

Порядок эксплуатации
Изначально нужно подготовить плазморез к работе – в зависимости от вида он работает от сети 220 или 360 В. Последовательность подготовки следующая:
- Устройство устанавливается в месте, где обеспечен хороший доступ воздуха, при этом на него не должны попадать брызги расплавленного металла в процессе работы.
- Работать с оборудованием нужно в проветриваемом помещении, оборудованном в соответствии с правилами пожарной безопасности. Аппарат должен быть защищен от случайного попадания влаги – с этой целью его часто оборудуют даже влагомаслоотделителем во избежание их попадания в конструкцию плазмотрона, что ведет к уменьшению срока службы расходных материалов.
- Разрезаемый металлопрокат желательно тоже подготовить – лакокрасочное покрытие и коррозия приводят к повышенному дымовыделению, но на качество реза не влияют.
- Периодически требуется проверять целостность, чистоту электрода и сопла. Периодичность зависит от интенсивности эксплуатации – так, при постоянной работе они могут требовать замены уже после 8-часовой рабочей смены.
Качественный рез без наплывов и окалины возможен только при условии правильного выбора силы тока. Подбирается она с учетом вида разрезаемого металла и толщины. Зависимость силы тока для разрезания заготовок толщиной 1 мм из таких материалов:
- Конструкционная сталь и чугун – 4 А.
- Цветные металлы и их сплавы – 6 А.
Также на качество реза влияет и скорость ведения резака. Она может достигать 0,2-2 м/минуту и зависит от толщины, вида материала, установленной силы тока. В автоматизированном оборудовании скорость задается программой, а при ручном процессе за это отвечает резчик.
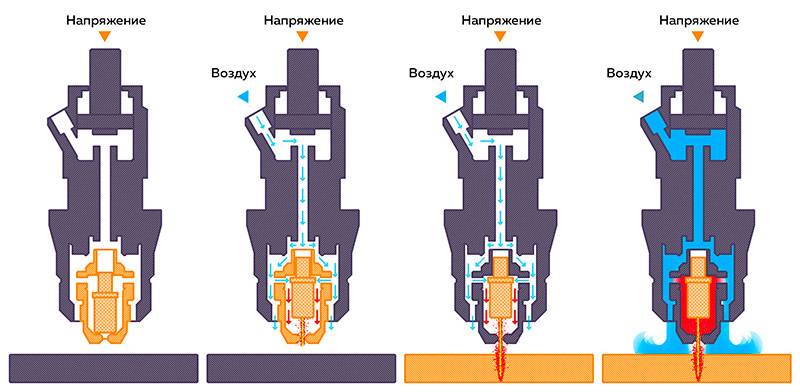
Перед началом работы нужно продуть плазмотрон для удаления инородных частиц и конденсата – для этого следует нажать кнопку поджига и выждать примерно полминуты. Затем можно поджигать дежурную дугу, она горит до 2 секунд, после чего зажигается рабочая плазменная дуга.
Важным моментом при плазменной резке является поддержание постоянного расстояния между соплом и обрабатываемым металлом (обычно 1,6-3 мм) – это влияет на стабильность горения рабочей дуги и качество реза. Однако в продаже есть специальные направляющие для ручных резаков, что значительно облегчает рабочий процесс и увеличивает производительность труда.
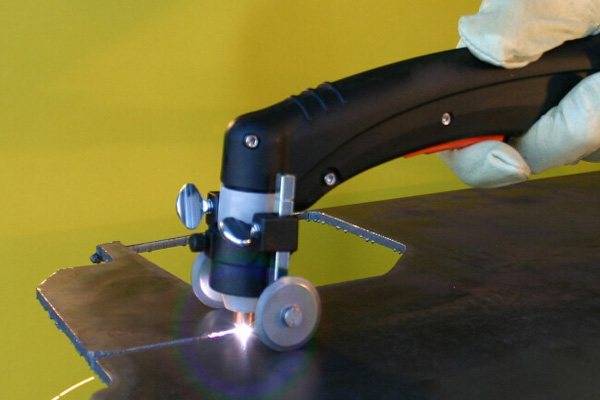
Фото 9. Направляющее приспособление для поддержания постоянного зазора между соплом и заготовкой.
При работе сопло резака должно быть расположено перпендикулярно разрезаемому металлу или под небольшим углом (отклонение до 10-50°) при раскрое материалов толщиной до 25 % от максимально допустимой для конкретного оборудования. Такой прием позволит минимизировать риски деформации тонколистовых заготовок.
Виды и классификация моделей плазмотронов:
Все серийно выпускаемые плазмотроны могут быть:
– электродуговыми,
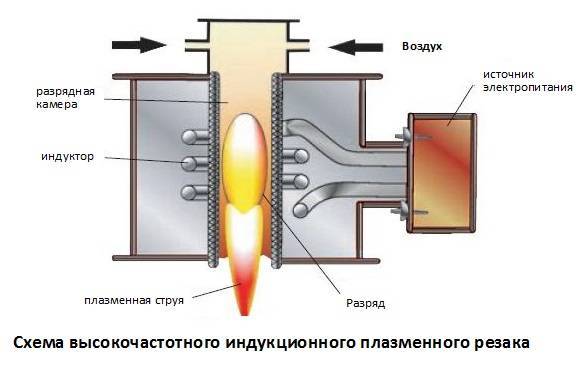
– высокочастотными,
– комбинированными.
Также их разделяют в зависимости от следующих факторов:
– от воспроизводимой дуги – с прямым и косвенным воздействием;
– от подводимого тока – на переменные и постоянные;
– от охлаждения – с воздушным или водяным;
– от используемого электрода – с графитовым или вольфрамовым;
– от стабилизационной технологии потока плазмы – с газовой, водяной или магнитной стабилизацией.
Плазмотроны могут работать от инвертора или трансформатора (вторые более мощные), быть контактными и бесконтактными, бытовыми (220 V) и промышленными (380 V).
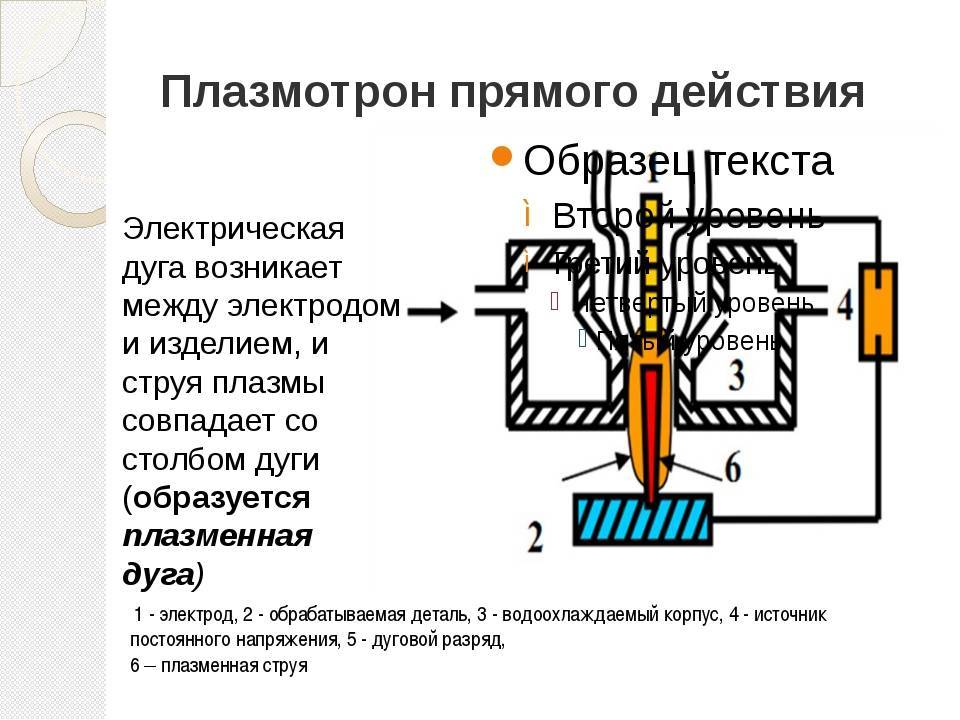
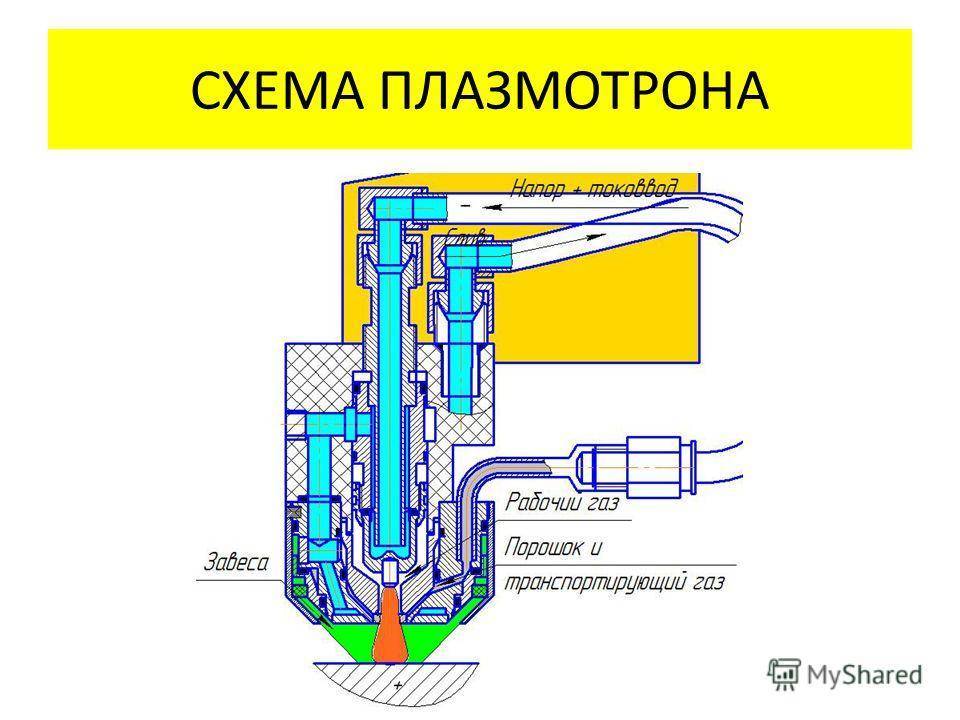
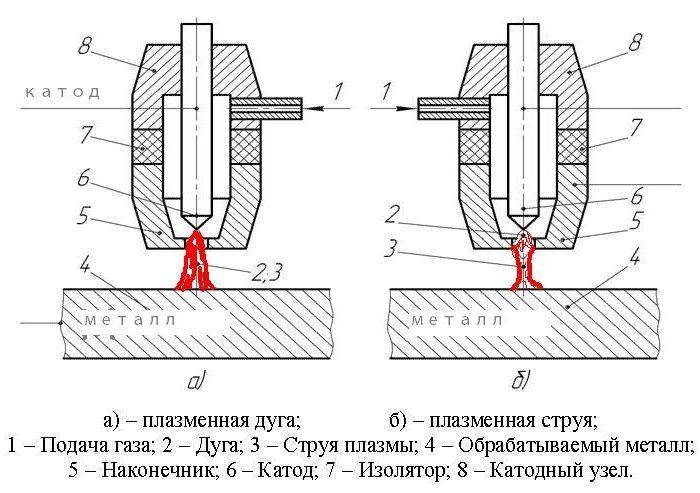
В электродуговых плазмотронах с прямым воздействием газовая дуга зажигается от электрода к детали, в устройствах с косвенным воздействием – от электрода к выходной части сопла. За счет большого давления в камере и узкого отверстия сопла горящая плазма истекает из него со скоростью, в разы превосходящей скорость звука. Как правило, горелки дуговых плазмотронов оснащаются хоть одним катодом и одним анодом, запитываемых от источника постоянного тока.

В некоторых из них могут вращаться электроды либо образуемая ими дуга. Изредка применяются электролитические катоды, бериллиевые, циркониевые и гафниевые электроды. Для хорошей циркуляции охлаждающей жидкости в горелке создаются специальные каналы. Плазморезы могут работать как со средой защитных и окислительных газов, так и со специальными смесями. В зависимости от используемого топлива у них есть небольшие конструктивные отличия.
Высокочастотные плазмотроны работают на индуктивно-емкостном принципе, поэтому им не нужны аноды и катоды, им не нужен обязательный контакт электрической дуги с газом. Тут горелка становится своеобразным резонатором. Газ в ней поджигают непосредственно токи высокой частоты (ТВЧ), проходящие сквозь стенки камеры, созданные из непроводящих материалов. Производители горелок пользуются для этого закаленным кварцевым стеклом или керамикой, а их необходимую защиту от перегрева обеспечивает газодинамическая изоляция и воздушное охлаждение. Внутреннее строение такой горелки проще, она компактнее и легче, но может использоваться лишь для разрезания тонких материалов (до 3 мм).
Существуют сверхвысокочастотные (СВЧ) плазмотроны, использующие сверхвысокочастотный разряд в, проходящем через резонатор, газе.
В комбинированных плазмотронах нагнетаемый газ поджигается как токами высокой частоты, так и горящим дуговым межэлектродным разрядом. Кроме этого, выталкиваемая струя в них сжимается параллельным воздействием магнитного поля. У приборов очень большой спектр регулировки мощности, что существенно расширяет основной функционал данных моделей.
Для нормальной работы в любой из описанных горелок важно стабилизировать процесс истечения плазмы, максимально сжать ее и зафиксировать по оси отверстия сопла. Этого добиваются воздействием газа, воды либо магнитного поля
В первом случае горящий дуговой столб сжимается нагнетаемым внешним газом более холодной температуры, также участвующим в плазмообразовании. Во втором можно еще больше сжать плазменный столб, одновременно разогрев его до 50 000 0С и выше. Но водяные пары сжигают электрод намного быстрее. Магнитная стабилизация менее эффективна, но позволяет регулировать интенсивность плазменной струи и экономить используемый газ.
Эксплуатация и ремонт
Оборудование для плазменной резки должно эксплуатироваться по определённым правилам. Нужно:
- Регулярно смазывать подвижные элементы, если аппарат используется часто.
- Проверять целостность конструкции перед запуском.
- Выставлять заготовки по уровню, чтобы не испортить материал.
- Не пытаться разрезать листы большой толщины при малой мощности оборудования.
Плазмотроны ломаются, как и другие механизмы. Наиболее частые поломки:
- Замыкания, перегорание проводов.
- Износ подвижных элементов.
- Скачки напряжения, выводящие из строя важные элементы оборудования.
Изнашивающиеся элементы конструкции нужно заменять на новые. Провода и электроника требуют тщательной проверки, замены.
Эксплуатация оборудования
Устройство для плазменной резки металлов
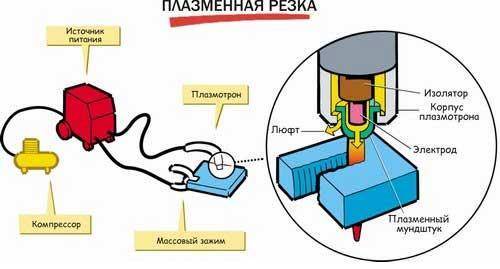
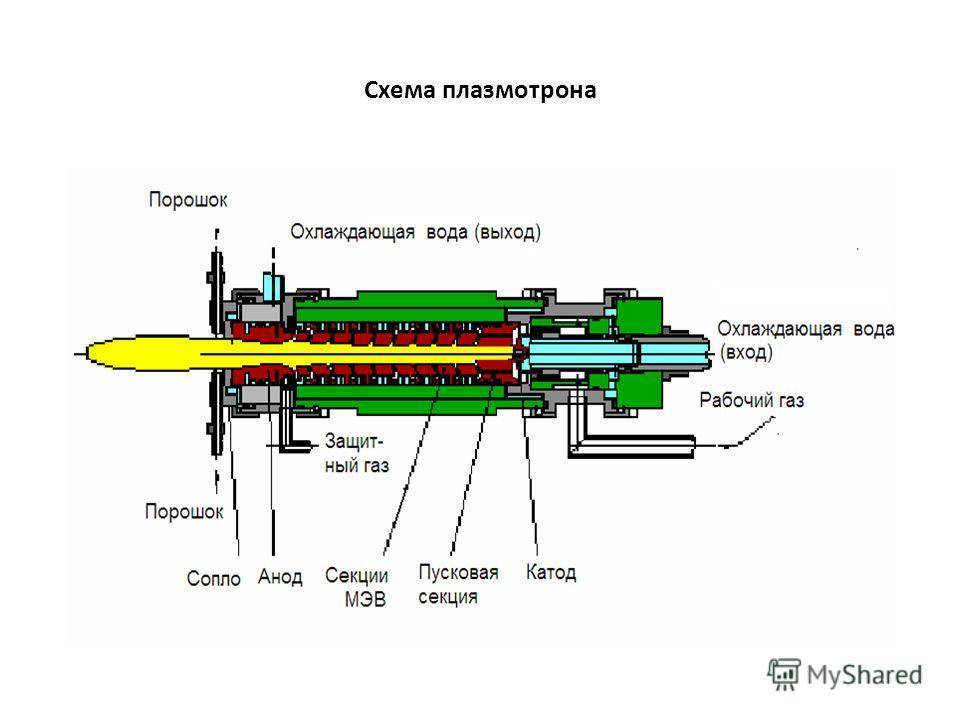
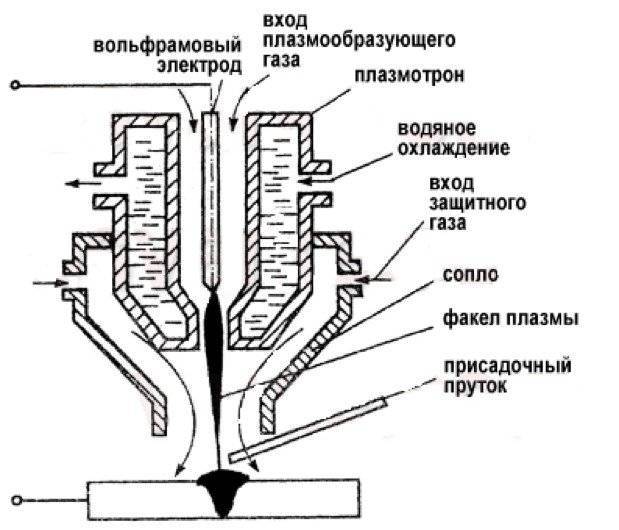
Главным элементом оборудования является плазменный резак, который называется плазмотроном. Его основные составляющие:
Электрод, который расположен в тыльной части камеры. Он образовывает электрическую дугу.
Сопло отвечает за форму потока плазмы и ее скорость.
Термостойкий изолятор расположен между соплом и электродом.
Кроме плазматрона, устройство для резки металла оборудовано:
- компрессором или газовым баллоном;
- источником питания;
- набором шлангов или кабелей, предназначающихся для соединения плазматрона с компрессором и источником питания.
Так как с помощью аппарата работать приходится на весу, рез может получиться неровным. Поэтому для улучшения качества резки рекомендуется использовать подставки или специальные упоры, которые надеваются на сопло.
На видео можно посмотреть, как режется материал с помощью плазмотрона.
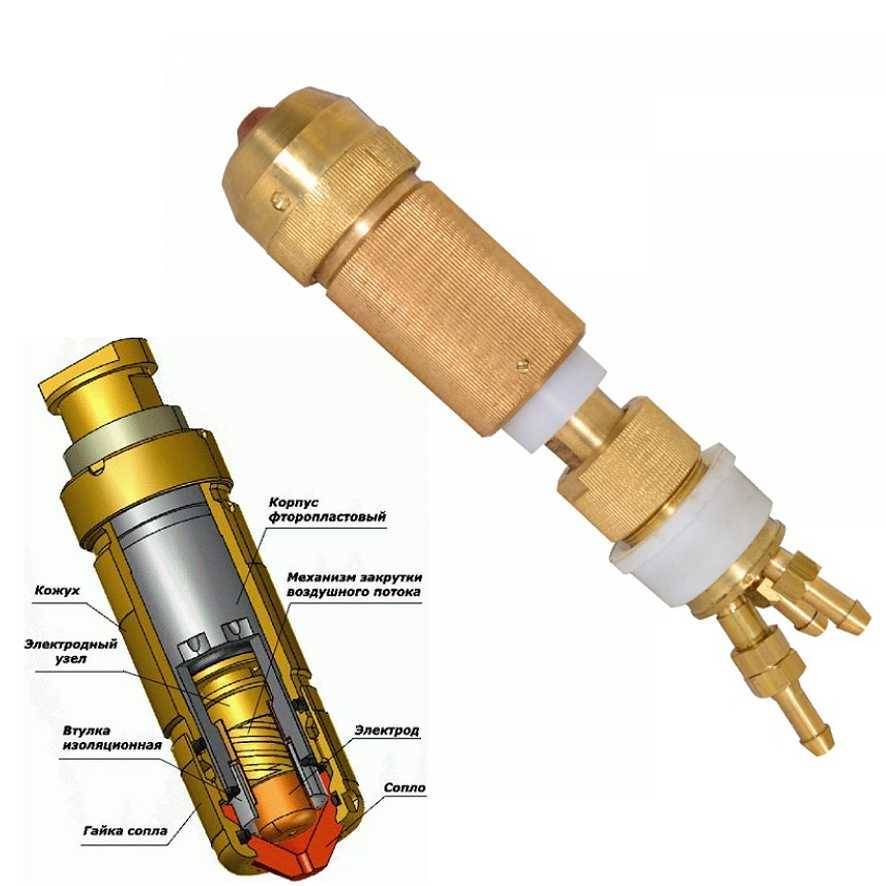
Комплектация плазмотрона
Из принципа работы аппарата плазменной резки становится понятным, что для проведения этого процесса потребуется источник электрического питания, источник сжатого воздуха, горелка, в состав которой входит сопло из жаропрочного материала, кабели для подачи электроэнергии и шланги для подачи сжатого воздуха.
Так как разговор идет о плазмотроне, который будет собираться своими руками, то необходимо учитывать момент, что оборудование должно быть недорогим. Поэтому в качестве источника питания электроэнергией выбирается сварочный инвертор. Это недорогой аппарат с хорошей стабильной дугой, с его помощью можно неплохо сэкономить на потреблении электрического тока. Правда, резать им можно металлические заготовки толщиною не более 25 мм. Если есть необходимость увеличить данный показатель, тогда придется использовать вместо инвертора сварочный трансформатор.



Что касается источника сжатого воздуха, то тут проблем возникнуть не должно. Обычный компрессор давлением 2-2,5 атмосферы прекрасно будет поддерживать стабильную дугу для резки
Единственное, на что необходимо обратить внимание, это объем выдаваемого воздуха. Если процесс резки металлов будет продолжительным, то компрессор может не выдержать такой интенсивной работы
Поэтому рекомендуется после него установить ресивер. По сути, это емкость, в которой будет аккумулироваться воздух под необходимым давлением
Здесь важно провести настройку так, чтобы снижение давления в ресивере сразу же становилось причиной включения компрессора для наполнения емкости сжатым воздухом. Необходимо отметить, что компрессоры в комплекте с ресивером сегодня продаются, как единый комплекс.
Самый сложный в изготовлении элемент плазмотрона – это горелка с соплом. Самый простой вариант – это купить готовое сопло, а лучше несколько его видов с разными диаметрами его отверстия. Таким образом можно, меняя сопло, проводить резку разной ширины. Стандартный диаметр – 3 мм. Кто-то из домашних мастеров делает сопла своими руками из жаропрочных металлов, которые достать не так просто. Поэтому проще купить.
Устанавливается сопло на резак, он просто накручивается на конец горелки. Если используется в самодельном плазмотроне инвертор, то в его комплект входит рукоятка, на которую можно насадить купленное сопло.
Обязательные элементы плазмотрона – сварочный кабель и шланг. Их обычно соединяют в один комплект, что создает удобство их использования. Сдвоенный элемент рекомендуется заизолировать, к примеру, установить внутрь резинового шланга.
И еще один элемент самодельного плазмотрона – это осциллятор. Его назначение – зажечь дугу в самом начале работы, то есть, этот прибор создает первичную искру для поджига неплавящегося электрода. При этом касаться концом расходника поверхности металла нет необходимости. Работают осцилляторы, как на переменном, так и на постоянном токе. Если в заводских аппаратах этот прибор установлен внутри корпуса оборудования, то в самодельных его можно установить рядом с инвертором, подключив проводами.
Необходимо понимать, что осциллятор предназначается только для поджига дуги. То есть, после ее стабилизации прибор должен быть отключен. Схема подключения основана на использовании реле, при помощи которого контролируется процесс стабилизации. После отключения устройства дуга работает непосредственно от инвертора.
Как видите, никакие чертежи для сборки плазмотрона своими руками не нужны. Вся сборка производится достаточно просто, главное соблюсти правила техники безопасности. К примеру, сварочный кабель соединяется на болтах, шланги для сжатого воздуха на заводских обжимах и хомутах.
Где применяются плазморезы?
Плазменная резка и сварка являются незаменимыми способом обработки металла, когда дело касается работы с высоколегированными сталями. Поскольку такие материалы применяются в огромном числе отраслей промышленности, то применение плазморезов получает все большее развитие.
Наибольшее распространение плазменная сварка получила в изготовлении различных металлоконструкций. Плазменная резка металла также широко применяется в тяжелом машиностроении и при прокладке трубопроводов.
Прокладка трубопроводов
На крупных машиностроительных заводах получили распространение автоматизированные линии плазморезов.
Плазморезом следует производить резку абсолютно любых материалов по своему происхождению: как токопроводящих, так и диэлектрических.
Технология плазменной резки дает возможность резки стальных листовых деталей, особенно сложных конфигураций. Сверхвысокая температура пламени горелки позволяет резать жаропрочные сплавы, в состав которых входит никель, молибден и титан. Температура плавления этих металлов превышает 3 тыс. градусов Цельсия.
Плазморез является дорогостоящим профессиональным инструментом, поэтому практически не встречается в личном подсобном хозяйстве. Для единичных работ, в независимости от их сложности, мастера могут обойтись доступными инструментами для резки металла, например, электрической болгаркой.




Устройство болгарки
Там же, где стоят задачи резки высоколегированных сплавов в промышленных масштабах, аппараты плазменной резки являются незаменимыми помощниками. Высокая точность реза, работа с любым материалом – достоинства плазморезов.
Ручная плазменная резка применяется в отраслях, где требуется изготавливать листовые детали сложных геометрических контуров. Примерами таких отраслей является ювелирная промышленность и приборостроение.
Плазморезы являются безальтернативным инструментом получения деталей сложного контура, особенно из тонколистовой стали. Там, где листовая штамповка не справляется с задачей получения изделий из очень тонкого листового проката, на помощь технологам приходит плазменная резка.
Не обходится без плазморезов и проведение сложных монтажных работ по установке металлоконструкций. При этом отпадает необходимость использовать кислородный и ацетиленовый баллоны, это повышает безопасность процесса резания металла. Этот технологический фактор облегчает проведение работ по резке металла на высоте.
Резка металла в высоте облегчает множество процессов
Применение установок
Плазменные станки с ЧПУ выбираются для отраслей, где требуются близкие к идеальным точность и ровность реза. Это машино-, судо-, приборостроительные сферы, металлопрокатные заводы и т. д. Но монтаж оборудования для плазменной резки не ограничивается производственными и промышленными предприятиями. Станки нередко выбирают для комплектования частных мастерских, включая кузнечные цеха.
Итак, какими возможностями обладают плазменные станки:
- Резка листового материала. Это основная область, для которой достаточно небольшого компактного устройства. Плазме поддаётся большое количество разнообразных металлов. Толщина поддающихся материалов пропорциональна их теплопроводимым свойствам. Т.е. чем они выше, тем меньше должна быть толщина металла.
- Резка трудноподдающихся обработке металлов. Плазма одна из немногих без проблем справляется с чугуном, а также достаточно капризной нержавеющей сталью. При этом место реза получается чистым, без грота и оплавлений, что особенно ценно при производстве высококачественных изделий.
- Резка труб. При работе с трубопрокатом большого диаметра сложно обойтись только автогенным аппаратом. Тут и приходят на помощь плазменные труборезы, которые могут оснащаться дополнительными приводами для автоматизации процесса. К тому же, плазма гораздо чище и ровнее способна разрезать трубу, чем тот же автоген.
- Художественная фигурная резка. Станок позволяет вырезать оригинальные узоры сложной геометрической формы из листового металла. Изделия находят применение в строительстве, приборостроении, а также в качестве декоративных компонентов для украшения фасадов, заборов, беседок. Посредством фигурной резки можно воплотить любые дизайнерские задумки.
- Резка других материалов. Помимо прочего, станок плазменной резки купить можно и в целях обработки бетона, камня и других прочных материалов с плотной структурой (толщиной до 100 мм). Однако для этих целей необходимы специальные станки или модернизация существующего оборудования.
- Резка отверстий. С данной задачей прекрасно справляются практически все станки плазменной резки.
Технология начала активно внедряться во все промышленные сферы не так давно, но уже приобрела массу почитателей среди профессиональных мастеров, специалистов разного уровня. Они оценили универсальность плазменного метода резки, его высокое качество, а главное – экономическую эффективность.
Сегодня у многих на слуху мировые гиганты Hypertherm, Kjellberg, а также российские бренды. Один из ведущих отечественных разработчиков – это ПЛАЗМАКРОЙ, выпускающий высококачественное инновационное оборудование по доступным ценам. Количество производителей плазменного оборудования неуклонно растёт, что обусловлено всё возрастающим спросом. Уже сейчас можно говорить о будущем плазмы, которая, возможно, вскоре вытеснит с рынка многие аналоги и станет общедоступным инструментом для металлообработки.
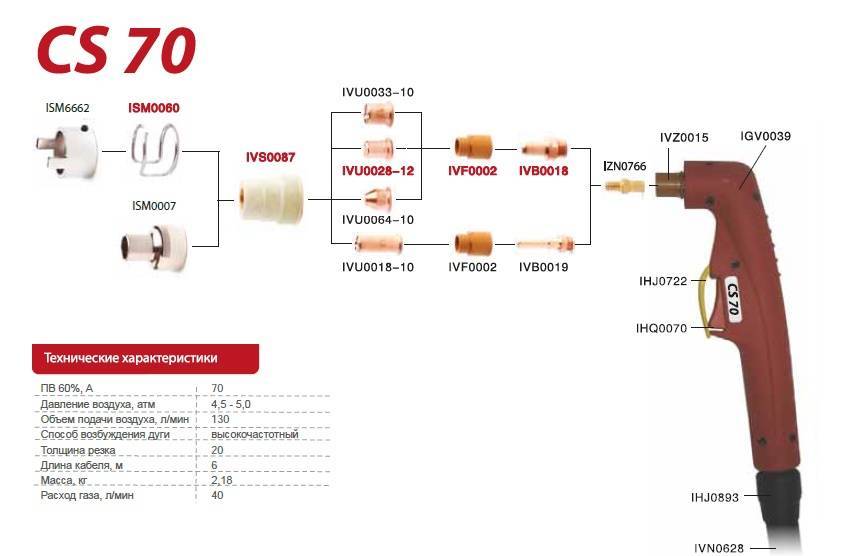
Виды плазморезов
Плазмотроны для плазменной резки металлов выпускаются разных модификаций по типу резки, поджига дуги, с различными рабочими параметрами.
Плазморезы по типу резки
По виду резки различают ручные аппараты и автоматические машины с ЧПУ. Здесь все зависит от выполняемых работ, максимальной толщины разрезаемого металла.
Плазморезы для ручной резки
Плазмотроны для ручной резки применяются в разных отраслях деятельности – от небольших автомастерских до промышленных предприятий. Процесс раскроя предполагает ведение резака вручную – т.е. резчик самостоятельно регулирует скорость реза.
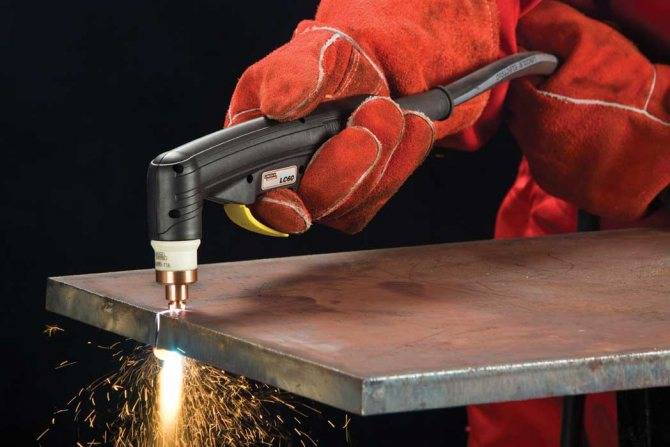
Фото 10. Ручная плазменная резка
Ручной процесс резания не обеспечивает такой высокой точности и производительности, как автоматический. Однако аппараты более компакты, что обеспечивает возможность их транспортировки. Инверторные устройства можно переносить даже вручную, так как их вес не превышает 15-20 кг.
Плазморезы для автоматической резки
Плазматроны для автоматической резки отличаются конструкцией – она зависит от типа оборудования, на которое будет устанавливаться устройство. Автоматический процесс раскроя отличается повышенной производительностью, обычно выполняется на специальном столе, на который укладываются листы разрезаемого металла. Также машины бывают портативного типа для резания небольших заготовок. Управляются ЧПУ (числовым программным управлением), что минимизирует человеческий фактор.

Фото 11. Автоматическая плазменная резка
Основные преимущества:
- высокая скорость резания;
- повышенная точность и качество реза;
- автоматизированная настройка рабочих параметров (силы тока, давления газа, расстояния между соплом и заготовкой) с учетом толщины и марки металла.
Плазморезы по типу используемого газа
Плазмотроны работают с разными газами – инертными, восстановительными, химически активными и их смесями. Выбираются они в зависимости от марки обрабатываемого металла:
- Сжатый воздух – черные металлы и медь толщиной до 60 мм, алюминий до 70 мм.
- Азот – алюминий и медь толщиной до 20 мм, малоуглеродистые низколегированные стали до 30 мм, с высоким содержанием легирующих элементов до 75 мм, латуни до 90 мм, титан неограниченной толщины.
- Азотоводород – медь, алюминий и их сплавы толщиной до 100 мм.
- Смесь на основе азота и аргона – высоколегированные материалы толщиной до 50 мм.
- Аргон и водород – высоколегированные стали, алюминиевые и медные сплавы толщиной до 100 мм.
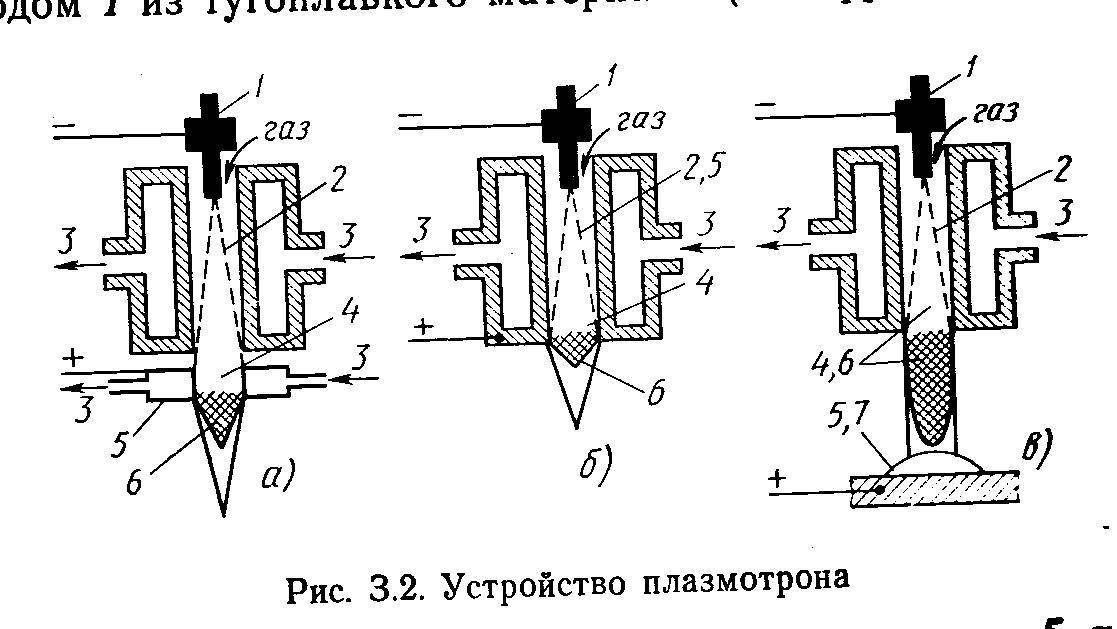
Плазморезы по типу поджига дуги
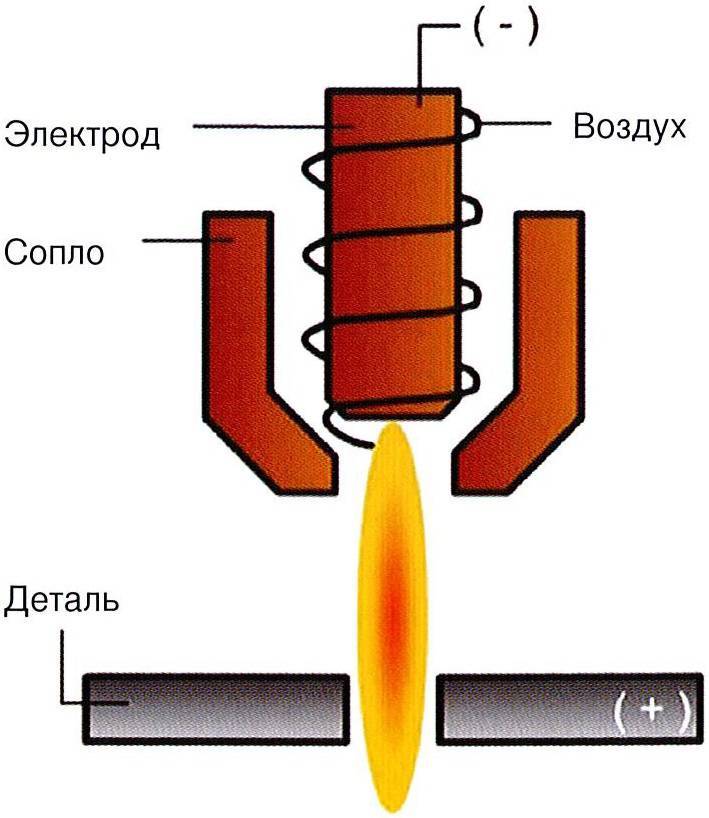
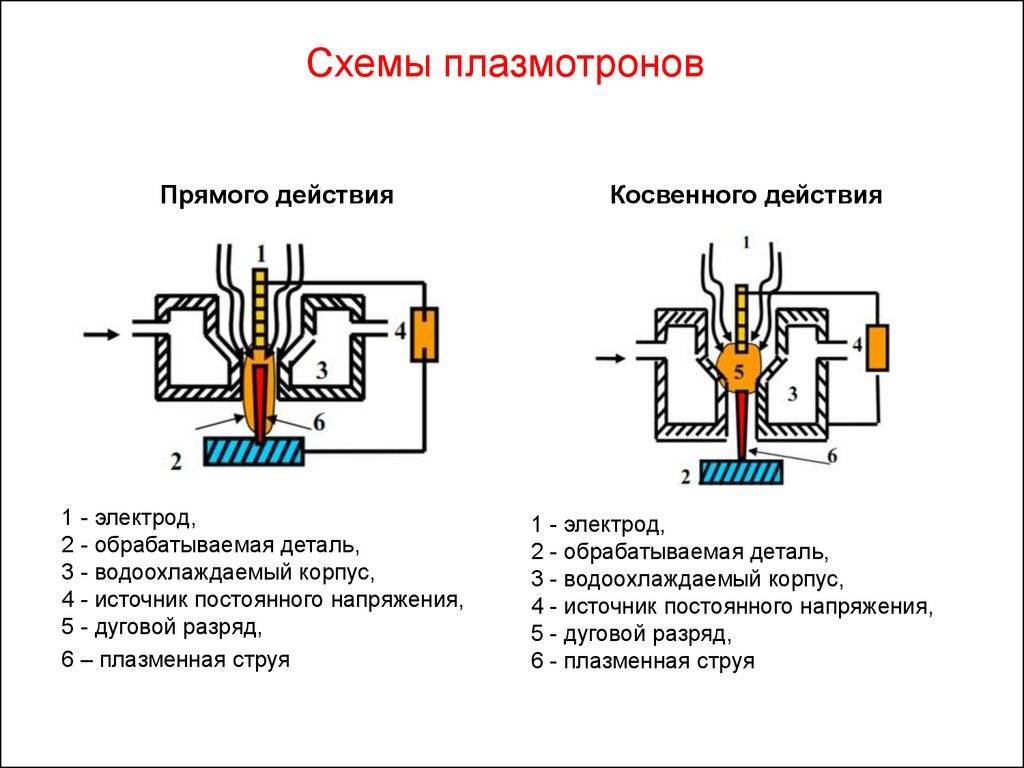
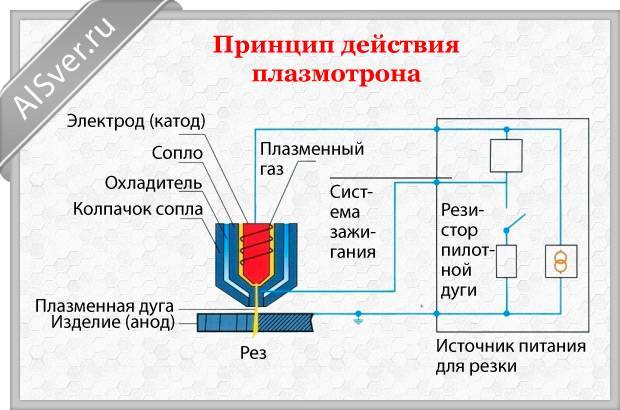
Производятся с дугой прямого и косвенного действия. Дуга прямого действия возбуждается в результате протекания электрического тока между катодом (неплавящимся электродом) и анодом, в качестве которого выступает металлическая заготовка. Дуга косвенного действия поджигается между катодом и соплом, но такие устройства применяются гораздо реже.
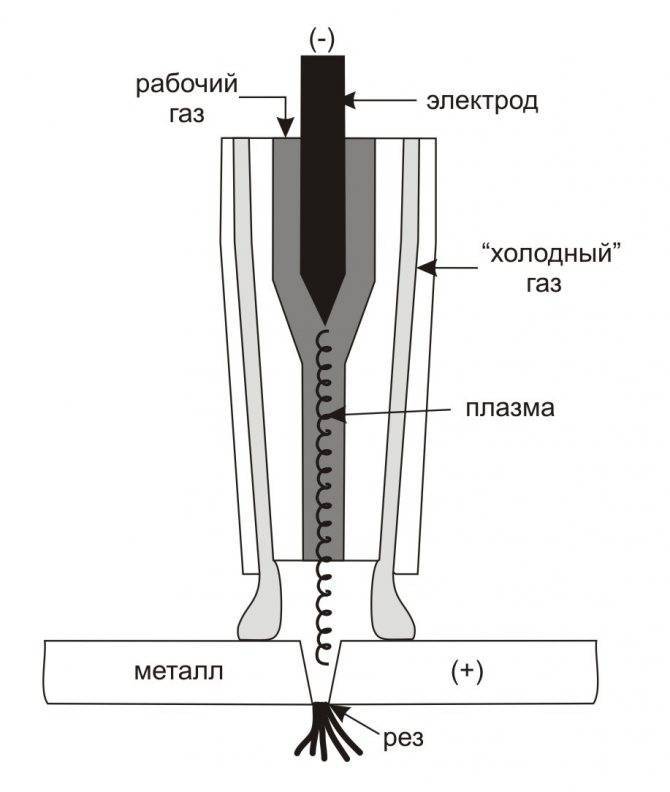





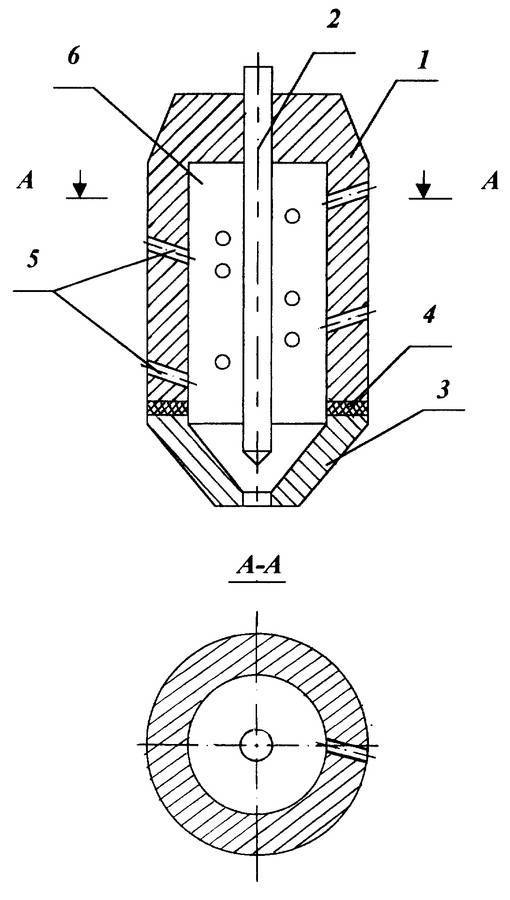
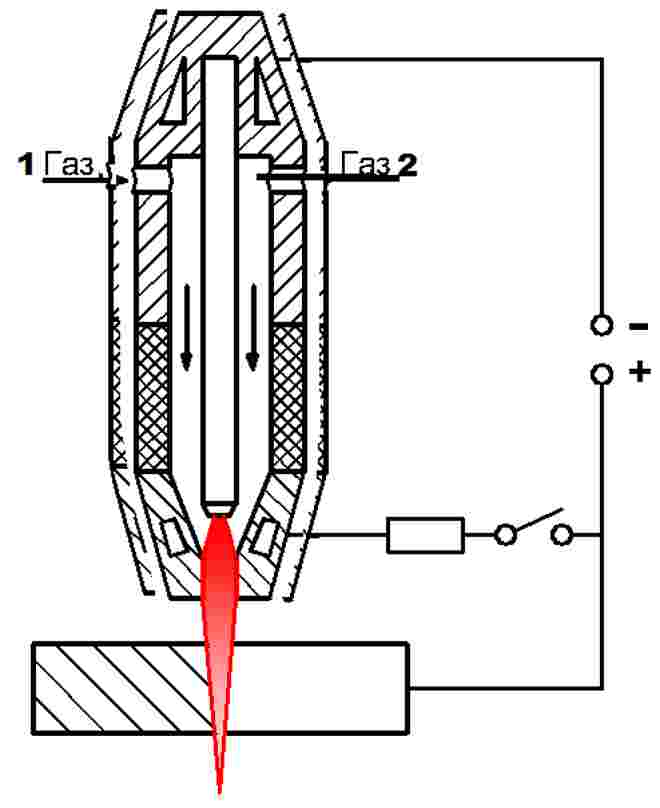
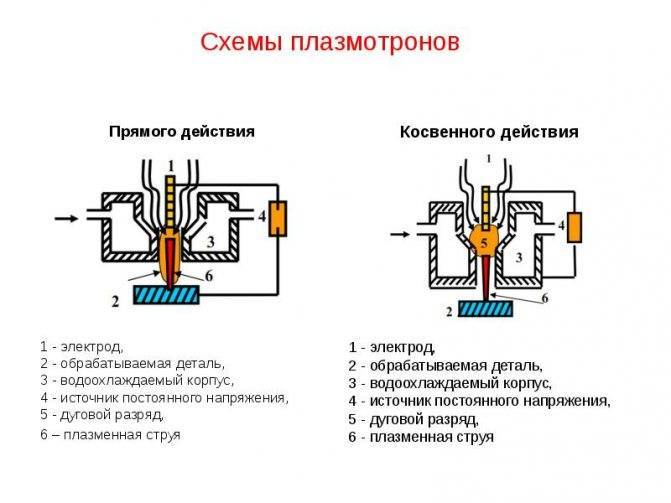
Рисунок 12. Схемы плазмотронов прямого и косвенного действия
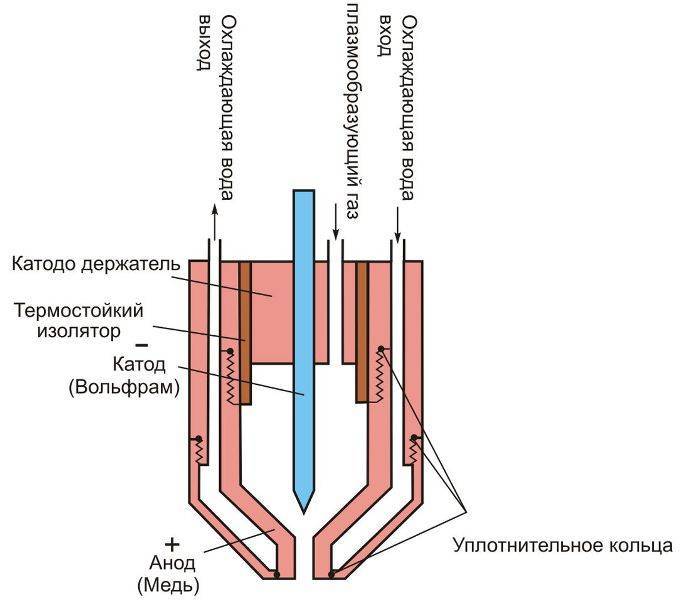
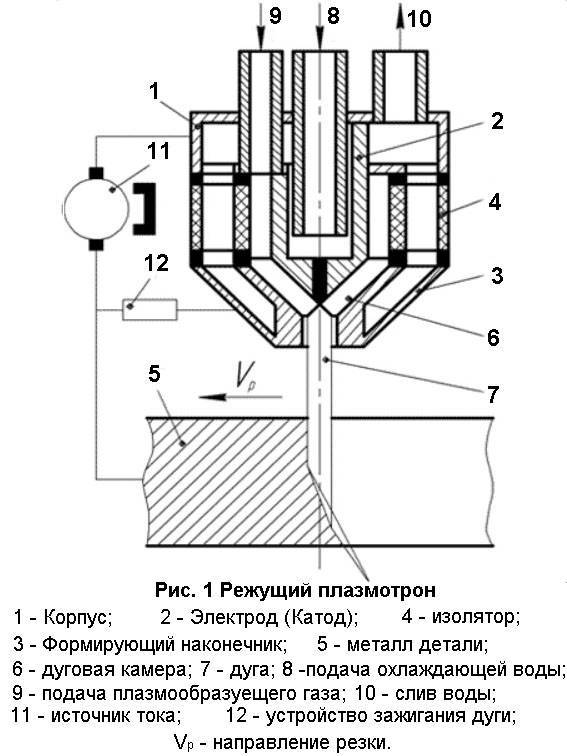
- Водяное – оборудуются в основном профессиональные модификации, непрерывно работающие на протяжении длительного времени. Циркуляция жидкости в них обеспечивается специальным насосом.
- Воздушное – оснащаются полупрофессиональные и бытовые модели. Внутренние элементы горелок охлаждаются за счет прохождения сжатого воздуха или газа по каналам. Такие устройства отличаются меньшим ПВ, в процессе работы требуются перерывы.
Как устроен аппарат плазменной резки?
Главные элементы аппаратов плазменной резки металла – плазмотрон, источник электропитания и так называемый кабель-шланговый пакет для соединения с компрессором. В качестве источника питания могут быть использованы инвертор или трансформатор.
Плазмотрон
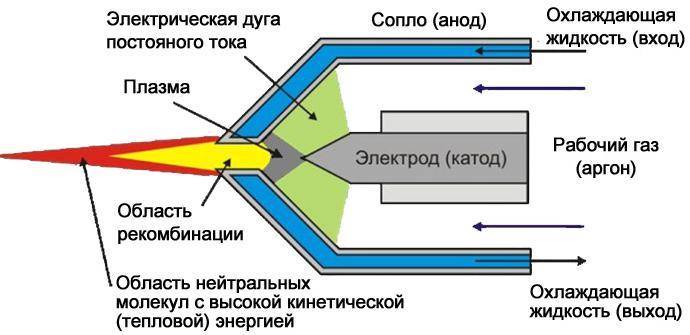
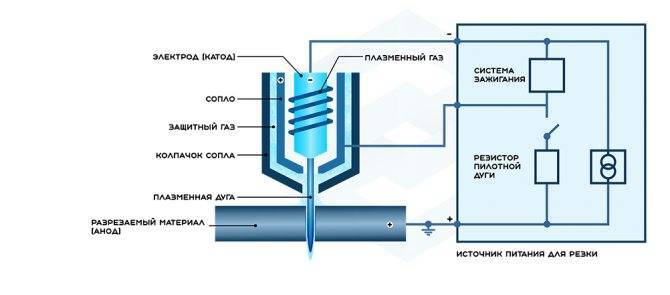
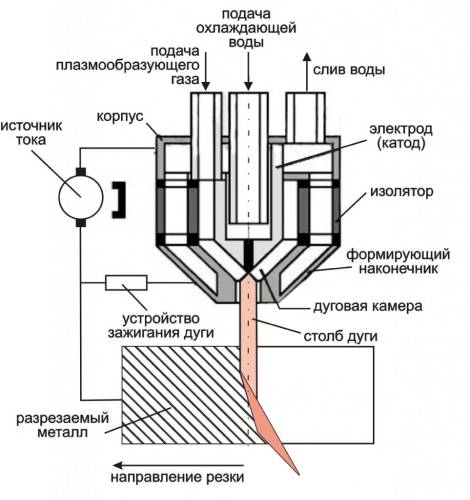
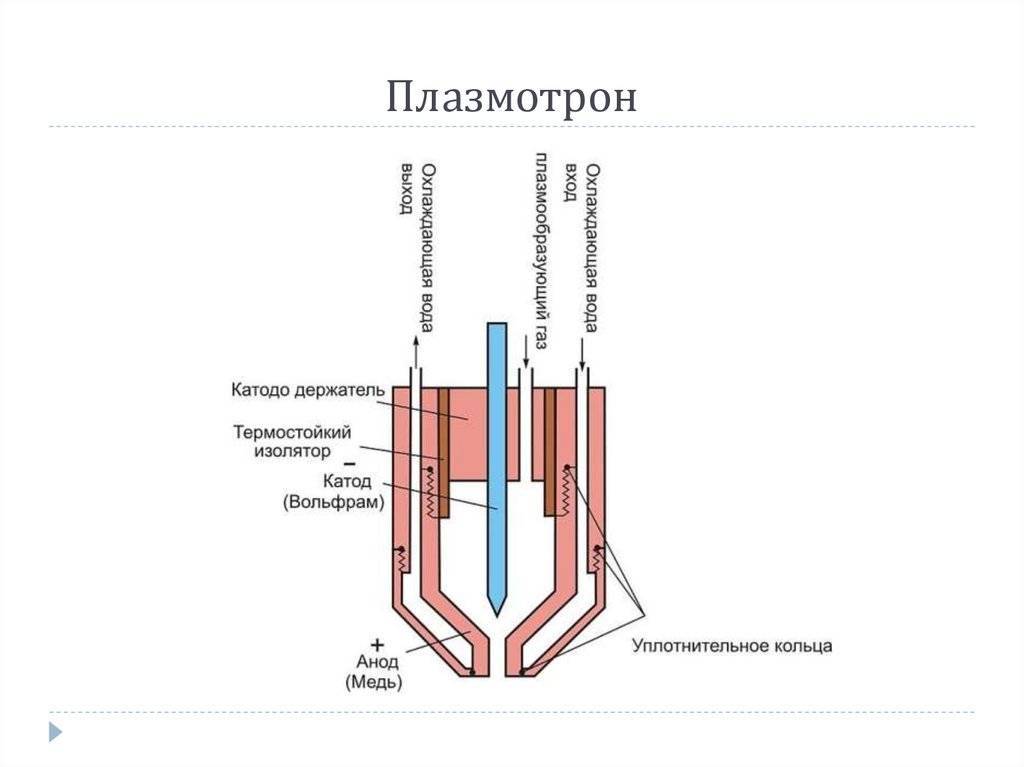
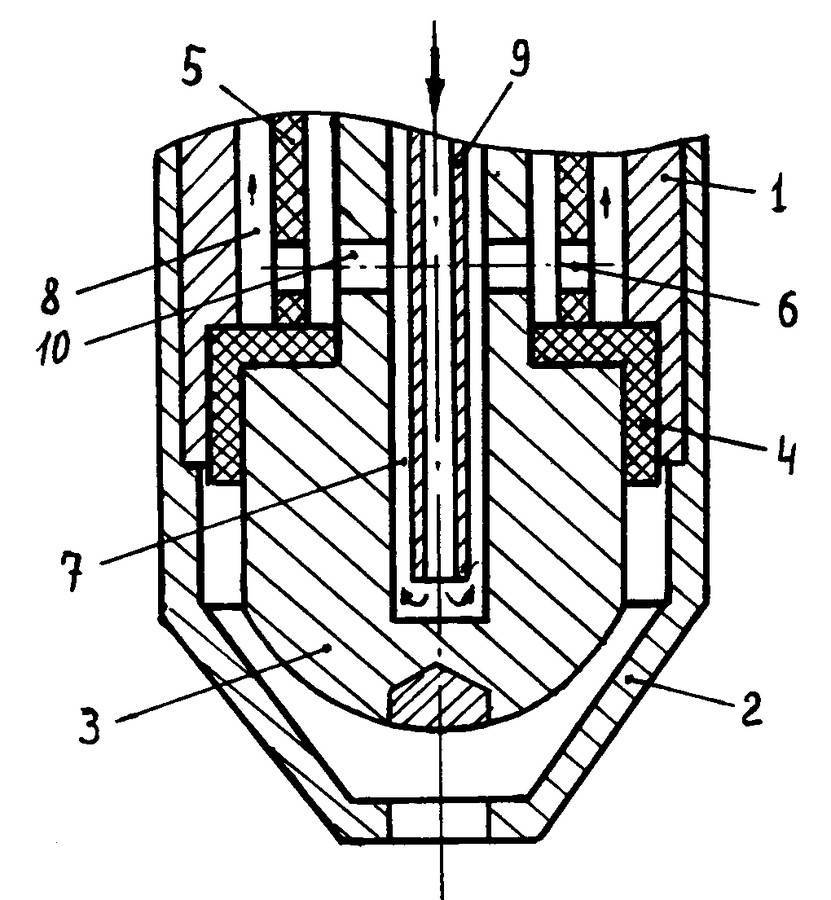
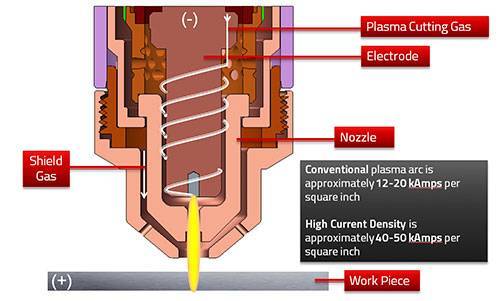
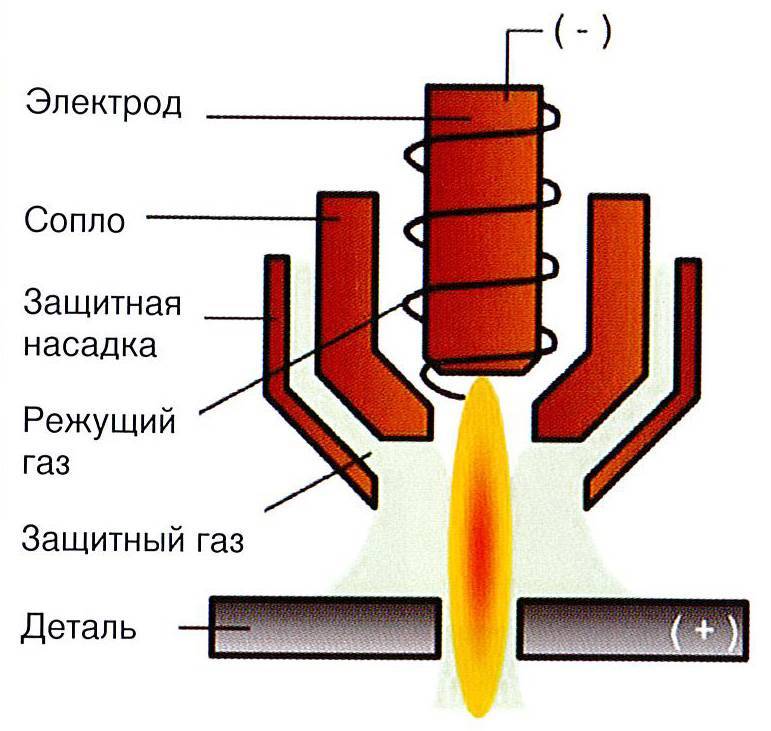
Это главная часть аппарата плазменной резки. В свою очередь, он состоит из сопла, электрода и изолятора. По своей форме это корпус с камерой цилиндрической формы и малым выходным каналом, в котором формируется дуга. Электрод находится с тыла камеры, его функция – возбуждение дуги.
Электроды
Это специальные расходники, сделанные именно для резки металла. Чаще их производят из циркония, тория или гафния. Самые распространенные – из гафния.
Все эти элементы отличаются тем, что на их поверхности формируются оксиды с тугоплавкими свойствами. Эти оксиды как раз и защищают электрод от разрушения.
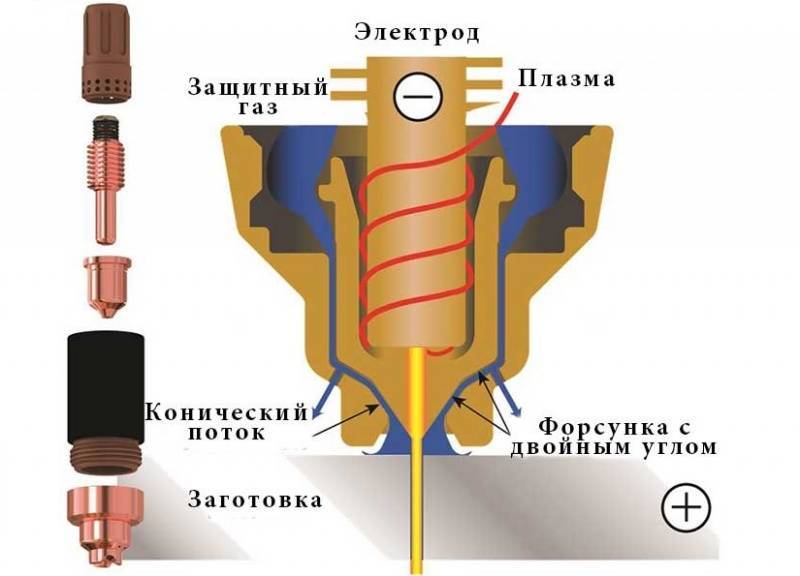
Розжиг или возбуждение дуги напрямую между электродом и металлической заготовкой произвести сразу трудно. Поэтому первым делом разжигается промежуточная дуга между электродом и плазмотроном. Затем воздух под давлением проходит чрез дугу, ионизируясь и нагреваясь.

Схема устройства плазменного резака.
В итоге объем этого воздуха повышается в объеме во много раз, он превращается в поток плазмы. Плазма вырывается из суженого конца сопла с огромной скоростью и высочайшей температурой вплоть до 30000°С.
Такому потоку все по силам, в дополнение ко всему он обладает очень высокой теплопроводностью – практически такой же, как у металла заготовки, которую нужно резать.
Настоящая дуга – та самая, которая нужна, формируется при выходе плазмы из сопла плазмотрона. Теперь именно эта рабочая дуга является главным режущим фактором.
Сопло плазмотрона
Различается по диаметру, от которого будут зависеть функциональные возможности всего аппарата. Прежде всего эта зависимость касается объема ионизированного воздуха, выходящего из сопла: именно им обусловлены главные характеристики резака – скорости работы и охлаждения, ширина шага реза.
Чаще встречаются сопла с малым диаметром, не превышающим 3-х мм. Зато длина сопла больше – около 10-ти мм.
Защитные газы
Прежде всего эти газы образуют плазму, их даже называют плазмообразующими. Такие газы используются только в мощных промышленных аппаратах для резки толстых металлов. Чаще это гелий, аргон, азот и их различные смеси. Кстати, кислород сам по себе также является защитным и плазмообразующим газом. Он используется в резаках небольшой мощности для резки металлов не толще 50-ти мм.
В плазмотроне расходными материалами являются сопло и электроды. Их нужно менять в положенных сроки.
https://www.youtube.com/watch?v=grj5WCpW9c8
Инвертор или трансформатор
Чтобы получить плазму, нужно подключать качественные источники питания. Это могут быть трансформаторы или инверторы.
Сделать плазморез из инвертора выгодно благодаря компактности, точности подстроек тока, напряжения, контроля электрических параметров, экономному потреблению электроэнергии. Он имеет ограничение по току до 70 А, но мощности хватает для выполнения типичных работ по обработке металла.
Недостатком инвертора являются высокие требования к качеству питания, что не позволяет их применять в сетях с перепадами напряжения без подключения к стабилизаторам.
Трансформаторы лишены недостатка инвертора, более надёжны в эксплуатации, неприхотливы в обслуживании. Но при этом они имеют большие габариты, вес, высокое потребление электроэнергии. Ограничение по току достигает 180 А, в зависимости от количества витков, диаметра используемой проволоки.






Инвертор для плазменного резака
Конструкция и порядок эксплуатации
Одним из наиболее популярных видов ручных плазмотронов является Panasonic P80. Работа на нём должна производиться с учётом некоторых особенностей. В частности, перед началом резки обязательно соблюдение следующих условий:
- Во время возбуждения дуги нельзя касаться торцом наконечника кромки основного материала. Это приведёт к образованию неконтролируемой дуги, которая сожжёт наконечник.
- Процесс резки нельзя начинать при вертикальном расположении наконечника относительно основного металла. В этом случае внутри наконечника образуется дуга.
- При резке пластин толщиной более 16 мм необходимо убедиться, что дуга достигла нижней стороны заготовки, и только тогда перемещать горелку в новое положение.
При работе резака рекомендуется выдерживать зазор около 5 мм между заготовкой и наконечником. С этой целью в комплектации к резаку Р80 предусмотрена направляющая, которая электрически изолируется от разрезаемого металла.

Отклонение от перпендикулярности оси резака от поверхности заготовки не должно превышать 50, а направление движения инструмента должно быть противоположным направлению плазменной струи.
Все типы ручных плазмотронов – устройства повышенной опасности. Поражающими факторами являются яркое свечение дуги, высокие токи обработки и температуры. Поэтому необходимо тщательно придерживаться правил эксплуатации плазмореза, которые указывает производитель.
Цена ручного плазмореза Panasonic Р80 – от 5500 руб. Ближайшим отечественным аналогом плазмотрона Р80 считается резак П2-180, цены на который стартуют от 6000 руб. Более мощные модели, например, FBP60 от Fubag, стоят дороже – до 15000 руб. Доступны и менее мощные модели ручных плазмотронов, в частности, CUT РТ31 (от 2000 руб.).
Газгольдер для частного дома. Цена под ключ
Резьбонарезные гребёнки. Технология работы





