Технология работ
Технология работ мало зависит от того, какая смесь будет применена. Неизменными сохраняются и сварочные режимы.
Сварочные режимы.
Особе внимание следует уделять соблюдению правил техники безопасности. Необходимо проверить электрооборудование, баллоны, арматуру, шланги
Защитная смесь подается в рабочую область за 10-15 секунд до поджига дуги, чтобы он успел вытеснить воздух и сформировать защитное облако. По окончании шва недопустимо резкое прекращение подачи газа, он должен подаваться еще 10-15 секунд, чтобы конец шва успел остыть и кристаллизоваться под газовой защитой.
Преимущества и недостатки газовой сварки
Газовая сварка – довольно простая технология, имеющая много положительных аспектов:
- Возможность проводить сварочные работы в автономном режиме. Для этого не нужен мощный источник энергии.
- Наличие простого негабаритного оборудования, которое легко поддается транспортировке.
- Процесс сварки регулируемый. Газовая горелка позволяет варьировать рабочую высокую температуру, скорость нагрева и угол наклона огня.
А также большие возможности использования: обработка применяется для соединения элементов изделий из углеродистой стали, свинца, меди, чугуна, латуни, бронзы, силумина, алюминия и его сплавов.
Есть и недостатки при проведении сварочных работ:
Большая площадь нагрева, создающая условия для деформации соседних элементов.
Газосварочный процесс относится к работам повышенной опасности
Сжатый кислород, и горючие смеси требуют соблюдения мер предосторожности.
Газовая сварка предназначена для металлов толщиной до 5 мм.
Отсутствие автоматизации газовой горелки.
Высокие требования к профессии сварщика.. Газовая сварка металлов и труб
Газовая сварка металлов и труб
Область применения для полуавтоматов
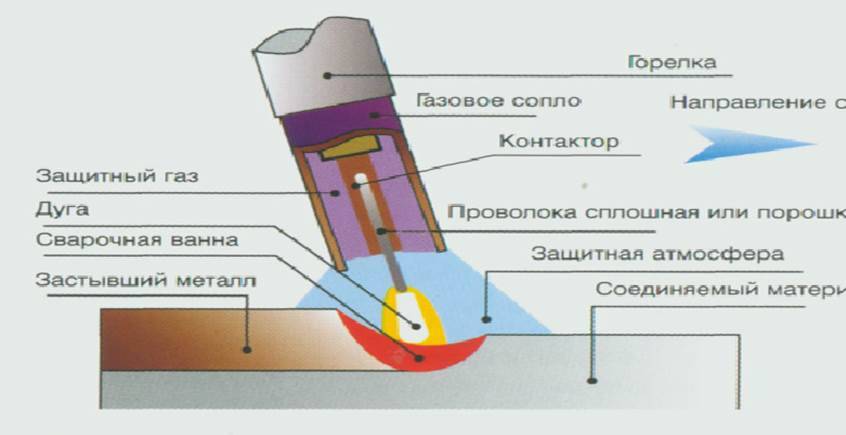
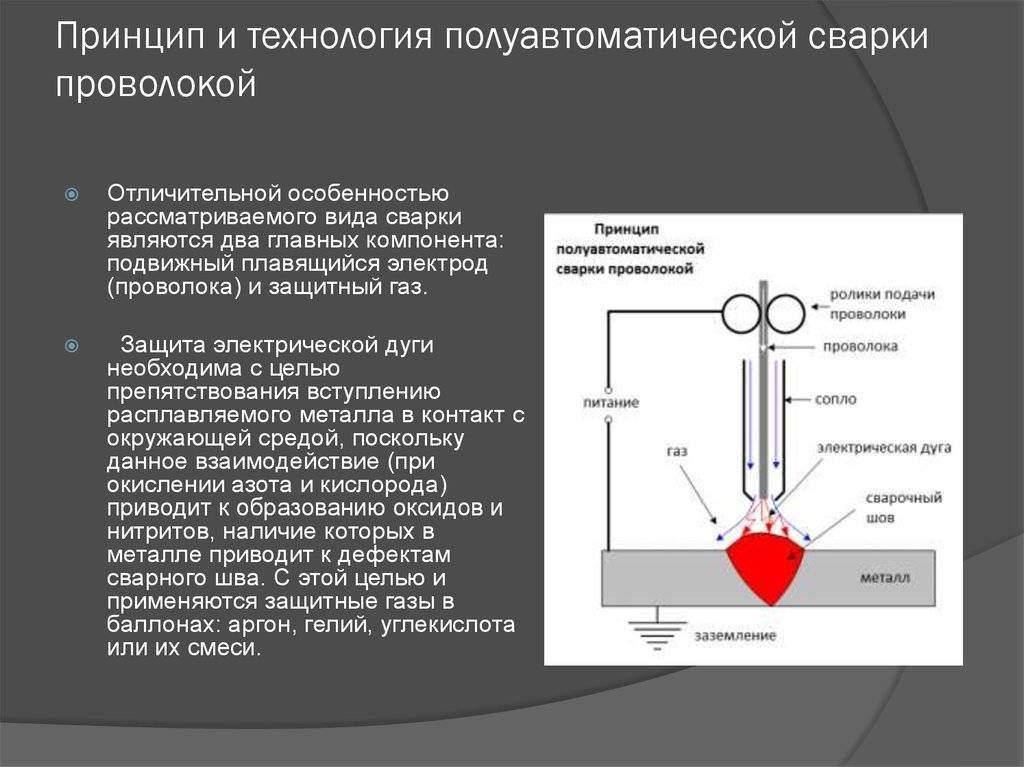
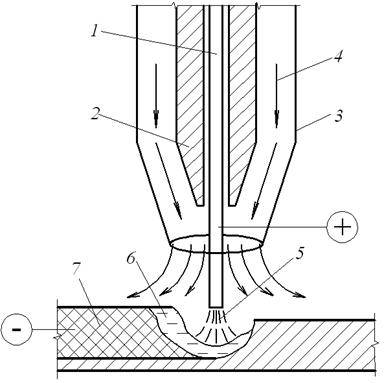
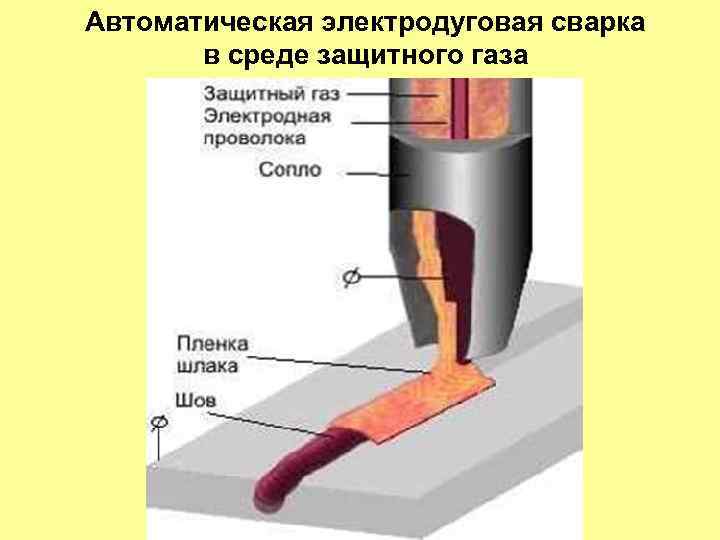
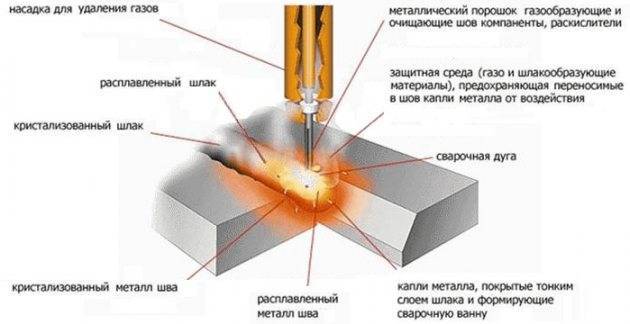
При электродуговой сварке полуавтоматическим аппаратом облако защитного газа необходимо предотвратить контакт расплавленного металла в сварочной ванне с кислородом, азотом и водяными парами, содержащимися в атмосферном воздухе. Такой контакт приводит к образованию окислов и других нежелательных соединений, ухудшающих качество шва, ведущих к образованию пористости, трещин и других дефектов. Облако защитного газа вытесняет воздух из рабочей зоны и надежно закрывает ее. Газ необходимо постоянно подавать в рабочую зону.
Электродуговая сварка в облаке защитных газов используется для практически всех металлов и их сплавов — от черных до цветных, легких, таких как алюминий или магний, и редкоземельных.
Такую технологию используют как на промышленных предприятиях, в полуавтоматических и автоматических агрегатах, так и в небольших ремонтных мастерских. В последнее время оборудование стало доступно и домашним мастерам.
Какой газ нужен?
Какой газ и газовые смеси используются в полуавтоматической сварке?
Газ, используемый в качестве защиты, должен быть тяжелее воздуха и сам обладать минимальной химической активностью. Идеальным вариантом являются газообразные инертные элементы, полностью неактивные. Применяются следующие чистые газы:
В качестве составляющих газовых смесей применяются:
- Кислород, в небольших количествах добавляется в аргонные и углекислые смеси для улучшения проплавляемости шва.
- Водород, используется в качестве раскислителя (химического восстановителя) при работе с аустенитными нержавеющими сталями.
- Азот, добавляется для повышения устойчивости к коррозии в дуплексных стальных сплавах.
При работе со специальными сталями могут использоваться и другие компоненты смесей.
Газ для сварки полуавтоматом: какие виды бывают, где и как применяется, правила выбора
При полуавтоматической сварке обычно используется сварочная проволока. У нее нет защитной среды, как в электродах, поэтому риск воздействия кислорода на свариваемые детали существенно возрастает.
Окисление деталей ухудшает качество шва и негативно влияет на качество и надежность соединения. Проблему можно решить, используя для изолирования сварочной ванны защитный газ.
Мы расскажем вам о преимуществах этого метода. Также эта статья может быть полезна при выборе газа для сварочных работ.
Применения метода
Защитный газ применяют практически во всех сварочных работах, где используются полуавтоматы.
Единственная альтернатива этому методу – использование самозащитной проволоки, однако газ позволяет добиться более высокого качества сварки.
Газ часто используют в автомастерских, в работе над сложными конструкциями, где необходимо соединение цветных металлов, в сварочных работах на металлургических предприятиях.
Что применяют в сварочных работах
Вот самые распространенные варианты:
- Аргон. Самый распространенный в сварке газ. Это инертное вещество, поэтому он может применяться при сваривании тугоплавких или металлов с повышенной химической активностью;
- Гелий. Очень распространенный вид. При его использовании мы получаем широкий шов хорошего качества;
- Углекислый газ. Активное вещество, основная область применения – сварка с использованием короткой дуги. Также может использоваться в смесях с инертными газами;
- Газовые смеси. Все эти варианты могут использоваться в виде смесей в любых пропорциях.
Как правильно подобрать
Выбирая компоненты для сварки необходимо учитывать их рабочие характеристики. Основная характеристика газа – это количество тепла, выделяемое при его сгорании.


От этой характеристики зависит температура в рабочей области, поэтому на это надо обратить внимание в первую очередь. Также нужно учитывать сроки и условия хранения
Если планируется длительное хранение – забудьте о способе получения газа при помощи газогенераторов, используйте только готовые газы
Также нужно учитывать сроки и условия хранения. Если планируется длительное хранение – забудьте о способе получения газа при помощи газогенераторов, используйте только готовые газы.
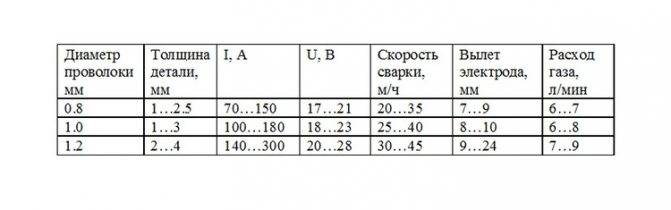
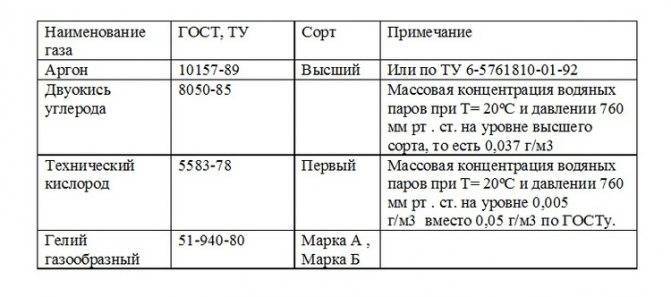
Характеристики
Предлагаем вашему вниманию таблицу для сварки. Она содержит данные для сваривания с использованием углекислого газа, однако эти данные можно использовать и для сварки с использованием смесей, существенных технологических отличий нет.
При сварочных работах необходимо неукоснительно соблюдать технику безопасности. Перед началом выполнения необходимо проверить исправность всех механизмов и устройств.
В особенно тщательной проверке нуждается подающий клапан. Сварочная ванна должна быть полностью заполнена газом, несоблюдение этого условия может негативно сказаться на результате.
Особенности сварочных процессов
Не существует универсальных методов при сварке с использованием газа, поэтому надо серьезно отнестись к выбору материалов и параметров для каждого конкретного случая
Важно правильно установить мощность аппарата
Не надо забывать и о факторе нагрева поверхностей. Учитывая этот фактор, необходимо следить за температурой пламени
Особенно это важно, если вы свариваете детали из титана или из стали
Температура изменяется в зависимости от угла наклона пламени и зависит от его положения.
Если в при сваре вам не надо перемещаться – вам подойдут баллоны с повышенным давлением.
Баллоны с низким давлением обычно используют в процессах, которых важна мобильность, например, при проведении кузовных работ или при сваривании трубопроводов.
Существуют строгие стандарты по использованию проволоки для полуавтоматической сварки. Для таких работ обычно используется проволока, содержащая кремний и марганец.

Надо внимательно следить за расходом проволоки, она должна подаваться одновременно с газом, чтобы снизить риск воздействия кислорода на качество сварочного шва.
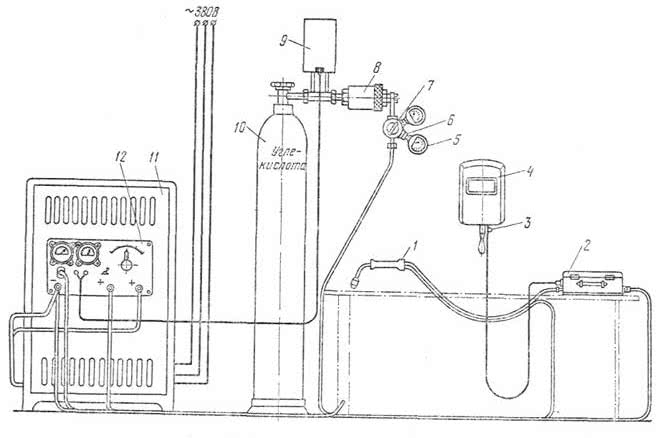
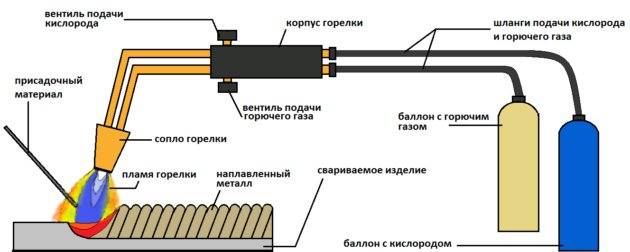
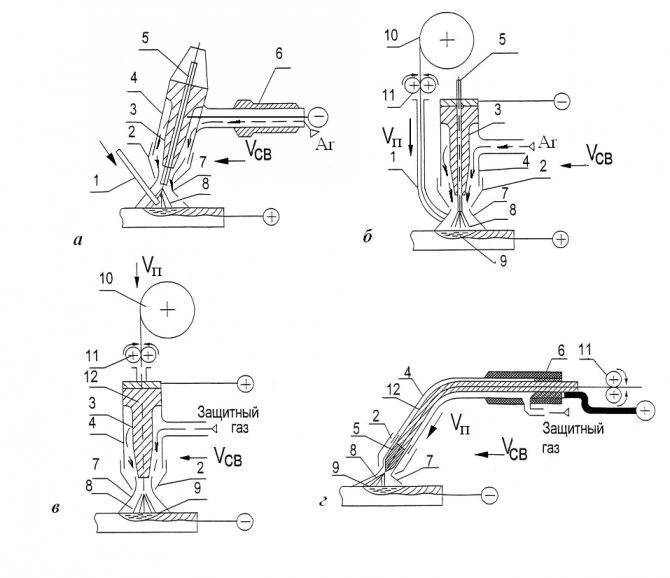
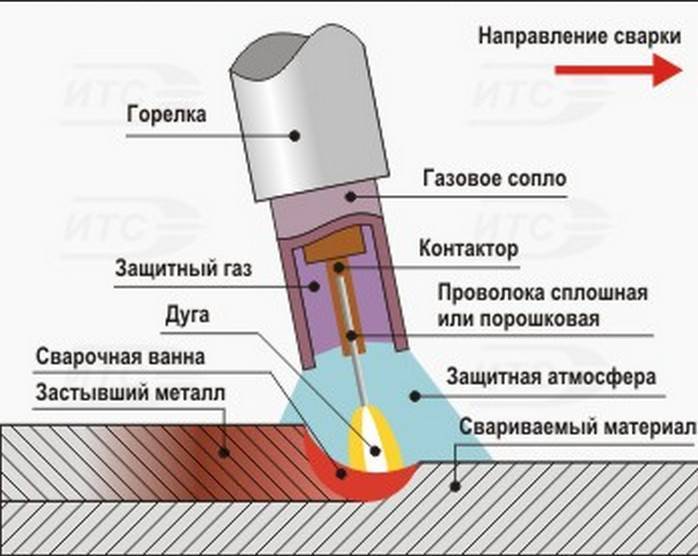
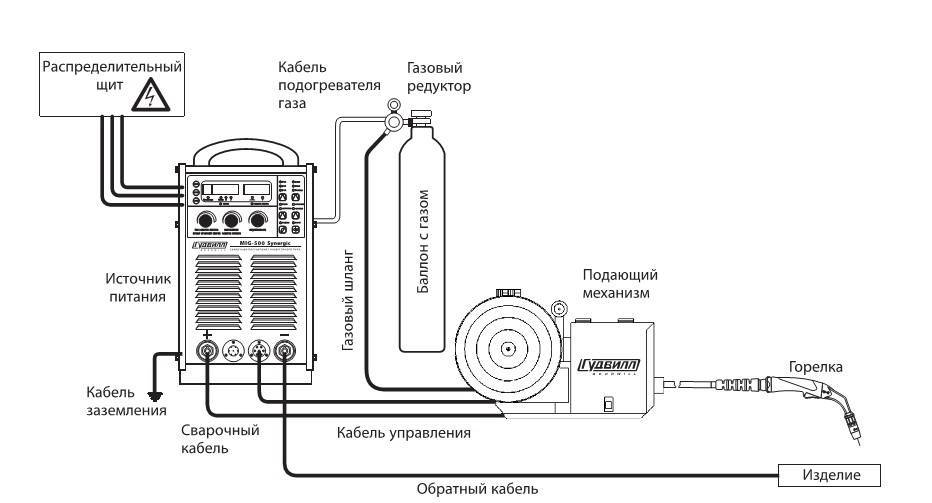
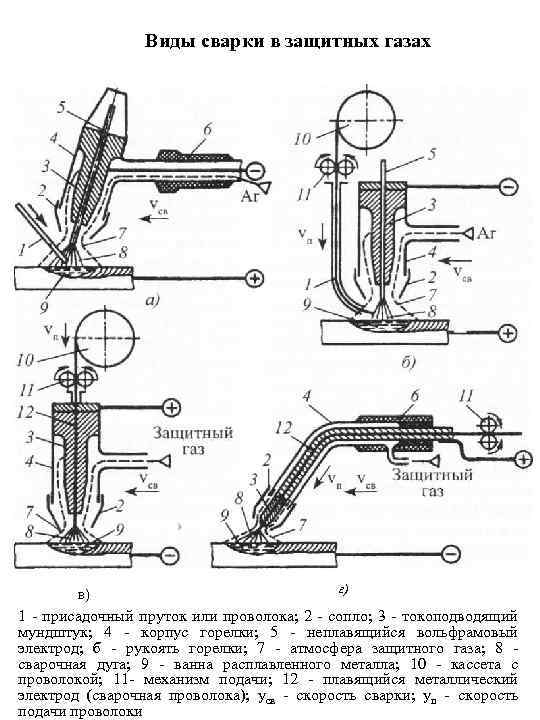
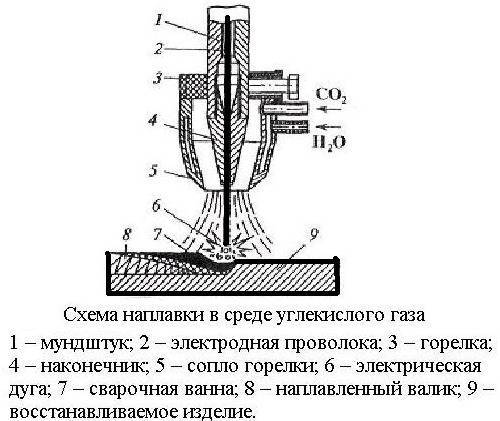
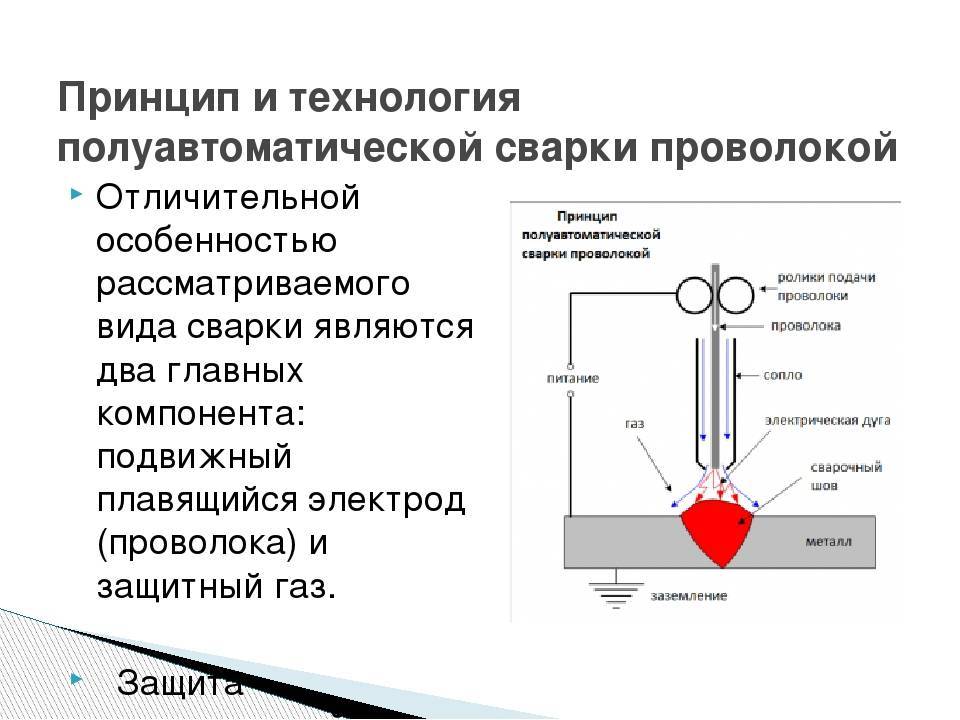
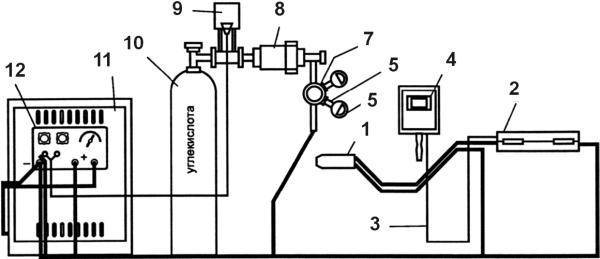
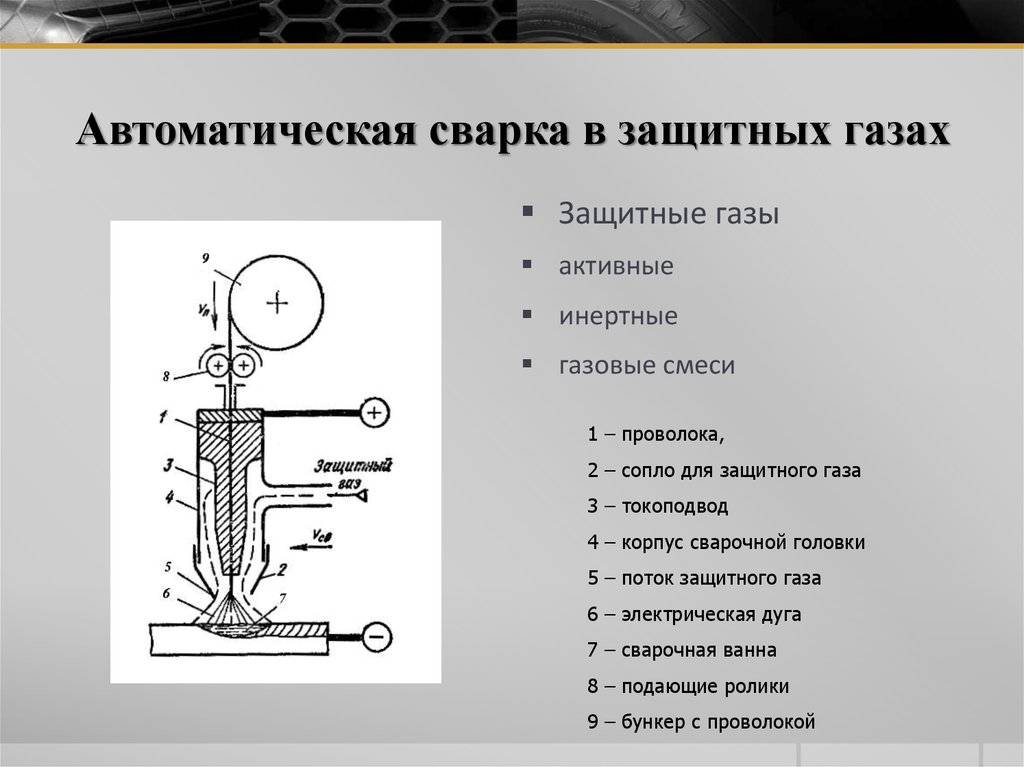
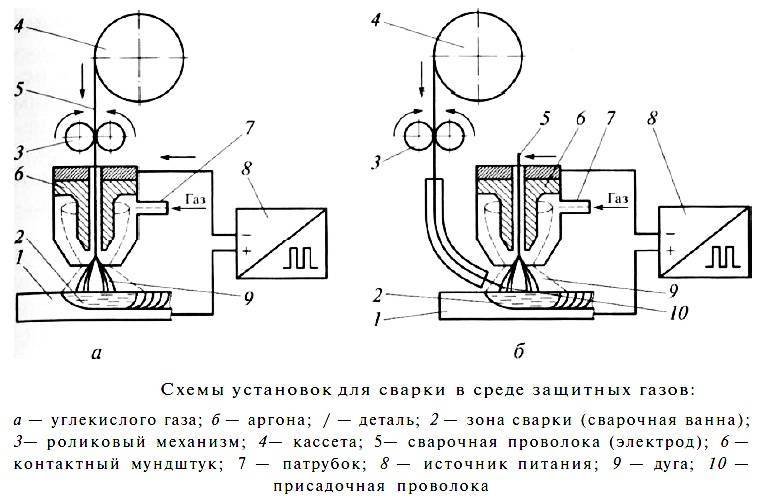
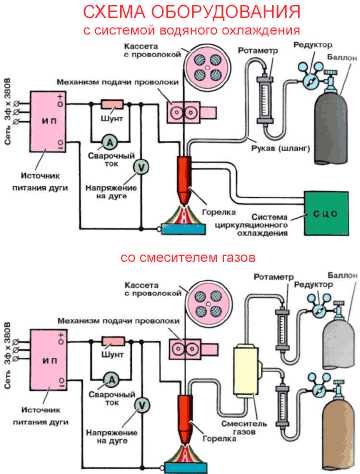
Сущность процесса
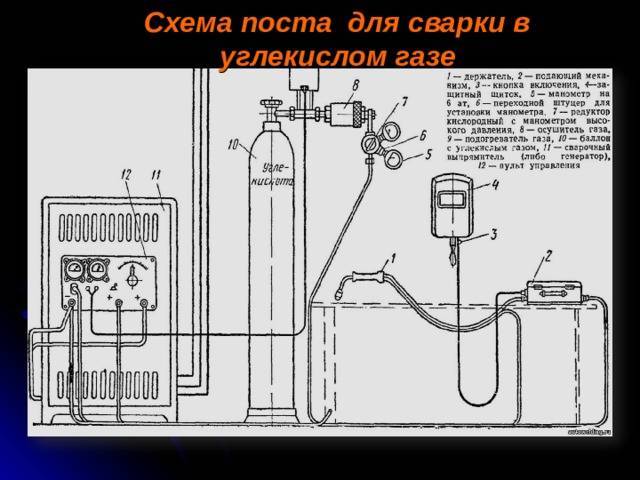
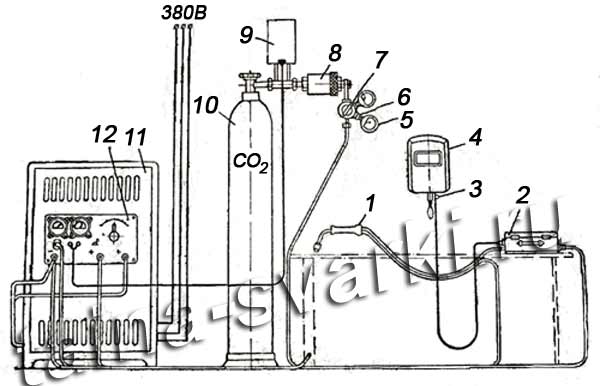
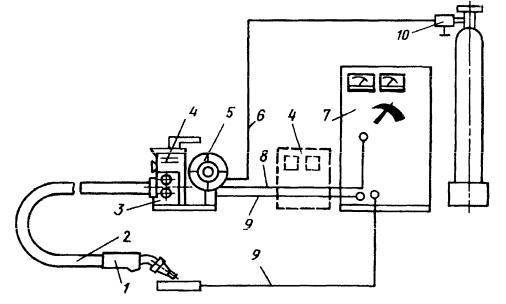
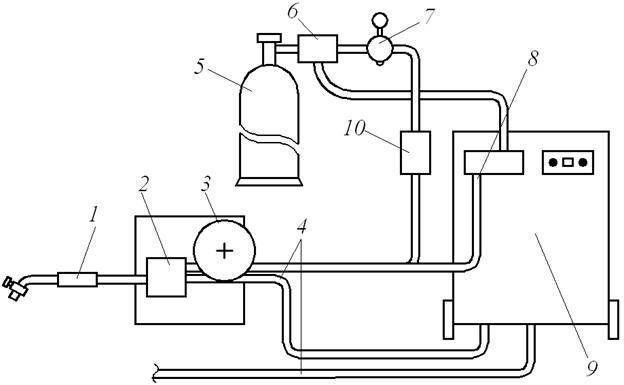
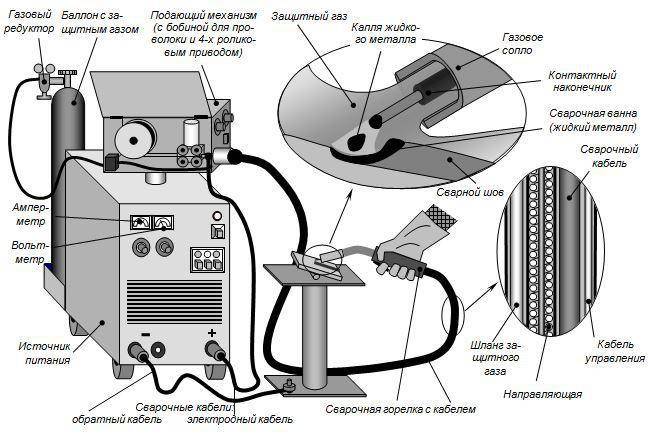
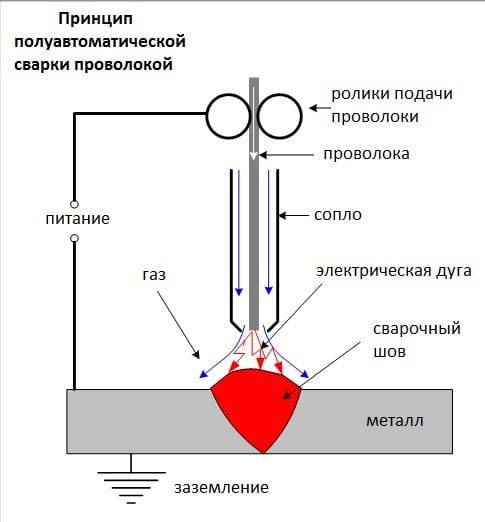
Что такое сварка в защитных газах? Для нее необходимо следующее оборудование:
- сварочный полуавтомат;
- баллон с газом;
- сварочная горелка;
- шланг для подачи газа, объединенный с электрическим кабелем и системой охлаждения горелки.
Может применяться и другое вспомогательное оборудование.
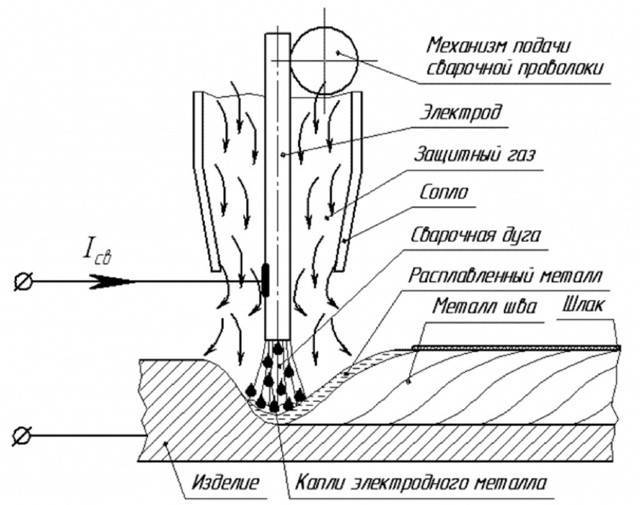
В качестве источника тока для сварки, выполняемой в среде защитных газов можно использовать как устаревший сварочный выпрямитель, так и современный инвертор. В составе аппарата смонтирован механизм подачи сварочной проволоки, служащей присадочным материалом.
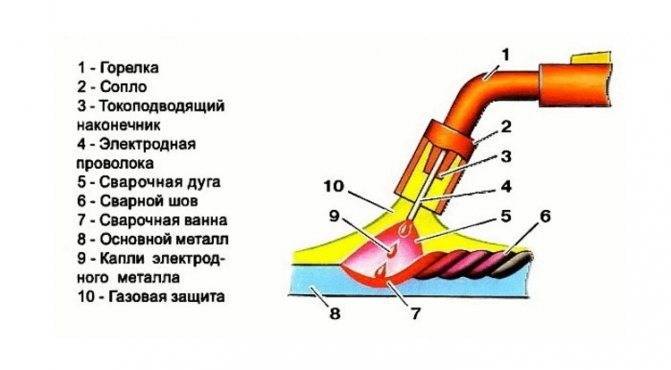
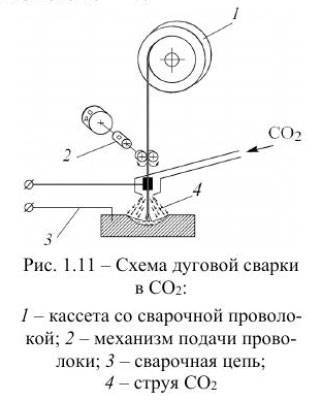
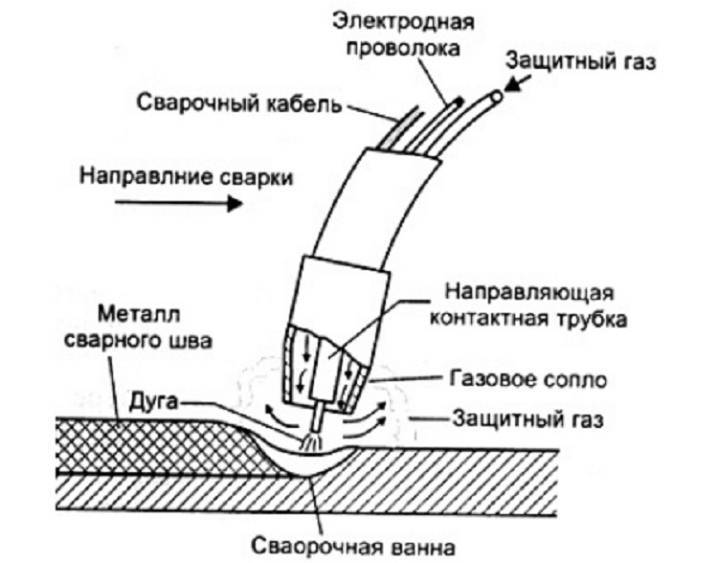
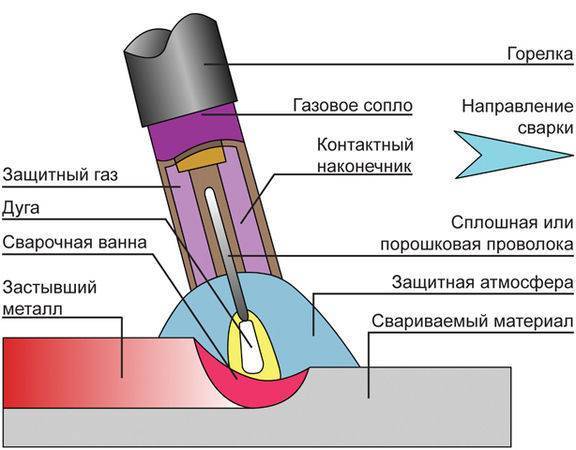
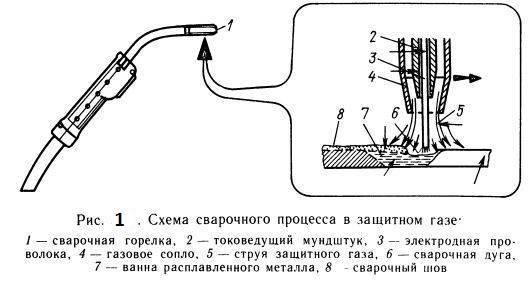
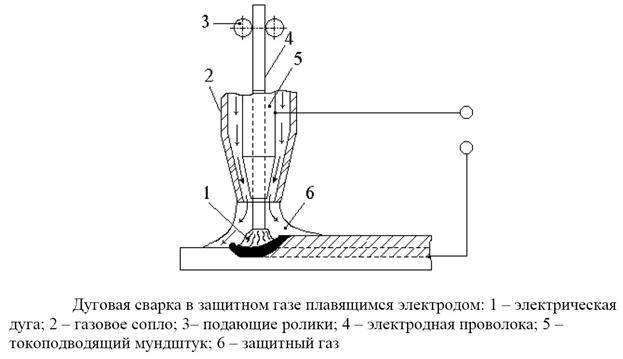
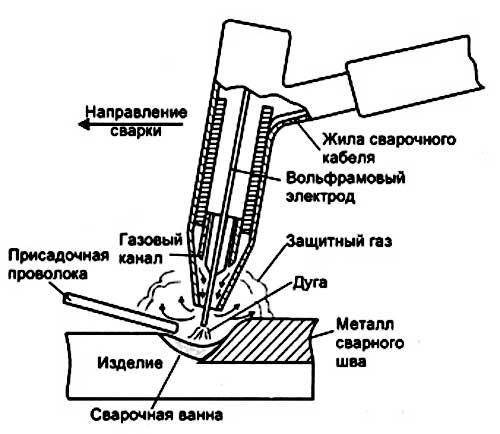
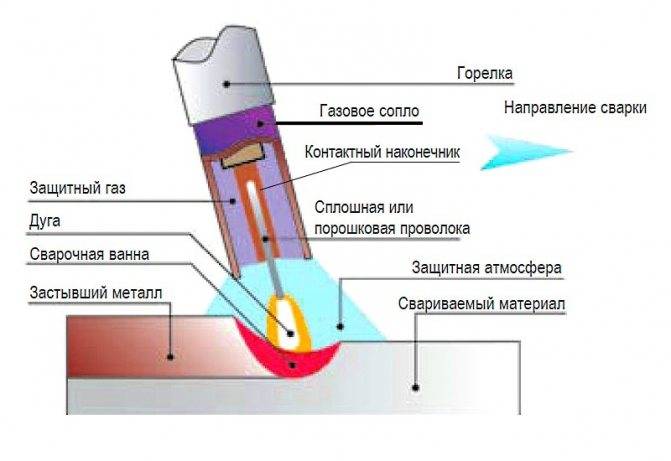
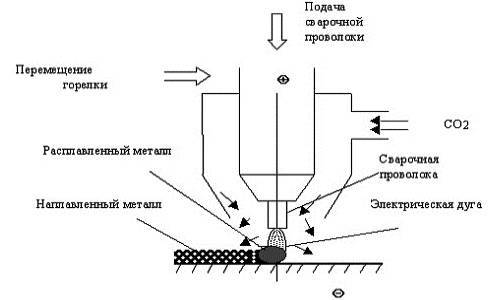
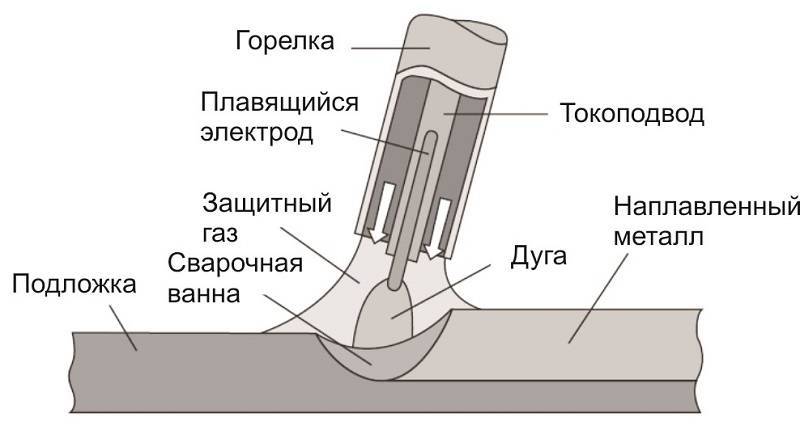
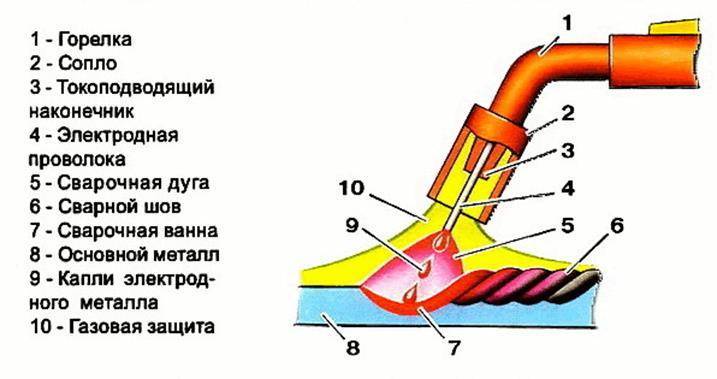
Электродом служит сварочная проволока, на которую подается напряжение. Между ее кончиком и металлом заготовки разжигается электродуга. Ее тепло плавит металл, образуется сварочная ванна. Через сопло горелки подается защитный газ, закрывающий рабочую зону от контакта с кислородом, азотом и водяными парами воздуха.
При перемещении горелки сварочная ванна перемещается вслед за дугой, расплавленный металл, остывая и кристаллизуясь, формирует шов. Производительность процесса в несколько раз перекрывает общемашиностроительные укрупненные нормативы времени, отведенные на ручную дуговую сварку.
Особенности выполнения
Для разогрева заготовки и оплавления кромок применяется тепло сгорания пропана или ацетилена. При сварке различных материалов существуют свои нюансы:
- обычная конструкционная сталь сваривается практически любым газом, для присадочного материала используют низкоуглеродистую проволоку;
- нержавейка требует газов с высокой теплоотдачей и проволоки, легированной Mo, Ni или Cr;
- меди нужно пламя особо большой мощности;
- сваривание латуни осложняется выгоранием легкоплавкого цинка, поэтому в проволоке его должно быть больше, чем в заготовках;
- бронзу сваривают восстановительным пламенем, в присадке повышено содержание кремния в качестве раскислителя.
Для всех металлов необходимо соблюдать баланс между глубоким проплавлением кромок и возможным пережогом.
Материалы, подходящие для газовой сварки
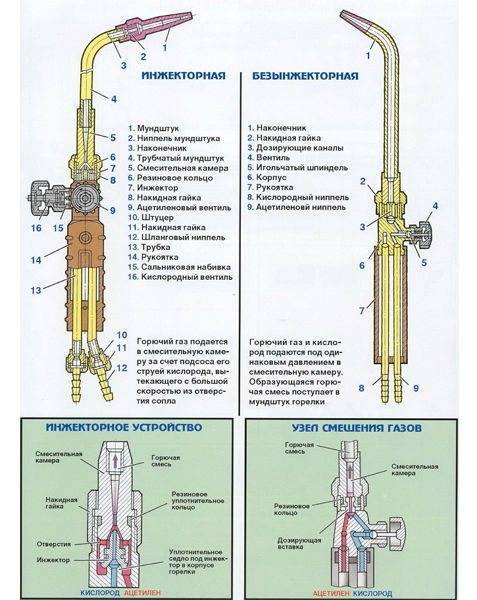
Фото устройства горелок для газовой сварки Газовая сварка незаменима в промышленности, строительстве, сельском хозяйстве. Она позволяет скреплять большое количество металлов.
Сварка чугуна необходима для устранения дефектов, трещин, распавшихся частей изделия. Газовая горелка при этом должна быть с небольшим пламенем, чтобы избежать зернистости сварочного шва.
Пайка бронзы предполагает использование восстановительного пламени. В работе используют проволоку, идентичную свариваемому материалу.
Обработка меди не предусматривает наличия зазора между краями. Это обусловлено текучестью материала, что может затруднять газосварочный процесс.



Углеродистые стали можно соединять разными методами сварки. Швы становятся крупнозернистыми благодаря использованию стальной проволоки с низким уровнем углерода.
Газовый состав
При подготовке газовых смесей требуется точно соблюдать нормирование пропорций. Даже малое нарушение заданного состава может привести к значительному изменению свойств и к появлению брака.
Наиболее часто используются такие смеси, как:
- К2: Ar 82% CO2 18%;
- К3.1: Ar 92%, CO2 6% O2 2%;
- К3.2: Ar 86%, CO2 12% O2 2%;
- К3.3: Ar 78%, CO2 20% CO2 2%;
- НП1: He 85%, Ar 13% CO2 1,5%;
- НП3: He 38%, Ar 60% CO2 2%;
- НП2: He 55%, Ar 43% CO2 2%.
Параметры защитных газов для сварочных работ.
Для чего нужны защитные газы при сварке и резке?
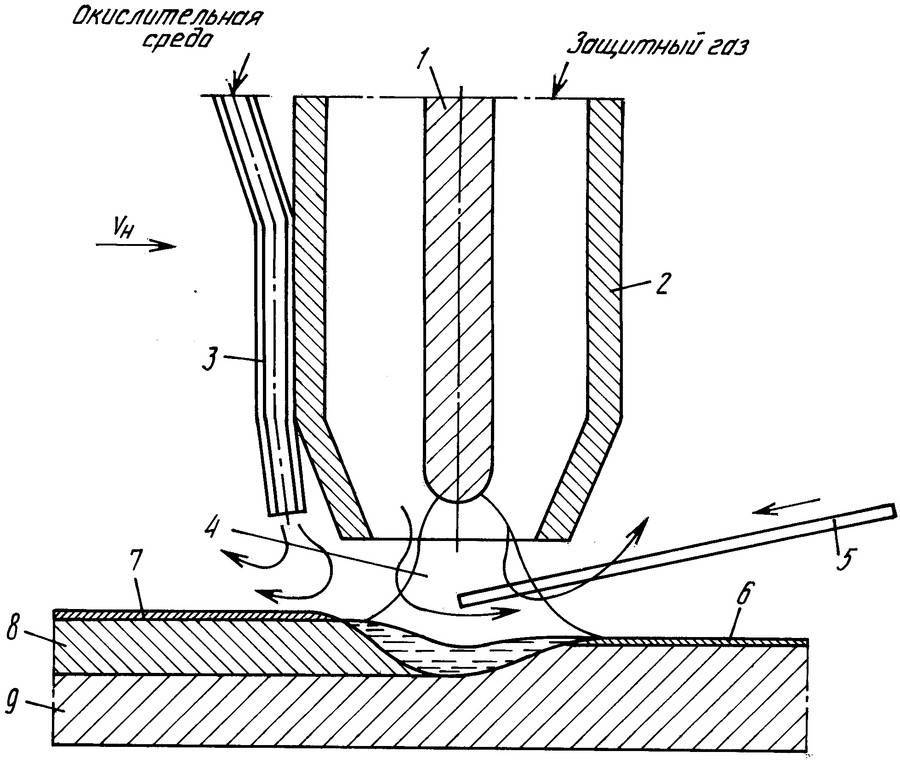
В ходе сварочных работ металл нагревается до температуры плавления. В таком состоянии он подвержен влиянию кислорода, азота и водных паров, содержащихся в воздухе. В результате контакта образуются нежелательные химические соединения, ухудшающие прочность и долговечность шва, ведущие к появлению дефектов. Облако защитного газа предотвращает этот контакт и сохраняет высокое качество шва.
Самые востребованные способы
Сварка газовая наиболее часто использует следующие разновидности технологии:
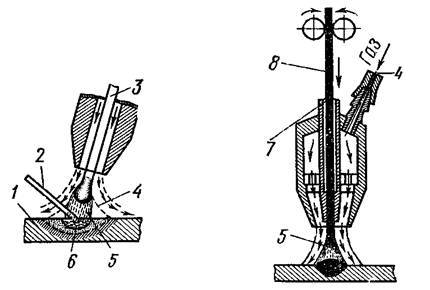
Левая
Не требует высокой квалификации. Применяется для сварки заготовок малой толщины и с низкой температурой плавления.
Правая
Применяется для сплавов с высоким коэффициентом теплопроводности и для заготовок от 3 до 16 миллиметров. Вследствие защитного действия факела горелки качество шва повышается.
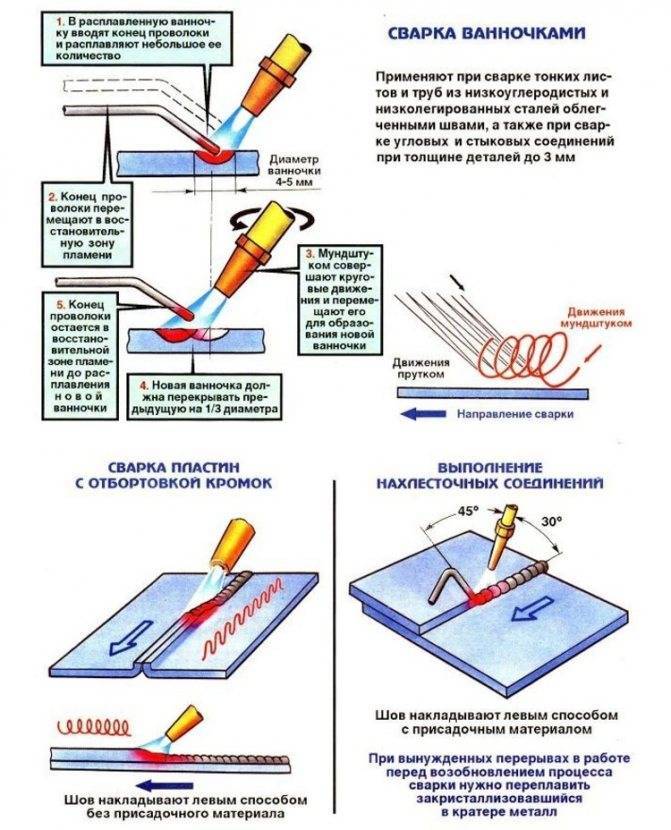
С помощью ванночек
Используется для соединения тонколистовых заготовок. Заключает в последовательном создании миниатюрных сварочных ванн по линии шва. Края ванн перекрываются друг с другом, создавая непрерывную линию шва.
Популярные технологии газовой сварки.
Многослойная
Используется для создания особо ответственных соединений большой толщины. Требует тщательной разделки кромок. Характеризуется высоким расходом сварочных газов. Каждый следующий проход уплотняет шовный материал, образованный при предыдущих проходах.