

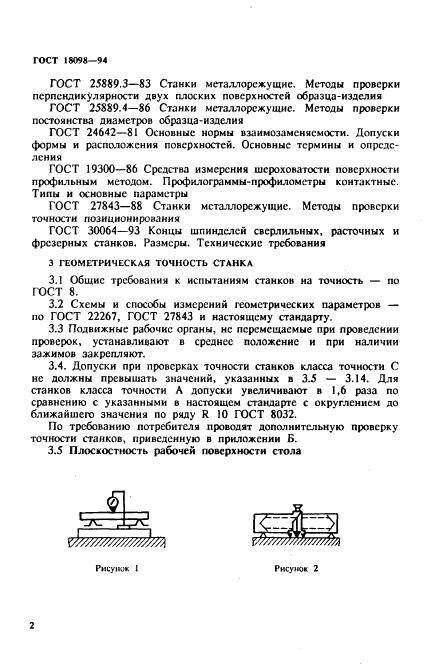
2 Нормативные ссылки
В настоящем стандарте
использованы ссылки на следующие стандарты:
ГОСТ
8-82 Станки металлорежущие. Общие требования к испытаниям на точность
ГОСТ
6636-69 Основные нормы взаимозаменяемости. Нормальные линейные размеры
ГОСТ 8026-92 Линейки
поверочные. Технические условия
ГОСТ
12593-93 Станки металлорежущие. Концы шпинделей фланцевые под поворотную
шайбу и фланцы зажимных устройств. Основные и присоединительные размеры
ГОСТ
12595-2003 Станки металлорежущие. Концы шпинделей фланцевые типа А и фланцы
зажимных устройств. Основные и присоединительные размеры
ГОСТ
22267-76 Станки металлорежущие. Схемы и способы измерений геометрических
параметров
ГОСТ
24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения
поверхностей. Числовые значения
ГОСТ
25346-89 Основные нормы взаимозаменяемости. Единая система допусков и
посадок. Общие положения, ряды допусков и основных отклонений
ГОСТ
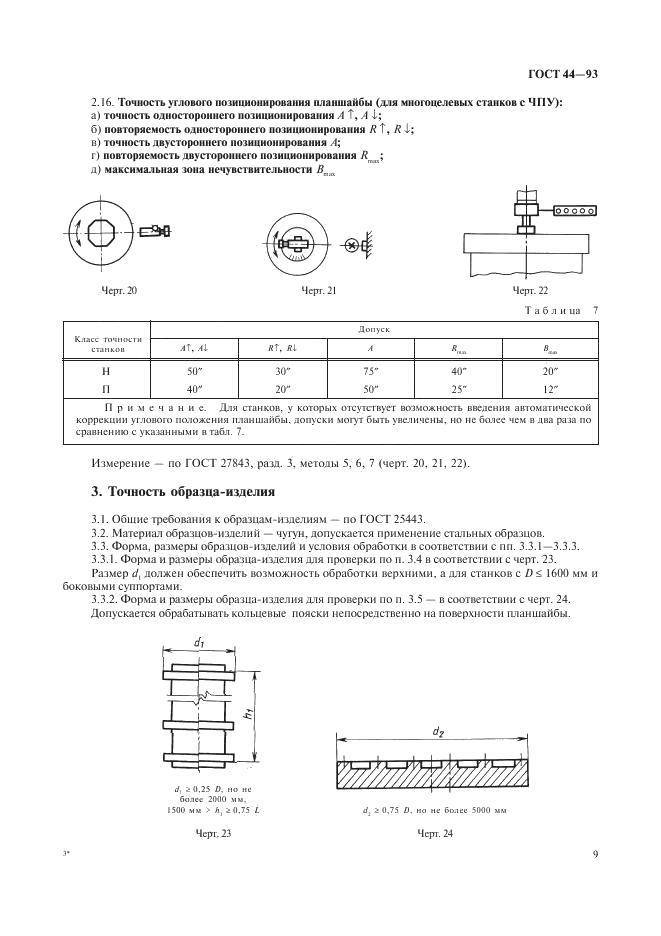
25443-82 Станки металлорежущие. Образцы-изделия для проверки точности
обработки. Общие технические требования
ГОСТ
25889.1-83 Станки металлорежущие. Методы проверки круглости образца-изделия
ГОСТ
25889.4-86 Станки металлорежущие. Метод проверки постоянства диаметров
образца-изделия
ГОСТ
26651-85 Станки металлорежущие. Концы шпинделей фланцевые типа Кэмлокк и
зажимные устройства. Основные и присоединительные размеры
Профилактика
Диагностика проводится не только с целью обнаружения причин поломки, но и профилактического обслуживания устройства с ЧПУ. Какие именно действия должны проводиться с профилактическими работами, и как часто их нужно осуществлять, указано в инструкции к аппарату. Цель профилактики и обслуживания станка заключается в поддержании рабочего состояния деталей станка, уходе за ними, и решении проблем на раннем этапе.
В ходе профилактики:
- смазываются подвижные комплектующие фотосчитывающего прибора;
- смазываются вентиляторы охлаждения;
- конструкция оборудования очищается от пыли и загрязнений;
- воздушные фильтры вентиляционной системы очищаются или заменяются на новые;
- контакты и электронные блоки подвергаются чистке.
Если после профилактических действий возникли неисправности, требуется участие специалистов.
Ещё раз про технологическую точность
В стандарте предприятия в принципе невозможно указать периодичность, т.к. это зависит от техпроцесса (ов). Не может же стандарт прописать товарный план, согласитесь!

В паспортах импортных станков нет ни слова о необходимости проверки ТТ. Есть рекомендация проверки геометрической точности (ГТ) через определённый период. Например, полгода. Разумеется, что проверки ГТ делаются, при вводе в эксплуатацию и после аварийных ремонтов. (станки Япония, Германия, Тайвань)
Замечу, что проверки ГТ и ТТ это, как говорят в Одессе, «две большие разницы»!
Какого рода опыт нужен для назначения «мифических», никем не предусмотренных периодов?
На этот вопрос у меня появился ответ после общения с западниками. Этот ответ ставит всё на свои места, поскольку оценка ТТ относится только к крупносерийному производству, где действительно периодически отслеживают «девиацию» реальной погрешности выполнения самого точного в размера в поле допуска конкретной, закреплённой за станком детали. Тогда периодичность оценки ТТ позволяет не допустить сползания погрешности к краю или даже за его край поля допуска. Вот её то и подбирают опытным путём для каждой детали. Тем самым убеждаясь в точности СПИДа Об этом напрямую говорится в большой энциклопедии нефти и газа. А именно:
Точность обработки, или технологическая точность оценивается степенью соответствия поля рассеивания реальных отклонений изделий заданному допуску. Определение технологической точности металлорежущих станков выполняется в два этапа: снятие замеров с обработанных на станке деталей; обработка замеров деталей на ЭВМ с применением методов математической статистики, выдача сводок с результатами обработки.
Ещё раз. Какой документ или какая логика заставляют включать в стандарт предприятия процедуру проверки ТТ? Если это решение было бы отдано на откуп мне, то я бы, в силу полной бессмысленности её, сказал бы ей НЕТ. Более того, производственники других предприятий прекрасно это понимают и делают кто во что горазд. Большинство малых предприятий о такой проверке слыхом не слышали. В инструкционных картах головного предприятия есть чахлые, раз в год (как попало) проверки из ГОСТа 22267. На вопрос зачем вы это делаете, честно отвечают: «Не знаем»
Вот фрагмент моего стандарта предприятия и, практически, всех других доступных мне документов:
Технологическая точность оборудования: Способность оборудования в оснащенном состоянии (станок-приспособление-инструмент-деталь) обеспечивать в течение определенного периода времени заданную точность изготовления изделия по размерам, форме и чистоте поверхностей, установленную конструкторской документацией и техническими требованиями.
В этих же документах подчёркивается, что под термином «оборудование» понимается комплекс СПИД, а не станок.
Прямым доказательством работы системы СПИД в требуемом режиме (по качеству размеров и форм) является выпуск годных деталей, подтверждённый
ОТК. При этом мы автоматически убеждаемся, что комплекс СПИД находится в норме. Локальная проверка станочного параметра не гарантирует получения кондиционной по форме и размерам детали. Разве это не так?
Как раз об этом я и говорю. Проверки без нагрузки, без задействования плюс к станку оснастки, инструмента, программы, режима резания, реального состояния инструмента, соблюдения технологической дисциплины, и даже человеческого фактора ничего не гарантируют.Изменено 20 мая, 2021 пользователем n-a-v
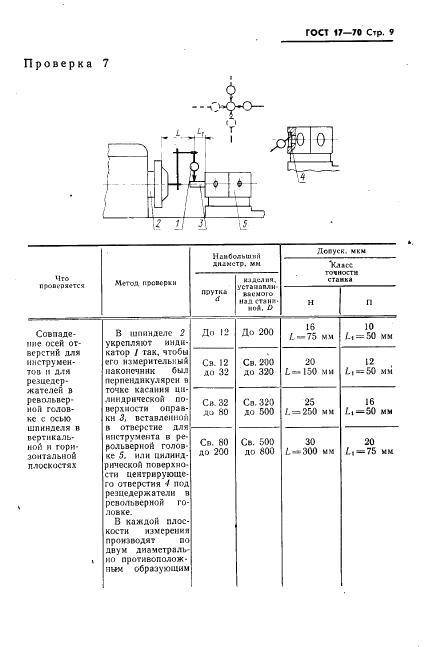
ОСНОВНЫЕ ПОЛОЖЕНИЯ
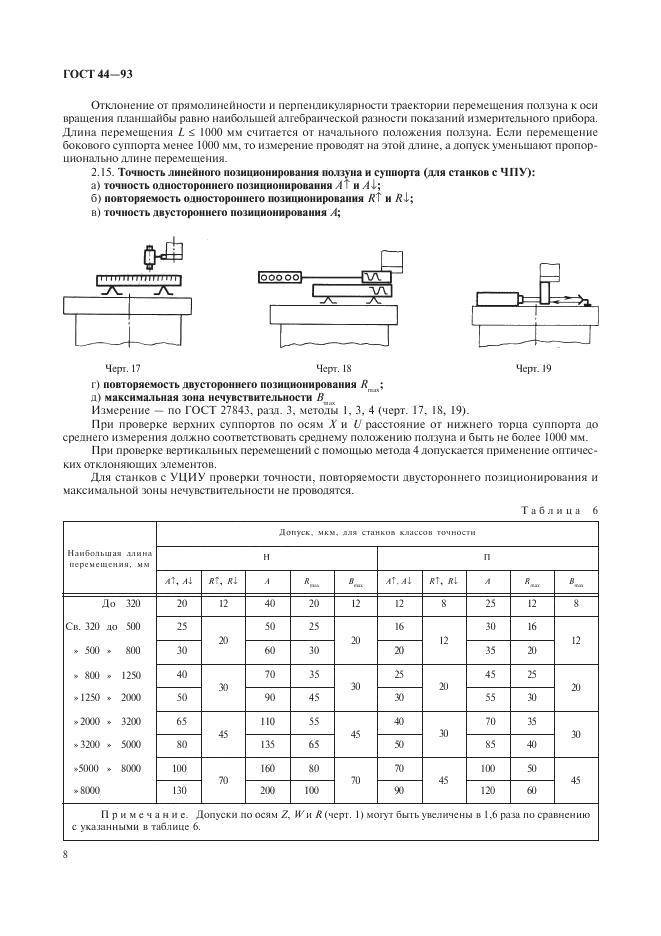
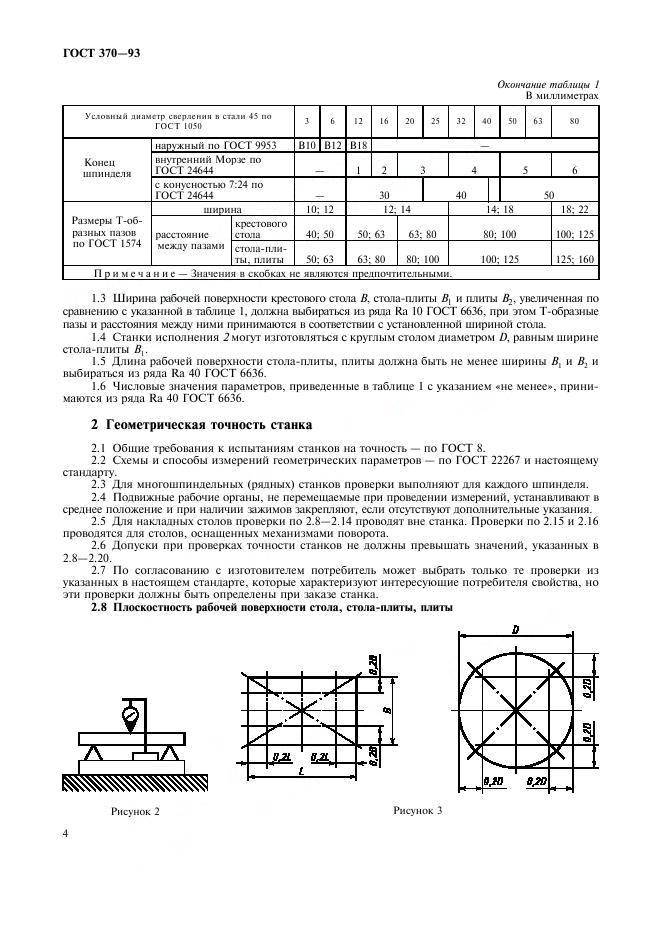
1.1. Точность металлорежущих станков определяется тремя группами показателей: показатели, характеризующие точность обработки образцов-изделий; показатели, характеризующие геометрическую точность станков; дополнительные показатели.
1.2. К показателям, характеризующим точность обработки образцов-изделий, относятся: точность геометрических форм и расположения обработанных поверхностей образцов-изделий; постоянство размеров партии образцов-изделий; шероховатость обработанных поверхностей образцов-изделий.
1.3. К показателям, характеризующим геометрическую точность станка, относятся: точность баз для установки заготовки и инструмента; точность траекторий перемещений рабочих органов станка, несущих заготовку и инструмент; точность расположения осей вращения и направлений прямолинейных перемещений рабочих органов станка, несущих заготовку и инструмент, относительно друг друга и относительно баз; точность взаимосвязанных относительных линейных и угловых перемещений рабочих органов станка, несущих заготовку и инструмент; точность делительных и установочных перемещений рабочих органов станка; точность координатных перемещений (позиционирования) рабочих органов станка, несущих заготовку и инструмент; стабильность некоторых параметров при многократности повторений проверки, например, точность подвода на жесткий упор, точность малых перемещений подвода.
1.4. К дополнительным показателям точности станка относятся способность сохранения взаимного расположения рабочих органов станка, несущих заготовку и инструмент, при условии: приложения внешней нагрузки (показатели жесткости); воздействия тепла, возникающего при работе станка на холостом ходу; колебаний станка, возникающих при работе станка на холостом ходу. (Измененная редакция, Изм. N 2).
1.5. Объем испытаний станков на точность должен быть минимальным, но достаточным для получения необходимой достоверности результатов испытаний и оценки точности станка.

1.6. При выборе проверяемых параметров точности следует отдавать предпочтение наиболее значимым из них, с учетом степени воспроизводимости результатов измерения, стабильности и точности измерения.
1.7. Перечень показателей точности станков определяется стандартами на нормы точности станков конкретных типов и техническими условиями.
1.8. Нормы точности станка после среднего и капитального ремонта должны соответствовать требованиям стандартов и технических условий, действовавших в период изготовления станка.
1.9. Классификация станков по точности
1.9.1. Устанавливаются пять классов точности станков по абсолютной системе классификации, обозначаемые в порядке возрастания уровня точности: Н, П, В, А и С. Разделение станков на классы точности проводится по типам станков, исходя из требований к точности обработки. К одному классу точности должны относиться станки, обеспечивающие одинаковую точность обработки соответствующих по форме и размерам поверхностей образцов-изделий. Для отдельных типов станков, предназначенных только для обдирочных работ, классы точности не устанавливаются. (Измененная редакция, Изм. N 1, 3).
1.9.2. Значения допусков показателей точности при переходе от одного класса точности к другому принимаются предпочтительно по геометрическому ряду со знаменателем 1,6. Для конкретных показателей геометрической точности допускается принимать другие значения от 1,0 до 2,0. (Измененная редакция, Изм. N 3).
1.9.3. Классы точности для отдельных типов станков должны устанавливаться в стандартах на нормы точности этих типов станков, а при отсутствии стандартов — в технических условиях на станки.
1.9.4. (Исключен, Изм. N 3).
Это интересно: Профессия токарь — описание, код специальности, вредность
Преимущества
Регулярная проверка станков с помощью системы Renishaw ballbar QC20-w обеспечивает следующие преимущества:
•подтверждение соответствия рабочих параметров заявленным характеристикам станка, а также стандартам по управлению качеством;
•точное изготовление деталей на станках с ЧПУ с первого раза;
•снижение времени простоя станков, объема брака и затрат на контроль изготавливаемой продукции;
•внедрение профилактического техобслуживания с учетом обоснованных фактических данных.
•отчеты с результатами тестирования системой QC20-W дают общепризнанные подтверждения рабочих характеристик оборудования (т.е. их соответствие международным стандартам, таким как ASME B5.54, ASME B5.57, JIS B6194, ISO 230-4 и ГОСТ 30544-97). Эти данные полезны при проведении аудитов, а также представляют собой мощное средство при участии в конкурсе на получение контракта. Рекомендуется внедрить проверки системой QC20-W ballbar в систему контроля качества на предприятии.
Ещё раз про технологическую точность
В стандарте предприятия в принципе невозможно указать периодичность, т.к. это зависит от техпроцесса (ов). Не может же стандарт прописать товарный план, согласитесь!
В паспортах импортных станков нет ни слова о необходимости проверки ТТ. Есть рекомендация проверки геометрической точности (ГТ) через определённый период. Например, полгода. Разумеется, что проверки ГТ делаются, при вводе в эксплуатацию и после аварийных ремонтов. (станки Япония, Германия, Тайвань)

Замечу, что проверки ГТ и ТТ это, как говорят в Одессе, «две большие разницы»!
Какого рода опыт нужен для назначения «мифических», никем не предусмотренных периодов?
На этот вопрос у меня появился ответ после общения с западниками. Этот ответ ставит всё на свои места, поскольку оценка ТТ относится только к крупносерийному производству, где действительно периодически отслеживают «девиацию» реальной погрешности выполнения самого точного в размера в поле допуска конкретной, закреплённой за станком детали. Тогда периодичность оценки ТТ позволяет не допустить сползания погрешности к краю или даже за его край поля допуска. Вот её то и подбирают опытным путём для каждой детали. Тем самым убеждаясь в точности СПИДа Об этом напрямую говорится в большой энциклопедии нефти и газа. А именно:
Точность обработки, или технологическая точность оценивается степенью соответствия поля рассеивания реальных отклонений изделий заданному допуску. Определение технологической точности металлорежущих станков выполняется в два этапа: снятие замеров с обработанных на станке деталей; обработка замеров деталей на ЭВМ с применением методов математической статистики, выдача сводок с результатами обработки.
Ещё раз. Какой документ или какая логика заставляют включать в стандарт предприятия процедуру проверки ТТ? Если это решение было бы отдано на откуп мне, то я бы, в силу полной бессмысленности её, сказал бы ей НЕТ. Более того, производственники других предприятий прекрасно это понимают и делают кто во что горазд. Большинство малых предприятий о такой проверке слыхом не слышали. В инструкционных картах головного предприятия есть чахлые, раз в год (как попало) проверки из ГОСТа 22267. На вопрос зачем вы это делаете, честно отвечают: «Не знаем»
Вот фрагмент моего стандарта предприятия и, практически, всех других доступных мне документов:
Технологическая точность оборудования: Способность оборудования в оснащенном состоянии (станок-приспособление-инструмент-деталь) обеспечивать в течение определенного периода времени заданную точность изготовления изделия по размерам, форме и чистоте поверхностей, установленную конструкторской документацией и техническими требованиями.
В этих же документах подчёркивается, что под термином «оборудование» понимается комплекс СПИД, а не станок.
Прямым доказательством работы системы СПИД в требуемом режиме (по качеству размеров и форм) является выпуск годных деталей, подтверждённый
ОТК. При этом мы автоматически убеждаемся, что комплекс СПИД находится в норме. Локальная проверка станочного параметра не гарантирует получения кондиционной по форме и размерам детали. Разве это не так?
Как раз об этом я и говорю. Проверки без нагрузки, без задействования плюс к станку оснастки, инструмента, программы, режима резания, реального состояния инструмента, соблюдения технологической дисциплины, и даже человеческого фактора ничего не гарантируют.Изменено 20 мая, 2021 пользователем n-a-v
Основные методы проверки токарного станка
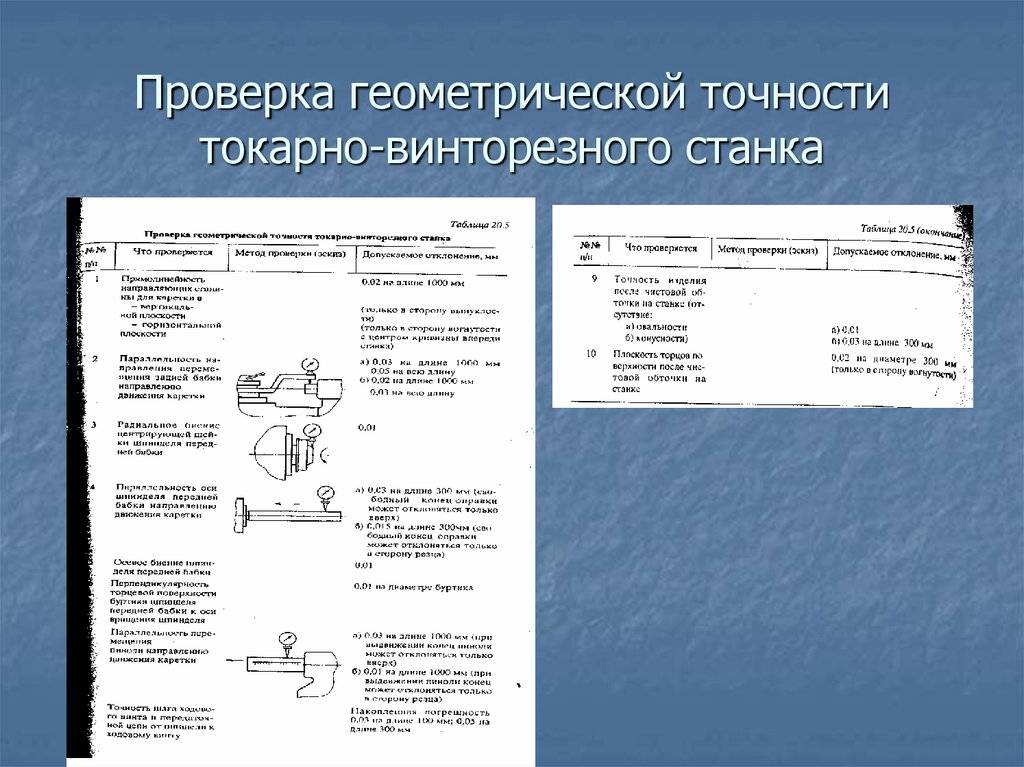
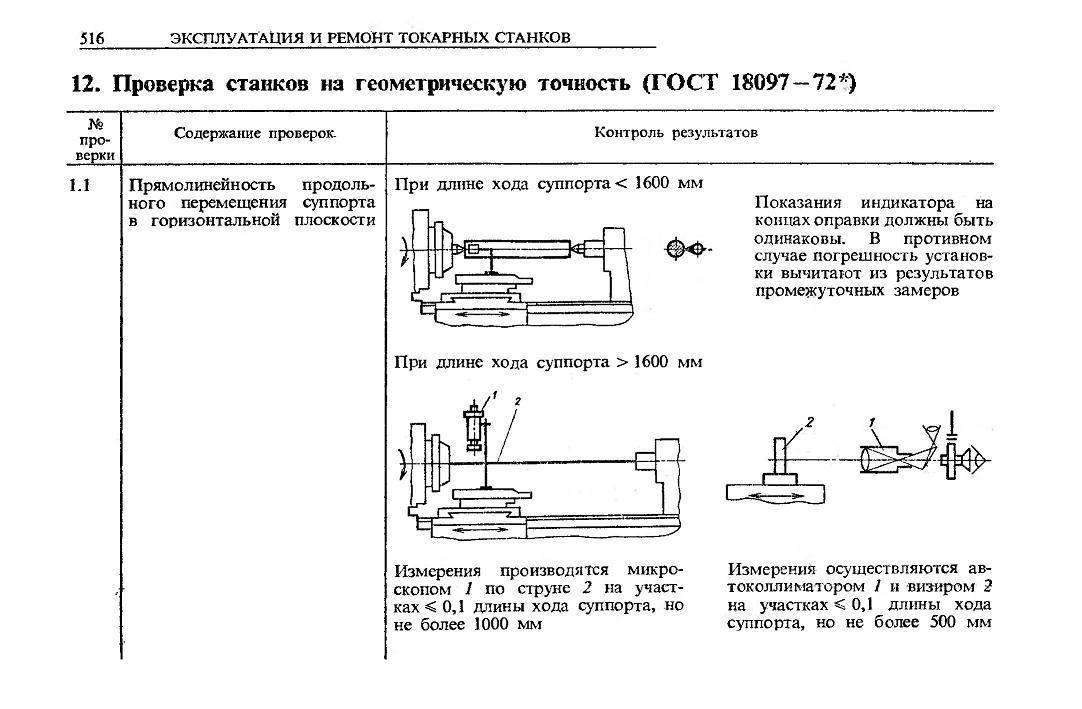
При проверке токарного станка на точность в основном проверяют направляющие станины, биение шпинделя и ходовой винт. Направляющие станины должны быть прямолинейными в продольном направлении. При износе на них появляются канавки, царапины, иногда забоины. Износ можно обнаружить поверхностным осмотром и при помощи измерительных инструментов. Чтобы определить его величину, устанавливают проверочную линейку 1 (рис. 255) поочередно на направляющие 2, затем определяют на просвет и измеряют щупом зазор между их поверхностями и линейкой.
Допустимым считается такой износ станины: при высоте центров до 300 мм — 0,02 мм на длине 1000 мм; при высоте центров больше 300 мм — 0,03 мм на той же длине. У новых или отремонтированных станков на эту величину допускается только выпуклость станины, но не вогнутость.
Направляющие станины для задней бабки должны быть параллельны направляющим для каретки. Проверяют параллельность индикатором, закрепленным в резцедержателе на каретке (рис. 256), которую перемещают по станине; штифт индикатора упирают в направляющую для задней бабки. Допускаемое отклонение — до 0,01 мм для станков с высотой центров до 200 мм и до 0,02 мм — для станков с высотой центров более 200 мм.
Горизонтальность направляющих станины проверяют уровнем, как показано на рис. 257, передвигая линейку 2 с уровнем 1 вдоль направляющих станины. Допускаемое отклонение составляет 0,05 мм на длине 1000 мм.


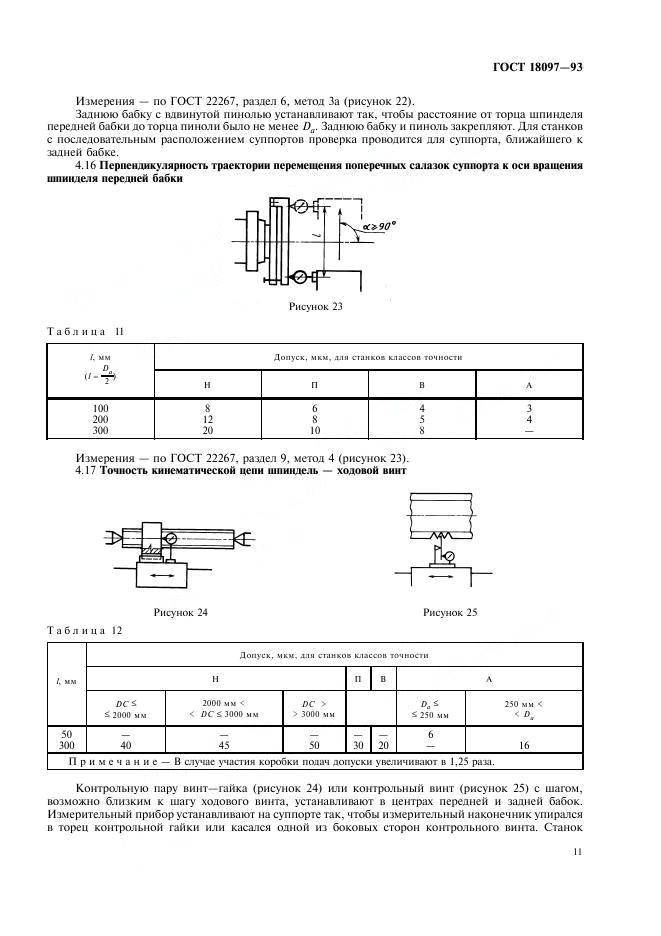
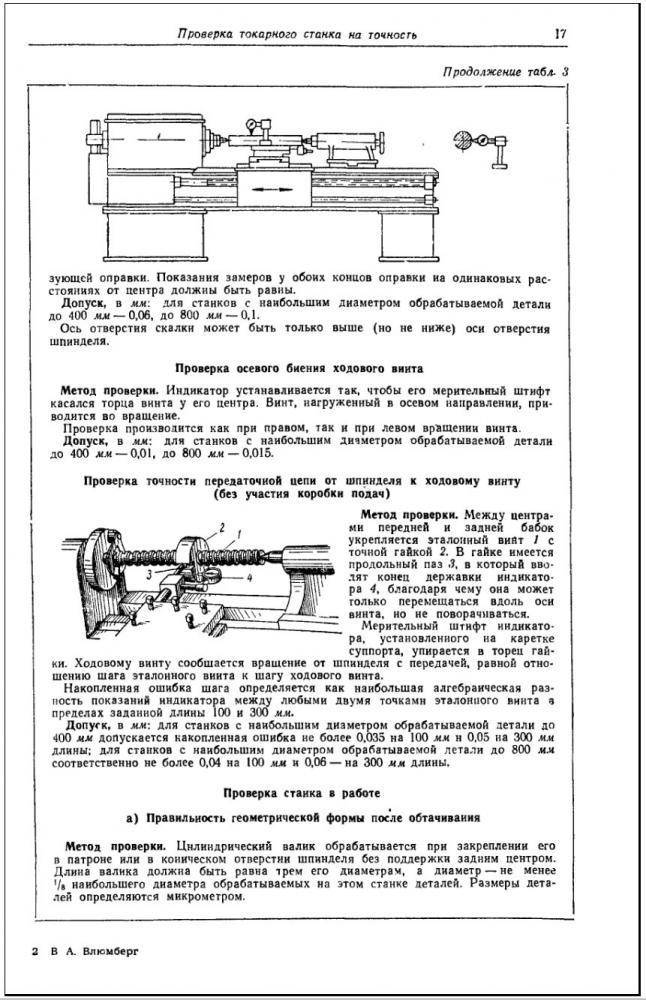
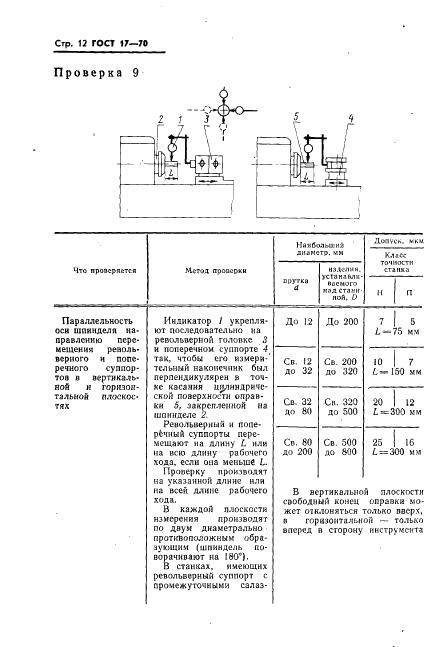
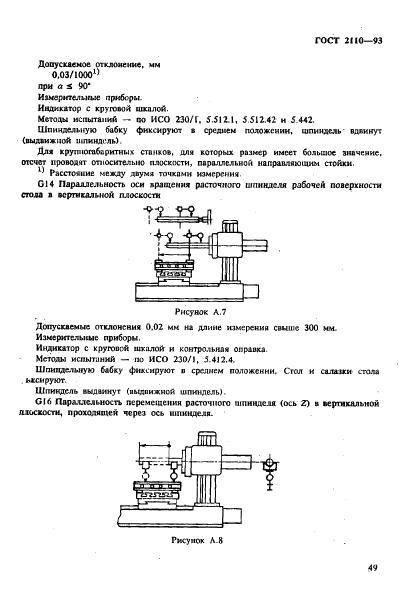
Ось шпинделя должна быть параллельна направляющим станины в вертикальной и горизонтальной плоскостях. Для проверки в коническое отверстие шпинделя вставляют контрольную оправку и проверяют ее индикатором на отсутствие биения по всей ее длине. Затем закрепляют на каретке индикатор и устанавливают его так, чтобы штифт индикатора касался оправки сначала в вертикальной (рис. 258, а), а потом в горизонтальной (рис. 258, б) плоскости. Перемещая при каждой установке каретку вдоль оправки на длину 300 мм, отмечают отклонения индикатора, которые не должны превышать в вертикальной плоскости 0,01 мм для станков с высотой центров до 200 мм и 0,02 мм — для станков с высотой центров до 400 мм. В горизонтальной плоскости отклонения индикатора не должны быть более 0,01 мм для станков с любой высотой центров.
Отклонение оправки, считая вправо от бабки, допускается в вертикальной плоскости только вверх, а в горизонтальной плоскости — только в сторону резца.
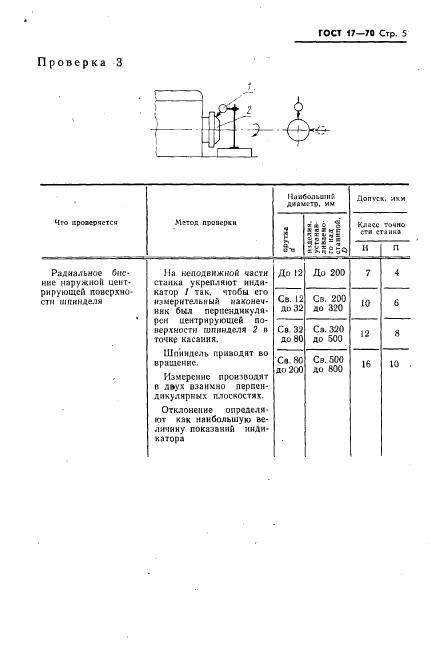
Шейки шпинделя должны вращаться без биения. Шпиндель на биение проверяют индикатором, укрепленным в резцовой головке. При проверке необходимо, чтобы штифт 1 индикатора упирался в шейку 2 шпинделя (рис. 259, а). Допускаемой отклонение 0,01 мм при высоте центров до 350 мм и 0,02 мм при высоте центров более 350 мм.
Шпиндель не должен иметь осевого перемещения пр вращении. Проверку производят, как в предыдущей случае, но штифт 1 индикатора (рис. 259, б) упирают в торец буртика 2 шпинделя. Допускаемые отклонения те же, что и при проверке биения шейки.
Вершина переднего центра при вращении не должна иметь биения. Для проверки индикатор укрепляют в резцовой головке (рис. 259, в) и его штифт 1 упирают в конус 2 центра. Допускаемые отклонения такие же, как в предыдущих двух случаях.
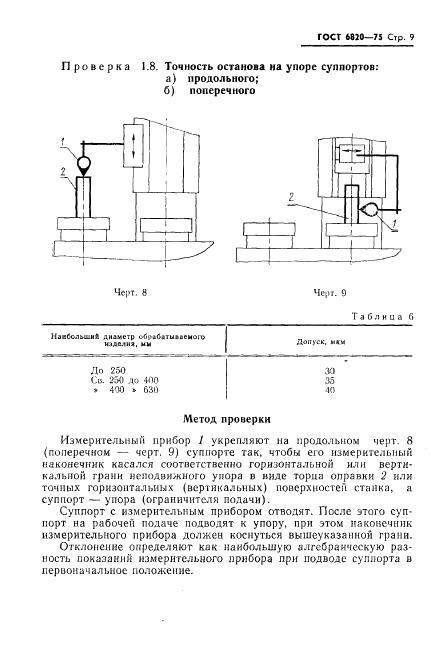
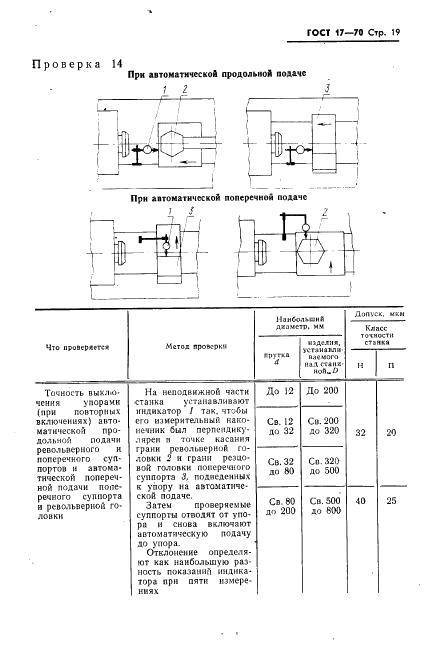
Точность шага ходового винта проверяют точной резьбовой оправкой 1, устанавливаемой между центрами передней и задней бабок (рис. 260), и точной цилиндрической гайкой 2, навертываемой на резьбовую оправку. В гайке 2 имеется продольный паз, в который вводят шарик державки 3, несущей индикатор 4 и закрепленной в суппорте станка. Наконечник индикатора упирается в торец гайки, удерживаемой от вращения шариком державки. Станок настраивают на шаг резьбы оправки. Пустив станок с включенной разъемной гайкой, следят за показаниями индикатора. Допускаемые отклонения: 0,03 мм на длине 100 мм и 0,05 мм на длине 300 мм для станков с высотой центров до 400 мм.
Практическая проверка точности токарного станка. Помимо рассмотренных геометрических проверок, производят комплексную практическую проверку точности токарного станка. Целью проверки является оценка точности станка в работе при изготовлении деталей с цилиндрической и торцовой поверхностями. Во время этой проверки определяются получающиеся отклонения по овальности, конусности и плоскостности, которые не должны превышать отклонения, устанавливаемых ГОСТом: по овальности 0,01-0,02 мм и по конусности 0,02 мм на длине 1000 мм и вогнутости торца не больше 0,02 мм на диаметре 300 мм.
Pereosnastka.ru
Проверка станка на точность
Категория:
Токарное дело
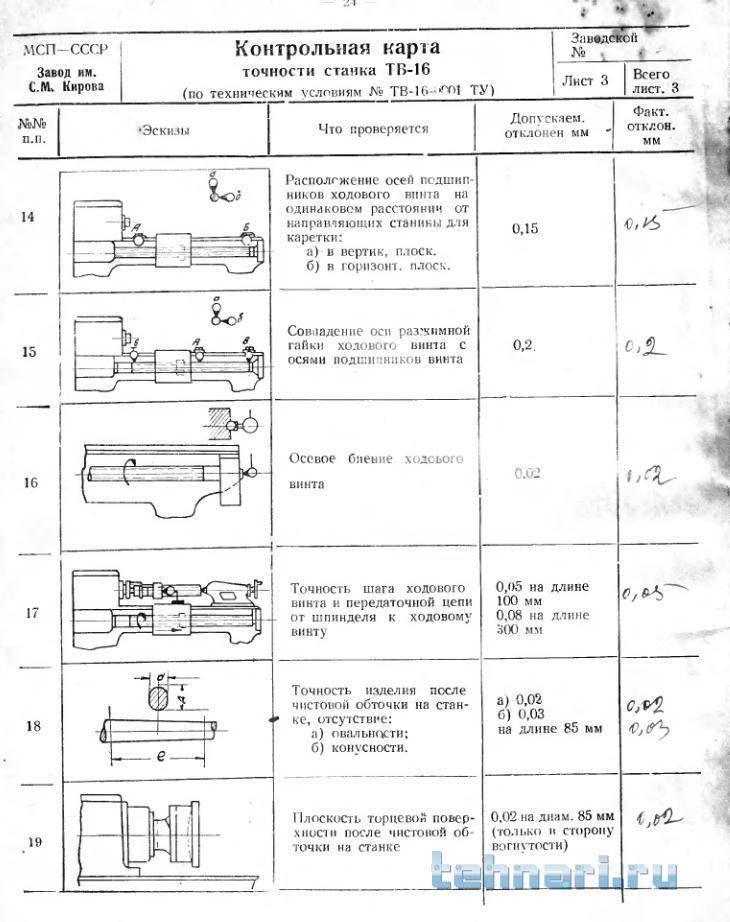
На заводе-изготовителе составляется акт о приемке станка после проверки на точность. Такие проверки проводятся также после среднего и капитального ремонтов станка. Нормы точности каждого типа станка указаны в ГОСТ 42—56, которым руководствуются при проверке станков на точность. Ниже приведены основные проверки токарного станка на точность.

1. ОСНОВНЫЕ ПРОВЕРКИ ТОКАРНОГО СТАНКА НА ТОЧНОСТЬ: а — радиального биения центрирующей шейки шпинделя передней бабки, б —расположения осей отверстия шпинделя передней бабки и пиноли на одинаковой высоте над направляющими станины, в — параллельности оси шпинделя передней бабки набавлению движения каретки; 1,2 — индикаторы
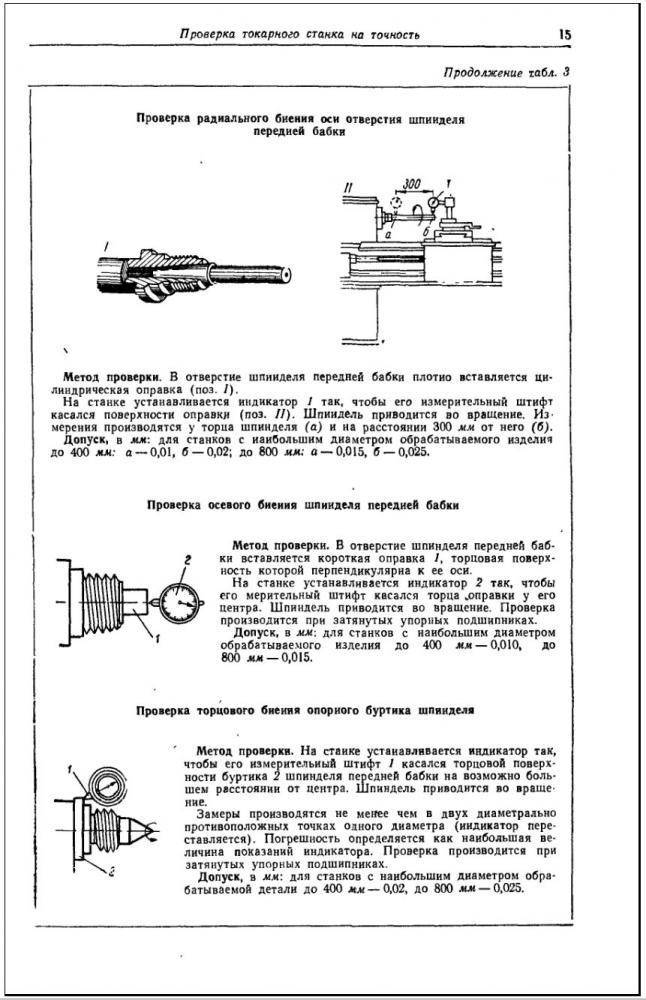
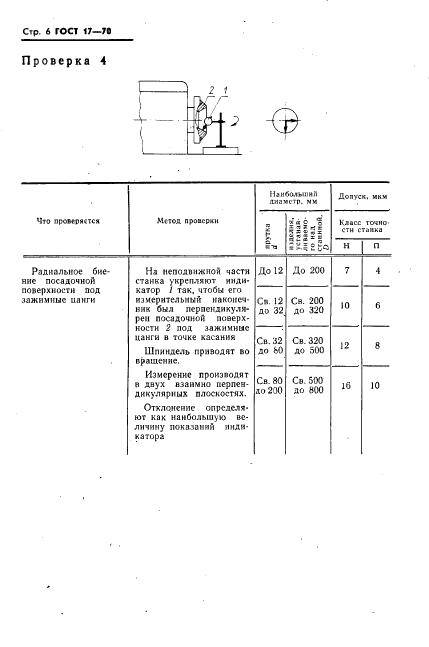
Проверка радиального биения центрирующей шейки шпинделя передней бабки. Допускаемое биение для станков с наибольшим диаметром обрабатываемой заготовки 400 мм составляет 0,006—0,015 мм. Проверку осуществляют индикатором, установленным на направляющих станины. Измерительный шрифт индикатора должен касаться центрирующей шейки, шпиндель вращается с частотой вращения 10—20 об/мин.
Проверка соосности осей шпинделя передней бабки и пиноли задней бабки. Допускаемое отклонение 0,1 мм (ось пиноли может быть только выше оси шпинделя). Заднюю бабку с полностью выдвинутой пинолью устанавливают примерно на 3/2 наибольшего расстояния между центрами. Между центрами, закрепленными в шпинделе и пиноли, устанавливают точную цилиндрическую оправку, а на суппорте — индикатор так, чтобы его измерительный штифт касался оправки. Суппорт перемещают в продольном направлении, индикатор при этом показывает смещение оси пиноли относительно оси шпинделя. Замер делают в вертикальной плоскости (индикатор касается поверхности оправки сверху) и горизонтальной плоскости (индикатор касается поверхности шейки спереди).
Проверка параллельности оси шпинделя передней бабки наравлению продольного перемещения суппорта. Допускаемое отклонение в вертикальной плоскости 0,030 мм, а в горизонтальной плоскости 0,015 мм на длине 300 мм. В отверстие шпинделя плотно вставляют точную закаленную и шлифованную цилиндрическую оправку, а на суппорте устанавливают индикатор так, чтобы его измерительный штифт касался поверхности оправки. Суппорт перемещают вдоль станины. Для токарных станков предусмотрено 18—25 различных проверок. Эти проверки производятся отделом технического контроля (ОТК). Токарь проверяет станок только в случаях появления брака деталей, когда нужно убедиться, не является ли причиной брака неточность станка.
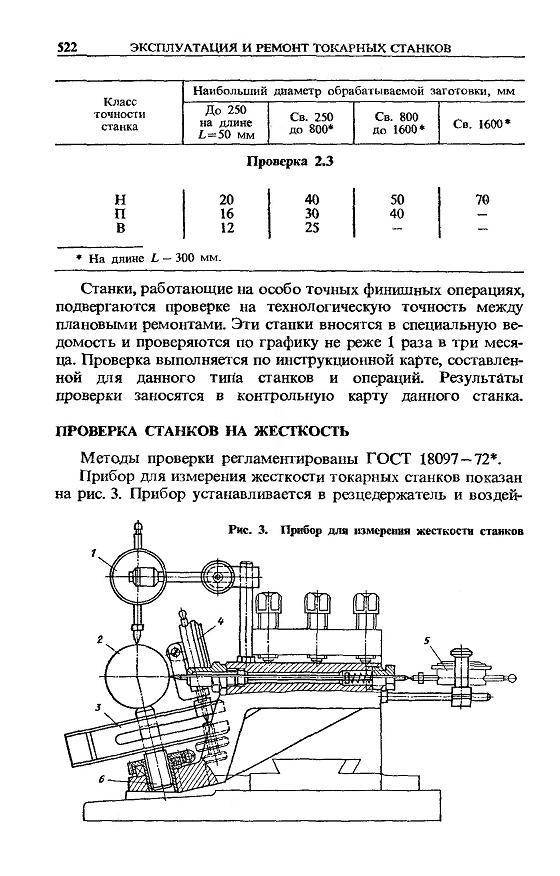
Средства измерения точности металлорежущих станков
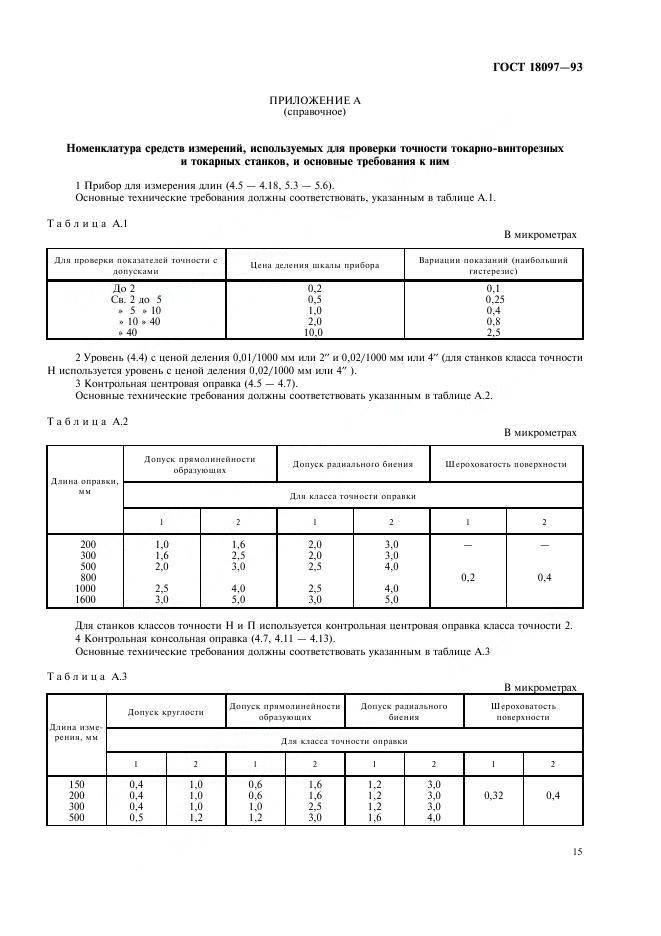
Приборы и инструмент общего назначения, применяемые для большинства испытаний точности станков (контрольные линейки и угольники, уровни, щупы, концевые меры, контрольные оправки, индикаторы и микрокаторы и т. д.), достаточно просты и не требуют специальных указаний по их применению.
Все средства измерения, применяемые для проверки точности станков, должны быть соответствующим образом проверены и аттестованы, а их погрешности учтены при проведении измерений.
Необходимо иметь в виду, что в ряде случаев погрешности измерительных приборов и инструмента могут быть автоматически исключены из результатов измерений путем известных в измерительной технике приемов, например: перестановки контрольных оправок с поворотом их на 180°, «раскантовки» уровня при проверке горизонтальности, «раскантовки» угольника при проверке перпендикулярности, измерения прямолинейности двумя гранями проверочной линейки с учетом их непараллельности и др.
Такие приемы измерения обеспечивают высокую точность проверок и должны применяться во всех случаях, где это представляется возможным.
Относительно небольшое количество ответственных проверок, характеризующих точность станка, требует применения специальных измерительных приборов.
Применение этих приборов предполагает наличие квалифицированного персонала, владеющего навыками работы с такими приборами.
К числу специальных измерительных приборов относятся:
- оптические приборы для измерения прямолинейности направляющих — коллимационные и автоколлимационные приборы, визирные трубы, применяемые также для проверки соосности и других целей;
- оптические приборы для измерения углов — теодолиты и коллиматоры, делительные диски с отсчетными микроскопами, применяемые для проверки делительных цепей станков, делительных механизмов и др.;
- эталонные винты и специальные измерительные и самопишущие приборы для проверки точности винторезных цепей токарно-винторезных, резьбофрезерных и резьбошлифовальных станков;
- прецизионные штриховые меры и отсчетные микроскопы для измерения точности перемещений координатных систем прецизионных координатно-расточных и некоторых других станков;
- приборы для непрерывной проверки делительных цепей зуборезных станков.
При проведении измерений специальными приборами и при обработке результатов измерения необходимо руководствоваться инструкциями и наставлениями к этим приборам.
Методы проверки и средства измерения, указанные в стандартах на нормы точности станков являются обязательными; применение других методов и средств измерения допускается при условии, что они полностью обеспечивают определение требуемой стандартами точности станков. При проверке станков на точность (без резания) движения узлов станка производятся от руки, а при отсутствии ручного привода — механически на наименьшей скорости.
Если конструктивные особенности станка не позволяют произвести измерение на длине, к которой отнесен допуск, последний пересчитывается на наибольшую длину, на которой может быть произведено измерение. Для длин, значительно отличающихся от той длины, для которой указан допуск, правило пропорциональности допусков неприменимо.





