

Свойства медных сплавов
Медь является самым универсальным и доступным материалом. Положительные свойства металла обеспечивают широкое применение его сплавов во многих отраслях промышленного производства.
К таким свойствам относятся:
- Электропроводность меди является основным качественным показателем, который обуславливает ее повсеместное применение. Коэффициент электропроводности материала из меди превышает характеристики многих инженерных металлов. Добавление легирующих элементов и примесей в состав чистого металла уменьшает его проводимость, но значительно повышает прочность.
- Свойство теплопроводности, как и электрические характеристики, также зависит от процентного содержания примесей в медном сплаве.
- Коррозийная устойчивость меди определяется свойствами поверхностной пленки, которая малочувствительна к внешнему воздействию, поэтому и защищает эффективно основной металл от разложения. Медь устойчива к органическим кислотам, солевым и щелочным растворам, а вот азотные и неорганические кислоты способны разрушать структуру этого металла.
- Пластичность материала при его изготовлении или механической обработке (штамповке, прокатке) может значительно снижаться. Это свойство легко возвращается путем отжига металла, то есть его нагрева до 600–700 градусов с последующим охлаждением в естественных условиях.
- Внешний вид и цвет медных сплавов имеют характерный оттенок, который может существенно изменяться под воздействием погоды и атмосферных явлений. Медь имеет специфичный цвет от оранжево–розового оттенка до темно–бронзовой окраски. Атмосферное влияние может спровоцировать окрашивание поверхности вплоть до зеленого цвета. Некоторые медные сплавы широко используются в декоративных целях.
Хочется отметить, что процесс соединения разнообразных медных проводов не вызывает особой сложности, даже у людей, не имеющих опыта работы с паяльником. Поэтому полезнее будет остановиться на пайке металлических труб.
Чем паять серебро в домашних условиях?
Пайка любых металлов требует знаний о физико-химических свойствах материала. Серебро плавится при температуре 960ºС, это среднее значение для металлов, применяемых при изготовлении ювелирных изделий. Для примера, температура, необходимая для достижения точки плавления меди — 1083ºС, а для золота — 1063ºС.
Сплавы, содержащие серебро, имеют разную температуру плавления. Точные значения указаны в специализированных справочниках. В частности, ПСр-25, ПСр-10, ПСр-12. Серебряные припои маркируются последовательностью букв и цифр. Цифровые значения соответствуют процентному содержанию серебра в припое.
Подготовка паяльника к работе и зачистка поверхности: а — нагревание паяльника паяльной лампой, б — способы крепления паяльника на паяльной лампе, в — подставка для паяльника, г — облуживание паяльника на кирпиче.
В современном производстве припои, содержащие серебро, являются важным, неотъемлемым компонентом технологического процесса, так как сварные швы, спаянные серебряным припоем, гарантируют прочность, высокую плотность и устойчивость к коррозии. Антикоррозийность следует признать самым значимым качеством. При повышении требований к прочности и устойчивости к коррозии необходимо использовать припои с повышенным содержанием серебра. В некоторых случаях применяется пайка припоем с 70%-м содержанием серебра.
Припой для серебра приобретается в специализированных магазинах. Предпочтительно пользоваться припоем тугоплавким (температура плавления выше 240ºС), использовать сплав с маркировкой ПСР2 и ПСР-2,5 или применить специализированную пасту для пайки.
Также можно изготовить припой своими руками. Применяются серебряно-медно-цинковые и серебряно-медно-кадмиево-цинковые припои. Наиболее оптимальный состав — 45% серебро, 25% медь, 30% цинк. Компоненты плавятся в муфельной печи под флюсом. Готовая смесь выливается на подложку, после остывания сплав пропускается через вальцовочный станок, до получения листочков толщиной примерно 0,5 мм. При пайке используют полоски шириной 1-3 мм, от которых отрезаются кусочки требуемой длины.
Не рекомендуется использовать дома составы, содержащие кадмий, так как пары кадмия вызовут проблемы со здоровьем. В процессе пайки место соединения подвергается воздействию атмосферного воздуха. Для предотвращения окисления и других негативных реакций применяют флюс (колофоний). Во время расплавления припоя флюс равномерно распределяется по поверхности металла и изолирует область сварки.
Приемы пайки: а — пайка открытого шва молотковым паяльником, б — подогревание спаиваемых поверхностен электрическим утюгом, в — пайка листового металла, г — пайка проводов, д — спаивание труб торцовым паяльником, е — способ запайки отверстий в трубах, ж — облуживание концов провода.
Дома можно использовать простой флюс для пайки серебряных сплавов — смесь равных долей буры (тетрабората натрия) и поташа. Поташ можно заменить пищевой или технической содой. Иногда добавляют 1/10 поваренной соли. Бура представлена водным раствором, и ее требуется просушить. Сушится она на конфорке кухонной плиты в сосуде типа фарфоровой химической емкости или чашки для выпаривания. Сушится на несильном огне.
Горячая бура образует пузыри, которые протыкаются металлическим стержнем для разрушения, масса должна оставаться в таре. После окончания процесса выпаривания буру немедленно снимают с огня, чтобы не допустить плавления. После остывания полученные кристаллы растирают в ступке и смешивают с поташем.
После окончания пайки с поверхности отремонтированного изделия флюс удаляют с помощью нагретого слабого раствора кислоты. Для чернения применяют горячий раствор серной печени. Серная печень — смесь полисульфидов натрия или калия, изготавливается сплавлением поташа или соды (две меры) с серой (одна мера). Готовую серную печень нужно хранить в герметичной сухой таре, непосредственно перед употреблением готовят раствор, так как он сохраняет свои свойства в течение 24 часов. Насыщенность раствора зависит от необходимого результата и подбирается индивидуально.
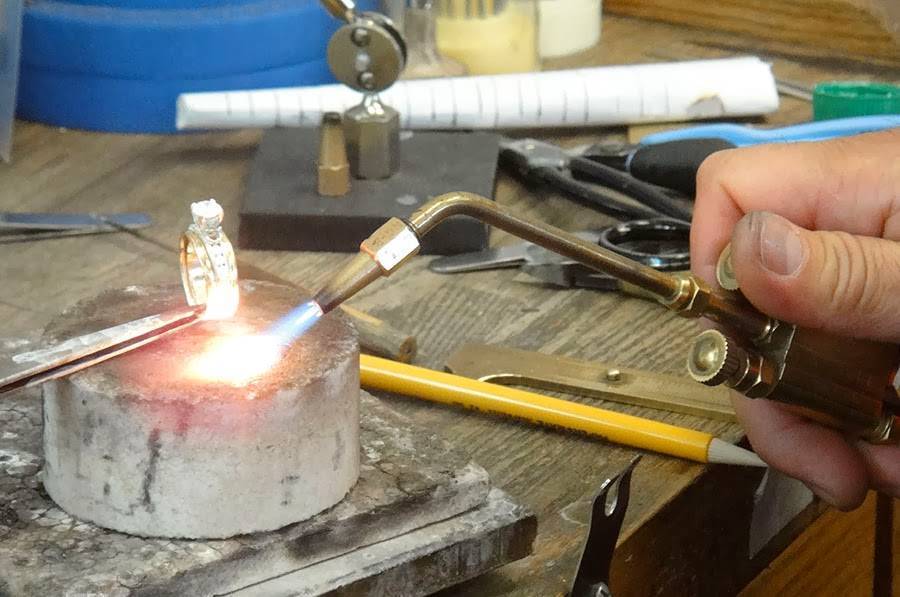
Для соединения мелких ювелирных деталей используют газовую горелку. Подобная определенность при выборе главного инструмента связана, прежде всего, с удобством: для работы газовой горелкой потребуется лишь обычный газовый баллончик, да и качество выполненной работы порадует.
Выбор припоя
Выбор соответствующего вида смеси при спаивании сталей проводится в соответствие со структурой сырья. Припои с содержанием серебра позволяют производить прочные швы, с равномерным, плотным покроем. Данные виды обладают повышенными антикоррозийными свойствами, что дает возможность применять их с веществами, подвергаемыми агрессивному воздействию окружающей среды.










Для ремонта штуцеров, различных патрубков и других субстанций с содержанием меди более 57% употребляется структура с маркировкой ПСР-12
Для конструкций с возвышенными требованиями к надежности и прочности, важно использовать более насыщенные материалы. Необходимо знать, что существуют продукты с содержанием серебра до 70%
В качестве альтернативы оловянному составу пайки, используется серебрено — цинковый. Цена такого продукта высока, однако окупается при использовании со сталями повышенной хрупкости. Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра.
Подготовка флюса своими руками
Существует несколько способов приготовления флюса в домашних условиях. Основные инструменты и материалы, которые могут понадобиться при изготовлении:
- Газовая плита, ей производится разогрев вещества до жидкого состояния.
- Ложка, служит для дозировки порошка.
- Стальная емкость или ступа, используется для измельчения твердой канифоли до мелких частиц.
- Герметичная емкость для хранения.
После приготовления порошка, необходимо подготовить растворитель. Подогревается элемент до требуемой температуры, обычно применяется раствор с пропорциями 1 к 1. Перемешивание раствора, приготовленного в домашних условиях, происходит ложкой до перехода всех частиц в жидкое состояние. В процессе смесь приобретает желтоватый оттенок.
Способы пайки серебра
Если серебряная цепочка порвалась, то вернуть ее первоначальное состояние можно двумя способами.
Пайка серебра паяльником
Этот способ рекомендуется выбирать в том случае, если есть хотя бы минимальный опыт работы с паяльником. Подойдет инструмент с самым тонким жалом. Припой нужен с маркировкой ПОС60, поскольку у него меньшая температура плавления (всего 180 градусов). Кроме того, он имеет форму трубки со смолой внутри. Смола в данном случае выполняет роль флюса и предотвращает окисление металла. Паять серебро надо следующим образом:
- Зачистить обрабатываемую поверхность от грязи и черноты. В последнем случае поможет травильный раствор кислоты. Работать при этом надо в перчатках.
- Места соединений прогреть до температуры выше плавления.
- Теперь на это место уложить припой, на который предварительно нужно вложить флюс.
- Теперь этот участок надо прогреть паяльником до момента плавления припоя и равномерного его распределения по поверхности.
- Теперь цепочке надо дать время остыть, а потом шов зачистить наждачкой.
Пайка газовой горелкой
Паять серебро в домашних условиях газовой горелкой экономически выгодно. Пошаговая инструкция следующая:
- Серебряное кольцо или цепочку очистить от видимых загрязнений.
- Покрыть металл канифолью или самостоятельно приготовленным флюсом.
- Затем на место соединения материала положить полоску припоя, которую можно отрезать кусачками.
- Теперь горелкой равномерно прогреть поврежденное изделие сбоку, при этом постоянно надо следить за положением припоя – он должен оставаться на месте.
- Постепенно пламя горелки надо увеличивать. Делать это нужно до тех пор, пока припой для серебра не образует прочный шов. Если во время работы было обнаружено, что материала не хватает, то его можно добавить в процессе, качество ремонта от этого не пострадает.
- После того как сварка серебра будет закончена, отремонтированному изделию надо дать время остыть.
- После этого шов нужно протереть наждачкой с целью удаления остатков флюса и излишков припоя.
- При необходимости осветлить место стыка можно использовать травильный раствор кислоты.

Обработка оловом

Плавка и пайка серебра может осуществляться и с помощью олова, но из-за невозможности выполнить ремонт изделия в будущем такой вариант не пользуется популярностью. Если мастер из ювелирной компании не знает, что украшение когда-то обрабатывалось с помощью олова, и начинает пайку обычным припоем с высоким температурным режимом, изделие просто сгорает и становится непригодным для ремонта.
Для обработки ювелирных украшений из серебра не рекомендуется использовать не серебряные припои, например, из свинца. Так как подобная методика не позволяет достичь высокой точности и оставляет после себя видимые следы на изделии, удалять которые совсем непросто. Кроме того, большинство украшений постоянно взаимодействуют с человеческим телом, а высокая токсичность свинца может привести к тому, что он, проникнув в кожу, вызовет множество негативных последствий.
В случае с оловянными припоями ситуация выглядит немного иначе, так как они не настолько токсичны, как свинцовые, но достичь идеально ровного шва не удастся. К тому же олово сильно темнеет, и зона пайки становится визуально видимой. При необходимости проведения повторной пайки олово банально сгорит.

Важно избегать попадания большого количества припоя на изделие, так как это может привести к образованию комочков. Если такие дефекты появились и избавиться от них уже невозможно, их следует убрать пилочкой
При попадании кислотного раствора на одежду или кожу следует максимально быстро промыть ее холодной водой.
Соблюдение простых правил позволит обезопасить себя от непоправимых последствий, а также сохранить дорогое изделие от повреждения. Несомненно, навыки пайки могут оказаться полезными не только для профессиональных мастеров ювелирных компаний, но и для людей, которым приходится работать с цветными металлами в том числе и с серебром.






Как починить серебряную цепочку с помощью газовой горелки
Перед началом работы изделие надо почистить и обезжирить — обработать спиртосодержащим раствором. Дальнейшие действия такие:
Зафиксируйте сломанные части украшения на огнеупорном основании. Для этой цели подойдет лист асбеста или обычный кирпич.
Места разрывов цепи промажьте тонким слоем флюса (это удобно делать с помощью небольшой кисточки)
Поместите между разорванными частями цепочки кусочек припоя (удобно разделять полоски сплава кусачками).
Осторожно прогрейте место соединения газовой горелкой, поднося горелку сбоку. Постарайтесь обеспечить равномерный прогрев
Когда флюс прогреется, увеличивайте пламя, продолжая варить металл и формируя паяный шов.
Дождитесь, когда спаянное украшение остынет.
Очистите поверхность изделия от флюса, удалите наждачной бумагой остатки припоя, отполируйте спаянный участок.
Финальная обработка — осветление поверхности при помощи кислотного раствора.
Рубрика вопрос — ответ
Можно ли припаять серебро обычным паяльником оловом?
Мнение эксперта
Гришанов Михаил Петрович
Ювелир, директор мастерской «Гришанов и Ко»
К сожалению, пайка серебра оловом не осуществляется из-за разной плотности металлов. Олово способно соединить кромки, но даже при малейшем механическом усилии украшение снова разрушится.
Как отремонтировать серебряную цепочку своими руками дома, это реально?
Мнение эксперта
Прибрежный Геннадий Валентинович
Ювелир 6-го разряда
Необходимо купить специальные инструменты и принадлежности, обеспечить себе рабочее место и безопасность проведения работ, воспользоваться руководством и выполнить ремонт самостоятельно.
Ремонтируем чайник из нержавейки:
Довольно частым явлением, и наглядным примером, когда нужно паять изделие из нержавеющей стали, является ремонт чайника из нержавейки. И если у вас появилась течь, выбрасывать его, или торопиться бежать за новым чайником не стоит. Правда сразу следует отметить что, нержавейка очень-очень плохо паяется, прихватить даже маленькую дырочку, порою довольно трудно (в зависимости от качества нержавейки), но всё возможно.
Чайник из пищевой нержавейки
Для того что бы запаять чайник из нержавеющей стали вам понадобится, ортофосфорная кислота или специальный флюс для пайки нержавейки, пищевое олово (оно должно быть безопасным для организма человека! Если чайник вам нужен для питьевой воды), наждачная бумага и стоваттный паяльник.
Всё что нужно
Сначала нужно хорошо зачистить наждачкой место пайки, если это чайник, то нужно убрать накипь возле места протечки.
Зачищаем чайник наждачной бумагой
А вот теперь начинается самое интересное! Для того что бы припой «прилип» к нержавеющей стали нужно её хорошо прогреть, но в тоже время ещё и обработать ортофосфорной кислотой – а она может при этом испариться, так ещё и оставить въевшиеся в метал окислы, и опять всё по новой нужно будет чистить. Потому прогревать саму нержавеющую сталь не следует. Секрет заключается в паяльнике, а точнее сказать в жале паяльника.








Как правило, если вы используете паяльник мощностью сто ватт с медным жалом, то оно очень быстро перегревается, припой испаряется, после чего моментально образуется окалина, и пайка уже невозможна (да и теплопередача жала падает, потому как окалина хуже проводит тепло). Но выход есть, воспользуйтесь проверенным мудрым советом. Во-первых, если у вас жало заточено под конус или сплюснуто, укоротите его, ровно спилив пилой по металлу, оставив около 2-3 сантиметров выступающей меди. Потом доведите поверхность жала до медного блеска (я использовал для этого обыкновенный мелкозернистый напильник).
Дотачиваем отпиленное жало Довели жало до медного блеска
А дальше начинается самое интересное, во-первых, надо всё заранее подготовить потому как после нагрева паяльника, действовать придётся очень быстро и ловко. И вот почему, температура паяльника очень велика, жало перегревается моментально, и как бы вы его хорошо не залудили, всё ровно олово испаряется с поверхности жала довольно быстро.
Олово испаряется и поверхность жала становится матовой
Потому делайте, так как делал я: Нанесли ортофосфорную кислоту на место пайки, потёрли жало об напильник, залудили его, набрали на жало олова и сделали пайку, и тут же снова наберите олова на жало. Толстый слой олова не успеет испариться и жало не нужно будет часто лудить, но если всё-таки окалина появилась, то снова потрите жало об напильник до появления меди и быстро залудите его
Повторяю, всё надо делать очень быстро, тогда окалины не будет, а теплопередачи жала паяльника будет достаточно для качественного прогрева места пайки – что немаловажно!
При пайке нержавейки, шов не всегда может получиться эстетически красивым. А ещё для пущей надёжности, желательно дно чайника пропаивать полностью, что бы исключить протечку в другом месте.
Получившийся шов
После того, как вы пропаяете все необходимые места чайника, чисто для приемлемого внешнего вида, шов можно заполировать наждачкой или напильником. После чего обязательно протереть спиртом что бы удалить остатки кислоты окислов, и окалины.
- Пластмассовая заклепка, как использовать?Заклёпка, весьма распространённое не разъёмное соединение. В самом обыкновенном.
- Гибка оргстекла. Как изогнуть оргстекло?Органическое стекло достаточно распространённый материал, часто применяемый во многих отраслях.
- Аппликация своими рукамиЕщё со школы многим из вас известно такое простое направления.
- Простой и удобный очиститель для жала паяльникаКаждый радиолюбитель выбирает для себя свой особый дизайн подставки под.
- Изготовление многоразовых гибких форм из силикона своими рукамиВ интернете описано уже достаточно много способов создания многоразовой формы.
Как припаять нержавейку к нержавейке с помощью олова и канифоли? Это весьма трудоемкий процесс, для выполнения которого нужно знать все тонкости и хитрости проведения паяльных работ. Если следовать инструкции, рассмотренной в данной статье, получится сделать надежное соединение изделий из нержавеющей стали.
Какие применяют припои
Серебряные добавки производятся разных видов, прилагается при запаивании предметов из стали, а также других сплавов, распространенных на промышленности. Различные детали содержат прочие элементы, состав отличается надежностью и хорошими показателями качества при соединении компонентов. Основной особенностью является стойкость к коррозии соединённых компонентов, обработанных серебром.
Паяльно-серебряный раствор обладает различными характеристиками, число на конце маркировки обозначает количество драгоценного металла составом. При возвышенных требованиях к антикоррозийной стойкости шва применяются марки ПСР-70 и выше, однако такие вещества дороги, используются крупными промышленностями. Пайка серебра осуществляется по различным требованиям, поэтому к выбору состава перед производством необходимо грамотно подойти.

Припой ПСР-10
Форма выпуска материала для пайки может быть различной, зависит от предназначения и содержания различных сплавов. Реализуется под видом порошка или кусочков от 2 мм, существуют вариации из цельного листа, который легко режется кусачками на требуемые размеры. При действиях с проводами, подходит элемент под видом проволоки, его легко транспортировать и добавлять малыми пропорциями.









Почему серебряные цепочки рвутся? Топ-3 причин
- Изделие с браком. Но просто так в магазине порванную цепочку обратно не примут: нужно провести экспертизу, чтобы доказать заводской брак. Если экспертиза подтвердит, что виноват изготовитель, то покупатель вернет себе потраченные деньги — и за украшение, и за экспертизу.
- Пустотелость. Да, цепочки часто делают пустотелыми — это не слишком практично, зато удешевляет стоимость украшения. На такие цепи нельзя вешать тяжелые кулоны, а еще они могут рваться от малейшего механического воздействия.
- Ношение тяжелых кулонов. Чтобы не допустить чрезмерной нагрузки на цепочку, учитывайте соотношение веса цепи и кулона.
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.

Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.

Материалы и инструменты для пайки
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Паяльный инструмент
В домашних условиях возможно починить любой предмет, главное желание. Серебряные детали не исключение, часто после механических воздействий украшения ломаются или обретают трещины. Поход к ювелиру может вылиться в копеечку, да и качество действий, применяемый материал может быть под вопросом.

Паяльник
Своими руками произвести действия не сложно, важно аккуратно подойти к выбору инструмента. При домашних условиях возможно использование паяльника
Важно отметить, что не каждое электрическое нагревательное оборудование может разогреть жало до существенной температуры. Обычный паяльник может нагреть кончик жала до 350 ⁰C, чего не достаточно для плавления деталей.
Мастера точек по ремонту ювелирных продуктов пользуются газовой горелкой, она способна разогреть сталь до нужной отметки. Возможна деятельность нагревательным оборудованием с повышенной мощностью и тонким жалом, однако такие действия могут выполняться только с припоями, имеющими в структуре не высокое количество смеси.
Подготовка материалов
Электропаяльник прилагается для спайки радиотехнических частей с помощью припоев, имеющих в структуре серебро. Соединить ювелирное изделие паяльником не получится, ввиду отсутствия достаточной производительности. Для деяний с такими компонентами применяется термобур, а также следующие материалы:
- стойкое к высоким температурам сырье – кирпич;
- канифоль;
- кислотный раствор;
- пинцет, кисточка, кусачки;
- медные щипцы, небольшой отрезок ветоши.

Инструменты для пайки серебра
Флюсом для производства применяется колофоний. Предназначением является образование пленки во избежание взаимодействия субстанции с кислородом в процессе работы. Для ювелирных поделок используется специальное соединение, если магазинами не предлагается соответствующих вариантов, возможно изготовить канифоль самостоятельно. Бура и поташ смешиваются пропорциями один к одному, кристаллы порошкообразной буры перетирают с поташом, результатом получается флюс.









Несеребреные припои
При производстве, крайне не рекомендуется применять продукты, в которых присутствует свинец. Обуславливается это тем, что следы свинца удаляются с трудом, а надёжное крепление получается в единичных случаях. Также свинец токсичен, а ювелирные поделки, как правило, носятся на видных местах тела. При продолжительном ношении может возникнуть реакция кожи на токсичный свинец, который может впитываться в покровы.

Пайка серебра в домашних условиях при помощи олова
Оловянные проволоки применяются при действиях с серебряными металлами крайне редко, скрепление частей возможно произвести, но существую негативные факторы:
- шов получается заметным, разные металлы будут выдавать оттенок при солнечных лучах;
- олово темнеет при контакте с водой или воздействии среды повышенной влажности.
К серебряным деталям печатных плат может употребляться элемент спаивания марки ПОС-60, где содержится большая доля олова. Форма выпуска зачастую выглядит в виде проволоки, имеющей флюс составом.





