

Ремонт фланцев
Иногда пайка может потребоваться медным патрубкам, расположенным на стыке водопровода с выходной трубой теплообменника. В данном случае можно воспользоваться кусками медной трубы с фланцами и накидными гайками-американками – их обычно применяют для монтажа системы подачи воды из медных труб.
Если в наличии прямые отрезки трубы, дорабатывать их не нужно, а вот изогнутые куски нужно обрезать. На месте изгиба отпиливают кусок трубы с фланцем. Расширенный участок трубы, расположенный с другой стороны, также нужно отпилить. Он будет использован впоследствии как соединительное кольцо.
Теперь нужно отрезать треснувший фланец с патрубка на газовой колонке. Его длина должна соответствовать заготовленной заранее трубке с новым фланцем.
Прежде чем начинать дальнейшую стыковку, стоит убедиться, что элементы совмещаются между собой свободно – патрубок теплообменника входит в кольцо с некоторым зазором.
Чтобы улучшить сцепление, перед пайкой поверхность трубки и кольца рекомендуется зашлифовать мелким наждаком до полного устранения слоя окиси. Поверх подготовленных участков паяльником мощностью 60-100 Вт наносят тонкий слой припоя, можно использовать оловянно-свинцовый ПОС-61. Флюсом в данном случае может быть как соляная кислота, гашенная цинком, так и канифоль или аспирин.
Начиная пайку трубки с фланцем, обратите внимание, чтобы место стыковки двух труб располагалось по центру соединительного кольца. В тех случаях, когда после нанесения слоя припоя на поверхность трубок, они не будут входить в кольцо, поверхность следует прогреть паяльником, чтобы расплавить припой. Проследите, что накидная гайка надета на трубку прежде, чем будет начата пайка
Проследите, что накидная гайка надета на трубку прежде, чем будет начата пайка.
Когда стыковка элементов завершена, и они расположились должным образом, пайку теплообменника завершают. Для этого зазоры между элементами заливают расплавленным припоем.
Способы соединения
Виды соединения стальных труб
Каждая из перечисленных разновидностей труб может быть сочленена одним или несколькими способами. Из основных выделяют такие:
- Резьбовое. Наиболее привычное, что касается подключения или прокладки небольших участков трубопровода от счетчика. Осуществляется с применением дополнительных уплотняющих материалов натурального или искусственного происхождения.
- Пайка. Применяется в отношении труб из полиэтилена, а также в некоторых случаях и меди. В отношении первых требует наличия профессионального оборудования, без которого невозможно осуществить действие качественно. Чаще всего применяется на магистральных трубах большого диаметра, где нет возможности применения другого способа.
- Сварка. Для металлических труб может выполняться при помощи автогена или дугового сварочного аппарата. В случае с первым меньше вероятность возникновения напряжения в свариваемых деталях. Шов получается ровным и герметичным. При использовании второго варианта добиться такого результата немного сложнее, но для профессионала также возможно.
- Фланцевое. Применяется на магистральных трубах, а также в тех местах, где линия примыкает к редуктору и должна входить в жилой дом. Представляет собой сочленение при помощи двух колец, между которыми укладывается уплотнитель, после чего они стягиваются болтами с гайками.
- Врезка. Достаточно сложная процедура. Может выполняться как под давлением, без прекращения подачи, так и без него. В первом варианте в прошлом использовался способ гашения пламени самим автогеном. На сегодняшний день разработаны системы и инструменты, которые значительно облегчают поставленную задачу и повышают безопасность.
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.










Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Припои, флюсы, паста
Медь как материал, включая ее сплавы, доступна для пайки при низких и высоких температурах. В итоге получается качественное соединение вне зависимости от того, какого вида припой был использован: мягкий или твердый.
Низкотемпературные сплавы обеспечивают стыковку медных труб, когда не затрагивается структура металла. Однако образующееся соединение отличается швом, который обладает низкими механическими характеристиками. В то время как высокотемпературные припои – это безупречная прочность шва, что позволяет эксплуатировать соединенные с его помощью трубы при высоких температурах. Этот вид пайки приводит к отжигу меди, потому необходимо обладать соответствующим опытом, чтобы не допустить пережога металла.
Низкотемпературная пайка медных труб преимущественно находит свое применение при организации систем отопления и водоснабжения. Для этих целей используются низкотемпературные припои, не имеющие в своем составе свинца, которые гарантируют высокое качество работы. К таким металлам относятся сплавы олова с медью, сурьмой, селеном, серебром и висмутом. При этом их состав в основном формируется за счет олова, а содержание других элементов – это лишь около 5% от общей массы.
Лучшими технологическими характеристиками обладают припои, содержащие серебро, например, S-Sn97Ag3 (олово 97%, серебро 3%). Чуть хуже обстоят дела со сплавами, имеющими в своем составе медь, которые также обеспечивают высокое качество соединения. Например, таким припоем является S-Sn97Cu3 (олово 97%, медь 3%). В то же время существуют универсальные сплавы, характеризуемые как оловянно-медные, но они отличаются высокой стоимостью.
Припой S-Sn97Ag3 содержащий 97% олова и 3% серебра
Приведенные в качестве примера припои позволяют получить отличный шов, обеспечивающий возможность длительной эксплуатации того или иного трубопровода. На практике другие сплавы не находят своего применения, так как заявленные характеристики упомянутых выше составов высоки, что в сочетании с относительно невысокой стоимостью делает их недосягаемыми для ближайших конкурентов.
Припой S-Sn97Cu3 содержащий 97% олова и 3% меди
Процесс низкотемпературной пайки осуществляется с применением флюсов, в составе которых имеется хлорид цинка. Выбор того или иного химического вещества не актуален, так как практически все предлагаемые смеси этого вида полностью отвечают существующим требованиям. Например, можно выбрать канифольно-вазелиновую пасту, созданную на основе канифоли, вазелина технического назначения и хлористого цинка. Флюсы такой консистенции отличаются максимальным удобством применения.
Низкотемпературные припои создают условия для образования довольно прочных соединений, поэтому их использование оправданно лишь в тех случаях, когда возникает необходимость сборки отопительных систем, температурный режим эксплуатации которых превышает 110 °C. В той же мере это относится и к организации газопроводов на основе труб из меди.
Нижеприведенная таблица содержит в себе информацию относительно допустимых значений давления в трубопроводах, создаваемых за счет использования медных цилиндрических изделий диаметром от 6 до 28 мм.
В основном высокотемпературная пайка меди производится с использованием припоя L-CuP6, содержащего в себе 94% упомянутого металла и 6% фосфора. Последнее вещество, добавленное в состав сплава, обеспечивает снижение температуры плавления меди, что, собственно, и позволяет применять данную смесь как припой. Но также немалой популярностью пользуется самофлюсующийся сплав L-Ag2P (медь 92%, фосфор 6%, серебро 2%). Специальные составы, содержащие в себе медь и фосфор, позволяют осуществлять пайку металла красно-желтого цвета без флюсов.
Медно-фосфорные припои образуют довольно хрупкие соединения, поэтому их нельзя применять в работе с чугуном, сталью, алюминиевой бронзой и цветными металлами, содержащими более 10% никеля. Если предполагается соединение посредством этих припоев изделий из меди и медных сплавов (бронзы, латуни), необходимо обязательно применять высокотемпературную смесь, обладающую химическим действием.
Вне зависимости от вида пайки желательно использовать согласованные припои и флюс, ориентированные на конкретный тип соединения и выпускаемые одним производителем.
Паста для пайки меди – это то же самое, что и флюс, только в виде загустевшей смеси, которую можно наносить на трубу как до стыковки, так и после нее. Свойства вещества аналогичны характеристикам флюсов. Паста улучшает адгезию припоя, а также препятствует проникновению воздуха в стыковочный шов.
Плюсы и минусы пайки медных труб
Для начала вспомним, что медь – металл в высокой температурой плавления и вообще довольно капризный, со своим характером. С нашей точки зрения эта особенность несет как плюсы, так и минусы для работы с ней.
Однозначный плюс заключается в возможности непрерывного процесса нагревания и пайки благодаря способности меди держать и сохранять тепло, даже если в нагреве произойдет перерыв.
Серьезный плюс – доступность расходных материалов и оборудования. Не нужно приобретать ничего специально, все необходимые вещи обычно имеются в любой домашней мастерской.
Однозначный минус – высокая степень рассеивания тепла, из-за чего нагрев нужен «с запасом».
Еще один технологический минус – нагревание всего изделия вместе с местами крепления
Из-за этого работать нужно в перчатках и с большой осторожностью
Что нужно для пайки
Для выполнения капиллярного соединения медных труб потребуются следующие инструменты и материалы:
- инструменты для предварительной обработки соединяемых элементов;
- флюс и припой;
- специальная фум лента;
- инструмент для нанесения резьбы и обжимные кольца;
Виды припоев
Припои бывают двух типов – твердые и мягкие. Мягкий припой представляет собой проволоку из металлов и сплавов с низкой температурой плавления (олово, свинец, серебро и т.д.). Диаметр такого припоя не более 3 мм.
Твердые припои изготавливаются из тугоплавких металлов и имеют больший диаметр.
Флюс и паста для пайки
Для надежности соединения используется флюс или паста. Это вещество исключает попадание в место стыка инородных элементов, шов получается надежным без пор. Флюс бывает на основе борной или соляной кислоты, хлорида цинка. Для того, чтобы создать защитную пленку на месте соединения используются смолы, канифоль, воск.
Флюсы для пайки разделяются на жидкие, твердые и специальные пасты. Готовая смесь дороже, чем прочие материалы, но и работать с ней гораздо удобнее.
Фитинги
Фитингами называются специальные детали, которые монтируются на месте стыка заготовок разного диаметра, соединения нескольких труб в одной точке или при переходе на другой материал трубопровода.
Если приходится использовать фитинги из другого материала, важно, чтобы коэффициент температурного расширения и другие технические параметры материала труб и фитингов совпадали
Процесс пайки с точки зрения теории
Пайка многих труб, в том числе и медных, производится с соблюдением принципа соединения двух частей внахлест. В результате удается добиться достаточной прочности конструкции вне зависимости от используемого припоя, когда даже его мягкие виды, отличающиеся недостаточной стойкостью, гарантируют надежность соединения.
Для получения приемлемой прочности стыков посредством пайки необходимо, чтобы изделия в месте контакта заходили друг на друга минимум на 5 мм. На самом же деле создается гораздо больший нахлест, что обеспечивает ощутимый запас прочности.
 Добиться требуемого перекрытия конструкций при сборке трубопровода удастся за счет проведения таких операций с цилиндрическими изделиями, как расширение и отбортовка, а также с помощью применения специальных фитингов.
Добиться требуемого перекрытия конструкций при сборке трубопровода удастся за счет проведения таких операций с цилиндрическими изделиями, как расширение и отбортовка, а также с помощью применения специальных фитингов.
При установке соединительных элементов образуется зазор около 0,2 мм, обеспечивающий возникновение капиллярных сил, наличие которых обязательно для осуществления качественного процесса пайки. Это приводит к эффекту, когда нагретый припой затекает в зазор, гарантируя требуемый уровень герметизации в месте контакта. Благодаря воздействию капиллярных сил появляется возможность подавать припой снизу.
Способы стыковки
Оптимальными элементами соединения частей медного трубопровода считаются фитинги. Их ассортимент обширен, но популярностью пользуются следующие 3 разновидности подобных деталей:
- тройники, посредством которых можно организовать соответствующие отводы;
- муфты для соединения двух цилиндрических изделий;
- колена, находящие свое применение при необходимости изменить направление трубопровода, задав угол поворота в 90 градусов.
 При этом обустройство медной конструкции может производиться без применения фитингов или с минимальным количеством подобных элементов. Хотя здесь понадобится соответствующий инструмент, позволяющий выполнить операции по гибке и расширению труб, а также их отбортовки.
При этом обустройство медной конструкции может производиться без применения фитингов или с минимальным количеством подобных элементов. Хотя здесь понадобится соответствующий инструмент, позволяющий выполнить операции по гибке и расширению труб, а также их отбортовки.
В данном случае это избавляет от необходимости применять углы для организации поворотов трубопровода. Расширение сделает ненужным использование муфт, так как здесь можно увеличить диаметр цилиндрической конструкции и вставить в нее другую, закрепив стык посредством пайки. Наконец, отбортовка исключит из списка соединительных элементов тройники, но при условии, что отводная труба будет иметь меньший диаметр по сравнению с магистральной.
Для осуществления вышеперечисленных задач потребуются различные устройства, которые обеспечат гибку труб, а также их расширение и отбортовку.
Трубогибы
Применение подобных приспособлений должно соотноситься с некоторыми требованиями. Так, для труб с сечением до 15 мм радиус изгиба определяется как 3,5d, а 18 мм – 4d, где под d понимается диаметр конструкции. Если предусмотрено наличие сгибающей пружины, минимальное значение радиуса изгиба составляет 6d.


Слишком короткий отрезок, соединяющий центр с точкой окружности, создает высокую вероятность того, что произойдет разрыв или сплющивание. Если трубы отожженные, допустим меньший радиус изгиба, хотя это приводит к негативным последствиям за счет получаемой крутизны дугообразного искривления (менее 3d), когда поток начинает разрушающе воздействовать на саму трубу. В то же время отожженные изделия вполне можно гнуть с помощью силы рук, но здесь следует придерживаться радиуса изгиба от 8d, что позволит избежать сплющивания.
Сгибы, выполненные некачественно, которые приводят к сжатию трубы или собиранию в гармошку в месте искривления, создают условия для возникновения потоков турбулентности. В итоге эти силы обеспечивают напряжение там, где сечение трубы перестало соотноситься с формой круга, что запускает разрушающие процессы коррозии и эрозии.
Цилиндрические конструкции, диаметр которых не превышает 18 мм и не прошедшие термическую обработку, доступны для сгибания в холодном состоянии, что осуществляется за счет использования трубогиба. Что касается большего диаметра, то здесь не обойтись без предварительного воздействия высоких температур от 500 до 600 °C, чтобы добиться требуемого результата.
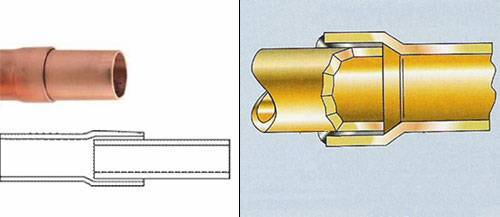
Расширители
Для возможности применения устройств в виде расширителей с целью изменения диаметра трубы в большую сторону необходимо использовать только отожженные изделия, отличающиеся требуемой пластичностью. Так называемые экспандеры представляют собой кулачковые механизмы, обеспечивающие создание давления на сегменты своей конструкции, которые воздействуют на трубу изнутри, что приводит к изменению ее размеров.










 На практике часть расширителя в виде кулачкового наконечника вставляется в трубу, производится сжимание рукояток, запускается система рычагов, а конец изделия принимает форму раструба. Если таким образом воздействовать на отрезок небольшой длины, расширив его с двух сторон, то можно получить муфту.
На практике часть расширителя в виде кулачкового наконечника вставляется в трубу, производится сжимание рукояток, запускается система рычагов, а конец изделия принимает форму раструба. Если таким образом воздействовать на отрезок небольшой длины, расширив его с двух сторон, то можно получить муфту.
Отбортовщики
Процесс отбортовки – это образование нужного диаметра отверстия на поверхности трубы. Для этого сначала просверливают небольшой проем, который необходим для ввода через него оправки инструмента, оснащенной специальными усиками.
Следующим шагом устройство отбортовки надежно закрепляется на поверхности трубы, что необходимо для создания упора. Далее подключается электроинструмент. Его запуск провоцирует вращение шпинделя, который начинает постепенно вытягивать оправку, приводя к тому, что кромки проема загибаются наружу.
В результате образуется достаточного диаметра отверстие для подключения колена. Чтобы исключить глубокое погружение этого элемента в полученный проем, на его поверхности делаются выступы. Они являются ограничителями, которые необходимы для исключения вероятности возникновения препятствия на пути потока воды.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Техника безопасности при спаивании труб из меди
Основные правила техники безопасности при самостоятельной пайке труб из цветных металлов:
- При нанесении химических реагентов и нагреве труб требуется использовать защитную одежду и очки. При попадании флюса на открытые участки кожи необходимо удалить реактив проточной водой, а затем промыть участок тела мыльным раствором.
- Запрещается использовать защитную одежду из синтетического материала, который плавится или воспламеняется под воздействием пламени газовой горелки или жала электрического паяльника.
- Поскольку при выполнении работы происходит испарение флюса, то в помещении предусматривается вентиляция.
Технология пайки
Пайка газовой горелкой медных труб включает такие этапы:
Обрезка необходимого участка изделия при помощи трубореза.
Снятие заусенцев при помощи фаскоснимателя.
Подготовка края изделия с использованием труборасширителя
Важно помнить, что расширяемая труба должна быть мягкой или отожженной при высоких температурах.
Выполнение предварительного соединения труб. Этот этап подразумевает закрепление трубы при помощи пропая изделия в нескольких местах.
Обработка паяемой поверхности при помощи флюса
В случае, если используется высокотемпературный припой использование флюса не требуется.
Аккуратный прогрев всех соединяемых поверхностей трубы при помощи горелки или термофена.
Как правило, деталь прогревается на протяжении пяти минут.
Зачистка спаиваемых участков.
Нанесение подходящего для медных труб припоя на соединяемую поверхность.
Расплавка припоя и контроль его однородности.
Удаление остатков обработанного флюса при помощи растворителя или простой воды.

Процесс пайки медных труб.
Низкотемпературная пайка труб состоит из:
- Прогрева поверхности до 200-250 градусов Цельсия.
Сделать это можно при помощи горелки на газе или паяльника. - Прикладывания припоя к местам стыка.
- Постепенное перемещение пламени горелки для равномерного распределения припоя по стыкуемым зонам.
В случае толстых деталей использование паяльника исключено, поскольку с помощью данного инструмента невозможно качественно прогреть изделие.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.











Высокотемпературное соединение медных труб
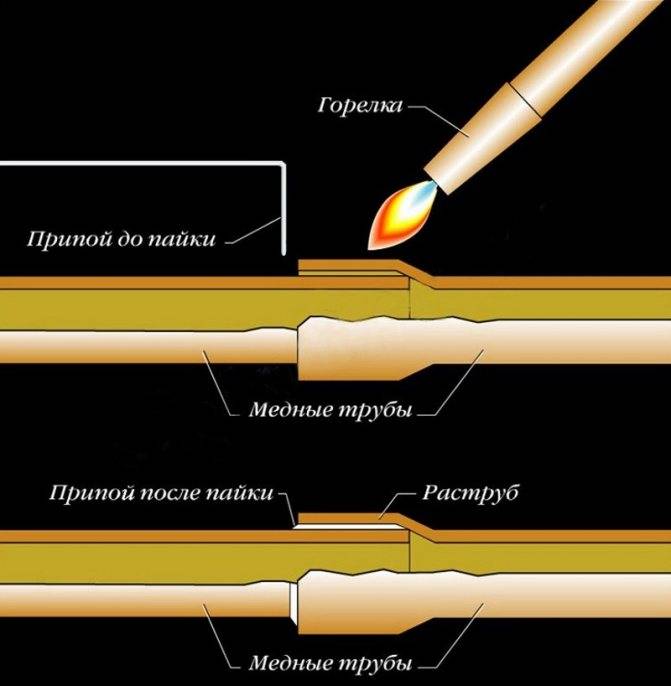
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно

Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.

Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов. Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.








При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
Конструкция современной газовой горелки
Начнём с анализа конструктивных моментов, характерных для современных моделей газовых горелок.
Оборудование в современном исполнении, рассчитанное под хозяйственное применение, прежде всего, выделяется конструктивным мини-фактором. Это удобное в применении, облегченное и, как правило, разборное на отдельные компоненты оборудование.
 Портативное, разбирающееся на отдельные детали – такое оборудование под производство пайки медных труб является действительно удобным и предпочтительным для работы
Портативное, разбирающееся на отдельные детали – такое оборудование под производство пайки медных труб является действительно удобным и предпочтительным для работы
Такие аппараты просто транспортировать, поместив, к примеру, в стандартный сантехнический ящик или в слесарную сумку.
Приборы традиционно оснащаются съёмными мини-баллонами, заправленными специальной газовой смесью, благодаря чему обеспечивается высокая рабочая температура и ровный (стабильный) выход пламени.
Большинство конструкций наделяются зажигательным элементом, который обеспечивает розжиг прибора одним движением руки.
Для регулировки пламени используется конструкция плавного изменения давления газа (редуктор), благодаря чему можно настроить оптимальный режим пайки.
Есть исполнение горелок с прямым подключением баллона к соплу, а есть исполнение, где предусматривается шланговый переход.
 Система пьезоподжига и редуктор плавной настройки позволяют устанавливать требуемую форму пламени для выполнения работы пайки с учётом получения результата высокого качества
Система пьезоподжига и редуктор плавной настройки позволяют устанавливать требуемую форму пламени для выполнения работы пайки с учётом получения результата высокого качества
Следует отметить универсальность хозяйственных горелок с газовыми баллончиками. Другими словами – такие устройства допускают применение не только конкретно под пайку труб, но также под исполнение других задач. К примеру, горелку вполне допустимо использовать в качестве аксессуара туриста.





