

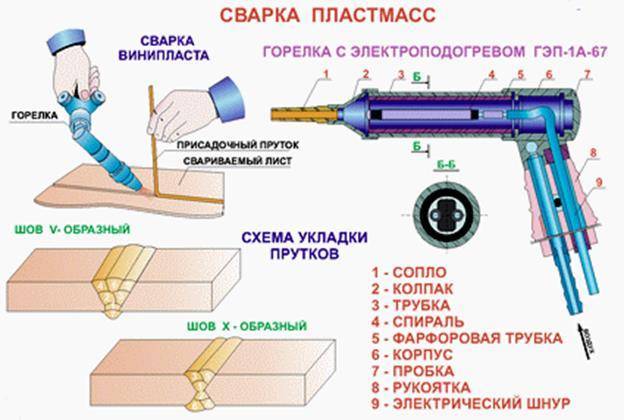
Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Особенности термопистолетов
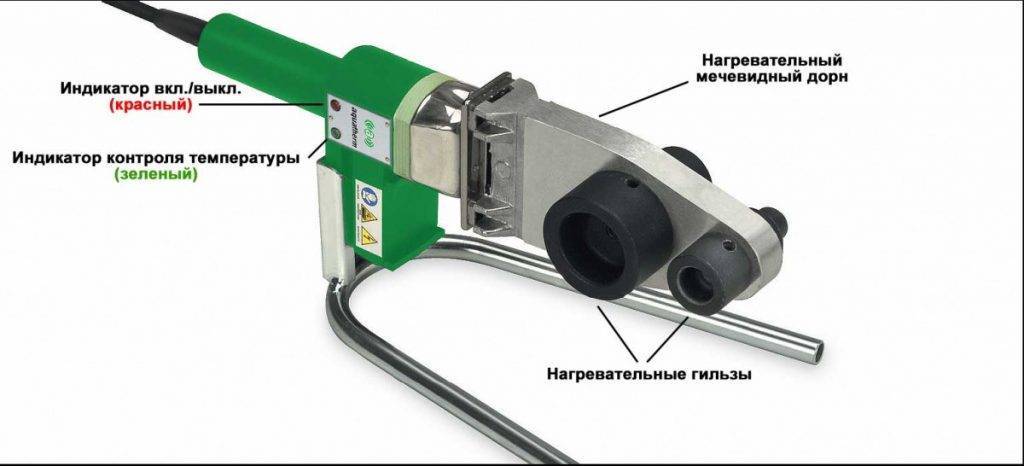
Пистолет для пластика — простейший прибор. Он состоит из электронагревателя и вентилятора, все это встроено в компактный корпус. Производители выпускают пистолеты различной мощности, но оптимальной считается от 1500Вт и выше. Температура нагрева также зависит от модели. Термопистолеты для домашнего ремонта способны нагревать полимеры до 700 градусов. Этой температуры достаточно для пайки большинства типов пластмасс.
У выбранного вами термопистолета обязательно должна быть ручная регулировка температуры. Во-первых, это удобно. Во-вторых, это научит вас самостоятельно подбирать оптимальную температуру. А не полагаться на автоматический режим. Такой аппарат для пайки пластмассы станет вашим полноценным инструментом и увеличит возможности.
Регулировка температуры бывает самой разной. В моделях попроще устанавливают обычный поворотный регулятор. На регуляторе или на корпусе изображены цифры с температурой. В моделях подороже регулировка электронная. Она самая удобная, но при этом менее надежная. Какой сварочный пистолет для пайки выбрать — решать вам.
Расскажем вам про термопистолет фирмы Nordberg модели WP3. Он значительно отличается от всех остальных. Большинство термопистолетов работают в паре с пластиковым прутком, который прикладывается к стыку и плавится, заполняя стык двух деталей. Термопистолет Nordberg WP3 использует вместо прутков специальные скобы из стали. Благодаря им соединение получается по-настоящему прочным.

Требования к паяльникам для пластика
Основная характеристика подобных устройств — мощность. Для эффективной и комфортной работы рекомендуется брать устройство минимум на 100 Вт. Если взять паяльник меньшей мощности, то пластмасса плавиться не будет
Подбирая термические фены, необходимо обратить внимание на устройства от 1600 Вт
Другое требование — скорость нагрева паяльного жала. Для обработки пластиковых элементов рекомендуется подбирать варианты, нагревающиеся за 7-10 секунд. С целью бытового применения можно взять оборудование с продолжительным нагревом, однако при профессиональной деятельности это будет связано с некоторыми неудобствами.
Технология сварки пластмасс феном или термопистолетом
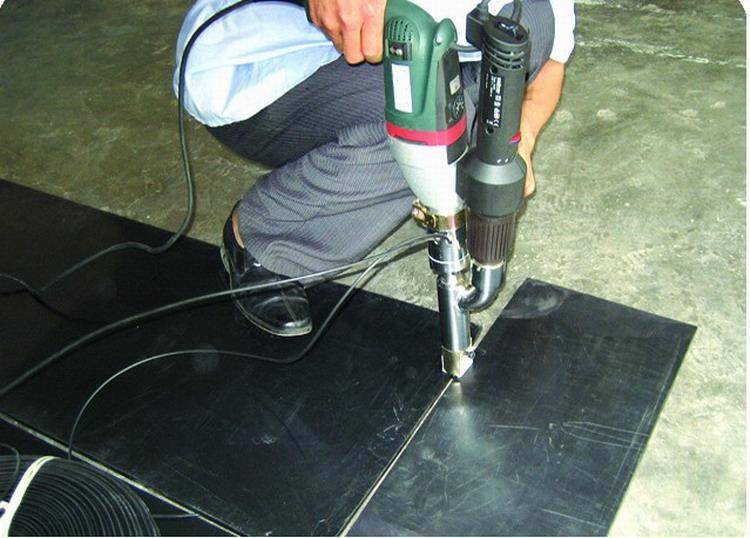
Метод применяется для изделий любой конфигурации. Феном монтируют трубы, бамперы, бассейны, напольные покрытия и многое другое.
Феном для сварки пластика соединяют любые термопласты. Пистолет чаще применяется для соединения деталей внахлест: разогревается пространство между ними, после этого шов уплотняется, прокатывается валиком. Также соединяют детали с помощью фена, когда изделия соединяются встык, в зону шва подается присадочный пруток – он направляется поверх стыка или в него. Теперь про насадки, строительный фен для сварки прутком одновременно разогревает кромки и присадочный материал. Насадки на фены разделяются по видам:
- фиксирующие перед сваркой прижимают свариваемые поверхности;
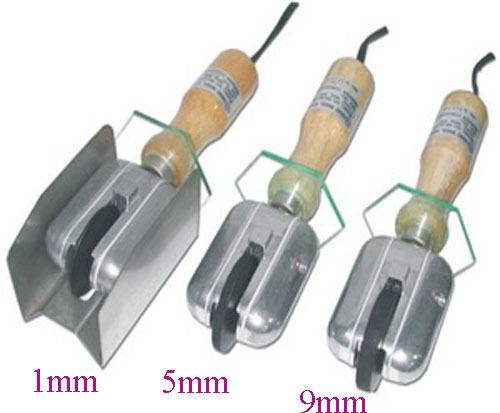
- щелевые удобны при сварке кровельных материалов;
- формировочные используются для прутка толще 4 мм.
Технология выполнения шва предполагает предварительную обработку кромок: их очищают, обезжиривают. С кромок, толще 2 мм, предварительно снимают фаску, чтобы было место для укладки прутка. При соединении тонких пластиков пруток подается непосредственно в зазор между деталями. Необходимо учитывать, что с применением присадочного материала образуется выпуклый шов. При необходимости лишний полимер срезается. Для образования ровного соединения необходимо соблюдать расстояние между феном и соединяемыми деталями. Скорость движения фена регулируется так, чтобы пруток и кромки успели разогреться, но не сильно оплавились. Не должно быть деформации края.
Принцип работы паяльником
Перед началом работы поверхность необходимо очистить от загрязнений и тщательно обезжирить, кромки нужно зашкурить.
При использовании паяльника его наконечником следует расплавить кромки соединяемых деталей. Далее их нужно прижать друг к другу и зафиксировать до полного остывания. Лучше всего заранее сжать края вместе и обрабатывать их одновременно. После остывания формируется сварочный шов, соединяющий две заготовки в единое целое.
При работе феном поток нагретого воздуха направляют на поврежденную область, равномерно прогревая ее до достижения температуры пластичности. Теперь можно придавать размягченному пластику любые требуемые формы. Для сварки на фен надевают щелевую насадку, формирующую узкий плоский поток нагретого воздуха. Этим потоком действуют так же, как жалом паяльника.
Еще одна разновидность ремонта — скрепление скобами. В аппарат для пайки вставляют скобы, они разогреваются и вдавливаются в материал таким образом, чтобы соединить части бампера в единое целое, обеспечивая сварному шву дополнительную прочность.








При ремонте трещин их следует зачистить и углубить до глубины в полсантиметра до образования V-образного желобка. В концах трещины следует просверлить отверстия, чтобы предотвратить дальнейшее распространение. Далее паяльником соединяют края до полного исчезновения трещины.
Шов следует сначала пройти с внутренней стороны, второй проход выполняется с лицевой.
Если форму поверхности не удалось восстановить полностью, на проблемные участки наклеивают куски стеклоткани. После восстановления формы и целостности бампера его красят так же, как и металлические детали. На зашкуренную и обезжиренную поверхность наносят слой грунта, после его высыхания — два слоя краски. В качестве финишной отделки проводят полировку.
Устройство и принцип действия ручного аппарата для сварки пластика
По форме экструдер несколько напоминает пистолет-пулемёт времён Второй мировой войны с боковым расположением магазина, только массивнее и более угловатый.
Агрегат для сварки изделий из пластика чаще всего выполняется с рукояткой пистолетного типа, как и многие другие инструменты, например, электродрель.
В конструкцию любого экструдера входят следующие элементы:
- Электропривод. Эту функцию выполняет мощный электромотор, который устанавливается в задней части прибора. Питание производится от сети 220 вольт.
- Электронагреватель с вентилятором. Здесь снова же с помощью электричества формируется поток горячего воздуха, предназначенный для приведения заготовок в размягчённое состояние.
- Камера подачи материала. Имеет трубчатую форму, внутри полая, но по центру её проходит ось шнекового винта, как в мясорубке. При вращении он не только измельчает материал, подаваемый в камеру, но и продвигает его к выходу, формируя необходимое давление.
- Экструзионная камера. Здесь измельчённый и расплавленный пластик скапливается и под давлением начинает выходить из отверстия в конце камеры.
- ТЭН. Создаёт нагревательную рубашку вокруг камеры подачи и экструзии, обеспечивая нагрев и расплавление пластика.
- Сварочный башмак. Это насадка, надевающаяся на подающее сопло экструзионной камеры. Благодаря башмаку разогретая пластиковая масса имеет определённую форму. Это позволяет работать с разной конфигурацией сварочных швов.
- Блок регулировок. Имеет органы управления для изменения параметров нагрева и скорости вращения шнека.
Принцип действия ручного сварочного экструдера принципиально выглядит следующим образом: подаваемый внутрь аппарата присадочный пруток или гранулы пластика в загрузочной камере начинают размягчаться и становятся вязкими.
Шнековый винт измельчает и продвигает пластик, пока тот не накопится в экструзионной камере. Оттуда тот выдавливается под давлением, как с помощью кондитерского шприца выдавливают крем. Одновременно горячий воздух, подаваемый на заготовки из сопла, разогревает их до состояния склеивания с выходящей массой.
Мнение эксперта
Куликов Владимир Сергеевич
Результат — шов, который составляет около 80% прочности монолитного изделия. В случае тонких листовых конструкций линия излома даже не пройдёт по сварке, так как шов будет обладать большей прочностью, чем поверхность.
Требования к инструментам

Самый главный инструмент в данном случае – это, очевидно, паяльник. Здесь вполне можно использовать обычный электрический паяльник или газовая горелка мощностью от 100 ватт. В целом работает такой принцип: чем мощность паяльного оборудования больше, чем лучше.
Можно воспользоваться и таким инструментом, как фен для пайки (или, как его ещё называют, пистолет для пайки). Собственно, он похож по принципу действия на фен для волос, которым пользуются женщины после душа. Но только та мощность и те температуры, которые способен генерировать фен для пайки пластмассовых бамперов, значительно выше — с его помощью вполне можно расплавлять и паять пластик.
Кроме того, существуют паяльные станции, в которых есть одновременно и фен, и обыкновенный паяльник, и множество насадок. При наличии такой станции спаять любой бампер не составит значительного труда.

Ещё один важный инструмент, который здесь будет полезен – шлифовальная машинка с абразивными кругами. Она нужна для того, чтобы удалять лакокрасочный состав с повреждённого бампера. Оптимальный вариант – это машинки с кругом Р240.
Наждачная бумага тоже понадобится в процессе ремонта — для затирания шпаклёвки. Наконец стоит упомянуть о дополнительных инструментах, которые есть практически у каждого мастера — дрели с набором свёрл, зажимы, плоскогубцы, отвёртки и так далее.
Порядок работ

Последовательность выполнения работ по восстановлению и пайке бампера можно представить следующим образом:
- в первую очередь пластмассовый бампер, который нуждается в ремонте, аккуратно снимается с авто;
- далее необходимо его помыть, обезжирить и избавить от грязи и мусора, убрать лакокрасочный состав с повреждённого участка;
- если бампер раскалывается на несколько кусков, то их совмещают в исходную целостную конструкцию, состыковывая края;
- теперь можно приступать к процессу пайки, который сводится к поступательному перемещению жала паяльника с одного края трещины к другому с небольшим утапливанием жала в тело бампера;
- далее пластик, который был выдавлен при пайке, разравнивается по поверхности паяльником;
- после этого с внутренней стороны детали делать ничего не нужно, места спайки всё равно видно не будет. А с наружной стороны понадобится обработка поверхности на месте трещины – шлифовка, шпаклёвка, покраска.

Иногда пайка бампера проводится с применением армирующей сетки. Данную сетку правильно использовать при больших и серьёзных трещинах. Особенность этого метода состоит в том, что после снятия и очистки мастер должен «втопить» в пластик сетку. То есть сетка для пайки бамперов аккуратно прикладывается с внутренней стороны детали и нагревается паяльником. А когда температура сетки становится достаточной, её нужно просто вдавить в пластмассу отверткой.











В некоторых случаях мастера предварительно, помимо сетки, устанавливают на бампер скобы или крепления для стягивания трещины. Об особенностях этой процедуры будет рассказано в соответствующем разделе.
Конструкция

Строение аппарата не имеет принципиальных отличий от других приборов для генерации потоков горячего воздуха. Основными узлами конструкции являются:
- Рукоятка и корпус. К материалу изготовления предъявляется единственное требование – устойчивость к длительным температурным воздействиям. Чаще всего в качестве основы используют керамику или эбонит. Если производственные условия подразумевают длительную эксплуатацию, например, держатель дополнительно обматывают жаропрочной тканью.
- Сопло. Изготавливается из стали. Как показала практика, этот металл лучше всего справляется с постоянными перепадами температур. Стоимость насадок из других сплавов гораздо выше.
- Нагревательный элемент. К термоэлементу предъявляют особые требования – сохранение формы при нагреве. Данному требованию лучше всего соответствует витая проволока из нихрома.
- Вентилятор. Прибор имеет ограниченные размеры, поэтому вентилятор должен сочетать в себе компактные габариты и высокую производительность для создания устойчивого потока воздуха.
Сварочный процесс
После того, как все детали подготовлены, их нужно точно состыковать и скрепить вместе. Это можно сделать с помощью струбцин. Далее включите термопистолет длясваркии установите температуру. Она должна соответствовать температуре плавления материала, из которого изготовлены детали.
После того, как пистолет нагреется, сделайте так называемые прихватки в нескольких местах будущего шва. Прихватки — это небольшие сварные точки, расположенные по периметру стыка. С помощью прихваток вы обеспечите надежное скрепление деталей на начальном этапе. Можете снять струбцины и перейти к формированию шва.
Для заполнения стыка используйте пластиковые прутки. Прутки должны быть изготовлены из того же материала, что и детали. Приложите пруток к соединению и нагрейте его пистолетом. Пруток будет плавиться вместе с деталью. Как только пруток и деталь станут пластичными начинайте двигаться вдоль всего стыка. Шов нужно вести с двух сторон деталей, начинать лучше с тыльной.
Технология сварки пластмасс феном или термопистолетом
Метод применяется для изделий любой конфигурации. Феном монтируют трубы, бамперы, бассейны, напольные покрытия и многое другое.
Феном для сварки пластика соединяют любые термопласты. Пистолет чаще применяется для соединения деталей внахлест: разогревается пространство между ними, после этого шов уплотняется, прокатывается валиком. Также соединяют детали с помощью фена, когда изделия соединяются встык, в зону шва подается присадочный пруток – он направляется поверх стыка или в него. Теперь про насадки, строительный фен для сварки прутком одновременно разогревает кромки и присадочный материал. Насадки на фены разделяются по видам:
- фиксирующие перед сваркой прижимают свариваемые поверхности;
- щелевые удобны при сварке кровельных материалов;
- формировочные используются для прутка толще 4 мм.
Технология выполнения шва предполагает предварительную обработку кромок: их очищают, обезжиривают. С кромок, толще 2 мм, предварительно снимают фаску, чтобы было место для укладки прутка. При соединении тонких пластиков пруток подается непосредственно в зазор между деталями. Необходимо учитывать, что с применением присадочного материала образуется выпуклый шов. При необходимости лишний полимер срезается. Для образования ровного соединения необходимо соблюдать расстояние между феном и соединяемыми деталями. Скорость движения фена регулируется так, чтобы пруток и кромки успели разогреться, но не сильно оплавились. Не должно быть деформации края.
Способы горячей сварки и необходимое оборудование
Для соединения пластиковых элементов путем нагрева используются следующие инструменты:
- ручные агрегаты, выдающие струю горячего воздуха;
- экструдеры;
- устройства для соединения листовых полимеров;
- автоматические сварочные агрегаты.
Феном для сварки пластика соединяют любые термопласты.
Ручной фен или пистолет
Совместно с подобным оборудованием применяют расходный материал — пруток, который укладывают между соединяемыми элементами. После этого шов нагревают строительным феном. Устройство напоминает бытовое приспособление, используемое для сушки и укладки волос. Температура и мощность промышленного фена выше. Благодаря этому кромки свариваемых элементов расплавляются, образуется однородная масса. Затвердевая, она скрепляет детали.
Температура воздушной струи регулируется автоматически или вручную. В комплект входят насадки, помогающие соединять пластиковые элементы встык или внахлест. Конфигурация сопла выбирается в зависимости от типа пластика, толщины деталей, опыта работы сварщика.
Экструдер
Прибор похож на пистолет, на конце которого установлена насадка для фиксации присадочного прутка или трубки.
Экструдер — это машина для непрерывной переработки полимерного сырья.
Принцип действия основывается на:
- нагревании расходного материала до полужидкой консистенции;
- выведении массы в место соединения деталей;
- затвердевании расплава с последующим формированием шва.
С помощью экструдера можно сваривать элементы любой толщины за один проход. Производительность устройства выше, чем у фена. Главный недостаток — невозможность сварки изделий из разных типов пластика. Это объясняется разницей в температурах плавления. Перед началом работы края деталей очищают от следов грязи и жира, способных ухудшить качество шва.








Контактная сварка
Оборудование выдает кратковременные тепловые импульсы, применяемые в сочетании с давлением. Устройства используются на производственных площадках, где выпускают сваренные полимерные листы.
Особенности стягивания

Как уже говорилось, стягивание может понадобиться для пайки больших трещин и при серьёзном нарушении структуры конструкции. Как именно делается эта процедура? Прежде всего, следует приобрести металлический крепёж для крепления направляющих необходимых размеров — он есть практически в любом супермаркете стройматериалов. Затем нужно разрезать этот крепёж на пластины нужных размеров.
По обеим сторонам трещин в бампере проделываются отверстия, после чего с тыльной стороны (это позволяет сохранить эстетичный внешний вид) устанавливаются подходящие пластины. На следующем этапе в отверстия вставляются винты, и вся конструкция закрепляется гайками.
Отверстия в бампере необходимо просверливать сверлом диаметром от 3,6 до 3,8 миллиметров. При этом сверло обязательно должно располагаться ближе к наружному краю отверстия пластины.
Каждое просверлённое отверстие в бампере нужно ещё и зенкеровать, чтобы шляпка винта «утонула» в бампере. Если зенкера нет под рукой, можно применить в качестве альтернативы сверло, по диаметру немного превосходящее диаметр шляпки винта. Главное добиться нужного угла под эту шляпку.
Пистолет фен
Во время работы паяльником материал разравнивается и перераспределяется жалом. При работе феном применяются пластмассовые присадочные прутки, являющиеся аналогом припоя при пайке или присадочной проволоки при сварке.
Такие прутки покупают в магазинах либо изготавливают самостоятельно, нарезая отходы пластика
Важно следить за тем, чтобы пруток был из того же материала, что и ремонтируемое изделие. Пруток заостряют с одной стороны, а другой стороной вставляют в фиксатор на сопле термопистолета
Пайка пластика феном
Устройство ведут вдоль линии спайки медленно, наклонив пруток-присадку под углом 40-50°. Для соединения разрозненных осколков пайку выполняют в несколько проходов. Сперва нужно соединить осколки между собой короткими швами, из расчета один — два на сторону. Далее получившуюся сборку прикладывают к целой части бампера. Если контуры совпадают, проводят спайку по контуру. В последний проход окончательно спаивают осколки между собой.
Общая информация
Для начала давайте разберемся с терминами, которые постоянно путают многие новички. Итак, вы можете купить, пистолет для сварки (он же термопистолет) или фен. Какие между ними отличия?
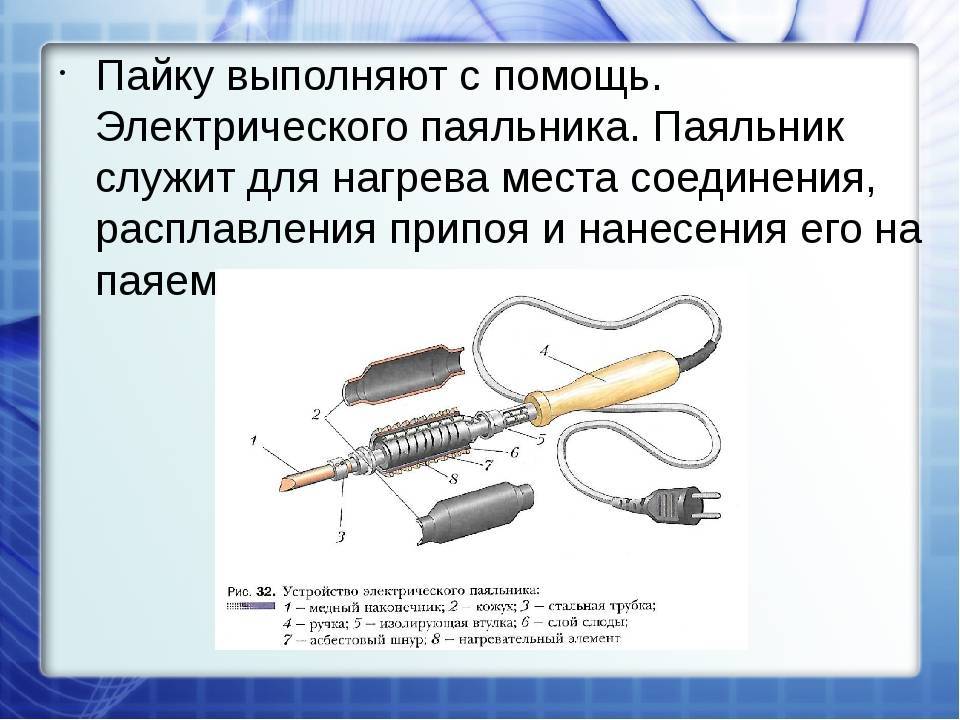
Паяльник — это прибор, предназначенный только для пайки труб. В его конструкции предусмотрен металлический тэн, который нагревается и плавит стыки трубы. Затем трубы соединяются между собой.
Пистолет для сварки (или термопистолет) и фен — это один и тот же прибор. Правильнее называть такой аппарат просто сварочным феном. Поскольку принцип его работы идентичен бытовому фену, например.

Почему фен иногда называют пистолетом? Все просто. Раньше фены имели вытянутую не эргономичную форму. Производители учли этот момент и стали выпускать фены с удобной рукояткой. Отчего прибор стал похож на «пистолет». По этой причине многие мастера говорят «фен» и «пистолет», подразумевая один и тот же прибор.
Для вашего удобства в этой статье мы будем употреблять термин «пистолет», хоть он и ошибочный.
Как правильно собрать самодельный?
Рассмотрим схему сборки надежного фена для домашних работ:
Сборка температурного узла. В качестве материала для нагревательного элемента рекомендуют использовать нихромовую спираль, сечением 0,5 мм. Для надежной фиксации ее наматывают на цилиндрическое основание








Важно, чтобы в процессе намотки витки не соприкасались друг с другом. Выводы спиралей следуют закрепить с помощью температурного клея.
Температурный узел помещают в полый цилиндр, изготовленный из термоизоляционного материала
Выходы спиралей соединяют с проводами питания. Токоведущие части проводят через пускатель и реостат, с целью регулировки входящего напряжения.
С одной стороны трубки устанавливают фен для создания потока воздуха.
С обратной стороны устанавливают сопло, величина сечения которого зависит поставленных задач.
Сделать подобный сварочный фен совсем не сложно. Для расширения его возможностей рекомендуем разработать механизм замены сопел.
Секреты выбора
Выбрать инструмент не составит труда, если учитывать некоторые аспекты. Главный критерий при выборе — мощность устройства. Параметр следует выбирать исходя из толщины труб, с которыми предстоит работать
Для домашнего водопровода и отопительной системы лучше акцентировать внимание на приборах мощностью более 1000 Вт

Для такого диаметра подойдут насадки 16, 24, 32 мм. Если предстоит сварка габаритных заготовок, то рекомендуется приобрести мощное устройство. Мощность некоторых профессиональных моделей доходит до 2300 Вт.
Удобство работы заключается в устойчивости подставки. Она не должна раскачиваться
При выборе стоит обратить внимание и на наличие временного и температурного режима. Опции помогут избежать перегрева заготовок или труб. Рукоятка должна быть изготовлена из термостойкого материала
Прорезиненная ручка удобно ложится в руку и препятствует возникновению усталости. На утомляемость руки при работе также влияет вес паяльника. Для домашнего использования лучше выбирать модели весом не более 2 кг
Рукоятка должна быть изготовлена из термостойкого материала. Прорезиненная ручка удобно ложится в руку и препятствует возникновению усталости. На утомляемость руки при работе также влияет вес паяльника. Для домашнего использования лучше выбирать модели весом не более 2 кг.

Типы паяльников для пайки бампера из пластика
На рынке представлено несколько разновидностей паяльного оборудования для изделий из пластика:
- Обычный. Мощный паяльник для пайки пластика с прямым или загнутым наконечником. Предназначен для спайки отбитых и оторванных кусков бампера. Таким прибором можно надежно и надолго соединить разрозненные осколки в единое целое.
- Термопистолет. Применяется как для спайки деталей, так и для выправления деформированных участков. Снабжен системой точной регулировки температуры нагрева. Это позволяет подобрать рабочие параметры к каждому конкретному типу материала, конфигурации и толщине бампера. К устройству придается широкий набор насадок и приспособлений, облегчающих пайку и правку.
- Универсальная паяльная станция. Мультиинструмент объединяет в себе несколько приборов. К общему блоку питания подключены и фен, и электропаяльник с жалом. При необходимости их можно использовать как поочередно, так и одновременно, для ремонта самых сложных комплексных повреждений.

Термовоздушная паяльная станция
Большинство станций и термопистолетов имеют стандартный диаметр сопла, что позволяет пользоваться насадками друг от друга.
Наиболее распространенные способы
Прежде чем говорить о самых доступных для пользователя способах сваривать пластмассу, нужно определиться с областью применения этого способа крепежа в домашних условиях.
Как правило, это либо герметичное соединение пластиковых водопроводных труб, в том числе на участках, где вода курсирует под давлением, либо соединение листового пластика в различных целях — изготовление каких-то изделий, ремонт пластиковых канистр, баков, бамперов.
Далее будет сделан упор на методы и инструмент для ручной сварки пластика, поскольку машинные способы сваривания связаны со сложным и дорогим оборудованием. К ним относятся лазерная, инфракрасная, ультразвуковая сварка пластика, сваривание трением и некоторые другие способы. В то же время соединение с помощью прямого контакта с термоинструментом, с помощью раскаленного газа либо экструдера, технологически вполне доступно для домашнего мастера или выездного ремонтника.








Физические показатели
Первый значимый параметр паяльного устройства — его мощность. Если владелец планирует пользоваться им в бытовых нуждах, например, при пайке электроники, достаточно мощности в 30 Вт и меньше. Для работы с толстыми проводами не обойтись без прибора в 100-150 Вт.
Также учитывается степень нагрева паяльника. В профессиональных устройствах температура может достигать 400 °С, зачастую такой нагрев не требуется и хватает 100-300 °С.
Тип жала — следующий параметр: игла, конус и т. д. Определенная форма подходит для соответствующих целей. К дополнительным возможностям покупного или самодельного инструмента можно отнести наличие сменных стержней.
Решение 2. Пайка
По сути, сварить пластиковую деталь в месте повреждения можно двумя способами — используя фен и пластмассовый стержень либо паяльник и латунную или медную сетку. Но для начала расскажем об устройстве, с помощью которого мы будем проводить работы.
Обычно для пайки используют мощные большие фены (их еще называют техническими). Но работать ими неудобно: такие фены громоздкие, тяжелые и прогревают большую поверхность. Поэтому мы предпочли простую паяльную станцию с паяльником и легким компактным феном. Стоит она недорого, в районе 3000 рублей — цена может варьироваться в зависимости от комплектации. Входящий в набор припой, используемый для ремонта радиодеталей, нам не понадобится.
Технология сварки пластмасс экструдером
Из всех горячих методов самым экономичным и удобным считается соединение пластиковых элементов контактным экструдером, когда расплавленная масса, подаваемая в стык, прижимается направляющим соплом. Этот метод применяется для деталей с толстой стенкой. Экструдер подает уже размягченный материал. При таком способе:
- уменьшается расход энергии;
- улучшается теплопередача;
- нет необходимости использовать прижимные устройства;
- легче контролировать качество шва.
Основные этапы технологического процесса:
- Разогрев свариваемых кромок до состояния вязкости разогретой массой;
- Стыковка силой рук или специальными устройствами;
- Естественное охлаждение соединенных деталей (их нельзя сдвигать до полного затвердевания).
На что обратить внимание при выборе
Выбирая паяльник, необходимо учитывать, что он предназначен для нагрева пластика
При этом следует обратить внимание на несколько характеристики. Во-первых, оборудование должно иметь оптимальную мощность, в противном случае пластмасса не будет плавиться
Оптимальный показатель — не менее 100 Вт.
Во-вторых, паяльник для автомобильных бамперов должен обладать удобной конструкцией. Пользователь не должен испытывать никакого дискомфорта при работе с ним. Кроме того, нужно выбирать надежный агрегат от проверенного производителя.
Эксперты рекомендуют отдавать предпочтение моделям, оснащенным ручками из древесины. Этот материал не нагревается и долго не утрачивает своих эксплуатационных свойств под воздействием высоких температур.
Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.





