

Особенности процесса
Ключевые проблемы пропайки алюминия традиционными припоями и флюсами связаны с:
- образованием оксидной пленки, обладающей высокой температурой плавления и хорошей химической стойкостью, предотвращающей взаимодействие с оловянными или свинцовыми припоями;
- низкой температурой плавления чистого металла, затрудняющей качественный пропай.
Для проведения пропая алюминиевых деталей специалисты должны очистить поверхность материала от оксидной пленки либо применить специализированные агрессивные припои и флюсы.
Температура плавления алюминиевых изделий для пайки.
Основные правила пайки алюминия в домашних условиях при отсутствии цинкового или алюминиевого припоя включают следующие пункты:
- Предварительную зачистку поверхности. Место, на котором необходимо выполнить паяльные работы следует внимательно очистить от краски, грязи и частичек других металлов.
- Шлифовку. Для лучшей адгезии между припоем и алюминием следует отшлифовать место предполагаемого соединения.
- Нельзя делать большой перерыв между очисткой алюминия и непосредственным нанесением флюса. Из-за высокой скорость образования оксида на поверхности, процесс очистки для алюминия может потребоваться повторно.
- Правильный выбор устройства, для прогрева места пайки. Для этой работы идеально подойдет электропаяльники с регулируемой температурой жала.
- Контроль за температурой места соединения. Ввиду хорошей теплопроводности металла, температура будет быстро растекаться по всей площади изделия, а потому пропаиваемый участок будет стремительно остывать.
- Обязательным условием успешной пайки алюминия является залуживание места предполагаемого контакта. Если вовремя нанести на очищенный участок алюминия каплю припоя, оксидная пленка не сможет образоваться.
Существует несколько секретов, которые можно использовать для пайки алюминия без специализированного припоя:
- Разрушение оксидной пленки путем интенсивного трения места соединения кирпичом. После того, как с камня облупится некоторое количество пыли следует набрать на жало паяльника необходимое количество канифоли или флюса и залить место пайки. После этого следует сделать сильные нажимистые движения плоским срезом паяльника, по месту планируемого пропая. Путем такого нехитрого действия кирпичная пыль разрушит тонкую оксидную пленку, а имеющийся на паяльнике припой залудить очищенный металл.
- Разрушение оксидной пленки при помощи частичек железа. Для этого следует сточить толстый гвоздь напильником, нанести на место пайки большое количество жидкой канифоли или флюса, а затем насыпать металлические опилки. После того, как средство для пайки затвердеет следует набрать на жало паяльника припой и сильно вдавить его в место пайки.
- Использование трансформаторного масла. Для осуществления данного способа следует снять верхний слой детали наждачной бумагой, а затем на очищенное место вылить масло. После этого можно втереть разогретый припой и получить хорошую адгезию между оловом и алюминием.
Это интересно: Пайка латуни газовой горелкой и паяльником — технология, припои, флюсы
Почему алюминий плохо паяется?
Кто пытался паять алюминий, тот знает, что обычный припой на него совершенно не липнет. Все из-за устойчивой пленки оксида алюминия, которая обладает плохой адгезией к припою. Причем эта пленка покрывает алюминий и его сплавы очень быстро. Не успеешь зачистить — легкий металл уже окислился. Поэтому все методы пайки алюминия борятся сначала именно с пленкой, а затем уже заботятся об адгезии.
Оксид алюминия (Al2O3) в минералогии называется корундом. Крупные прозрачные кристаллы корунда являются драгоценными камнями. Из-за примесей корунд бывает окрашен в разные цвета: красный корунд (содержащий примеси хрома) называется рубином, а синий — сапфиром. Теперь понятно почему окисная пленка совсем не паяется.
Технологические подходы для пайки алюминия
Технология пайки алюминия с флюсом практически ничем не отличается от соединения других металлов.
Весь процесс пайки алюминия припоем можно разделить на следующие этапы:
- Подготовка поверхности.
Перед тем, как паять алюминий следует зачистить и обезжирить соединяемые части. - Установка изделия в рабочее положение.
Для выполнения данного этапа могут потребоваться тиски или третья рука. - Нанесения флюса на место пайки.
- Прогрев изделия при помощи электрического паяльника или газовой горелки.
- Нанесение припоя или паяльной пасты на необходимые участки.
Для этой роли подойдет цинковые или медные припои. Иногда могут понадобиться высокотемпературные припои, обеспечивающие хорошую механическую фиксацию изделия.
Обратите внимание! Процесс соединения алюминиевых изделий должен производиться в хорошо проветриваемом помещении, поскольку при плавлении припоя выделяются ядовитые соединения металлов. Схема пайки алюминиевых труб
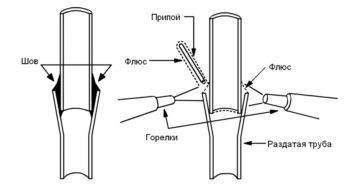
Схема пайки алюминиевых труб.
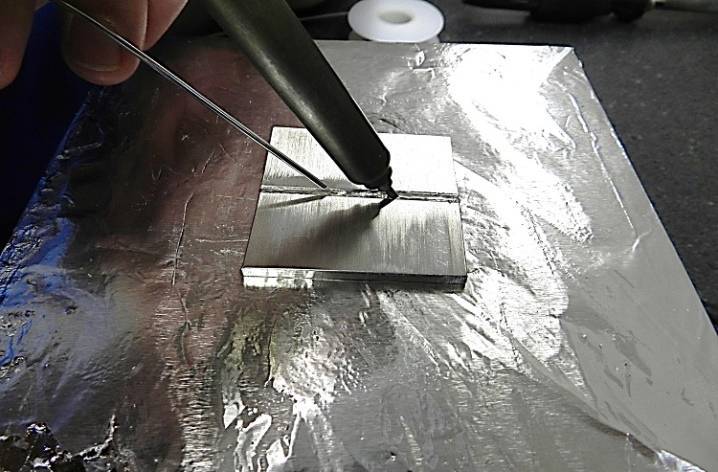
Важно помнить, что при пайке бесфлюсовым припоем следует осуществлять чиркающие движения паяльником, дабы обеспечить взаимодействие компонентов припоя и металла. Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
- пайка алюминиевой посуды;
- пайка алюминиевых проводов;
- пропай поверхности, не подверженной сильным механическим нагрузкам;
- соединение мелких деталей.
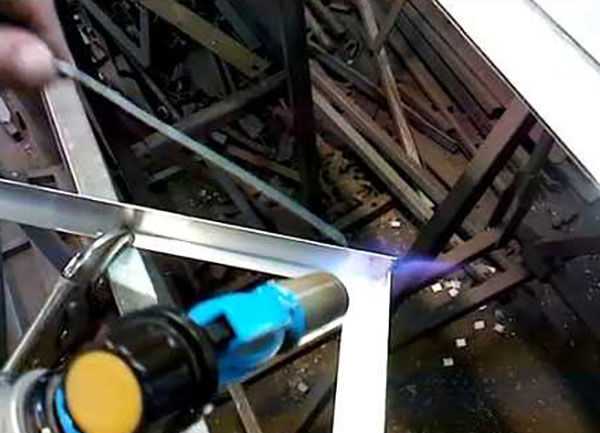
Пайка массивных алюминиевых деталей и толстых стержней должна проводиться при помощи сварки или горелки. Сварка не всегда подходит из-за высокой температуры дуги, расплавляющей металл. Поэтому, большинство специалистов предпочитают использовать горелки.





![Припой для пайки [алюминия, меди, стали]](https://101benzopila.ru/wp-content/uploads/6/6/2/6620993eba3b5c2a90d1b66b37974b28.jpeg)




Наилучший эффект достигается при непрерывной пайке горелкой. Если, по какой-то причине процесс пайки пришлось остановить, следует полностью прогреть весь шов, дабы обеспечить равномерное распределение припоя и избавиться от не пропаянных мест.
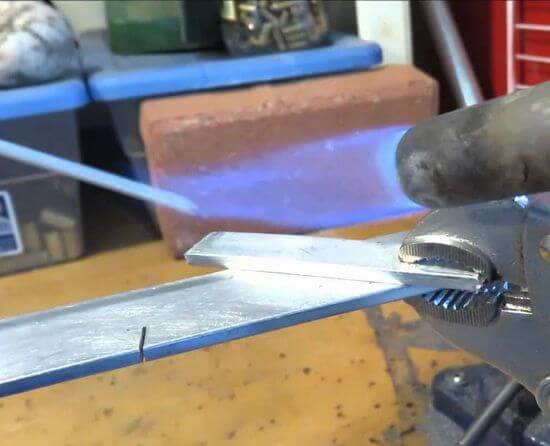
Процесс пайки алюминиевых стержней при помощи горелки подразделяется такие этапы:
- Очистка металла от грязи и подготовка поверхности, путем шлифовки.
- Разогрев всей поверхности массивных изделий при помощи горелки.
- Удаление всех легковоспламеняющихся материалов с рабочего места.
- Включение вытяжки для нейтрализации едких испарений припоя.
- Подготовка проволочного припоя.
- Подготовка флюса марок Ф-59А, Ф-61А или Ф-64А.
Допускается прогрев металла до ярко-оранжевого цвета. В таком виде металл не плавится, а припой ложится максимально равномерно.
Паяные при помощи горелки изделия имеют более качественный шов и могут похвастаться хорошими механическими свойствами.
Флюс для пайки алюминия.
Наиболее сложным и в то же время качественным методом соединения алюминиевых изделий является сварка. Данный способ затрудняется из-за низкой температуры плавления металла.
Квалифицированные специалисты чаще всего сваривают алюминиевые изделия следующими методами:
- сварка при помощи электродов с покрытием;
- сварка с использованием защитного газа.
Первый вариант сварки имеет следующие недостатки:
- низкая прочность сварного шва;
- сильное разбрызгивание металла при варке;
- плохая отделимость шлака от шва.
Сварки в атмосфере из инертного газа не обладает заметными недостатками и считается наилучшим методом соединения алюминиевых деталей.
Подбор флюсов
 С учетом специфики пайки деталей из алюминия к выбору флюсов нужно подойти внимательно.
С учетом специфики пайки деталей из алюминия к выбору флюсов нужно подойти внимательно.
Существует отечественные средства, состоящие из нескольких компонентов. Они обеспечивают эффективную очистку деталей, препятствует окислительным процессам при нагревании. Это особенно актуально при использовании припоев из олова и свинца, известных своей склонностью к окислению.
Хорошую проникающую способность обеспечивает многокомпонентный флюс из фторборатов аммония и цинка, триэтаноламина, добавочных веществ. Средство имеет доступную цену. Его эффективность многократно проверена на практике.

Известный высокотемпературный флюс состоит из хлоридов калия, лития и цинка; фторида натрия. Сухую смесь всыпают в рабочую зону пайки на палочке, дожидаясь равномерного расплавления и перемешивания с массой припоя.
Карандаш для пайки алюминия
Это новый способ пайки, успевший себя довольно неплохо зарекомендовать. Профессиональные сварщики отзываются о нем хорошо, ведь его применение позволяет не таскать с собой тяжелое оборудование, искать источник питания. Все работы выполняются весьма оперативно, в считанные секунды.

Карандаш сварочный, изготовление которого выполнялось по особой технологии, предназначен для быстрых решений проблемных вопросов не только в домашней, но и в полевой обстановке. С его помощью имеется возможность запаять массу полезных вещей.










В итоге все же следует заметить, что пайка алюминия представляет собой хлопотное дело, да и желаемое качество достигается не всегда. По этой причине к подобным работам прибегают в крайних случаях, когда иные мероприятия не позволяют решить проблему.
Как удалить оксидную пленку?
Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Осаждать медь или цинк
Химический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.
Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
После осаждения медь или цинк
без проблем стандартными флюсами. Мне кажется, что этот метод имеет смысл применять в промышленных масштабах и для особо ответственных работ.
Использовать масло без воды
Второй по сложности метод заключается в удалении оксида алюминия . При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения .
Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.
Паять активным флюсом
Существуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.
В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.








Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.

Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.

- Зачищенная наждачкой сталь разогревается горелкой.
На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.

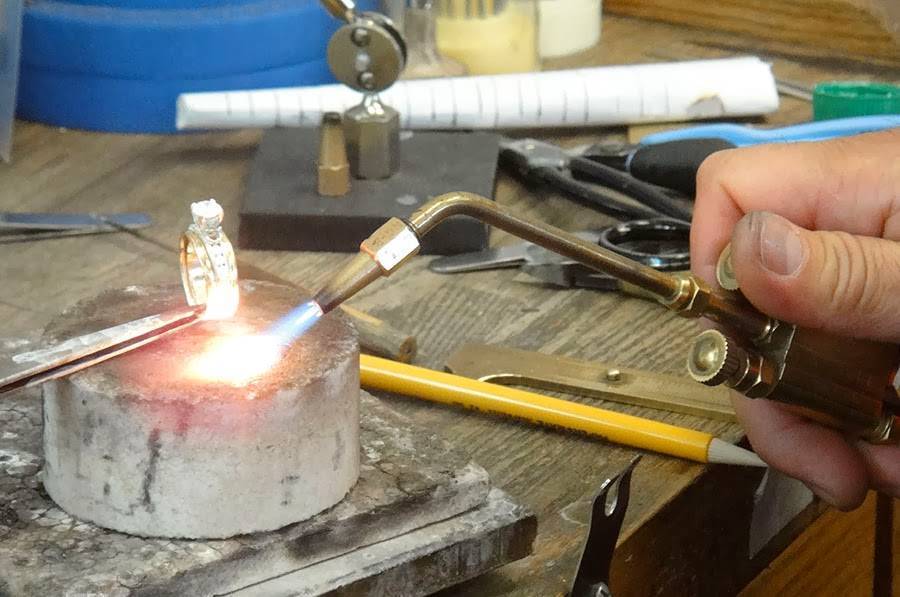
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.Стальные детали, подлежащие пайке, разогреваются газовой горелкой. В качестве флюса используется ортофосфорная кислота.Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.Но подобная пайка стали по сложности превосходит простую сварку….









Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Источник
Какой припой применяется для пайки алюминия
Большинство припоев содержат в своем составе вещества, не растворяющиеся в алюминии. Именно поэтому для создания неразъемных соединений деталей из алюминия применяют так называемые тугоплавкие припои, изготовленных на основе алюминия, кадмия, цинка и некоторых других веществ.
Их использование позволяет выполнять работы при низких температурах. Это позволяет создавать соединения, избегая при этом изменений свойств алюминия. Но надо сразу отметить то, что использование таких материалов не может обеспечить в должной степени коррозионной стойкости и прочности стыка.

Припой для пайки
Оптимальный результат пайки можно получить при использовании состава, который содержит алюминий, медь, цинк. Работы с такими припоями необходимо выполнять паяльником, жало которого разогрето до 350 °C. При выполнении соединения деталей нужно использовать флюс, который состоит из смеси олеиновой кислоты и йодида лития.
Состав для соединения деталей из алюминия может приготовить в домашних условиях, а можно просто приобрести его в магазине.
Один из серийно выпускаемых припоев по алюминию — HTS -2000. Выполнять пайку этим припоем можно без применения флюса. Отличительная черта этого состава заключается в том, что он может проникать через оксидную пленку и может создавать прочные соединения молекул. Срок эксплуатации соединений изготовленных с применением этого сплава составляет 10 лет.
Материалы и инструменты, используемые при пайке алюминия
Перед тем как приступать к пайке, необходимо запастись инструментами и материалами, которые потребуются при работе:
- Паяльник. Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;
- Припой. Высокотемпературный, если есть возможность нагреть материал детали до 600 °С или обычный, если такой возможности нет;
- Флюс. Применяется только в том случае, если его нет в составе припоя;
- Скребок для очищения алюминия от защитной плёнки. Также хорошо для очистки подходят щётка со стальными щетинками, наждачная бумага или абразивный круг. Полностью избавиться от оксидной плёнки невозможно, поэтому вышеперечисленные инструменты призваны уменьшить её толщину, что упростит работу флюса.

Припои и флюсы для пайки паяльником медных проводов
Недостатки
- Подготовка к работе занимает более длительный отрезок времени;
- Себестоимость процесса спаивания становится более высокой;
- Работа становится менее безопасной, так как емкость, в которой находится газ, может взорваться, если на нее будет воздействовать открытый источник огня, или же шланги могут пропускать газ, что также нанесет вред организму;
- Оборудование для работы является более дорогостоящим.
Материалы и инструмент
- Основным инструментом является газовая горелка, которая пропускает через себя газ под давлением. Во время горения он расплавляет металл припоя и действует, как главная сила температурной обработки. За счет регулировки подачи давления определяется общая температура пламени.
- Емкость с газом, которая может быть представлена небольшим баллоном. Здесь находится расходный горючий материал, который должен быть надежно изолирован от внешнего воздействия.
- Шланг для соединения горелки и баллона. Его самого, а также соединения, следует всегда проверять на целостность перед использованием.
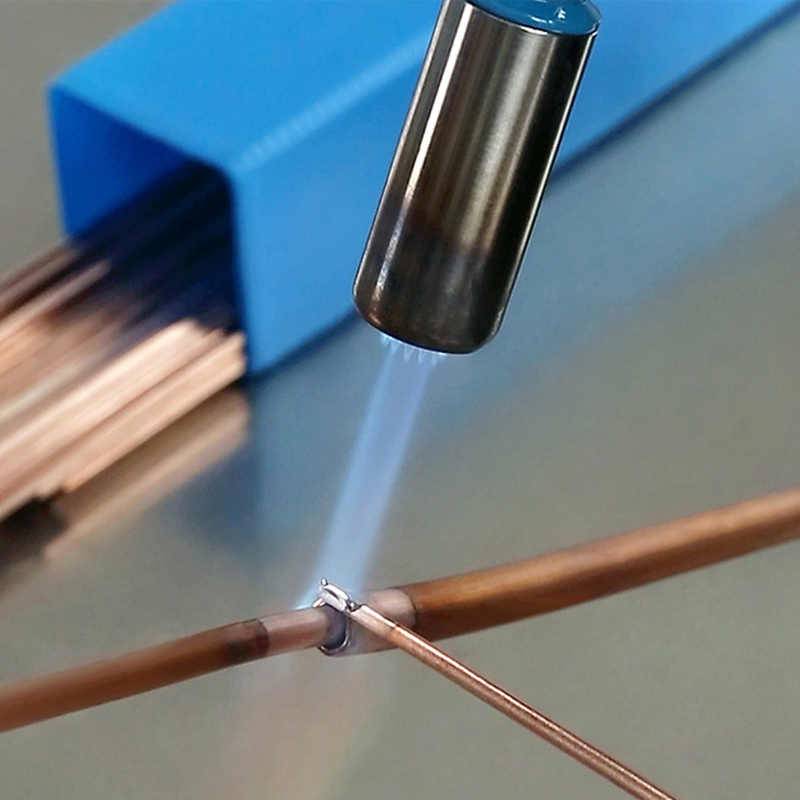
- Припой для пайки алюминия, который выбирается согласно той разновидности процедур, с которыми будет взаимодействие. Когда идет пайка алюминия газовой горелкой присадочная проволока выбирается по составу основного металла.
- Флюс для улучшения свойств спаивания. Он преимущественно используется для толстых заготовок, но также используется и для пайки различных сортов металла, таких как пайка алюминия со сталью газовой горелкой, или особо сложных случаев.
Температура плавления проволоки всегда должна быть ниже температуры плавления основного металла.»
Пошаговая инструкция
- Для начала проводится подготовка поверхности металла, для чего осуществляется предварительная зачистка поверхности детали мелкой металлической щеткой или наждачной бумагой. Также нужна обработка растворителем, который поможет ликвидировать налеты жира и масла, убрать оксидную пленку и прочие негативные эффекты.
- Затем необходимо обработать всю поверхность, где будет проходить пайка, флюсом. Это поможет улучшить свойства спаивания, текучесть и смачиваемость материала.
- После нужно прогреть заготовку при помощи горелки, чтобы припой смог лучше расплавиться и растечься по поверхности.
- После этого уже можно приступать к спаиванию, поднеся припой или присадочную проволоку к поверхности заготовки и зажечь горелку. Обрабатывая пламенем горелки расплавить материал, чтобы он растекся по поверхности и застыл там. Накладывание нескольких слоев может проходить в несколько этапов.
- В конце, когда расходный материал заполнит все трещины и выемки, образуя ровную поверхность, нужно дать остыть и проверить качество соединения.

Если толщина детали более 4 мм, то следует заняться разделкой кромок, так как алюминий иначе не пропаяется.»
Расход припоя, г
Расход газа, мл
1-2
0,5-1
3-5
2 -4
1-1,5
5,5
6
1,5
7
10
2
11
Техника безопасности
Перед каждым использованием газовой техники нужно проверять целостность и исправность работы газового баллона, шлангов и прочих. Баллоны нужно держать максимально далеко от открытого пламени. Вблизи рабочего места не должно быть никаких легко воспламеняемых предметов, а также горючих вещей.
 Сложность пайки алюминия не только в домашних условиях, но и в условиях промышленного производства, обусловлена в первую очередь особыми свойствами этого металла, что делает его принципиально отличным от других разновидностей цветных металлов, активно используемых как в промышленности, так и в быту.
Сложность пайки алюминия не только в домашних условиях, но и в условиях промышленного производства, обусловлена в первую очередь особыми свойствами этого металла, что делает его принципиально отличным от других разновидностей цветных металлов, активно используемых как в промышленности, так и в быту.
Металл алюминий обладает целым набором парадоксальных свойств, то есть свойств, которые взаимно исключают друг друга, но тем не менее легко уживаются в одном металле.
С одной стороны, это очень легкоплавкий металл, температура плавления чистого алюминия составляет 660 градусов. Это химически очень активный металл. Алюминий способен мгновенно вступать в химические реакции практически со всеми активными веществами. Это очень мягкий и не очень прочный металл.



![Припой для пайки [алюминия, меди, стали]](https://101benzopila.ru/wp-content/uploads/7/7/0/7706fd237ad0f93a76c2056b57ea45cb.jpeg)




С другой стороны, крайне высокая химическая активность алюминия приводит к тому, что он мгновенно вступает в химическую реакцию с кислородом, содержащимся в окружающем воздухе, с образованием на своей поверхности плёнки оксида алюминия: Al2O3. Оксид алюминия имеет второе название — корунд. Это очень прочное, абсолютно химически инертное вещество. Температура плавления: 2400 градусов. Используется в промышленности как огнеупорный материал.
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка — это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!





