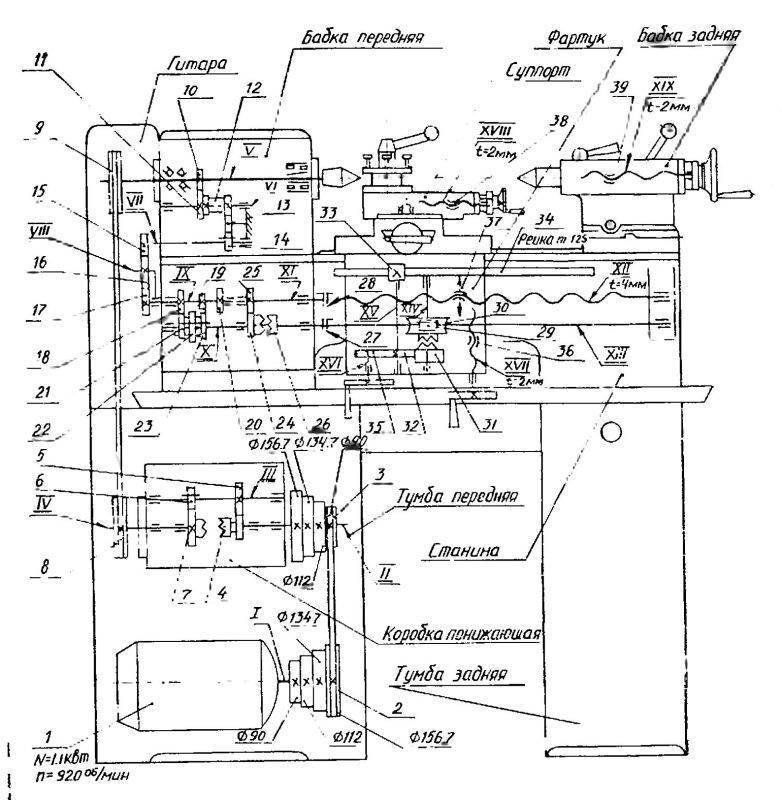
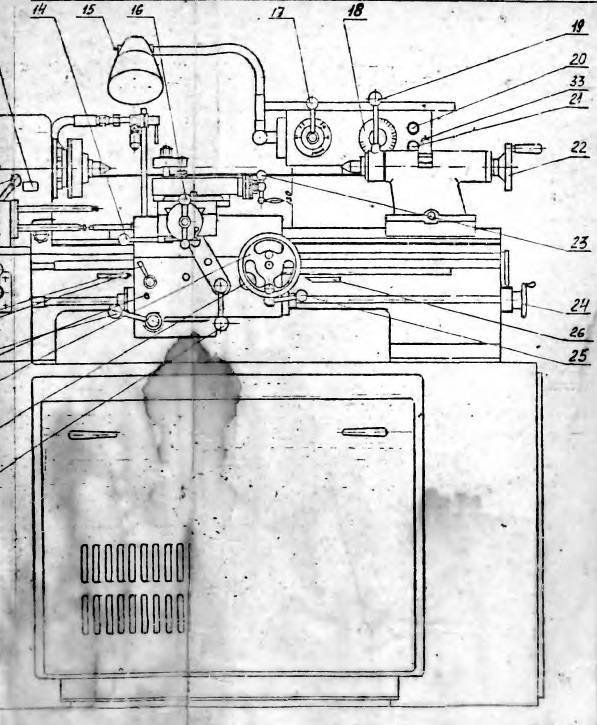
Кинематическая схема токарного станка ТВ-7
Передняя бабка
Её конструкция обеспечивает размещение:
- шпиндельного узла;
- гитары;
- коробки подач.
Передняя бабка ТВ-7 предусматривает закрепление на шпинделе патрона или планшайбы, установку центра. Вращательное движение шпинделю обеспечивают два клиновидных ремня от шкива коробки скоростей. Шпиндель стоит на двух опорах, оснащённых подшипниками. Выбор был остановлен на радиально-упорных подшипниках. Они обеспечивают свободное вращение шпинделя и точность изготовления детали.
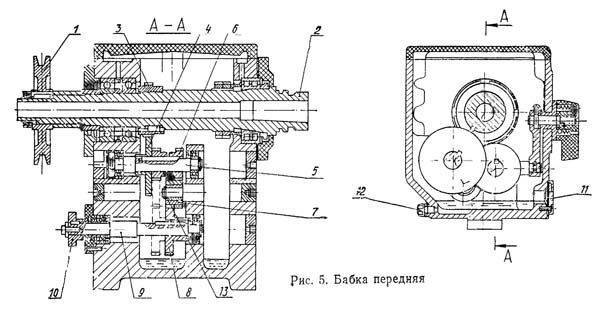
Передняя бабка токарного станка ТВ-7
Гитару используют для настройки параметров нарезаемой метрической резьбы. Шестерни гитары получают вращение от шпинделя и передают его на главный вал коробки подач.






Подбор величины подачи и нарезаемой резьбы осуществляют, глядя на шильдик, размещенный на одноименной коробке. Это является инструкцией по выбору значений подач.
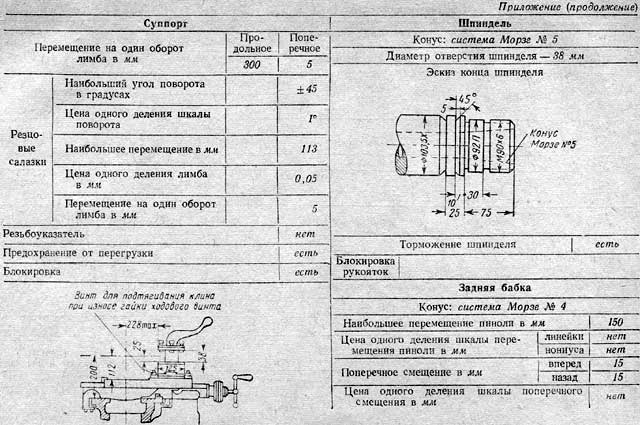
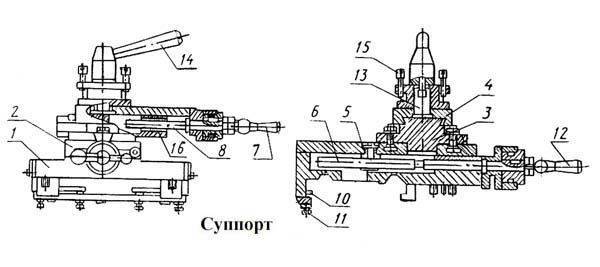
Суппорт
Он используется для крепления различного инструмента и передвижения его относительно заготовки по направляющим с заданными величинами подач. Инструмент крепится в резцедержателе, размещенном в верхней части суппорта. Он может перемещаться вручную вдоль и поперёк по направляющим при помощи рукояток. Величину перемещения резцедержателя можно отследить по нониусам.
Резцедержку можно поворачивать относительно оси на величину 40⁰ в каждую из сторон. Для этого откручивают рукоятку, находящуюся над ней. После поворота её снова фиксируют.
Суппорт токарного станка ТВ-7
К суппорту прикреплён фартук, который обеспечивает его подачу механическим путём с использованием ходового вала или винта. Для обеспечения лучших условий вращения они установлены в узлах, использующих подшипники. Механическая подача включается при подсоединении:
- маточной разъёмной гайки к ходовому винту;
- кулачковой муфты к ходовому валу.
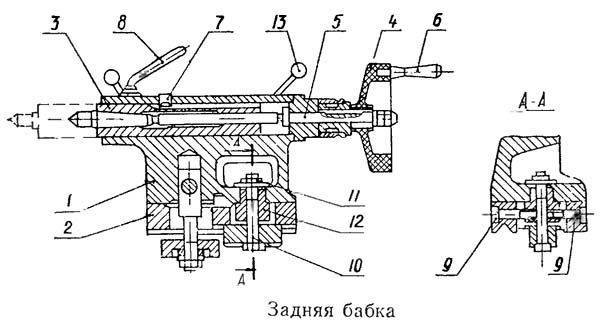
Задняя бабка
Она используется для установки в пиноли инструмента и центров. При наличии центра уменьшается биение прутка и повышается точность изготовления детали. Цилиндрическая деталь получается при совпадении осей шпинделя и пиноли.
В отверстие с конусом Морзе №2 пиноли устанавливают цанги, патроны и другие устройства. Передвижение пиноли осуществляется маховиком с рукоятью. На пиноли предусмотрен шпоночный паз и фиксирующий винт, в виде шпонки, для предотвращения её от поворота при перемещении.
Задняя бабка токарного станка ТВ-7
Сверху бабки расположена рукоятка для закрепления пиноли. Фиксирование бабки обеспечивает рукоятка, расположенная на её корпусе.
Корпус задней бабки смещают относительно продольной оси, что позволяет получать на детали конические поверхности.
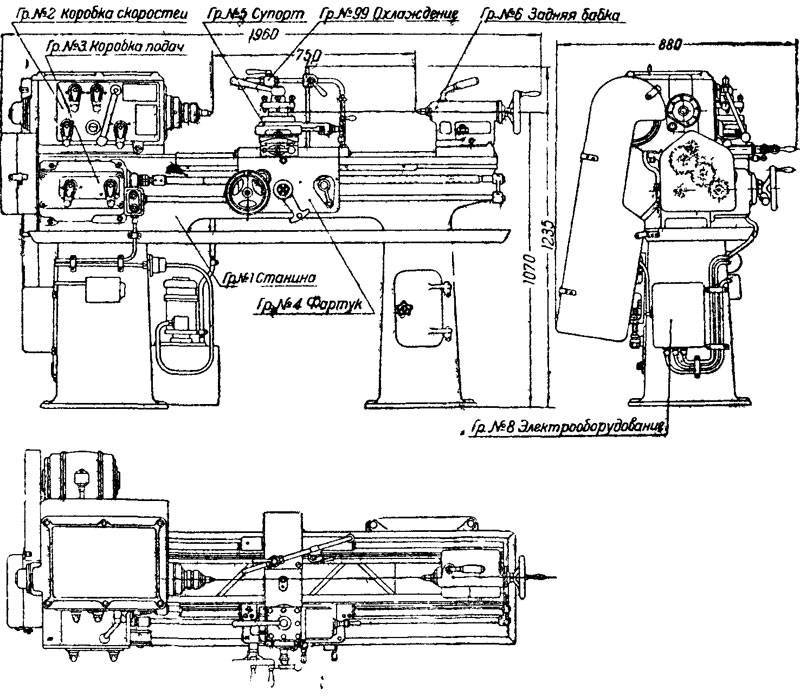
Перечень основных узлов
Станина токарного станка ТН-1М не имеет стоек, вместо них низкие широкие ножки. Основные узлы такие же, как крупных напольных токарно-винторезных станков:
- передняя – шпиндельная бабка;
- гитара;
- электропривод;
- суппорт;
- подвижная и неподвижная резцедержки;
- задняя бабка;
- подвижная резцедержка вмонтирована в каретку, и перемещается вместе с суппортом.
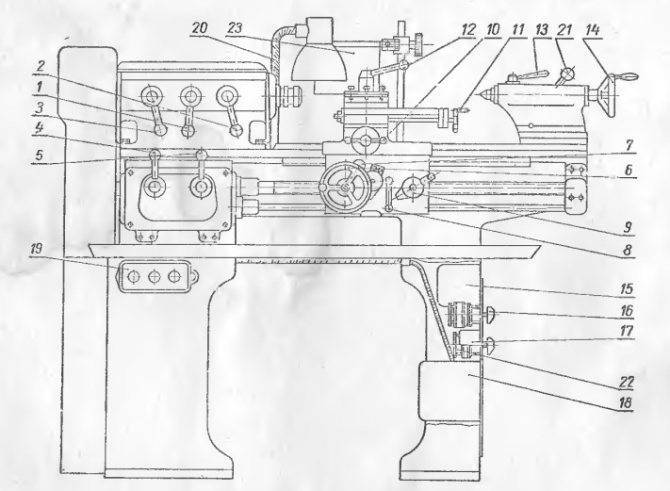
Цепь привода главного движения
Крутящий момент передается шпинделю от двигателя через клино-ременную передачу. Изменение скорости осуществляется перекидыванием ремня на нужный шкив, включая промежуточные. Всего частот вращения 9. Таблица переключений находится на корпусе передней бабки.
Цепь привода подач
Со шпинделя вращение передается на ходовые винты, проходящие вдоль станины. В фартуке крутящий момент превращается в поступательное движение суппорта. Первый вал используется для подачи во время обычного точения. Для нарезки резьбы используется второй вал. Изменение направления движения суппорта производится переключением зацепления на разные шестерни – одну и пару.
Кинематическая цепь револьверной головки
Перемещение револьверной головки ручное, осуществляется вращением штурвала, связанного валом с шестерней. Зубчатая рейка/. По которой она ездит, жестко закреплена на салазках. Барабан имеет 6 винтовых пазов, с помощью которых фиксируется барабан с инструментальным диском.
С маховичка через винт осуществляется перемещение подвижной резцедержки.
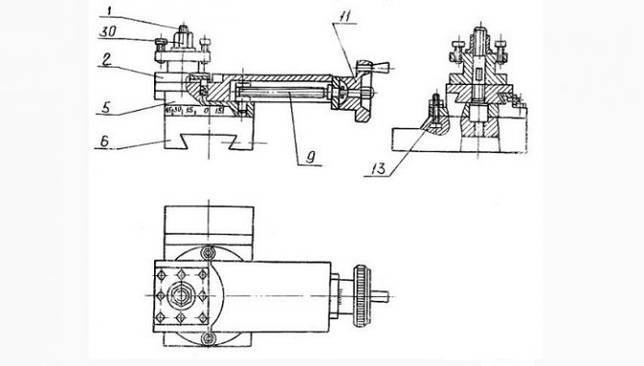
Неподвижная резцедержка
Неподвижная резцедержка перемещается механическим способом – продольно вместе с суппортом. Вручную движется в поперечном направлении.



Кинематическая цепь задней бабки
В торце задней бабки имеется маховичок. При вращении его вручную. Перемещается в корпусе задней бабки пиноль.
Важно!
В модели станка Н-1М, имеющем круглую направляющую, задняя бабка не снимается.
Это интересно: Клещи для обжима наконечников проводов: обжимной инструмент — виды, особенности, выбор





