

Выбор припоя и прочих материалов
Для процесса спаивания нержавейки с помощью паяльника, необходимо правильно подбирать припой, поскольку от этого выбора зависит конечный результат. Одним из самых востребованных видов считается серия ПОС. Такая разновидность для спаивания в отличие от простого олова выпускается в форме брусков с наличием дополняющих вкраплений свинца, благодаря чему свойства материала меняются в положительную сторону. Существует несколько марок такой серии:
- ПОС-50Кд18;
- ПОС-61;
- ПОС-40.
Такие припои могут иметь в себе не только олово, еще кадмий, свинец и другие металлы. Если необходимо осуществить процесс спаивания изделий, которые будут использоваться для продуктов питания, то требуется проследить, что бы в материале не присутствовало ничего кроме олова, поскольку другие металлы могут принести вред для вашего организма.

Небольшим затруднением является выбор подходящего флюса, поскольку совсем не каждый подойдет. В подобном случае потребуется специальный активный флюс, в роле него выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Рекомендуется незамедлительно приступать к работе, после нанесения его на поверхность металла, поскольку флюс может совместиться с пленкой.
Технология спаивания нержавеющей стали при помощи олова
Перед осуществлением процесса спаивания нержавеющей стали оловом, требуется провести подготовительные процедуры с металлом. Вначале необходимо осуществить механический процесс, используя щетку по металлу или наждачную бумагу, в зависимости от толщины заготовки.

Затем потребуется удалить оксидную пленку, появляющуюся на поверхности металла, а еще от жировых появлений и других загрязнений с помощью растворителя, ацетона и прочих химических веществ. Потом, на чистую поверхность требуется нанести флюс, в случае, если комбинированный припой, в составе которого уже имеется подобное вещество, не используется. После выполнения всех подготовительных процедур, можно непосредственно переходить к процессу спаивания. Для этого потребуется осуществить нагрев детали с помощью горелки или паяльника. Если используется горелка, то нужно тщательно смотреть за уровнем кислорода, поскольку при его недостатке, металл начнет подвергаться окислению.
Что бы ни упустить такой важный нюанс, потребуется обращать внимание на цвет пламени, поскольку, если состав будет перенасыщен, оно станет светло-синим. Для расплавления припоя, понадобится произвести нагрев всей области соединения до необходимой температуры, поскольку его плавление зависит не от горелки, а от нагретого ею металла. Припой кладется на место, где детали соединяются, действуя не спеша, пока все место не будет наполнено
Припой кладется на место, где детали соединяются, действуя не спеша, пока все место не будет наполнено.

Недостатки пайки нержавейки оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Режимы пайки оловом
| Температура пламени горелки, градусов целься | Мощность паяльника, Вт | Время воздействия, секунды | Диаметр припоя, мм |
| 232-240 | 80-100 | 5-10 | 2-4 |
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.
Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала









Стоит обратить внимание на марки:
- ПОС50Кд18;
- ПОС-61;
- ПОС-40.
Пайка нержавеющей стали дома
Часто бывает, что домашнему мастеру необходимо отремонтировать предметы домашней утвари, посуду из нержавеющей стали. Для этого необходимо подготовить определенный набор оборудования, а также рабочие и вспомогательные материалы. Чтобы качественно и быстро ремонтировать изделия из нержавейки, потребуется приобрести также определенный навык. Поэтому не стоит сразу браться за ремонт сложных или крупногабаритных изделий. Чтобы набить руку, «почувствовать металл и огонь», лучше потренироваться на ложках, кружках или просто обрезках нержавейки.

Пайка нержавейки в домашних условиях
Для работы потребуется оборудовать рабочее место. Рабочий стол должен быть металлическим или иметь негорючее покрытие. Должна быть оборудована вытяжная вентиляция — как пары паяльного состава, так и флюса и обезжиривателя вредны для органов дыхания. Спаиваемые детали должны быть надежно закреплены инвентарными крепежными приспособлениями — тисками, струбцинами, зажимами, распорками.
Емкости с рабочими жидкостями сразу после применения следует плотно закрывать и убирать в шкафчик или тумбочку.
Необходимо тщательно соблюдать технологию выполнения работ. Если обработка проведена некачественно и припой не пристает к поверхности деталей — необходимо остановить пайку и повторить механическую обработку и обезжиривание. После обезжиривания брать детали можно только в плотных перчатках — даже небольшое потожировое пятно, оставленное пальцами, может свести работу насмарку.
Проволочную щетку для зачистки можно сделать самостоятельно. Для этого в отрезок трубы диаметром 5-10 миллиметров и длиной около 10 см нужно плотно вставить проволочки, полученные из куска металлического троса. Выступать из трубки они должны на несколько миллиметров. При небольших площадях пайки нержавеющей стали, а особенно в узких и труднодоступных местах такая самоделка намного удобнее и эффективнее, чем покупные щетки на деревянной ручке.
https://youtube.com/watch?v=DLwir_Sua_g
Такой щеткой можно работать в непосредственной близости от паяльника или пламени горелки, минимизируя время между зачисткой и началом пайки.
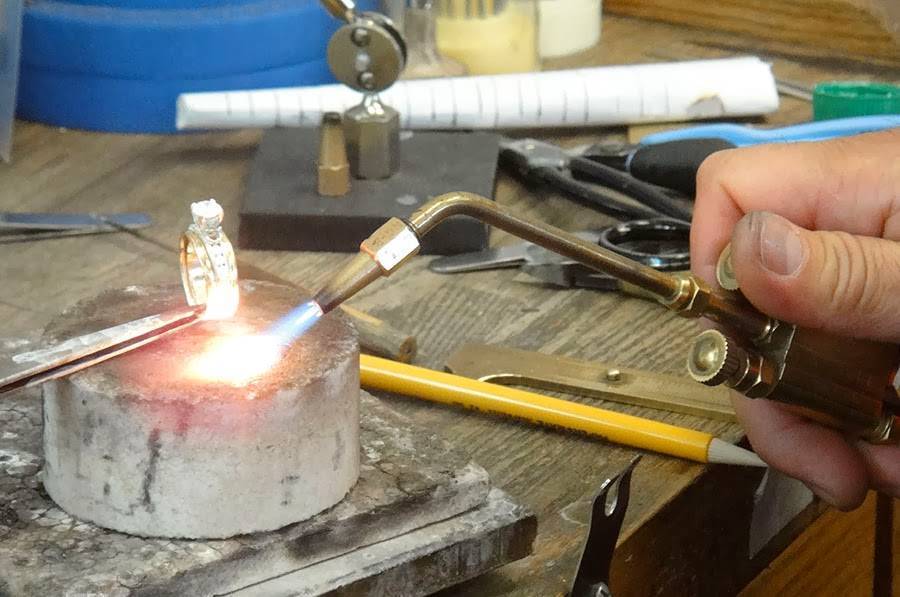
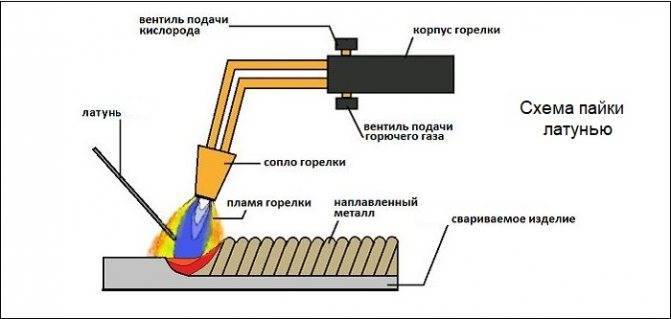
Пайка с помощью газовой горелки
Горелку плавно перемещают, равномерно нагревая металл. Пруток припоя должен плавиться не от пламени горелки, а от тепла заготовки — только тогда получится прочное и надежное соединение. После наложения прутка в область стыка необходимо далее нагревать заготовки, чтобы он полностью проник во все зазоры и заполнил их. Нагрев продолжают до тех пор, пока излишки паяльного состава не начнут вытекать из стыка.
Выбор припоя и добавочных материалов
Грамотный выбор состава дает возможность очень качественно спаять детали из нержавеющей стали. Подобное соединение будет долговечным и надежным. Наиболее распространение виды паяльных составов — оловянно-свинцовые марки ПОС. Для паяльных работ по нержавейке эксперты советуют:
- ПОС50Кд18 (с добавкой кадмия);
- ПОС-61;
- ПОС-40.
Для работ по ремонту предметов, вступающих в контакт с пищей, следует использовать исключительно чистое олово. Для нержавеющей стали подходит вовсе не всякий флюс.
- паяльная кислота;
- фосфорная кислота ;
- хлористый цинк.
Наносить флюс нужно конкретно перед пайкой, чтобы опоздала еще раз появиться оксидная пленка.
Недостатки пайки нержавейки твердыми припоями
- Если сравнивать с использованием других припоев, то процесс получается более трудоемким;
- Твердые сплавы нередко оказываются более дорогостоящими, как и себестоимость пайки, за счет того, что используется больше ресурсов;
- Далеко не каждый инструмент может дать ту температуру, которая требуется для этого процесса, поэтому, в домашних условиях он оказывается трудноосуществимым.
Подготовка оборудования и материалов
Перед тем как паять нержавейку твердым припоем, следует заняться подготовкой. Для проведения пайки нужно подобрать правильную горелку, которая бы смогла выдать требуемую температуру и обладала достаточной шириной пламени, чтобы равномерно обрабатывать поверхность.
Выбор горелки для пайки припоями
Следует сделать так, чтобы под рукой всегда находился флюс и припой, чтобы вовремя сделать все нужные процедуры. Перед работой нужно подготовить все под заданный режим работы и проверить работоспособность инструментов.
Отличия высокотемпературной пайки от низкотемпературной
При высокотемпературном спаивании используется нагрев при помощи горелки, тогда как в ином случае применяется электрический нагрев.
Высокотемпературная пайка нержавейки
Также различается температура плавления самого припоя. В первом случае она намного более высокая, что также влияет и на качество соединения, так как оно становится значительно выше. Низкотемпературная пайка, впоследствии, выдерживает меньшие температурные режимы воздействия. Высокотемпературная может вызывать структурные изменения в металле, если температура его плавления близка к той, которая используется при обработке. Для них также используется оборудование различной мощности.









Выбор твердого припоя
Медно-цинковый припой представлен в серии ПМЦ с различным содержанием меди. Его часто используют вместе с дополнительным легированием, чтобы снизить сильную отдачу при вибрации.
Медно-цинковый припой
Медно-фосфорный представлен в серии ПМФ с различным содержанием фосфора, в зависимости от цифры модели. У него хорошая устойчивость к коррозии и высокая текучесть. Иногда его могут использовать для замены серебряного припоя.
Медно-фосфорный припой
Медно-циноквые обладают высокими технологическими свойствам. При добавлении олова температура плавления снижается, так что он относится к универсальным припоям.
Выбор флюса
Пайка нержавеющей стали твердыми припоями требует тщательного подбора флюса. Одним из лучших вариантов для данного металла состоит на 70% из буры, на 20% из борной кислоты и на 10% из фтористого кальция.
Технология пайки нержавейки твердым припоем
- Зачистить механическим способом стыковые части деталей.
- Зафиксировать заготовки в неподвижном положении.
- Зону, где будет происходить спайка, нужно промазать флюсом.
- Горелка зажигается и устанавливается на нужный режим.
- Постепенно прогревается зона спайки, пока не изменится цвет металла.
- К детали подается припой, который может быть сразу покрыт флюсом.
- Осуществляется постепенное запаивание поверхности, передвигая расходный материал вдоль линии спайки.
Контроль качества шва
Существует несколько способов проверить, насколько хорошо все спаялось. Для этого используют такие методы как:
- Параметрический;
- Трансформаторный;
- Люминесцентный;
- Цветной;
- Оптический;
- Визуальный.
Меры безопасности
Даже когда происходит пайка пищевой нержавейки твердыми припоями в домашних условиях, то следует придерживаться правил безопасности. Во-первых, для пищевой нержавейки припой не должен содержать цинк или свинец. Также не стоит забывать о высоких температурах, с которыми идет работа и брать все незащищенными руками раньше времени остывания. Баллон с газом должен находиться на достаточном расстоянии от открытого огня горелки.
Почему пайка может не получиться?
Основными причинами неудач являются:
- Недостаточно хорошая зачистка перед самим процессом;
- Плохой разогрев заготовки, так что припой не смог нормально сцепиться с металлом;
- Был неправильно подобран припой для такого соединения;
- Было использовано недостаточное количество флюса, так что материал не начал плавиться, как того требовала технология;
- После спайки, когда все еще не остыло, было механическое воздействие со сдвигом детали.
Советы по правильной и прочной пайке металлов
Работая со сталью или другими металлами необходимо придерживаться базовых правил безопасности, а также знать некоторых нюансов пайки.
Как нагревать и охлаждать металл
Важный шаг перед началом работы — подготовка заготовок. И здесь необходимо знать наверняка, какой сплав вы будете спаивать или проверить его самостоятельно:
- Посмотрите, как реагирует металлическая заготовка на нагрев паяльником или горелкой. Как быстро образуется оксидная пленка на поверхности. Об этом лучше знать заранее и наверняка, иначе последующая работа будет проходить в спешке.
- Подготовленные и закрепленные детали лучше всего прогревать постепенно. Следите, чтобы на металле не появлялось перегретых очагов. Область пайки должна быть прогрета равномерно по всей площади.
- Не прогревайте только стыковочный шов, работайте также по площади возле стыка. Чаще всего нужно прогреть 0,5 — 2 см в зависимости от целей пайки и габаритов соединяемых элементов.
- Используйте только те паяльники или горелки, которые выдают рабочую температуру плавления припоя.
- Не охлаждайте готовый шов при помощи холодной воды или других жидкостей. Дайте металлу «отдохнуть» и равномерно остыть несколько минут на открытом воздухе.
- Спаянные заготовки снимайте из тисков или струбцин только после полного остывания припоя.
Пайка нержавейки
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Несколько проще паять сплавы с содержанием Ni или Cr до 25%. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.
Пайка нержавейки
Особенности пайки нержавейки
Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции. Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем.
Пайка нержавейки на производстве выполняется по более сложной технологии. Для пайки ответственных конструкций применяются специальные промышленные смеси , содержащие Cr
Используемое оборудование
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:
- электропаяльник мощностью 100 Вт (портативная пропановая горелка);
- флюс;
- обезжириватель (растворитель);
- абразивная бумага, проволочная щетка, надфиль;
- оловянный припой;
- ветошь;
- средства защиты: перчатки, респиратор, защитные очки или прозрачный щиток.
Портативная пропановая горелка
Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость.









Типы припоев
Припои для нержавеющей стали делятся на две основных группы:
Мягкие — это привычные составы на основе Pb и Sn марок ПОС. Достаточное содержание олова повышает пластичность и текучесть, позволяя ему проникать во все микронеровности поверхности и существенно улучшая адгезию
Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких паяльных составов является невысокая прочность получающегося соединения
Для получения более прочных паяных соединений нержавейки применяют твердые припои. Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр.
Припой HTS – 528
Если требуется соединить пайкой разнородные изделия из таких материалов, как нержавейка, медные сплавы, никель, чугун — применяют состав HTS – 528. В его состав уже включен флюс, а температура плавления — не менее 750 °С
Приготовление флюса
Коррозионно-стойкие сплавы весьма чувствительны к условиям пайки, поэтому правильный выбор флюса для пайки нержавейки исключительно важен.
Наиболее широко применяемый флюс содержит:
- 7 частей технической буры;
- 2 части борной кислоты;
- 1 часть фтористого кальция.
Изготовление флюса в домашних условиях
Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты. Смесь разводят в воде и наносят на область пайки. Как только она высохнет- обеспечит будет отличную адгезию к поверхности сплава.
Перед нанесением флюса необходимо провести тщательную механическую обработку области пайки шкуркой, проволочной щеткой или надфилем.
Преимущества пайки нержавейки оловом
Применение мягких составов на основе олова дает следующие преимущества:
- простота выполнения паяльных операций для небольших предметов;
- короткая подготовка;
- доступность паяльных материалов;
- достаточное качество пайки для не самых ответственных деталей.
Типы припоев
Припои для нержавейки разделяют на две ключевых группы:
- мягкие;
- твёрдые.
Мягкие — это обыкновенные составы на основе Pb и Sn марок ПОС. Достаточное содержание олова увеличивает эластичность и текучесть, давая возможность ему проникать во все микронеровности поверхности и значительно улучшая склейку
Более того, олово считается очень хорошим раскислителем, что очень важно во время работы с нержавеющими сплавами. Минусом подобных паяльных составов считается плохая прочность получающегося соединения
Для получения намного прочных паяных соединений нержавеющей стали используют твёрдые припои. Ими работают как в индустриальных условиях, так и в мастерской дома. В твёрдые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутьев и обозначают литерами ПСр.

Припой HTS – 528
Если требуется объединить пайкой разные изделия из подобных материалов, как нержавеющая сталь, сплавы меди, никель, чугун — используют состав HTS – 528. В его состав уже включен флюс, а температура плавления — не менее 750 °С
Недостатки пайки нержавейки оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Режимы пайки оловом
| Температура пламени горелки, градусов целься | Мощность паяльника, Вт | Время воздействия, секунды | Диаметр припоя, мм |
| 232-240 | 80-100 | 5-10 | 2-4 |
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.










Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала
Стоит обратить внимание на марки:
- ПОС50Кд18;
- ПОС-61;
- ПОС-40.
Пайка нержавеющей стали в домашних условиях
Иногда возникает потребность спаять изделие из нержавеющей стали. Перед тем как паять нержавейку в домашних условиях, необходимо ознакомиться с технологией, принципами выполнения работ.
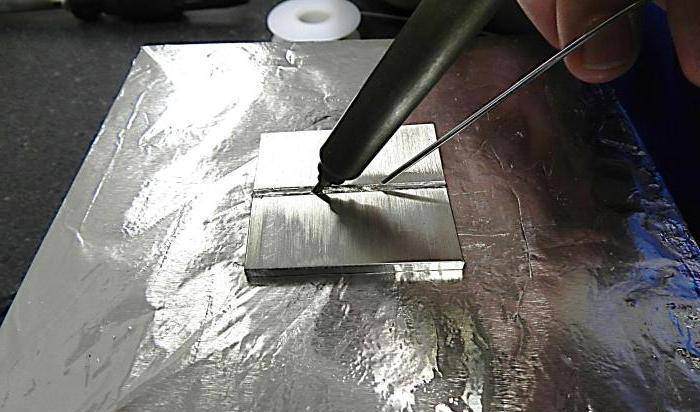
Подготовка
Тщательная очистка поверхности изделия в области стыка является ключом к крепкой пайке. Масло и жир удаляют с помощью растворителей, а проволочную щетку или абразивную обработку наждачной тканью применяют для устранения сложных типов загрязнения.
Шероховатая поверхность абразива эффективна, она улучшит адгезию припоя. Рекомендуется проводить ремонтные работы сразу после очистки. Если это невозможно, детали предварительно покрывают присадочным материалом (лужат). Припаивая детали из латуни или меди, необходимо нанести тонкий слой олова на предварительно разогретый участок, который соединяется с изделием.
Процесс пайки
Технологическая операция заключается в соединении нержавейки с помощью присадочного металла, благодаря силам сцепления между атомами. Руководство соединения деталей:
- Подключают паяльник и дают ему нагреться.
- Слегка шлифуют края металла в месте будущего шва или заплаты, чтобы избежать появления неровностей. 2 части должны соединиться без каких-либо промежутков.
- Удаление шлифовальной пыли влажной тряпкой.
- Области, которые недопустимо подвергать воздействию растворителей, закрывают малярной лентой.
- Флюс наносится в зоны, которые будут принимать припой.
- Разместить в рабочей зоне весь необходимый инвентарь. Паяльник кладут на безопасном расстоянии. Проволочный припой разматывают.
- Проводится лужение. Тонким слоем наносится смесь олова и свинца.
- Если покрыть изделие припоем не удается (смесь скатывается по запчасти), прибегают к проверенному способу. Изготавливают небольшую кисточку из стальной проволоки и трубки. Паяльную кислоту наносят непосредственно перед использованием щетки. Нагревают детали паяльником или паяльным пистолетом, хорошо защищают самодельной щеткой. Данная процедура эффективна, т.к. снимается окисная пленка без использования химических соединений.
- Наносится тонкий слой растопленного олова.
- Начинается процесс пайки оловом.
- Паяльник удерживают в области стыка, который заполняется присадочным материалом.
- Получить сталь нужной температуры трудно, поэтому необходимо внимательно следить за процессом. Перегретые детали покрываются оксидами, которые снижают качество отделки нержавейки.
- Дают остыть.
- Очищают швы наждачной бумагой и растворителем.
Основные ошибки во время пайки
Распространенные ошибки, мешающие достигнуть положительного результата:
- Неверный выбор растворителей. Агрессивные вещества необходимы для удаления оксида с подготовленной поверхности. Следует избегать использования паст на основе соляной кислоты, поскольку коррозия усложнит очистку.
- Перегрев места соединения.
- Загрязненное жало паяльника.
- Несоответствие требованиям. Выбор сплава должен соответствовать ожидаемым условиям эксплуатации (механическая нагрузка, цветовое соответствие, контакт с пищевыми продуктами или водой).
- Упущенное время. Пасту удаляют сразу после проведения работ, чтобы избежать обесцвечивания и предотвратить коррозию.
- Температура разогрева не соответствует плавке.
- Нарушение спаянных швов. Это происходит в результате движения, когда сплав затвердевает.
- Холодное сплочение. В результате недостаточного нагрева холодные швы часто характеризуются жесткостью, шероховатостью и неравномерностью. Эта ошибка припаивания создает ненадежные швы, подверженные растрескиванию, разрушению.
Соединение будет прочным, если использовать соответствующий припой и не экономить на флюсе.
Кто не работает, тот не ошибается
Для пайки олово должно достичь нужной консистенции — быть похоже на воду. Тогда шов получается качественным, ровным и «долгоиграющим».
Ошибками в достижении хорошего результата являются:
- паяльник не достиг нужной температуры;
- плохой прогрев спаиваемых деталей. Если они большие, то это можно сделать с помощью газовой горелки или на электроплите;
- неправильный выбор флюса, который не может растворить оксидную или жировую пленку на металле.
Все вышеописанные особенности нужно соблюдать при пайке нержавеющей стали оловом. После окончания работы соединенные поверхности нужно промыть водой с мылом. Дело в том, что используемые в процессе кислоты достаточно агрессивны, они ускоряют разрушение и коррозию металла, а мыло их нейтрализует.
Советы в статье «Как работает электронный динамометр » здесь.
Пайка нержавейки в видео:
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Со значительно меньшим количеством трудозатрат можно паять нержавеющие стальные сплавы, которые содержат не более 25% хрома и никеля. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.









Отремонтированная методом пайки велосипедная рама
Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Это связано с тем, что в таких сплавах при нагреве до температуры 500–700° появляются карбидные соединения. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке. Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий.
Для отжига используйте газовую горелку
На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля. Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.
Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить
После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.





