

Создание собственного поста
Рабочее пространство можно организовать своими руками. При создании мобильного сварочного поста требуются дополнительные компоненты для переноса инструментов и расходных материалов.
Сбор инструментов и материалов
При организации рабочего пространства сварщика потребуются:
- Устройства подачи тока. К ним относят трансформаторы или генераторы, часто работающие от сети 380 В.
- Баллоны с инертным или активным газом. На стационарных постах устанавливают емкости большого объема.
- Комплект фиксирующих инструментов. К ним относятся тиски и струбцины.
- Средства предварительной обработки металлических деталей – устройства холодного проката и вальцовки, трубогибы.
- Инверторы, сварочные полуавтоматы для мобильного поста.
- Электроды, присадочная проволока. Рекомендуется приобрести разные виды материалов.
Рекомендуем к прочтению Как разделывать металлические кромки под сварку

Как собрать
В процессе создания сварочной кабины своими руками соблюдают следующие правила:
- Рекомендованная длина рабочей зоны – 2 м, ширина – 2,5 м. Высота потолка должна составлять не менее 2 м. Нельзя делать верхнюю часть кабинета закрытой.
- Для сборки стен используют листовую сталь или фанеру, обработанную негорючим составом.
- Для предварительной подготовки и сварки металлических деталей организуют удобный сварочный стол. Его можно делать стационарным или складным. Для сборки используют профильные трубы, толстые стальные листы. Столы должны снабжаться металлическими держателями, фиксирующими идущий от источника питания токопроводящий кабель, заземляющий провод.
- В боковой части стола размещают контейнеры для складирования электродов, сварочной проволоки. Устанавливают выдвижные ящики, в которых будут храниться мелкие инструменты, техническая документация.
- Устанавливают одно- или многопостовые источники питания дуги. Первый вариант предпочтителен при самостоятельной организации рабочего пространства. Во втором случае потребуется использование токоподводящих шин.
- Монтируют рубильник для управления сварным током.
Устройство по этапам
Сварочный кабинет можно обустроить в гараже, на производственной площадке, станции технического осмотра. При этом используют следующую схему выполнения работ:
- Выбирают место. Рекомендуется располагать пост вдали от легковоспламеняющихся жидкостей, материалов и газов.
- Собирают кабину. От пола до нижнего края стен оставляют зазоры в 5 см для проветривания. При работе с инертными газами это расстояние увеличивают до 30 см. Устанавливают вентиляционные сетки. На входе вешают брезентовую или пластиковую негорючую ширму.
- Монтируют стол со столешницей. Предусматривают возможность регулирования высоты стоек и площади столешницы.
- Устанавливают осветительные приборы.
- Окрашивают стенки кабины светло-серой краской, поглощающей ультрафиолетовые лучи. Выбирают красящие составы на основе титана или цинка.
- Монтируют вытяжную установку принудительного типа. Подключают оборудование к централизованной системе воздухообмена.
- Заливают пол бетоном. Можно использовать для формирования напольного покрытия кирпич.
- Монтируют рубильник для аварийного отключения сварочных аппаратов.
На последнем этапе подключают оборудование к источникам питания.
Иные требования
Также не стоит забывать о следующих дополнительных инструментах, которые облегчают работу сварщика. Это:
- винтовые зажимы для плотного контакта с изделием;
- проволочные щетки (ручные и с электроприводом) – для удаления шлака и ржавчины;
- узкая и широкая стальная щетка для очистки кромки и швов;
- зубила, клейма и молотки – для врубки мест с дефектами, устранения брызг, установки клейма и пр.;
- молоток с заостренным концом для отбивания шлака;
- набор шаблонов для промера величины швов;
- брезентовые сумки или стаканы – для хранения электродов.
Если сварщик работает с неплавящимся электродом, то он должен иметь набор заточенных вольфрамовых электродов, пассатижи, гаечные ключи, кусачки, пассатижи и пр. Инструмент следует хранить в специальном ящике или сумке.
Таким образом, от того, насколько грамотно было организовано рабочее место сварщика, использующего метод ручной дуговой сварки, зависит в целом эффективность и безопасность работ. Под рабочим местом понимается участок, закрепленный за сварщиком, который оснащен оборудованием, инструментами и приспособлениями для проведения сварки. Правильно организованное место снижает травматизм и несчастные случаи на производстве.
Главные цели 5С
Благодаря данной технологии на производстве сварочный процесс проходит намного продуктивнее, так как главными целями 5С являются:
- обеспечение чистоты и порядка на рабочем месте сварщика;
- значительная экономия времени, которая главным образом достигается благодаря тому, что все нужные инструменты лежат на правильных и легкодоступных для сварщика местах;
- повышение уровня безопасности и сокращение количества несчастных случаев;
- значительное улучшение качества продукции и одновременное снижение количества дефектов;
- создание комфортной и стабильной эмоциональной атмосферы, формирование стимула производить работу;
- максимальное повышение производительности труда.
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
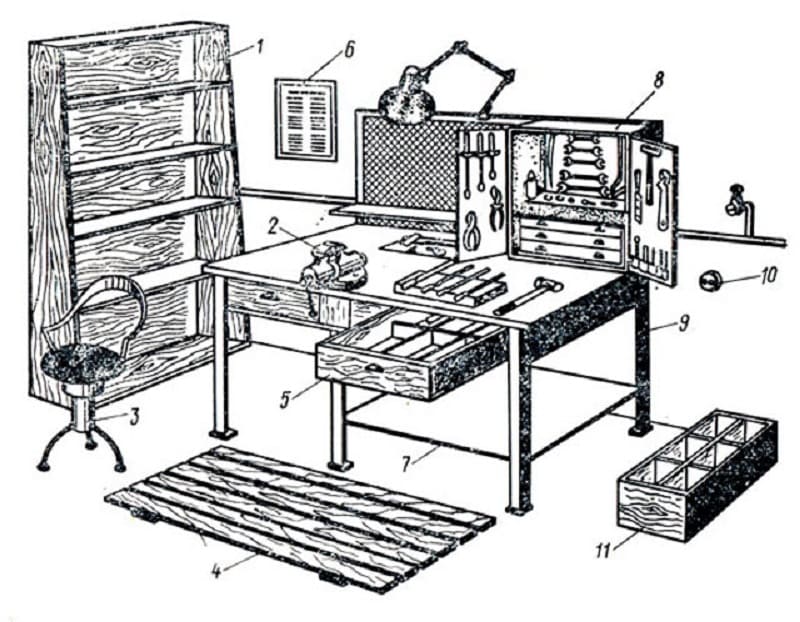
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.





Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
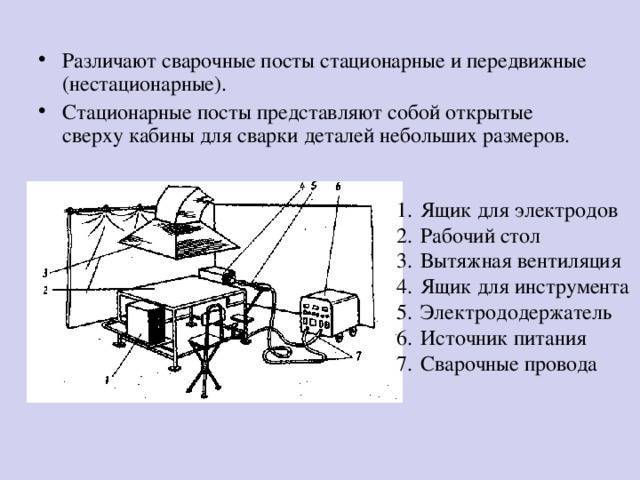
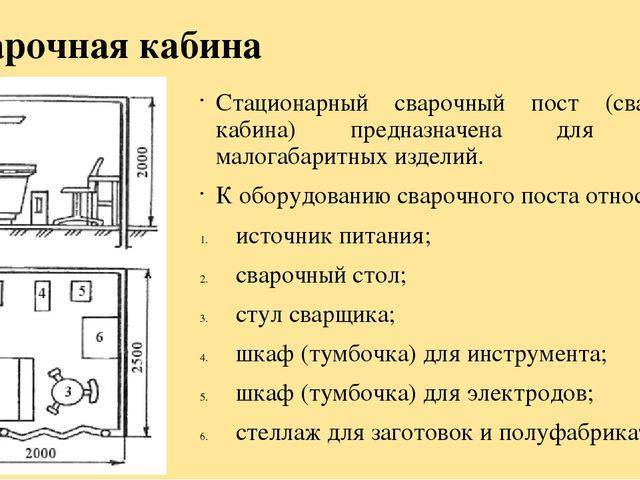
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.

Пример стационарного сварочного поста
При обустройстве учитывают требования нормативных документов:
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.
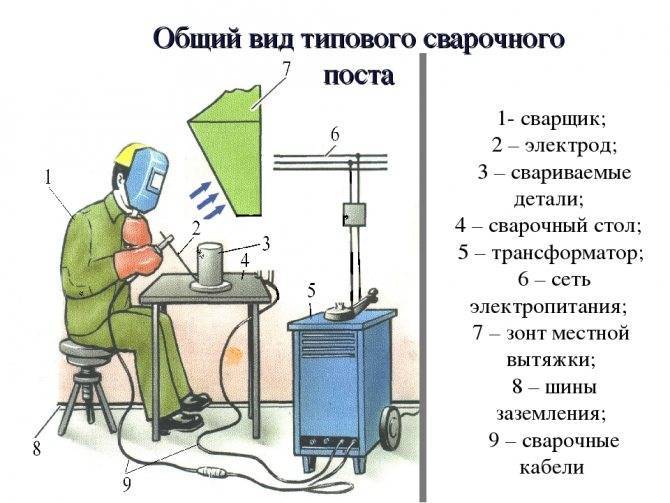
Общий вид типового сварочного поста
Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.

Пример передвижного сварочного поста
Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Виды систем вентиляции и правила обустройства
Вытяжка для сварочного поста, установленная по правилам, способна заметно уменьшить концентрацию опасных веществ в атмосфере и минимизировать вред, наносимый окружающей среде. Тип и мощность вентиляторов, а также трассировку воздуховодов выбирают с учетом количества и расположения мест для сварщиков. Вытяжные конструкции можно размещать на крышах цехов или возле них, забор воздуха при этом не должен находиться на участке для выброса загазованной среды.
Местная
Сварочный цех или мастерская имеют местную и общую вытяжки
При создании вытяжки местного типа вентиляцию постов выбирают с учетом величины свариваемых элементов и интенсивности работ. От этих нюансов зависит количество и состав образующихся газов. Благодаря простой схеме и устройству производительность такой системы достигает 5,5 тыс. м3/час. Во время сварки и наплавки крупных изделий на столах, не дополненных устройствами, сварочные аэрозоли убирают с помощью отсосов мобильных агрегатов с фильтрационной вентиляцией. Для некоторых типов работ целесообразно использовать вытяжки подъемно-поворотного вида. Их конструкция включает гибкий шланг диаметром до 200 мм, закрепленный на консоли и направленный в нужную зону. Приемный патрубок при этом размещают на дистанции в 7-8 метров от работника.
Общеобменная

Вытяжные вентиляторы на сварочных постах
Система общеобменного типа включает в себя нагнетающий и вытяжной вентиляторы, а также воздуховоды, оснащенные фильтрами и регулируемыми приточными конструкциями. Такая вентиляция предназначена для обеспечения свежим воздухом всех помещений цеха и уменьшения содержания вредных примесей в атмосфере. Ее стоит выбирать, если в процессе работ используют более 200 г/час электродов на 1 м3 от общего объема помещения. В противном случае притоки воздушных масс будут обеспечиваться естественным путем.




Зимой наружный воздух подают в цех при температуре не ниже +18 градусов. Общеобменная вентиляция для сварочного поста должна быть дополнена фильтрационными элементами, очищающими воздух перед выбросом в пространство. Производительность устройств подбирают так, чтобы обеспечить 10-кратный воздушный обмен. Вертикальная скорость перемещения масс воздуха сохраняется на отметке не ниже 0,1 м/с. Этого значения достаточно для смешивания сред и ликвидации сварочных аэрозолей из зон вне постов.
Внутри замкнутых и полузамкнутых пространств

Для организации вентиляционной системы внутри замкнутого или полузамкнутого пространства предусмотрено несколько доступных схем. В цехе можно создать организованный воздухообмен в одной емкости, куда будет осуществляться подача чистого воздуха снаружи. Далее воздушные массы удаляются механическим способом за счет совместного действия притока и вытяжки. Второй способ включает удаление загрязненных масс возле электросварочных дуг, также существует третий вариант, подразумевающий вентилирование только зоны дыхания работника за счет подачи чистого воздуха под щиток.
Самым распространенным типом системы является схема вентилирования емкости при помощи приточной струи, в которой предусмотрен монтаж гибких шлангов и вентиляторов с высоким давлением. Главное преимущество этого способа заключается в подаче чистого и подогреваемого в холодное время года воздуха с улицы. Цистерны в такой схеме располагают на специально отведенных для этого местах. Чтобы определить объем подаваемого воздуха, его скорость на рабочем участке не должна превышать 0,7-2,0 м/с для ручной сварки. Избежать попадания загрязненного воздуха в цех можно, установив подачу масс с противоположной стороны.
Как оборудовать пост электросварщика
Независимо от функциональности (неподвижный или передвижной) место работы электросварщика должно соответствовать таким требованиям.
- Обязательное заземление оборудования.
- Достаточная освещенность (лучше всего, когда сочетается естественный и искусственный свет).
- Бетонные или кирпичные полы.
- Столешница из стали и чугуна, к которой подведен кабель массы.
- Наличие ящиков или карманов, где можно уложить электроды.
- Для возможности работать сидя — сидение из диэлектрического материала.
- Резиновый коврик, на котором можно стоять.
Также для работы на улице обустраивают накрытие для защиты места от осадков.
Стационарный пост
Стационарные посты должны соответствовать следующим требованиям.
- Неподвижное рабочее место обычно изготавливают в виде закрытой кабины без кровли. Площадь такого поста не должна быть меньше 3-х м². Высота стен 2 метра. Вход в кабину прикрывается ширмой из брезента.
- Внизу кабины должен быть зазор между стенами и полом (250-300 миллиметров).
- Рабочий стол изготавливается из стали или чугуна. Площадь столешницы не менее одного квадратного метра.
- Сам стол может регулироваться по высоте, чтобы сварщик мог работать стоя или сидя. Для стоячей работы столешница устанавливается на расстоянии 90 см от пола. Для сидячих работ — 50-60 см.
- Окружающие стены такой кабинки должны быть из негорючего материала. Окрашивают их краской в светло-серые тона. Сами белила должны поглощать ультрафиолетовое излучение.
- Обязательно устанавливается хорошая вытяжка для удаления дыма и других продуктов горения. Также нужна и приточная вентиляция. При этом по требованиям безопасности вентилирование должно обеспечивать обмен воздуха объемом не менее 40 куб. метров в час.
- Освещение должно быть не менее 60-80 люменов по яркости. Очень хорошо, когда такой пост может сочетать уличный свет с ламповым искусственным.
Стационарные посты в обязательном порядке имеют заземление всего оборудования!
Кроме этого, обязательно устанавливается стационарное сварочное оборудование. Обязательно наличие рубильника, позволяющего обесточить все аппараты в экстренном случае.
Также оборудуются дополнительные ящики и крепления для расходников и инструментов.
Передвижной пост
Такие посты очень удобны при сварке на больших пространствах и работе с большими по параметрам конструкциями.
- Все оборудование для электросварки располагается на передвижной тележке.
- Длина кабелей должна обеспечивать удобства перемещения при работе.
- При сварке на улице не стоит устраивать дополнительную вентиляцию. Продукты горения, выделяемые в процессе сварки, сами быстро разносятся.
- Переносной сварочный пост для работы вне помещений должен иметь щиты для быстрой сборки навеса в случае выпадения осадков.
- Для защиты окружающих от воздействия вспышек электрической дуги такие посты дополнительно должны комплектоваться разборными щитами, которые можно легко перемещать по территории.
- Чтобы сварщику было удобно работать, передвижные посты дополнительно имеют специальные тумбы и крепления для размещения электродов и инструментов.
Требования к оборудованию
При организации сварочных работ важное значение придается правильному размещению оборудования. Агрегаты и установки, которые состоят из нескольких сварочных агрегатов, располагают в отдельном помещении, огороженном перегородками с высотой не менее 1,7 м
Сварочные преобразователи в процессе работы могут создать шум, который оказывает негативное влияние на нервную систему, ведет к понижению внимания и работоспособности. Поэтому их рекомендовано изолировать и вывести за пределы производственного помещения.






Проходы между сварочными агрегатами и установками должны быть не менее 1,5 м, между сварочным агрегатом и стеной – от 0,5 м, между стационарным агрегатом, стеной и колонной – от 0,5 м.
Использование сварочного оборудования на монтажной площадке может создать определенные сложности при его хранении. Лучше всего, если сварочный аппарат будет располагаться в закрытом помещении, а к рабочему месту будут подтягивать только кабели для сварки. Если это сделать невозможно, то оптимально установить сварочный аппарат на передвижную тележку, что упростит его транспортировку.
Заготовки должны быть предварительно подготовлены к выполнению сварочных работ.
Цель организации рабочего места
Грамотная расстановка оборудования и создание определенных условий для выполнения работы содействуют следующему:
- повышается производительность предприятия;
- сварщику удобнее выполнять работу, поэтому улучшается качество результата;
- повышается защита рабочего от пассивных вредных воздействий (газы, излучение);
- предупреждаются травмы на производстве;
- создается благоприятная среда для работы других сотрудников, чья деятельность осуществляется рядом со сварщиком.
Чтобы достичь все эти цели прилагаются усилия по внедрению в рабочую местность ряда мер и технологий, которые обеспечивают достаточное пространство и удобство сварщику, а также защиту здоровья как самого специалиста, так и окружающих.
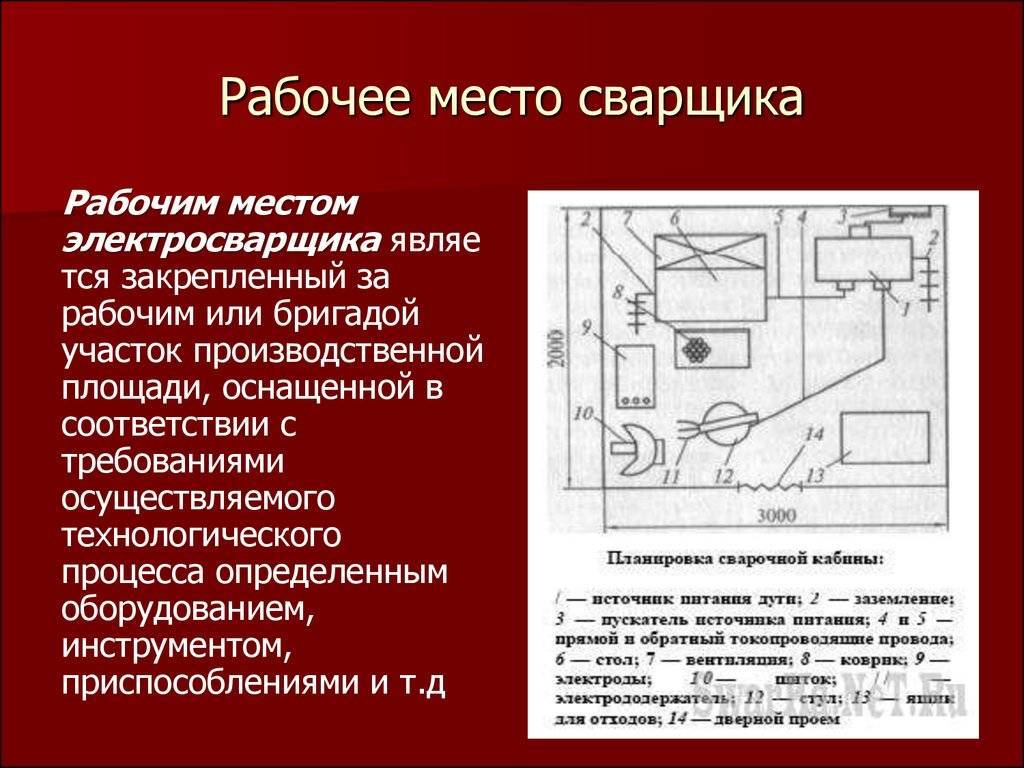
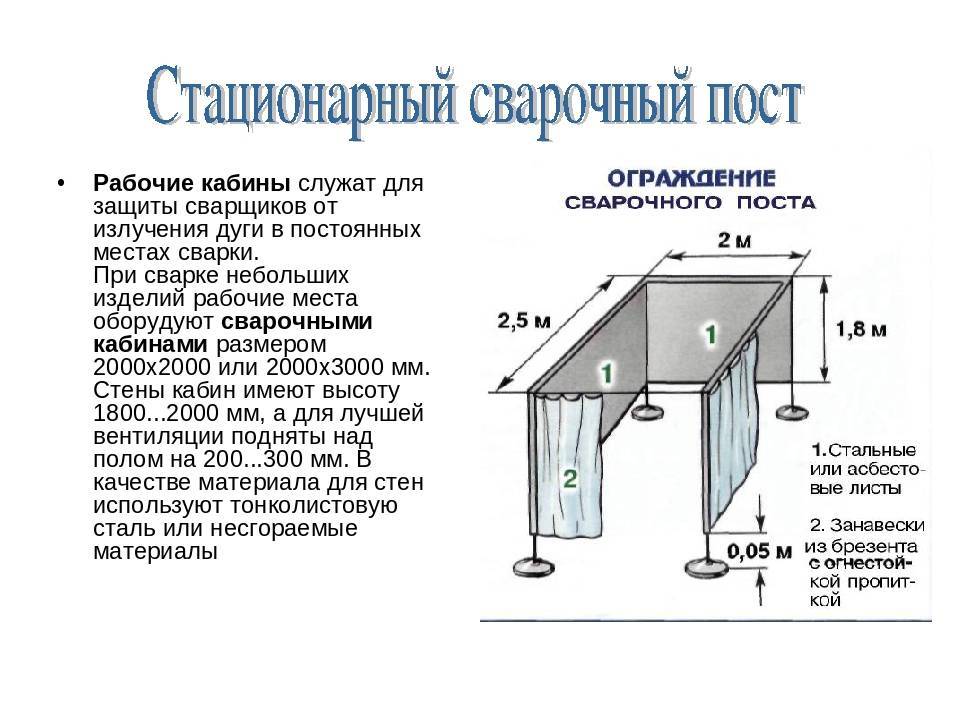
Организация рабочего места электросварщика, который трудится на постоянном месте в цеху, начинается с обустройства кабины. Это помогает спокойно выполнять сварочные работы, и ограждает других от искр и световых вспышек.

Кабина должна иметь размеры, позволяющие заносить в нее изделия предназначенные для сварки. Если производимые конструкции небольшие, то минимальная площадь кабины должна составлять 2 х 2 метра. Это даст расположить все необходимое и свободно перемещаться вокруг изделия. Чтобы излучение от сварки не мешало окружающим, высота стенок кабины устанавливается до 1,8 м. Поскольку большинство сварочных манипуляций производится на уровне стола, этой высоты будет достаточно. Каркас кабины выполняется из профильной трубы или уголков. Стойки крепятся к полу анкерами. Можно предусмотреть дверь, которая будет полностью изолировать рабочее пространство сварщика по периметру.
Для улучшения естественной вентиляции, между полом и началом стенки кабинки выставляется зазор в 150 мм. Это содействует притоку воздуха и поднятию вредных газов от сварки вверх. Стороны кабины можно изготовить из листового шифера или тонкого железа. Допускаются варианты из брезента и даже фанеры, но эти материалы необходимо пропитать огнестойкими составами. Окрашивать стенки желательно в цинковые или титановые белила. Подойдет желтый крон. Эти вещества на поверхности кабины будут хорошо поглощать ультрафиолетовое излучение. Если покрасить подобную конструкцию в черный или темно-синий цвет, то ухудшится общая освещенность, т. к. будет поглощение света, исходящего от лампы над рабочим местом.
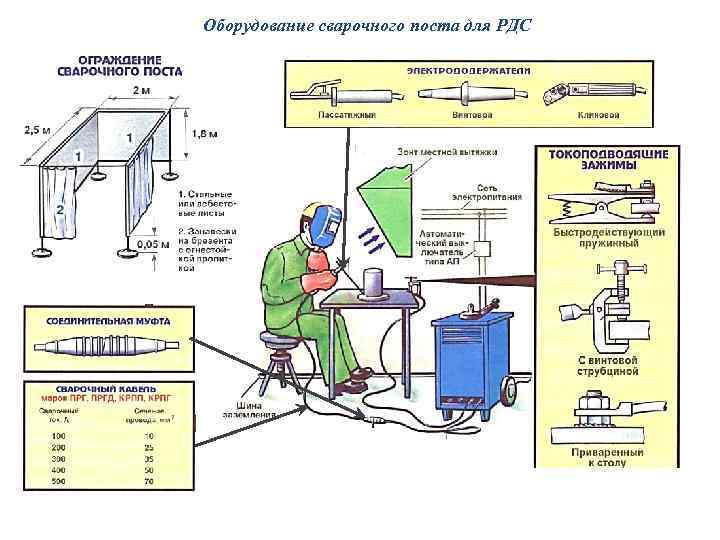
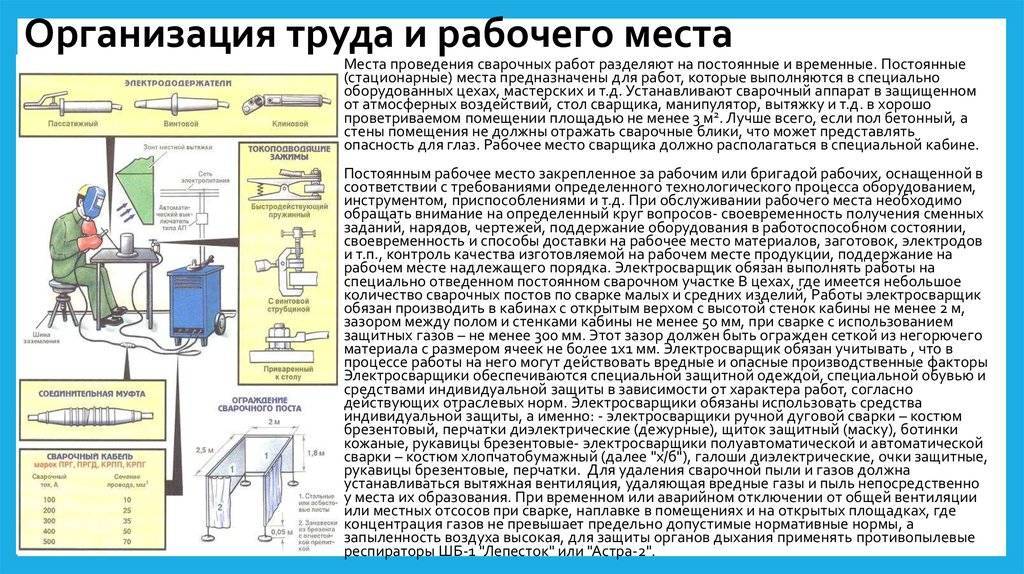
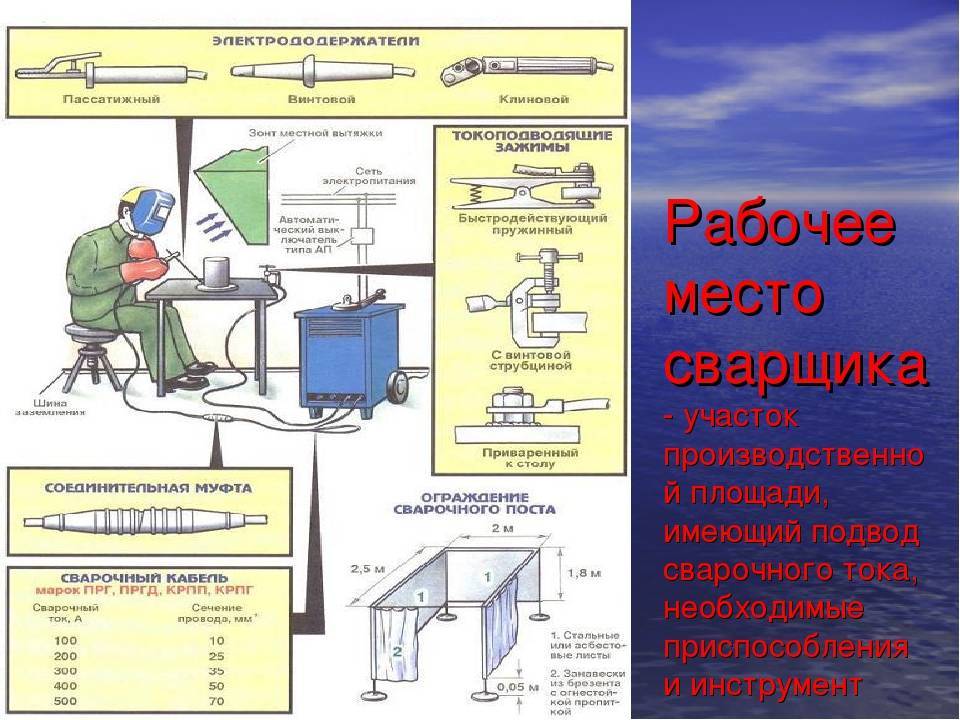
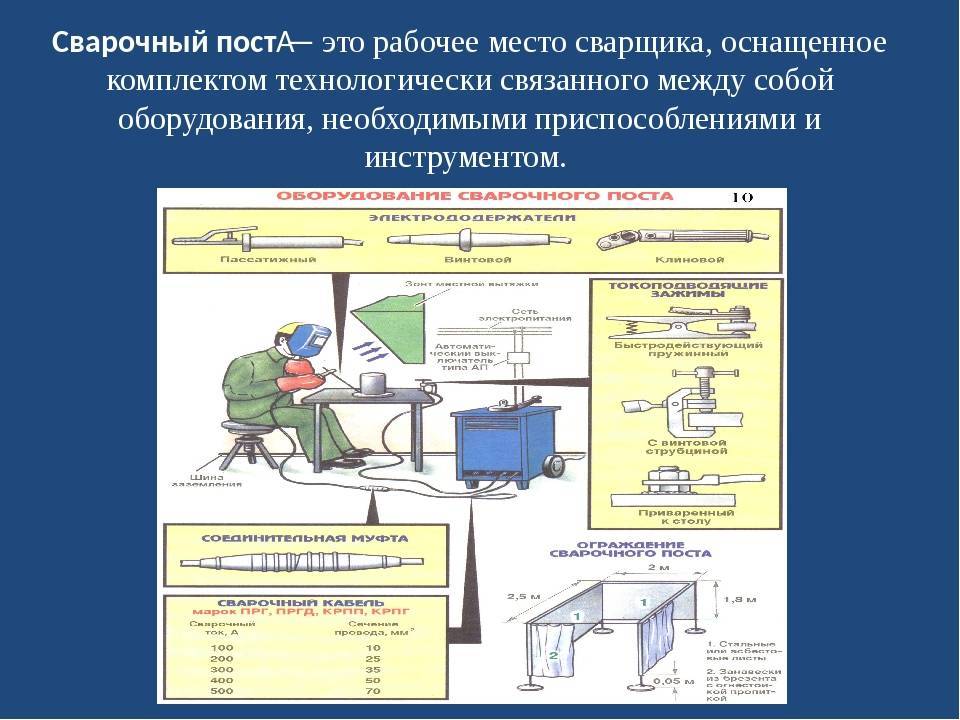
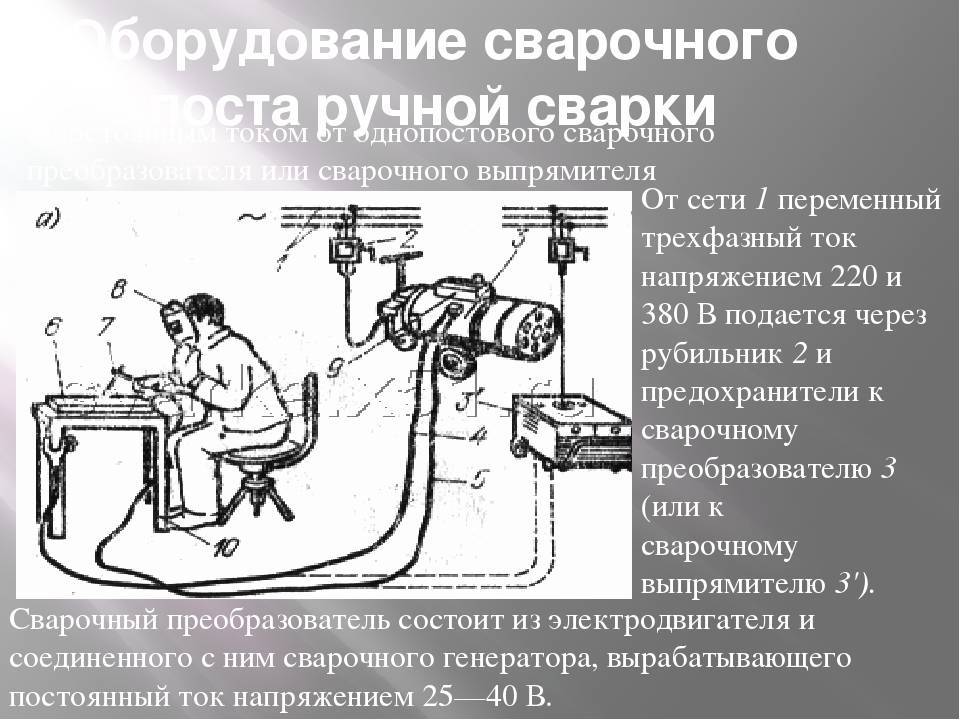
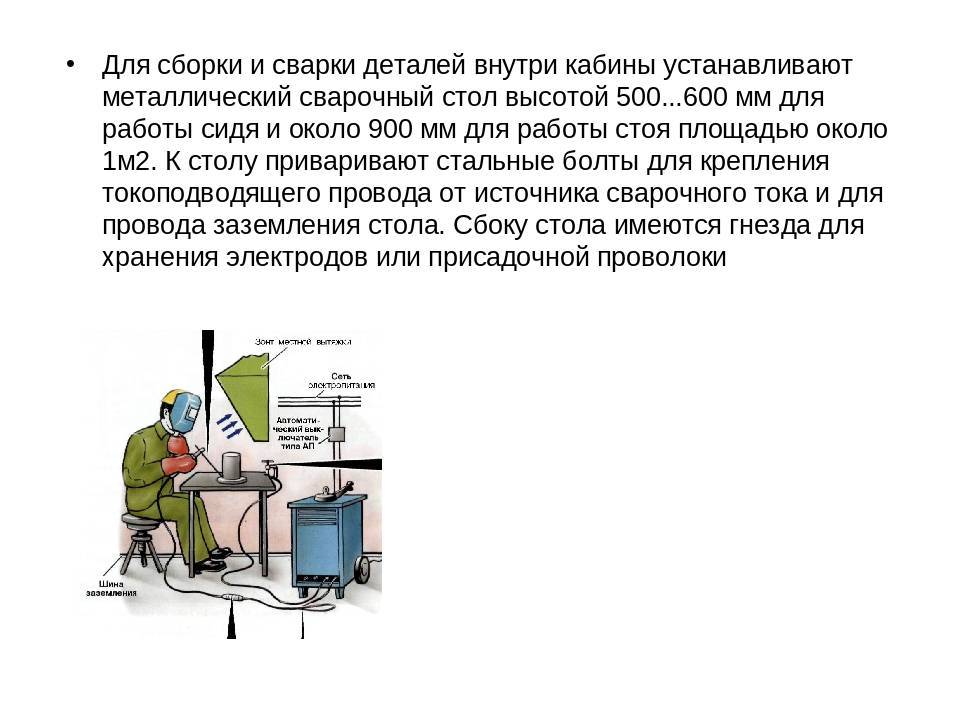
Оборудование сварочного поста для ручной дуговой сварки
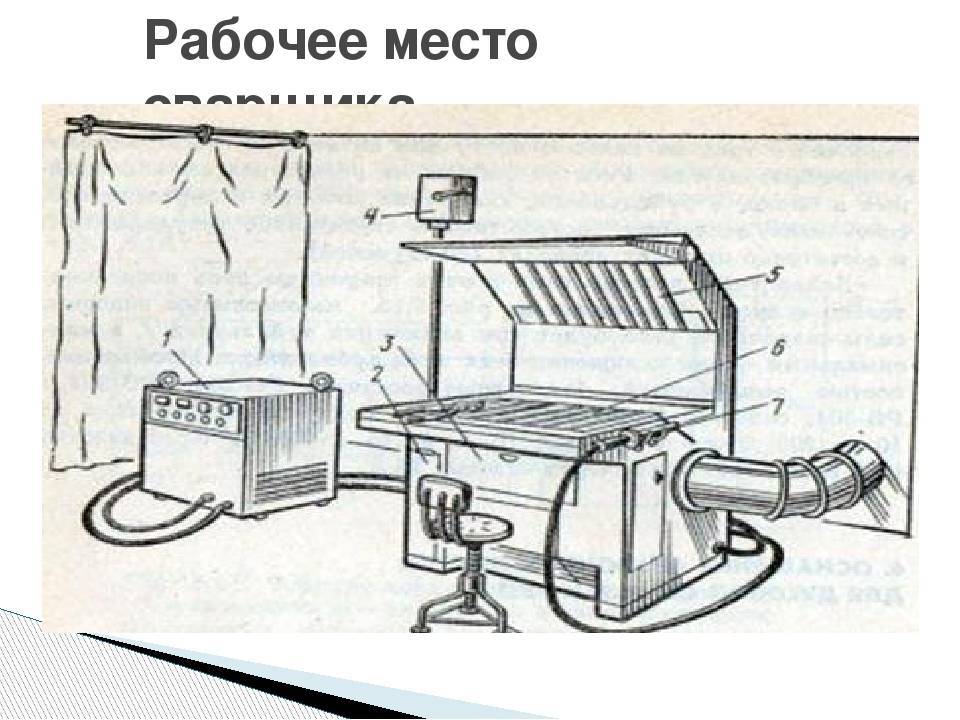
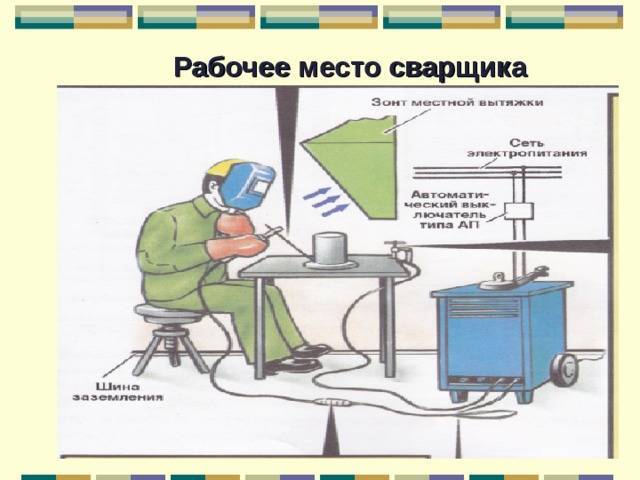
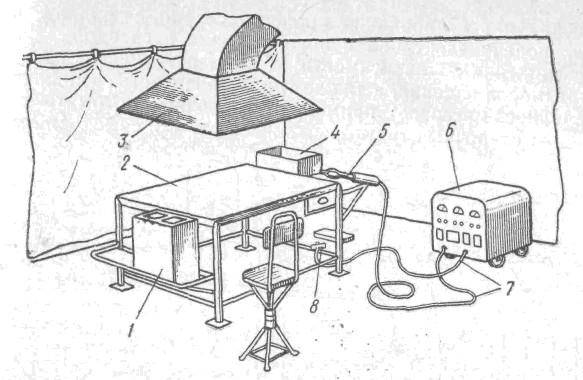
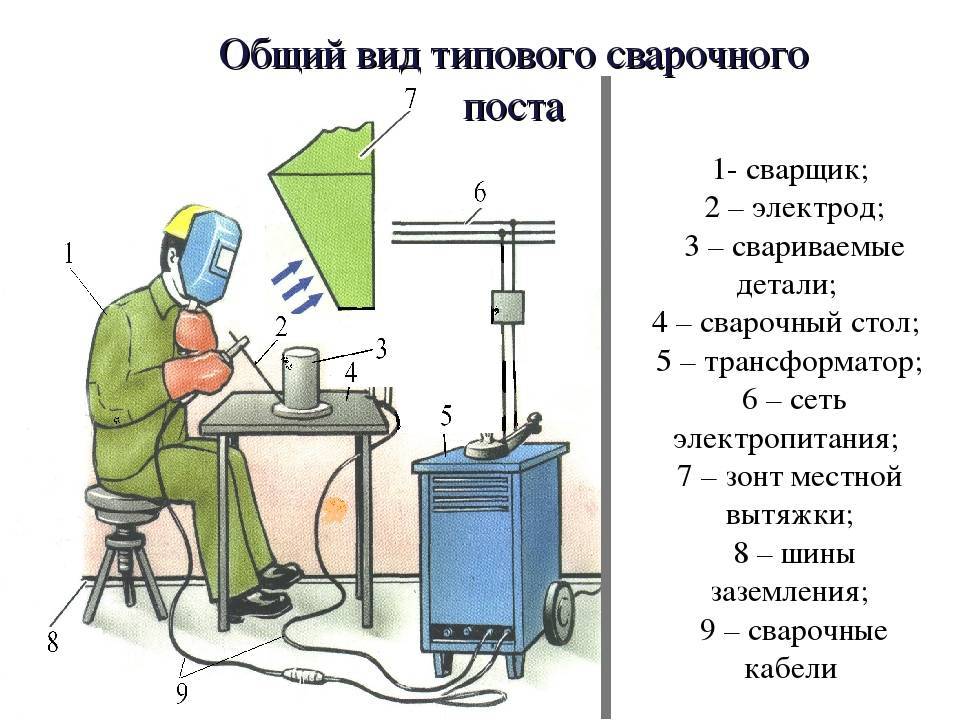
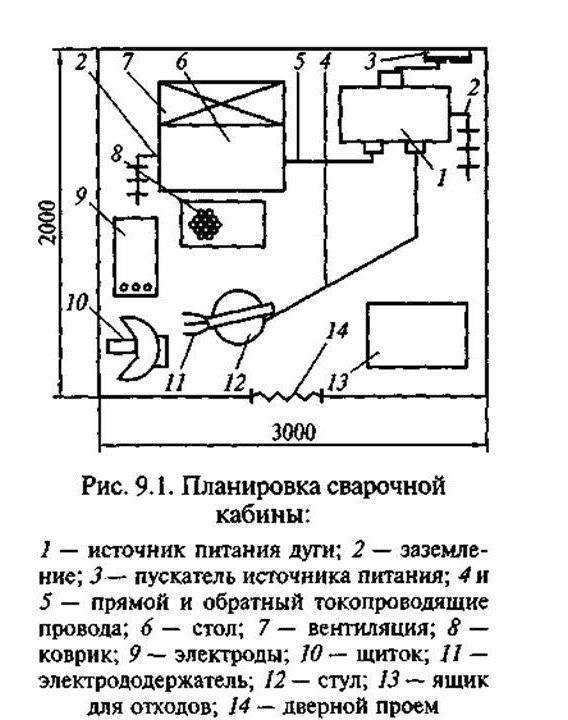
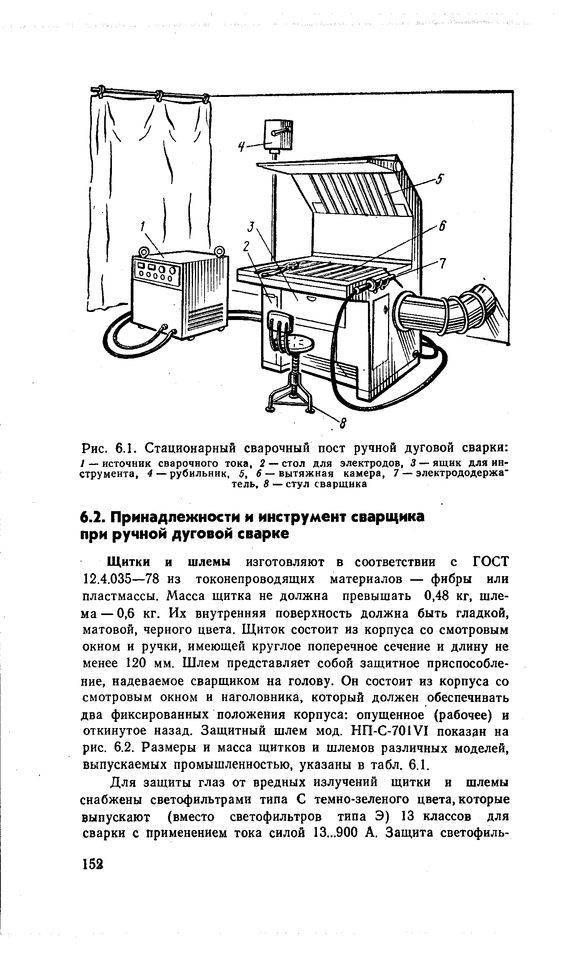
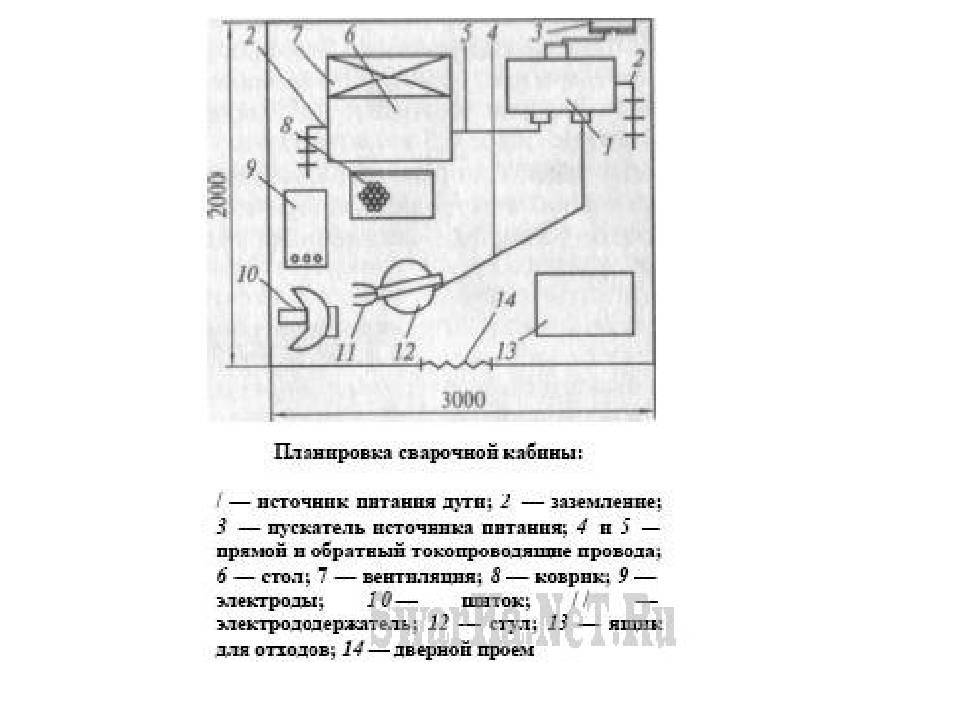
Рабочее место сварщика — это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
Рис. 20. Сварочный пост для ручной сварки: 1 — сеть
электрического питания; 2 — рубильник или магнитный пускатель; 3 — источник питания; 4 — сварочные провода; 5 — электрододержатель; 6 — зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,





сварочным щитком с защитными светофильтрами, различными
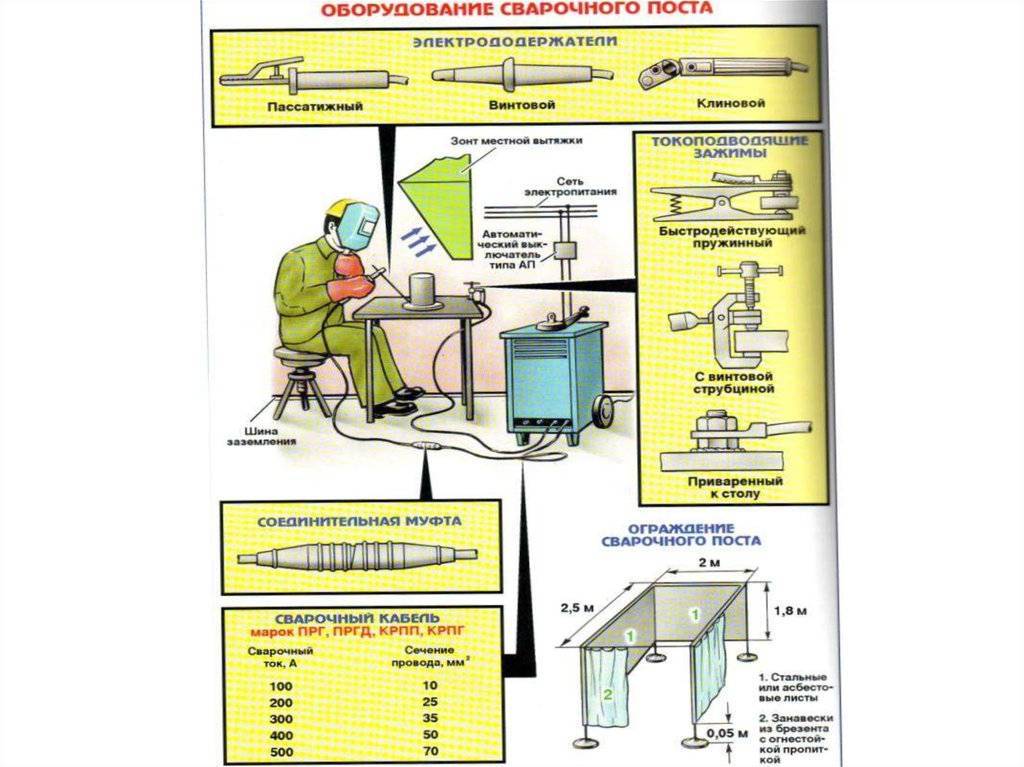
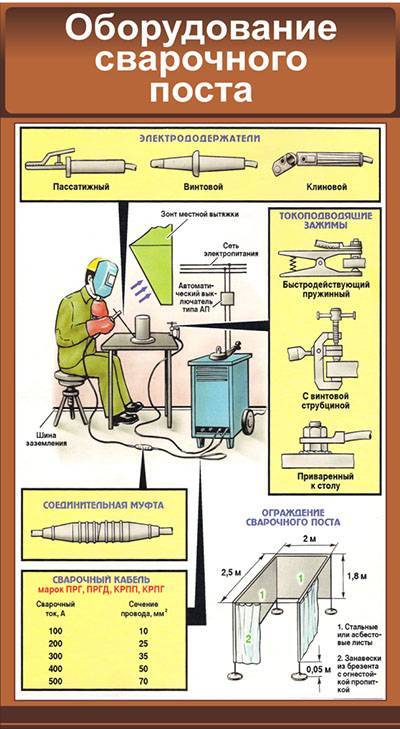
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель — приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа — для тока до 125 А; II типа — для тока 125—315 A; III типа — для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные
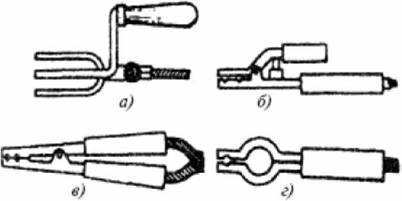
Рис. 21. Типы электрододержателей: а — вилочный; б — 111игатовый; в — ; г — с пружинящим кольцом
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А — №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А — № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.
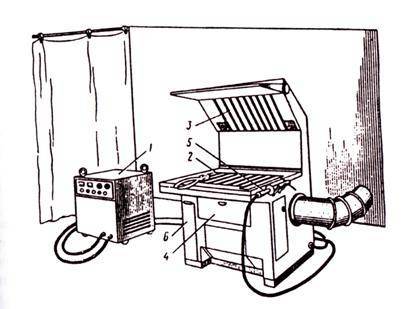
 Пример стационарного сварочного поста
Пример стационарного сварочного поста
При обустройстве учитывают требования нормативных документов:
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.
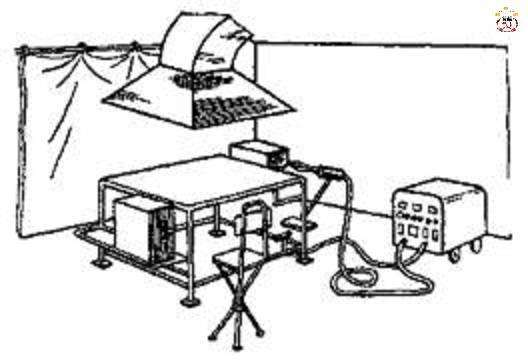
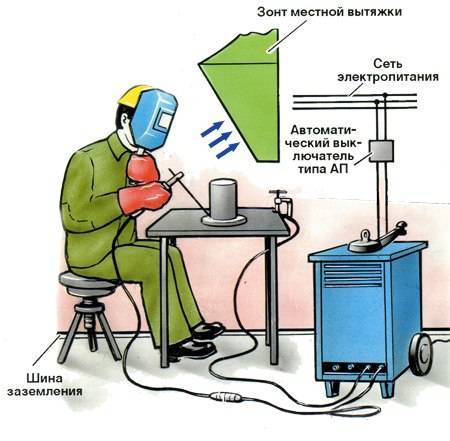
 Общий вид типового сварочного поста
Общий вид типового сварочного поста
Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.


 Пример передвижного сварочного поста
Пример передвижного сварочного поста
Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.





