

Преимущества самодельного станка
Оцилиндровочный станок, сделанный своими руками, обладает определенными преимуществами:
- Небольшой расход древесины.
- Получение материала для любых собственных нужд.
- Достижение хорошего качества получаемого бревна.
- Наличие станка под рукой.
Конечно, как и любой покупной станок, самодельное оборудование требует приобретение комплектующих частей. Но обработка древесины на своем оборудовании получается более подходящей к личным целям применения получаемого бревна. Достижение определенных технических свойств у изделий происходит при наличии самодельного оцилиндровочного оборудования.
Republished by Blog Post Promoter
Разновидности агрегатов
На сегодняшний день имеется несколько типов оцилиндровочных станков.
Станки проходного типа обеспечивают постоянное движение заготовки по столу, обрабатывая ее в это же время. Есть также станки цикличного типа, движение и обработка в которых идет по нескольким циклам. Кроме того, этот вид оборудования делится еще на два — это цикло-проходные и цикло-позиционные. В первом случае заготовка из дерева остается неподвижной, а резак перемещается, во втором же случае, наоборот, инструмент для обработки не двигается, перемещается древесина.
Также здесь стоит отметить, что разделение станков осуществляется и по уровню их автоматизации. Бывают механические, автоматические и полуавтоматические станки. Если используется механический тип машины, то загрузка материала и настройка всех процессов осуществляются оператором. В автоматических машинах все это происходит без участия человека, нужно лишь контролировать ход работы. Станки полуавтоматического типа способны контролировать лишь одну стадию работы, далее будет требоваться вмешательство оператора.

Классификация
Классифицировать оцилиндровочные станки можно следующим образом:
По способу движения бревна:
- проходные (обработка нескольких бревен происходит непрерывно);
- циклические (обработка нескольких бревен происходит повторением цикла);
- циклические проходные (перемещается режущий инструмент);
- циклические позиционные (перемещается вращающееся бревно).
По степени механизации:
- механизированные (человеку отводится роль загрузки заготовки, выгрузки готового изделия и настройки станка);
- автоматизированные (человеку отводится роль наблюдателя);
- полуавтоматизированные (станок производит один цикл, после чего требуется вмешательство человека).
По типу питания привода:
- электрические;
- бензиновые.
По диаметру обрабатываемого бревна:
- минимальный — 80 мм;
- максимальный — 500 мм.
Если рассматривать функционал станков, то можно отметить, что:
- у проходных станков высокая производительность, но низкая точность, а связано это с отсутствием центра базирования;
- у циклических позиционных станков высокая точность и шероховатость, но низкая производительность.
Широко используются циклические позиционные станки из-за небольшого размера и системы базирования, которая имеет надежную фиксацию.
Из чего состоит агрегат
Оцилиндровочный станок включается в себя несколько следующих компонентов:
- Металлическая рама, которая чаще всего изготавливается из трубопроката прямоугольного типа.
- Необходимые направляющие для перемещения силового и пильного устройства.
- Бабки, использующиеся для крепления, а также кручения бревна. Передняя бабка должна быть оснащена делительной головкой, которая фиксирует ствол. Туда же будет монтироваться и шпиндельная головка.
- Фреза для оцилиндровочных станков является одним из ключевых элементов. Если фреза фигурного типа, то с ее помощью можно сделать паз для монтажа, если же она универсальная, то ее можно использовать для оцилиндровки, вырезки венцовых чашек, обработки плоскостей.
- Важным элементом станут и съемные ножи для фрезы. Изготовлены они должны быть из хорошей стали. Основное удобство в том, что их можно заменять, не снимая самой фрезы.
Классификация
Даже опытный мастер должен провести детальный анализ того, какой тип оборудования ему больше подойдет. Выделяют два основных типа механизмов, предназначенных для оцилиндровки бревна.
- Проходной. Здесь станок позволяет постоянно продвигать ствол во время его обработки. Бревно движется, проходя через обрабатывающие фрезы. Проходной агрегат используется достаточно часто, но имеет свои нюансы.
- Цикловой. Передвижение и обработка дерева осуществляется на основе циклических движений.
При этом цикловой агрегат имеет два подвида:
- Цикло проходной. Здесь движения осуществляет только резак, а само бревно остается неподвижным;
- Цикло-позиционный. Рабочий инструмент остается в неподвижном состоянии, а перемещение осуществляет бревно.
Агрегаты могут отличаться между собой по типу движения в процессе деревообработки:
Не стоит забывать, что деревообрабатывающее оборудование может иметь разную степень автоматизации
Если брать во внимание данный критерий, то все оцилиндровочные устройства делятся на три вида
- Механизированный агрегат. Мастер должен загрузить обрабатываемую древесину, следить за выполнением всех операций, настраивать и регулировать работу станка.
- Автоматический. Мастер выполняет только одну основную задача — контролирует протекание процессов деревообработки. Загружается и обрабатывается бревно в автоматическом режиме.
- Полуавтоматический. Специально разработанная для устройства автоматика отвечает за выполнение одной стадии деревообработки, после чего мастер приступает к своим обязанностям.
Что выбрать?
Основной вопрос выбора заключается не в том, купите ли вы агрегат Шервуд, Термит, Тайга или прочие отечественные, зарубежные аналоги.
Выбирая деревообрабатывающее оборудование для работы с бревнами, главный момент состоит в том, отдадите ли вы предпочтение проходному устройству, либо цикловому.
На основе этого можно сделать два объективных вывода.
- Проходной тип деревообрабатывающего станка, который позволяет оцилиндровать бревно, отличается высокой производительностью. При этом оборудование допускает образование погрешностей в процессе обработки материала. Поверхность может оставаться шершавой по завершению работ.
- Цикловой вариант деревообрабатывающего оцилиндровочного устройства способен качественно обработать материал и выполнить все сопутствующие операции по обработке. Недостатком можно назвать тот факт, что по уровню производительности данные агрегаты существенно уступают своим проходным аналогам. Компактные размеры, устойчивая база привели к тому, что именно позиционные агрегаты получили наиболее широкое распространение в сферах деревообработки.
Ассортимент обширный, потому к выбору следует подходить со всей ответственностью. Ориентируйтесь на собственные потребности в плане качества, производительности и не забывайте о значимости финансовой стороны вопроса.
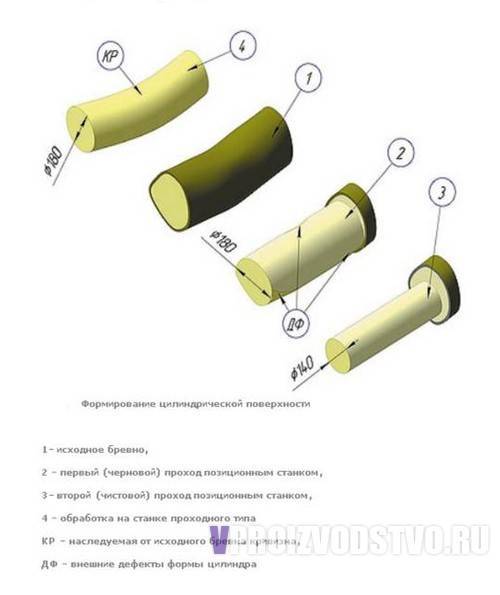
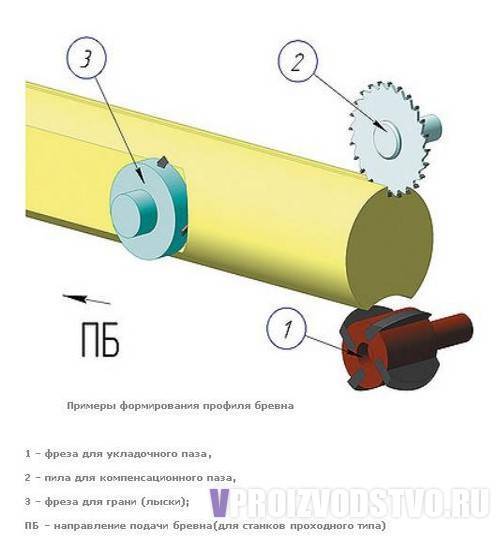
Формирование «чашек» — соединительных монтажных пазов
Элемент «чашка» выполняется при помощи фрезерного узла и прямолинейных направляющих, подающих инструмент. После формирования паза, фреза возвращается в исходное положение.

Такой конструктивный агрегат может быть частью технологического потока – опорной базой становятся кромки укладочного паза, на которые ориентируется ось «чашки». В наиболее распространенной компоновке фреза врезается в заготовку ниже центральной оси.








Но, как показывает практика, лучшие показатели точности демонстрируют станки позиционного типа, на которых чашкорезный аппарат установлен на суппорт с вертикальным расположением фрезы. В этом случае ось чашки может формироваться под различными углами к плоскости монтажного паза. Для такой работы чашкорезного агрегата необходимо, чтобы бревно поворачивалось вдоль оси и фиксировалось в новом положении.
Если оцилиндровочный станок не укомплектован чашкорезным модулем — оборудование для нарезки пазов можно купить и отдельно. Цена вопроса – от 100 000 руб.

Самостоятельное изготавливание станка для работы с древесиной
Самодельный оцилиндровочный станок предпочтительно выполнить с применением пилорамы. Чтобы происходило кручение бревна, применяется электрический мотор, устанавливаемый дополнительно. Заместо переднего конусной конусной части делается упор, подшипником для которого служит бабка, располагающаяся сзади.
Изготовление фрезы происходит путем сбора из составляющих элементов. Для движения фрезы употребляется рельса. Установка напоминает фрезерный станок, так как установка бревна происходит в имеющиеся пазы, потом происходит кручение. В итоге фреза начинает перемещаться вдоль бревна.
Самодельный оцилиндровочный станок крепится на твердую поверхность, предпочтительно бетонную. При изготовке рамы также используются шпалы или толстый брус.
Этапы сбора станка:
- Собирание рамы, используя уровень для размещения в устойчивом горизонтальном положении. Обычно высота рамы достигает 20 см.
- Монтирование силовой конструкции (передних и задних бабок), на которую натягивается трос крепления электрокабеля.
- Оборудование силовых стоек стопором.
- Обеспечение заземления.
- Подключение двигателя, приводящего к кручению бревна. При этом следует ориентироваться на точное подключения фаз. При неправильном подключении направление силовой головки не совпадет с направлением кнопок.
- Проверка направления кручения бревна. При неправильном направлении необходимо заменить фазы на электрическом моторе. Следует помнить, что пока не будет правильно подключены фазы питания, вращательные действия бревна и двигателя запрещены.
А также следует прочно закреплять бабки, устанавливая их одновременно с направляющими. Линии движения осей стоек должны быть похожи. Для этого меряется точная длина между продольным профилем и центральной частью стойки и между ближайшей направляющей и центром бабки. Эти расстояния должны быть равны для обеих бабок.
Установка фрез происходит на конический элемент, и закрепляются они болтами. Нужно соблюдать равновесие фрез и изменение скачок заточки ножей.
После всех операций монтажа следует проверить правильность сборки и горизонтальность рамы.
После продолжительного стояния без работы своего станка или нахождения во влажном помещении нужно перед запуском выдержать установку в сухом помещении для удаления лишней влаги.
Видео: самодельный оцилиндровочный станок.
Плюсы и минусы различных технологий

Преимущества проходной технологии:
- возможна непрерывная подача бревна, что обеспечивает скорость обработки;
- высокая доля выхода готовой продукции (до 90%) достигается равномерным распределением припуска в поперечном сечении. Припуск необходим для формирования цилиндра бревна и круга в его торцах. При данной технологии этот показатель составляет не более 1-2 1-2мсм на диаметре;
- длина бревна практически не ограничена, но минимальный размер должен быть такой, чтобы в процессе обработки заготовка не оказалась в межвальцевом промежутке;
- хорошая производительность – за 8-мичасовую смену на таком станке изготавливают около 35-40м3 продукции (100-130 бревен);
- для удаления стружки применяется аспирация;
- универсальность – на данных станках можно производить не только оцилиндрованное бревно, а и обрезной пиломатериал, блок-хаус, декоративные доски из горбыля.
Основной недостаток: кривизна готовой детали практически идентична кривизне исходного бревна; компенсировать этот недостаток довольно сложно – либо обеспечить загрузку относительно ровного сырья, либо распиливать полуфабрикат на заготовки, длиной 1-2 м.
Главное преимущество позиционных станков – минимальная кривизна бревна на выходе, что позволяет работать с любыми заготовками.

Недостатки:
- объемная доля выхода зависит от исходной кривизны и сбега бревна. Например, при обработке бревен 1-го сорта (по ГОСТу 9463-88), показатель отходов может превышать 50%;
- длина заготовки ограничена габаритами станка;
- меньшая продуктивность, чем у проходного оборудования. Но проблема затрат времени на переналадку в оборудовании с вращением заготовки частично решена – достаточно переместить в поперечном направлении суппорт фрезерного узла. Но при работе на станках с фиксацией бревна трудоемкость настройки инструмента значительна, поскольку необходимо максимально точное выставление резцов режущего модуля при смене типоразмера сырья;
- потребность в квалифицированном персонале – неправильная перенастройка резцов может снизить точность обработки до нуля.
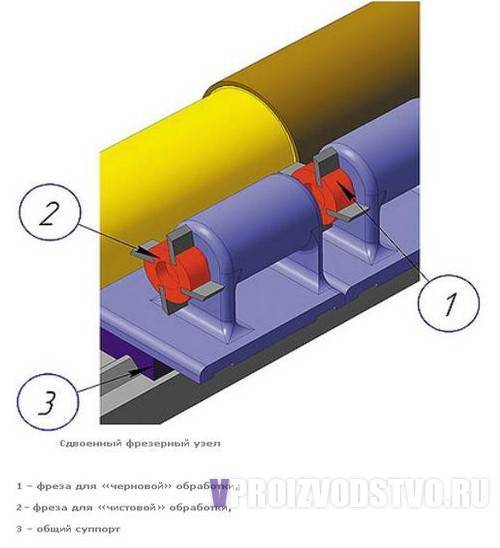
Основной недостаток – средние показатели производительности – можно устранить, установив на станок второй фрезерный узел, что позволит осуществлять чистовую и черновую обработку за время одного прохода.
Оцилиндровочный станок своими руками
Наиболее простым вариантом сборки такого устройства своими руками будет использование пилорамы в качестве основы. Вместо переднего конуса оборудования необходимо установить упор. Подшипником для этой детали будет оснащена бабка, которая расположена сзади. Для того чтобы вращать заготовку, можно использовать электрический мотор или же ручку.
Наибольшую сложность представляет собой изготовление фрезы, а потому ее стараются собирать из нескольких отдельных элементов
Очень важно, что материал, использующийся для этой детали, должен быть очень прочным. Для передвижения фрезы используется дополнительная рельса, которую также нужно установить. Окончательное устройство очень схоже с обычным фрезерным станком
Заготовка укладывается в пазы и вращается, а фреза перемещается вдоль. Таким же образом работают и оцилиндровочные станки
Окончательное устройство очень схоже с обычным фрезерным станком. Заготовка укладывается в пазы и вращается, а фреза перемещается вдоль. Таким же образом работают и оцилиндровочные станки.
Рекомендации перед приобретением
Для выбранного уровня производительности важно учесть степень автоматизации оцилиндровочного станка. В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций
Он также следит за качеством выполняемых работ, всеми этапами операций
В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций.











В автоматизированных оцилиндровочных станках для специалиста, его обслуживающего, отводится роль контролера за процессом.
В полуавтоматизированных установках мастер подключается к процессу после выполнения станком одного цикла операций.
Электрический может работать без перерыва при условии, что электролинии надежные или есть генератор дополнительного питания. Бензиновый требует постоянной заправки, но не зависит от внешних факторов.

Но основной выбор стоит между проходным и цикловым типами. Проходной обеспечит высокую производительность, порой за счет качества обработки. Большинство моделей таких станков не имеет возможности делать поверхность бревна гладкой, без заусениц и шероховатостей. Цикловые установки работают значительно медленнее, но при этом имеют ряд достоинств:
- обеспечивают очень высокое качество обработки;
- выполняют весь набор операций;
- имеют компактные габариты;
- конструкция устойчивая и комфортная в обслуживании.

Кроме всего перечисленного, важную роль играет цена, производитель оборудования и требуемое качество обработки.
Так что же выбрать?
Учитывая то, что оборудование с разными технологическими схемами имеет практически одинаковый уровень затрат на содержание и обслуживание, основные параметры, по которым оценивают оцилиндровочный станок – производительность и качество обработки всех элементов конструкции.
По первому показателю проходной станок оставляет позади все разновидности оборудования позиционного типа. То есть, позволяет обеспечить наименьший срок окупаемости капитальных затрат и большую прибыль. Правда, это утверждение действенно только при наличии стабильного сбыта и поставки сырья. Но качество изделий оставляет желать лучшего: шероховатая поверхность из-за недочетов системы базирования и несоблюдение прямолинейности при использовании недостаточно ровного сырья.
Относительно же точности обработки – лучшие показатели имеет позиционное оборудование, хотя его пропускная способность на порядок ниже проходных станков.
Впрочем, для объективной оценки производитель любого технологического оборудования обычно предоставляет образец, изготовленный на данном станке. Результаты его осмотра могут рассказать о многом.

Промышленный станок для производства продукции высокого качества должен быть оснащен:
- массивной станиной;
- точными направляющими;
- удобной системой управления;
- мощным приводом (7-90 кВт);
- ограждениями безопасности в зоне реза.
Подытожим: станки проходного типа незаменимы на крупном производстве, где есть возможность сортировки сырья. Основное направление бизнеса – серийное производство готовых строительных комплектов для возведения деревянных домов.
Но для средних, малых предприятий ориентированных на работу по эксклюзивным проектам, с объемами выпуска до 15м3/смену, а также – при использовании сырья с высоким процентом кривизны, сучков и прочих дефектов оптимальный вариант – позиционный токарный станок.
Чтобы совершить правильный выбор, необходимо иметь четкое представление о сырьевой базе, параметрах производственного помещения и технологической схеме работы будущего производства. Так как станок должен поддерживать размерный диапазон необработанных бремен, быть совместимым с другим оборудованием, соответствовать планируемой скорости потока и помещаться на территории цеха.
На сегодняшнем рынке деревообрабатывающего оборудования представлено около 30 компаний. Поэтому, зная параметры «своего» станка осталось определиться с производителем.
Полезные материалы по теме:
- Бизнес-план предприятия по производству оцилиндрованного бревна
- Предназначение и способы огнезащиты и биозащиты дерева на примере оцилиндрованного бревна
Особенности устройства станков для оцилиндровки
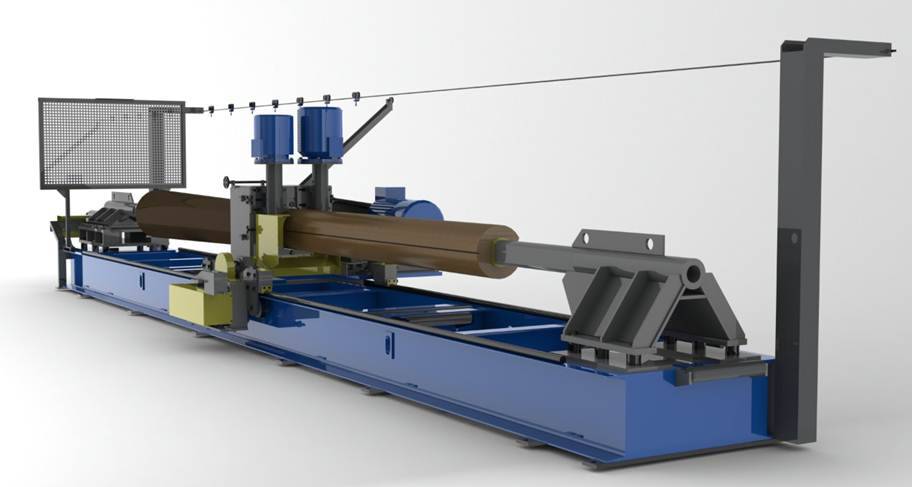
Установка состоит из основных блоков – металлическая рама, передняя и задняя бабки, фрезы. Обычно в качестве рамы служат квадратные трубы, обладающие направляющими для движения силовой конструкции и каретки. Бабки требуются для закрепления бревна в центральной части и для толчка к вращательным действиям.

Основным ходовым инструментом выступают фрезы. Они обеспечивают легкое вхождение в древесину, уменьшая вибрации и увеличивая точность. Они бывают универсальные и фигурные. Универсальная фреза применяется при классической оцилиндровке, фрезеровки и выборки венцевых чашек. Фигурная фреза употребляется при выборке пазов.
Фрезы оснащены ножами, которые можно снять. При несоответствии получаемых параметров бревна необходимо заменять ножи. Они изготавливаются из прочной стали и применяются продолжительное время.
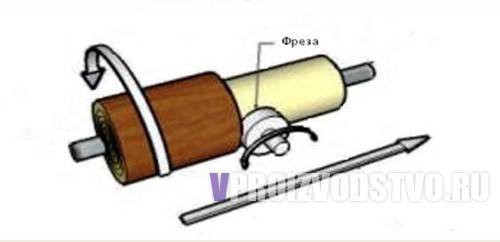
Чтобы уменьшить время и сделать помещение бревна на раму легче, применяют рычаги, устанавливаемые в центре бревна. Для выбора венцевой чашки нужно надежное прикрепление каретки. Поэтому применяются тормозные приспособления, размещаемые на окончаниях каретки. Если нужно получить продольный паз, то используют удобный регулятор вращения древесины.
Почему оцилиндровочный станок Кедр дешевле?
Задать вопрос специалисту
Почему оцилиндровочный станок Кедр дешевле? Вопрос от Бориса из Красноярска. 
Он намного проще в конструкции и скуднее по функционалу, запасу по мощности и надежности.
Там нет автоматики. Каждую операцию необходимо выставлять размер, рискуя допустить ошибку и сделать брак. Максимальный съем слоя 20 мм на радиус, это черновая обработка. Если попадется бревно высокой кривизны или конусности придется делать несколько проходов. Потом меняем положение фрезы идет чистовая.










Длинная фреза из двух составных частей (очень не надежный узел) — это большая консоль и большие нагрузки и вибрации, так же за два прохода паз и за два прохода чаша. Отсутствуют люнеты — забудьте о точности геометрии. Не видно как двигается задняя бабка. Не понятно как будет выгребать стружку. Силовой щит на раме это приговор пускателям и в конечном счете двигателям.
Думаю реальная производительность будет 1 бревно за 1 час.
Если сравнивать со станками нашей линейки, то он ближе к ОЦС-1М, но сильно проигрывает по конструкции и характеристикам.
Вы сказали, что Вам нужен диаметр 280 мм. Ни ОЦС-1М, ни оцилиндровочный станок Кедр не проходят под Ваши требования.
Поэтому я Вам предлагаю ОЦС-2А или 3А.Это автоматические станки. Это означает, что выставление размеров будет только один раз на весь проект. Нам удалось свести к минимуму вероятность ошибки оператором.
Все наши оцилиндровочные станки снимают слой древесины до 100 мм на радиус, причем сразу в чистовой размер. Это означает, что можно цилиндровать бревна с высокой степенью кривизны и конусности за 1 проход. Кроме того это характеристика косвенно показывает запас прочности и мощности станка.
Все наши оцилиндровочные станки оснащены автоматическими люнетами, который работают 5 позициях. На прогиб под собственным весом, отгиб фрезой при цилиндровке, отгиб фрезой при фрезеровке паза, гашение вибраций.По умолчанию станки для оцилиндровки бревен оснащены инструментом на диаметры от 160 до 300 мм.
Подвижной задней бабкой, электроприводами, гидравлическим подъемниками, обогревом электроники, защитой от перепадов напряжения, механической и электронной защитой от нештатных режимов (от дурака).
Как менеджер по продажам скажу, что мне очень нравиться продавать оцилиндровочные станки нашего завода. Потому что я не имею с ними головной боли в виде претензий. Они работают годами не доставляя проблем своим владельцам.
Настоятельно Вам рекомендую посмотреть оцилиндровочные станки Кедр (или любой другой) в живую, а после посмотрите наш или хотя бы пообщайтесь с владельцами. Координаты я вам давал в предыдущем письме. Обычно после этого вопросов с выбором не возникает.
Функции
Основная функция, которой обладает любой оцилиндровочный станок, – обработка бревен как тела вращения фрезерованием. Но чтобы сложить сруб, просто цилиндрических заготовок недостаточно. И в этом случае на помощь придут дополнительные возможности оборудования:
- выемка пазов для формирования различных замковых соединений;
- изготовление паркетных плашек, бруса;
- пиление погонных изделий;
- распилка лесоматериала на лафет и далее на обрезные доски;
- все стадии оцилиндровки бревен, начиная от черновой и заканчивая финальной;
- выемка монтажных чаш и компенсационных пазов.

При этом само бревно не переустанавливается, а в ходе работы меняются фрезы и отдельные узлы. В результате получают детали с широким диапазоном диаметра. Ограничение касается длины обрабатываемых бревен: санки рассчитаны на семиметровые заготовки. Умелое сочетание фрез с приемами работы позволяет изготовить сложные деревянные конструкции.
Оборудование для формирования профиля
Изготовление граней и пазов оцилиндрованного бревна осуществляется с помощью пил или специализированных фрез.
В зависимости от типа станка и его комплектации, эти операции выполняются либо одновременно, вместе формированием цилиндрической формы бревна, либо за дополнительный проход. Разумеется, первый вариант предпочтительней, с точки зрения быстроты обработки и производительности в целом.
В зависимости от типа режущего инструмента процесс оцилиндровки выполняется:
1) Точением
Основное движение – вращение заготовки или инструмента, при котором стружка образуется непрерывно.
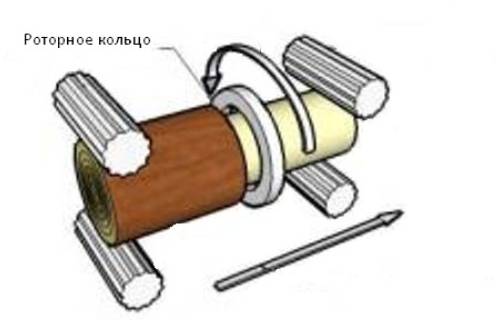
В качестве режущего модуля могут выступать:
- ротор (охватывающая головка с набором круглых резцов для черновой и чистовой строжки) – оптимальная комплектация для станков, не вызывающая трудностей в перенастройке;
- проходные резцы (угловые, косопоставленные ножи) – эффективная, но устаревшая технология, применение которой требует участия квалифицированного специалиста.
2) Фрезерованием
Основное движение – вращение инструмента:
- двух продольных фрез;
- торцевых фрез с продольной подачей;
- торцевых конических фрез с продольной подачей.
Самый распространенный вариант на сегодняшний день – торцевоконические фрезы. Но для проходных станков наиболее перспективными считаются профильные.
На позиционном станке с подвижным фрезерным узлом профиль изготавливается уже после формирования цилиндра. Блокируется механизм вращения, на суппорт крепятся фрезы/пилы. При этом решающее значение имеет быстрота переустановки и правильная наладка оборудования, иначе образуется ощутимый простой.
На большинстве станков проходного типа фрезерные и пильные узлы имеются в базовой комплектации. Расположены они по ходу движения бревна, за режущим модулем. Прямолинейность кромок пазов, как и формирование самого цилиндра, напрямую зависит от степени кривизны исходного сырья.
Несмотря на то, что точение признается более точной технологией для получения идеального цилиндра, качество реза от вида станков особо не зависит – только от заточки инструмента, его правильной настройки и эксплуатации
Важно, чтобы сохранялись установочные базы заготовки между операциями – любая перенастройка приводит к потере точности изготовления различных конструктивных элементов. В этом плане лучшим признано оборудование позиционного типа с фиксированным положением бревна
На таких станках отклонения в размерах могут возникнуть только при сильном износе режущих инструментов или недостаточной жесткости конструкции станины
На таких станках отклонения в размерах могут возникнуть только при сильном износе режущих инструментов или недостаточной жесткости конструкции станины.
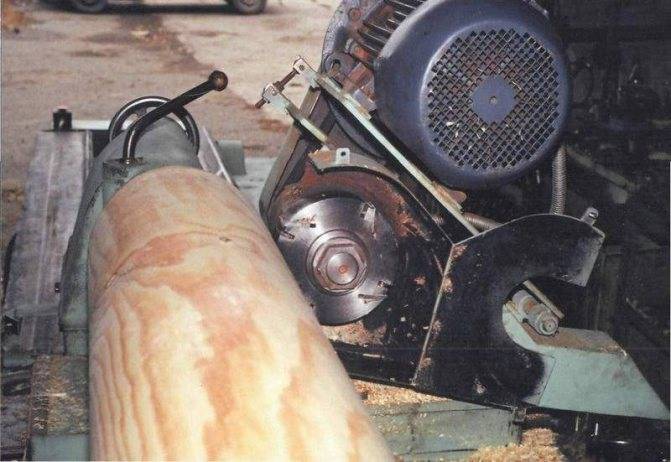
1 Оцилинровочный станок – особенности оборудования
Станок для оцилиндровки бревен – механизм, в котором обработка бревен осуществляется за счет контакта с ними нескольких специальных фрез. Приводятся последние в движение специальным мотором (в некоторых комплектациях их два).









Все бревна во время подачи надежно фиксируются системой, благодаря чему достижима их простая и равномерная обработка.
Также в зависимости от типа оборудования может он иметь и рельсовый путь, установка которого для версии проходного типа требует специального бетонного основания для установки.
В продаже представлены различные виды оцилиндровочных станков, в том числе, оборудование вида Русь и Шервуд проходного типа, а также модульного типа.
Данное оборудование, как приборы Шервуд или Русь, могут быть самостоятельными единицами или же идти в составе комплекса деревообрабатывающего. Они бывают различной мощности.
Средний объем бревна, которое свободно пропускают станки Русь, Термит, Шервуд, составляет 240 мм, хотя отдельные варианты такого оборудования легко справляются и с более крупными образцами.

Оцилиндровочно — фрезерный станок Шервуд ОФ-28Ц
Оцилиндровочные установки позволяют выполнять целый ряд видов обработки материала. В частности, именно с его применением делают непосредственную оцилиндровку бревна, подготовку продольного паза укладочного, пропила компенсационного, а также специализированных элементов для крепления – боковых чаш.
Подходит данное оборудование для всех без исключения разновидностей материала, в том числе, популярного бука, дуба, березы, ясеня, груши, ольхи, сосны и других разновидностей дерева.
1.1 Плюсы и минусы данной технологии обработки
К преимущества данного вида станков для обработки бревна нужно отнести:
- Высокую скорость обработки изделий.
- Точность в выполнении многих видов обработки благодаря разновидности заточки ножей.
- Абсолютную безопасность оператора при работе с таким оборудованием.
- Простоту в настойках, высокий уровень автоматизации таких устройств.
- Высокое качество обработки материала, независимо от качества обрабатываемой древесины
- Универсальность – с таким устройством вы сможете делать любые заготовки из натурального дерева.
- Малый расход древесины, который дают не только образцы Русь и Шервуд, но и самодельный оцилиндровочный станок.

Оцилиндровочные станки позволяют делать любые заготовки из натурального дерева
Что же касается недостатков, присущих данному виду устройств, то среди них нужно отметить:
- большие габариты оборудования, ввиду которых любители обрабатывать дерево своими руками не всегда могут устанавливать подобные конструкции в собственном доме;
- высокие цены на сменные детали, а также необходимую обработку изделий перед началом работы, к примеру, заточки ножей.
1.2 Сменные детали к станкам оцилиндровочным
Для простой обработки на таких станках бревен различных типов без изменения качества отделки материала для таких конструкций необходимо закупать такие виды комплектующих:
Сменные фрезы, в особенности, нестандартных типов (при закупке данных компонентов особое внимание нужно уделить качеству заточки ножей под отдельные виды бруса). Дополнительные электромеханические приводы для некоторых типов конструкции. Сменные детали для обработки чаш
Детали для выполнения компенсационного пропила
Сменные детали для обработки чаш. Детали для выполнения компенсационного пропила.
Также иногда для данного вида оборудования, в том числе, станков Шервуд и Русь, можно покупать специальные виды заточки ножей для отдельных бревен, а также некоторые гибкие сменные элементы. Их можно заменять своими руками. Перечень таковых для каждого устройства индивидуален.
Как собрать сруб из оцилиндрованного бревна своими руками

Начните с подбора правильного диаметра бревен с учетом вашего климата. Если на местности температура воздуха в холодное время года не опускается ниже —30 °С, то вполне сгодится лес диаметром 22—24 см. Для морозных зим потребуются бревна от 26 см.
Будьте внимательны к дефектам материала. Следите за прямолинейностью форм и безжалостно отбраковывайте экземпляры с визуально зафиксированной кривизной. Для получения необходимой длины, можно использовать горизонтальное сопряжение (сращивание) коротких бревен:

Решите каким образом будете доставлять лес на высокие ярусы. Можно использовать блочную систему или элементарное приспособление с укладкой гладкого бруса на верхний венец с подъемом стройматериала при помощи строп:

Как привязать перегородку к наружной стене

Внутренняя стена стыкуется с наружной в зависимости от типа углов. Если углы вязали с остатком, то разумно и пятую стену выполнять с остатком. Если сруб создан без остатка, то и перегородку врезают без него — вровень.
Популярна врубка на шип — в курдюк:
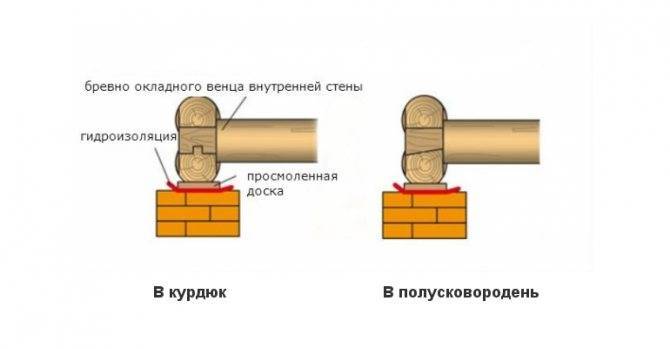
Сковородень с прямой стороной называется полусковородень. Удобен при крестообразном соединении стен.










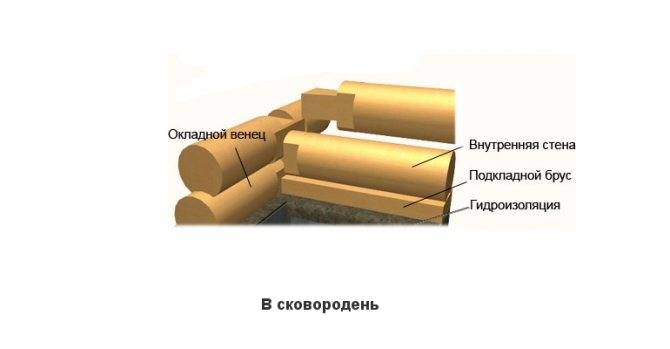
Также врубают сковороднем — вертикальным гребнем, который имеет расширение к торцу. В венцах наружных стен проделываются соответствующие пазы:
Укладка на фундамент
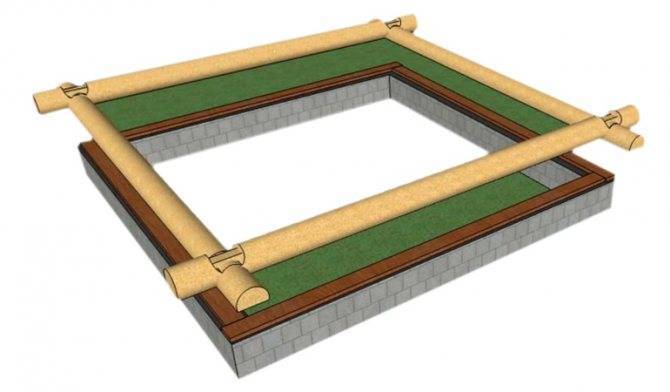
На фундамент укладывается пропитанная битумом доска толщиной 50 мм и шириной 150 мм, на нее — тесанный снизу окладной венец. Проверьте горизонтальность венцов и вертикальность углов, при необходимости скорректируйте.
Фиксация венцов

Для фиксации венцов между собой используют деревянные штифты — нагели или шканты. Их забивают деревянным молотком в просверленные в шахматном порядке отверстия с шагом 1,5—2 м. Глубина отверстия сверлится с запасом в 3—5 см, чтобы бревно при усушке не повисло на нагелях. Подробности на видео:
Диаметр нагеля должен быть от 20 мм. Можно приобрести рукоятки для лопат и распилить их на цилиндры необходимой длины. Диаметр изготовленных таким образом болванок составит чуть больше нормы — 25 мм.
Сверло берут меньше на 1 мм — 24 мм, чтобы нагель сидел плотно. Угрозы подвисания бревна здесь нет, по мере усушки дерева просверленный диаметр отверстия увеличится.
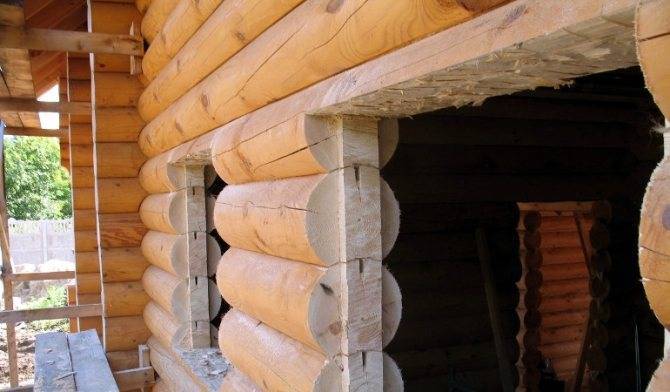
При укладке венцов будьте внимательны к чертежам и оставляйте необходимые проемы для окон и дверей. Работая над перекрывающим венцом, запилите проем по отвесу в размер и обработайте боковые торцы: они должны заканчиваться вертикальным гребнем:
При установке в проемы косяков и дверных коробок следует оставить запас 5—10 см на усадку. Аналогичное расстояние нужно предусмотреть, если проемы создаются не в процессе сборки, а выпиливаются бензопилой уже в готовом срубе.
Утепление

Утепление можно проводить во время возведения стен, но допустимо конопатить и уже собранный сруб. Между бревен укладывается войлок, пенька, лен, джут или другие специальные материалы.





