

Достоинства и недостатки
Преимущества сварочных аппаратов-выпрямителей в основном заключаются в большой надежности агрегата. Аппарат может использовать практически в любых условиях, даже если вокруг грязь, пыль и прочие «недруги», способные на раз-два уничтожить инвертор. Также с помощью выпрямителя можно выполнять сложные сварочные работы. Например, варить нержавеющую сталь или цветной металл.
При умелом поджиге дуга горит очень стабильно и позволяет вести аккуратный шов. Также выпрямитель можно использовать для большинства ходовых сварочных технологий, начиная от MMA, заканчивая TIG, MIG, MAG технологиями. Еще один немаловажный плюс — это возможность организации сразу нескольких сварочных постов от одного аппарата. Это значит, что вы сразу несколько человек могут варить, используя один лишь выпрямитель. Такой аппарат называется выпрямитель сварочный многопостовой и применяется на производстве. Недостатки у такого аппарата тоже есть, и порой они критичны. Первое, что вам нужно знать — выпрямитель очень тяжелый и неповоротливый. У вас не получится в одиночку закинуть его в багажник и отвезти на дачу. Также могут быть трудности с транспортировкой аппарата на стройплощадку.
Еще один минус — это высокая стоимость комплекта оборудования. Сам выпрямитель стоит не очень дорого, а вот сопутствующее ему оборудование может оказаться не по карману. Впрочем, об этом мы подробнее рассказываем далее. Также учитывайте, что выпрямитель потребляет очень много электроэнергии, и вы можете быть не готовы к большим счетам.
Последний минус, который можно назвать одновременно плюсом — это необходимость высокой квалификации для формирования качественного шва. Если вы новичок, то будьте готовы к годам постоянной практики. С другой стороны, если вы научитесь варить выпрямителем, то после него сможете варить чем угодно. И это несомненное достоинство.
Виды выпрямителей
Существует несколько видов выпрямителей:
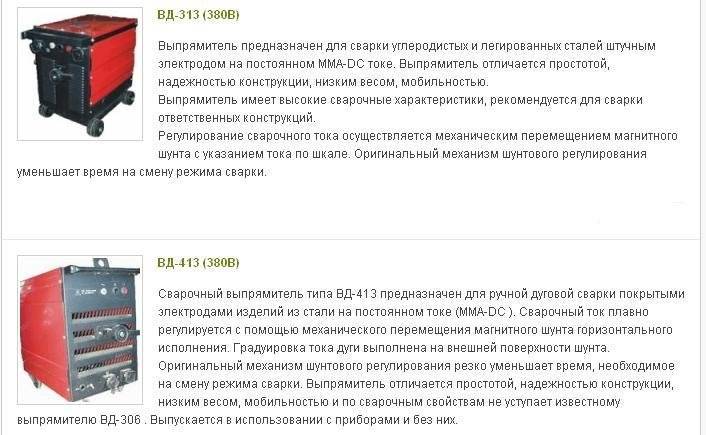
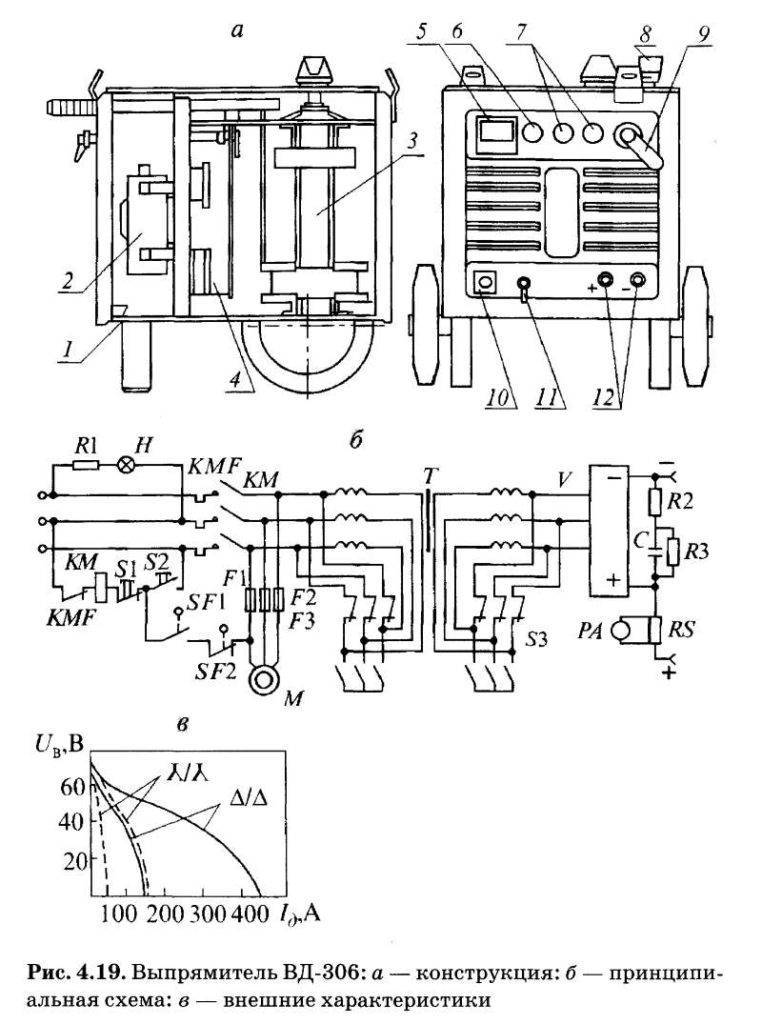
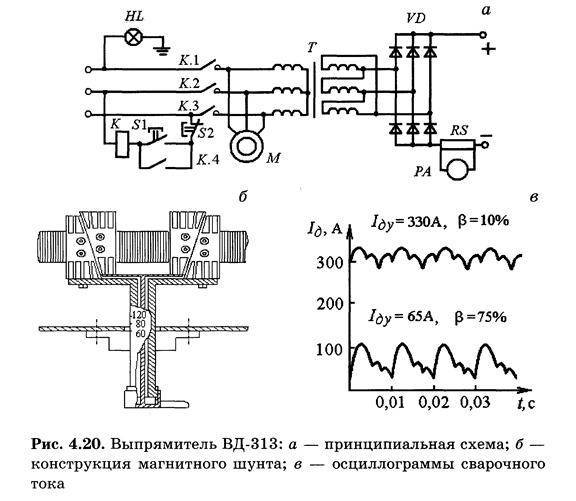
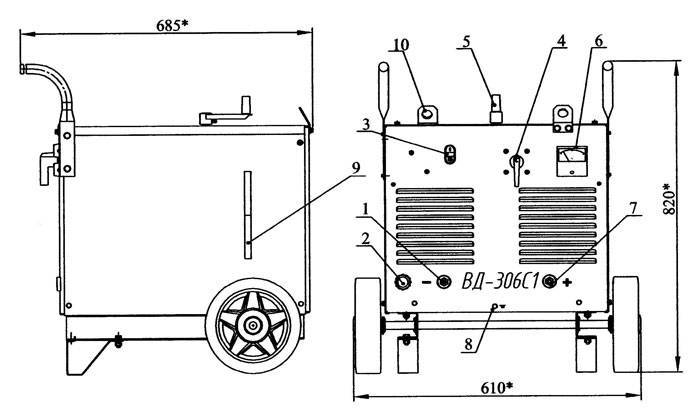
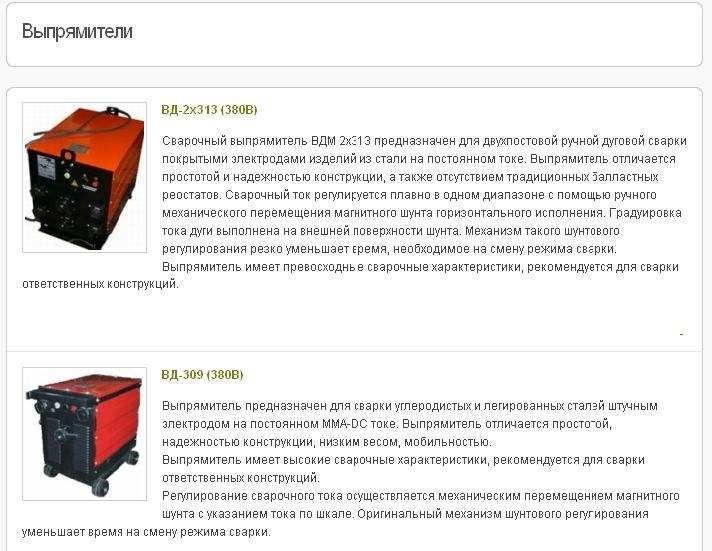
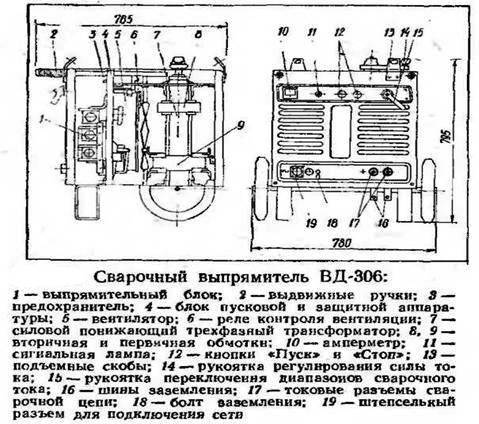
- сварочный тиристорный выпрямитель вд 313 сэ, вд 306;
- инверторный выпрямитель силовой (сварочный);
- дроссельный;
- транзисторный (универсал).
В чем разница таких аппаратов?
Тиристорные источники питания подходят для различных видов электродов при дуговой сварке и могут быть использоваться для сварочных работ на прутках.
Преимущества:
- Более высокая эффективность по сравнению с обычными выпрямителями.
- Отличные характеристики дуги, искра намного меньше.
- Одиночный ряд текущего контроля
- Легко реализуется функция дистанционного контроля
- Хорошие показатели прочности от колебания напряжения
- Подходит для использования вне помещения.
- Это сварочный многопостовой выпрямитель — вдм – 1201, 2х313, вдм-1202 с, 1001, сэлма (selma), ВС ма, 6303 с.
Дроссельный выпрямитель предназначен для сварки в самых тяжелых условиях эксплуатации (карьеры, шахты, трубопроводы и т.д.). Он обеспечивает сварку-полуавтомат и наплавки на токи до 650А. По полуавтоматической сварке рабочее напряжение регулируется ступенчато. Сварочный однопостовой выпрямитель представлен ВДУ 505, 504, вду 506, ДУГА проф и ДУГА индустриал.
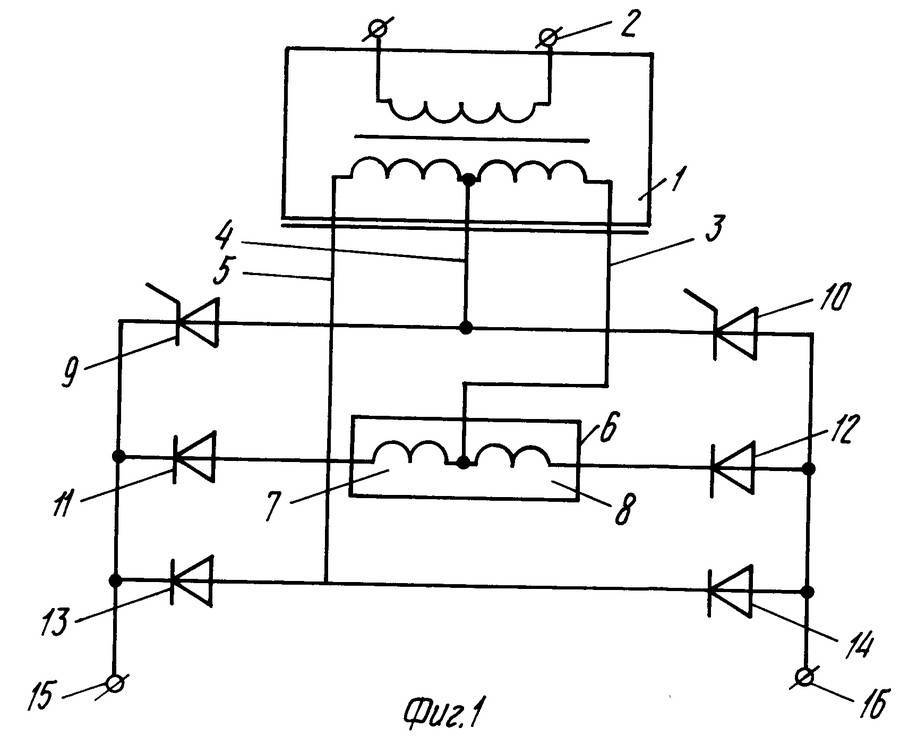
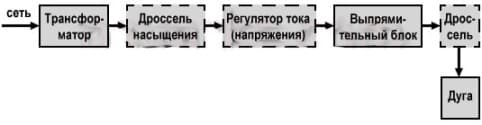 Схема: Дроссельный выпрямитель
Схема: Дроссельный выпрямитель
Система питания сварочной дуги помимо основного дросселя имеет встроенный в параметрическом отделе еще один, что позволяет значительно улучшить качество сварного шва, в связи со стабилизацией сварки. Как правило, помимо основной обмотки мощности, еще используется вспомогательная, которая служит для регулирования индуктивности дросселя и, тем самым, контролирует пик-точку при замыкании или скачках напряжения.
Инверторный выпрямитель применяется для преобразования входящего переменного тока в постоянный, представлен моделями esab, man, . Этот ток включается и выключается очень быстро, чем создает импульсные, высокие частоты постоянного тока. Типичные частоты в диапазоне от 10000 до 20000 Гц, но возможны данные до 100000 Гц. Инвертор, как и весь выпрямитель сварочный, нуждается в поверке каждые полгода. Сварочный инверторный выпрямитель представлен моделями электрон 125, вс 600, 318м1, arc, neon (накс), форсаж, power, патон, терминатор и анод (СССР).
Видео экономичной работы сварочного выпрямителя
https://youtube.com/watch?v=aCpY2NQdI2o
Транзисторные источники сварочной энергии были разработаны для точного контроля параметров сварки. Скорость работы и реакции транзисторов очень высока, следовательно, такие источники энергии можно регулировать, чтобы получить любое желаемое показание вольт-амперной характеристики между постоянным током и напряжением постоянного типа. Кроме того, можно программировать систему управления, с целью задать переменную тока и напряжения во время фактической операции сварки. Эти технические особенности делают универсальный сварочный транзисторный выпрямитель особенно привлекательным для сварки труб, вентиляционных проходов и шахт. Сварка может проводиться электродами всву.
Практически каждый мастер имеет в наличии бензиновые сварочные выпрямители (Эсва, лорис). Это достаточно удобные портативные устройства, при помощи которых удобно проводить работы на выезде или открытом воздухе. Очень хорошие отзывы про выпрямитель сварочный fubag, причем его характеристика говорит о том, что устройство подходит и для эксплуатации в локальной сети питания. Кроме того, данные аппараты часто комплектуют портативным зарядным устройством.
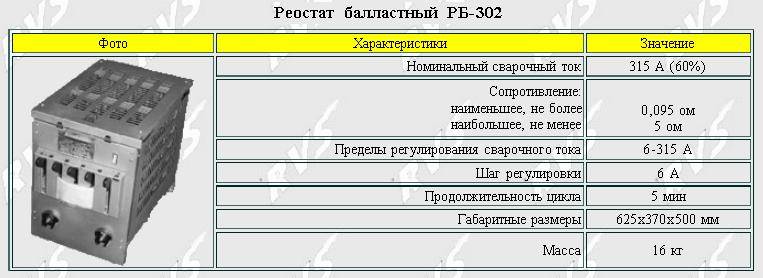
Если распределять выпрямители по области применения, то получим такую таблицу:
| Область применения | Название выпрямителя |
| Для наплавки металла под флюсовым слоем | вду |
| Для одновременного питания нескольких сварочных постов | вксм |
| Применяется для питания сварочного аппарата при работе с конструкционными и легированными сталями. Широко используется в коммунальном хозяйстве, быту, небольших мастерских и цехах. | вдмш |
| В холодных двигателях автомобилей часто применяется дуговой частотный универсальный аппарат | ВДУЧ и ВДЧ |
Основные типы сварочных выпрямителей
Преобразователи сварочного тока отличаются по двум показателям: типу конструкции и способу регулировки силовых показателей подключения.
Основные виды выпрямителей:
- регулировка осуществляется посредством изменений в работе трансформатора;
- модели с дросселем. Используется индукционная катушка, исключающая резкие перепады напряжения;
- тиристорные. В качестве регуляторов, изменяющих напряжение, используются тиристоры.
- транзисторные. В схему оборудования включены полупроводники, которые сглаживают амплитуду импульсов тока;
- инвертор. Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
Основные отличия сварочных аппаратов в зависимости от силовых показателей и особенностей их регулировки:
- Модели для электрической дуговой сварки, подключаемые к трехфазной сети. Характеризуются большими размерами. Работа преобразователя сопряжена с ощутимыми потерями электричества. Возможности аппарата ограничиваются мощностью трансформатора и параметрами дополнительного сопротивления.
- Автоматы и полуавтоматы. Сила тока на выходе зависит от мощности магнитного поля, которая в свою очередь управляется реостатом. Он позволяет изменить количество витков вторичной обмотки (за принципом вольтамперной регулировки). Помимо этого, устанавливается осциллограф, позволяющий контролировать импульсную регулировку. Изначально ток выпрямляется, после чего преобразовывается в переменный высокочастотный.
- Трехфазные выпрямители дроссельного типа устанавливаются в дуговой аргоновой сварке. В их конструкции предусмотрен дополнительный сердечник с обмоткой. Его роль заключается в накоплении заряда, подаваемого на конденсатор-выпрямитель.
Выпрямление электроэнергии
До конца XIX века преобразование переменного напряжения в постоянное было проблемой. С изобретением диода — сначала вакуумного, а позже и полупроводникового — ситуация в корне изменилась. Благодаря своим уникальным свойствам, диод отлично различает полярность и позволяет легко сортировать токи с нужным направлением. Сначала для этих целей использовались отдельные диоды, позже появились диодные мосты, обеспечивающие высокое качество выпрямления.


https://youtube.com/watch?v=XamfUIu4wDI
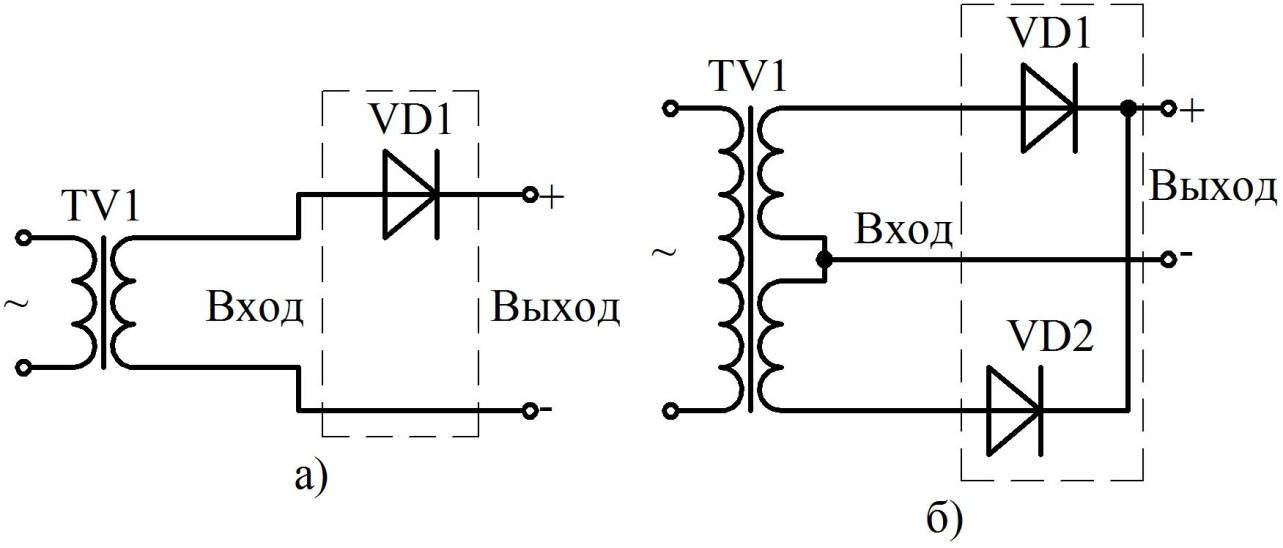
Выпрямитель на одном диоде
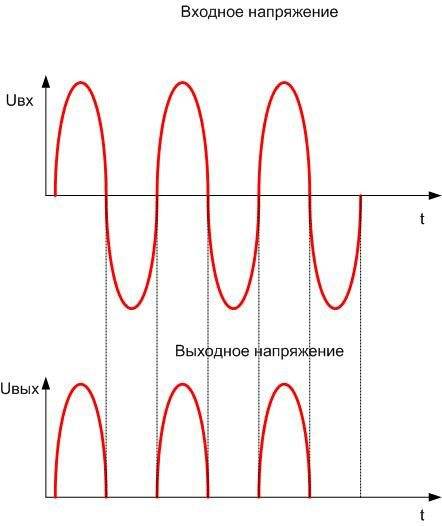
Диод проводит ток только в одном направлении, именно поэтому его и называют полупроводниковым прибором. Если к катоду устройства подключить плюс источника напряжения, а к аноду — минус, диод будет вести себя как обычный проводник. Если полярность изменить, то прибор закроется и превратится в диэлектрик. Для ответа на вопрос о том, что это даёт, придется собрать простейшую схему и снова вооружиться осциллографом.
На схеме изображена работа полупроводникового диода в цепи переменного тока. Осциллограмма слева показывает картину на выходе трансформатора — обычный переменный ток. После диода всё существенно меняется — на графике исчезает отрицательная полуволна переменного напряжения. Ток еще не стал постоянным, но он уже не переменный — движения электрического заряда в обратном направлении нет. Такой род тока принято называть пульсирующим. Им еще нельзя питать электронику, но изменения налицо. Остаётся сгладить пики импульсов. Это делают с помощью конденсаторов.
На схеме представлен однополупериодный выпрямитель со сглаживающим конденсатором. Во время положительного импульса напряжение не только питает нагрузку, но и одновременно заряжает конденсатор. Когда импульс заканчивается, конденсатор отдает накопленную энергию, сглаживая скачки напряжения.
Двухполупериодный прибор
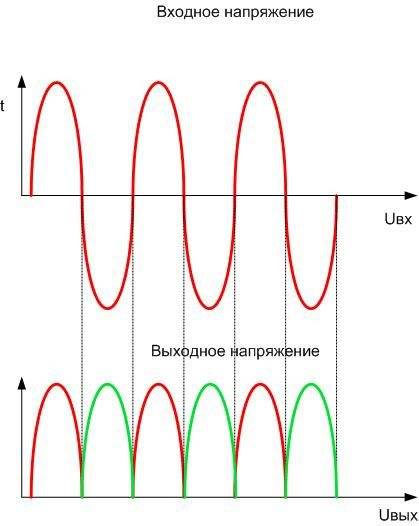
Несмотря на значительные успехи, достигнутые в преобразовании переменного тока в постоянный предыдущим экспериментом, результат ещё далек от идеала. Дело в том, что частота переменного тока довольно низкая (50 Гц), а навешивание сглаживающих конденсаторов имеет свои ограничения. Для того чтобы существенно улучшить форму выходного сигнала, нужно увеличить частоту.
Однако в розетках она строго фиксирована и не зависит от внешних факторов. Отрицательная полуволна напряжения срезается диодом. Поменять её полярность совсем несложно — достаточно лишь добавить несколько диодов, собрав мостовую схему. На рисунке представлен двухполупериодный выпрямитель на четырёх диодах, объясняющий то, как работает диодный мост:
При появлении положительной полуволны диоды VD2, VD3 окажутся включенными в прямом направлении и будут открыты. VD1, VD2 — закрыты. Полуволна свободно проходит к выходу выпрямителя. Когда напряжение сменит полярность, пары диодов поменяются местами — VD1 и VD4 откроются, VD2 и VD3 закроются. Отрицательная полуволна тоже пройдет к выходу, но поменяет полярность. В результате получится все то же импульсное однополярное напряжение, но частота его увеличится вдвое. Останется добавить сглаживающий конденсатор и посмотреть, что получится.
Двухполупериодный выпрямитель со сглаживающим конденсатором на изображении показывает, что поставленная задача решена: переменное напряжение преобразовано в постоянное. Конечно, постоянство неидеально — имеются пульсации, однако с ними можно бороться с помощью фильтров. К тому же любая электроника допускает ту или иную величину пульсаций.
Такая схема, состоящая из четырех диодов, стала классической и получила название диодного или выпрямительного моста. Существует отдельная категория электронных приборов — выпрямительные мосты. Они состоят из четырех диодов, соединенных между собой соответствующим образом. В качестве примера можно посмотреть на выпрямительный мост КЦ402Г и его электрическую схему.
Выпрямитель — что это такое?
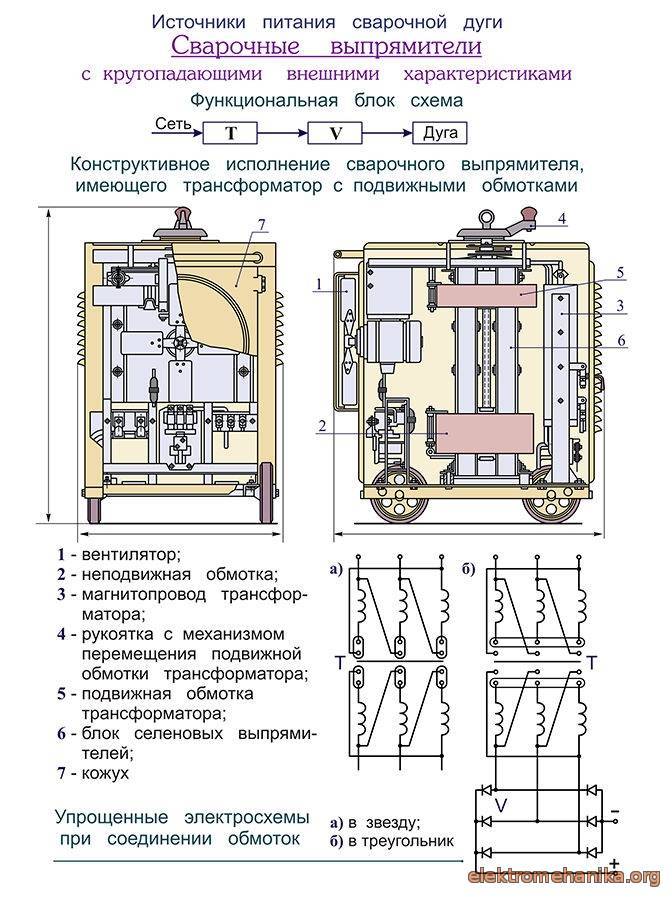
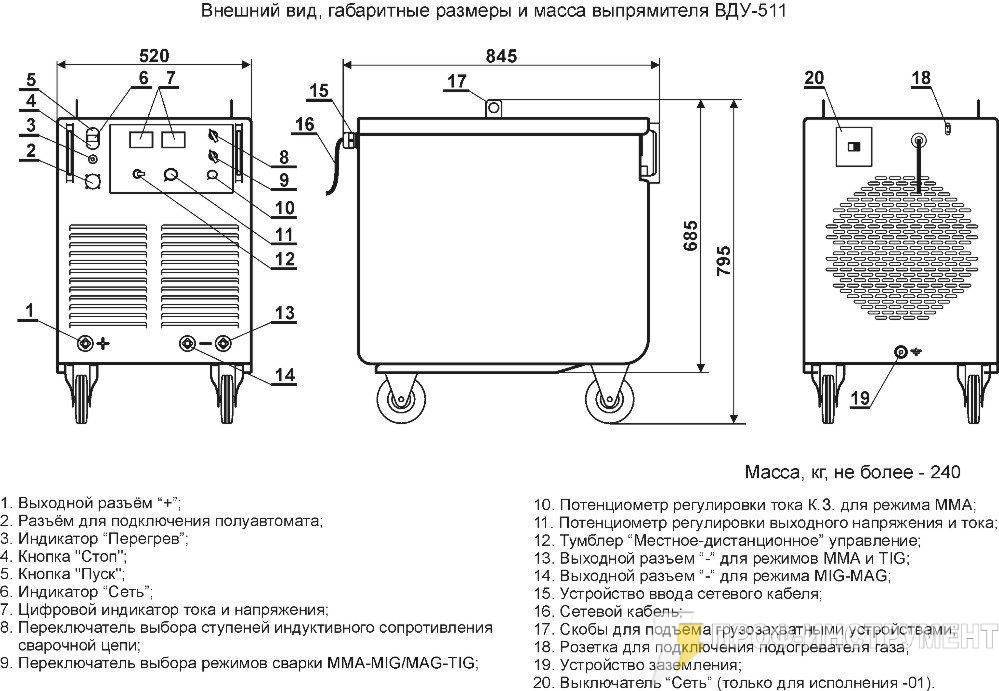
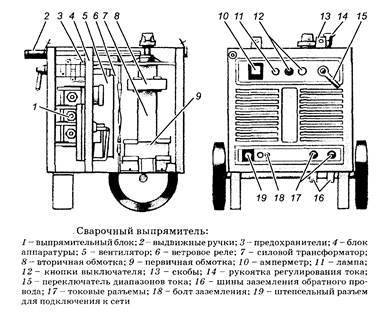
Сварочный выпрямитель — это аппарат, состоящий из нескольких блоков, в которых входящее напряжение понижается (V), и преобразовывается. Одновременно увеличивается величина А. В результате, на выходе получается постоянный ток достаточной силы, чтобы производить сварку стали и цветных металлов.


К выходящим клеммам устройства подсоединяются два кабеля (+ и -), один из которых крепится к свариваемому изделию, а второй заканчивается держателем или горелкой. В зависимости от конкретного полюса крепления к свариваемым частям определяется полярность и режим выполнения работы. Сварка происходит за счет замыкания дуги между соединяемой поверхностью и концом плавящегося электрода.
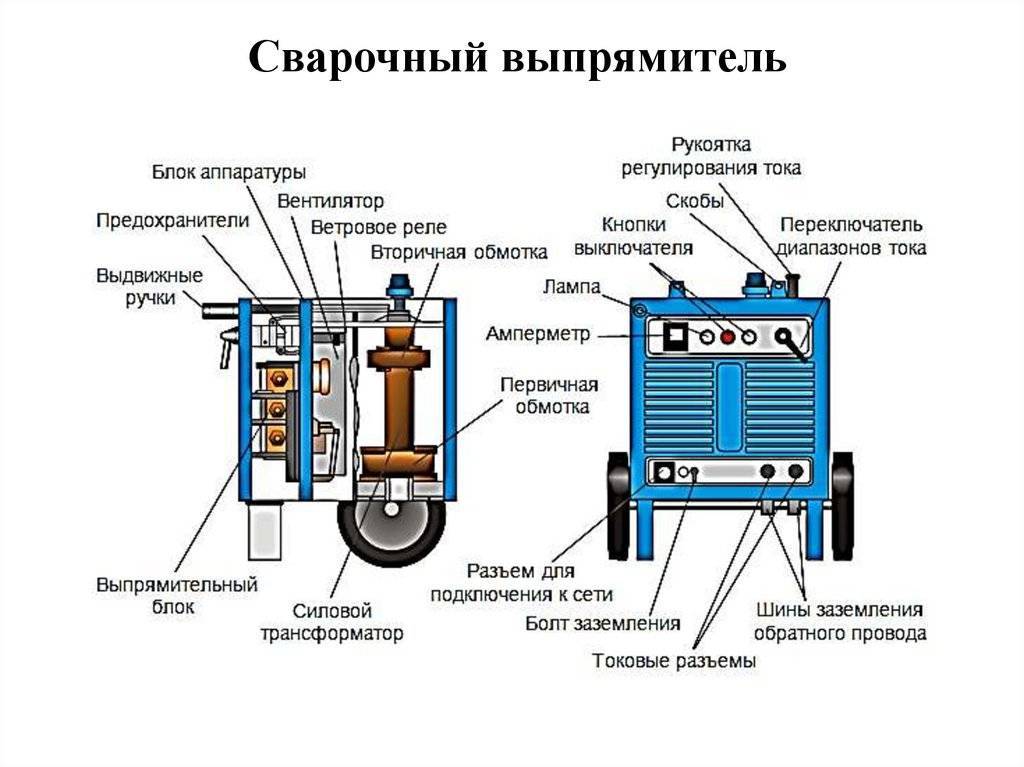
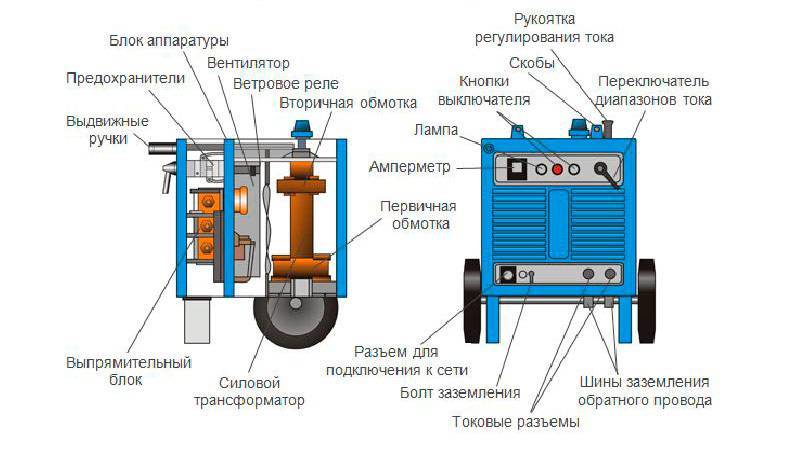
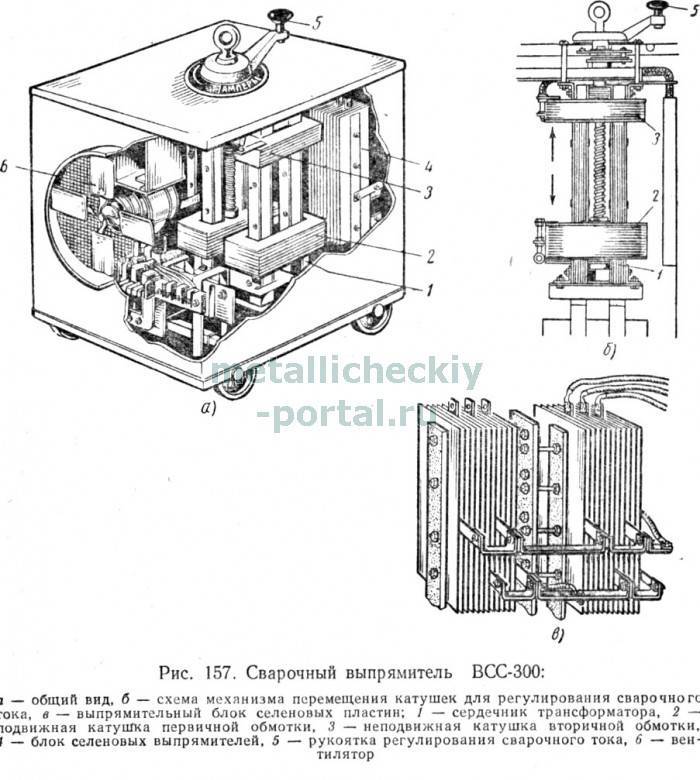
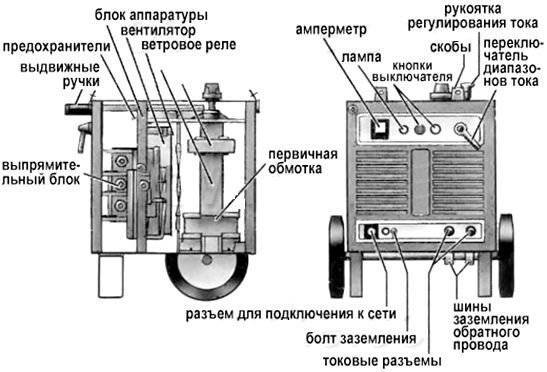
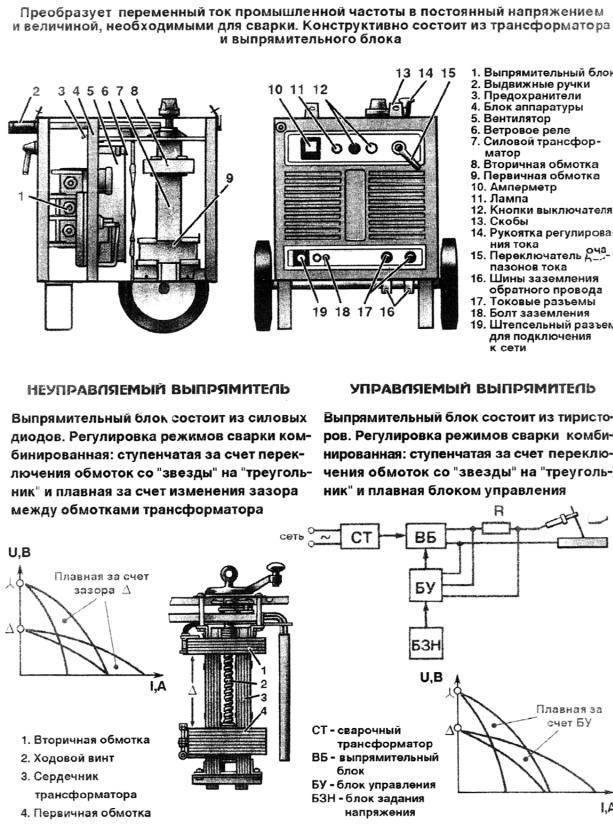
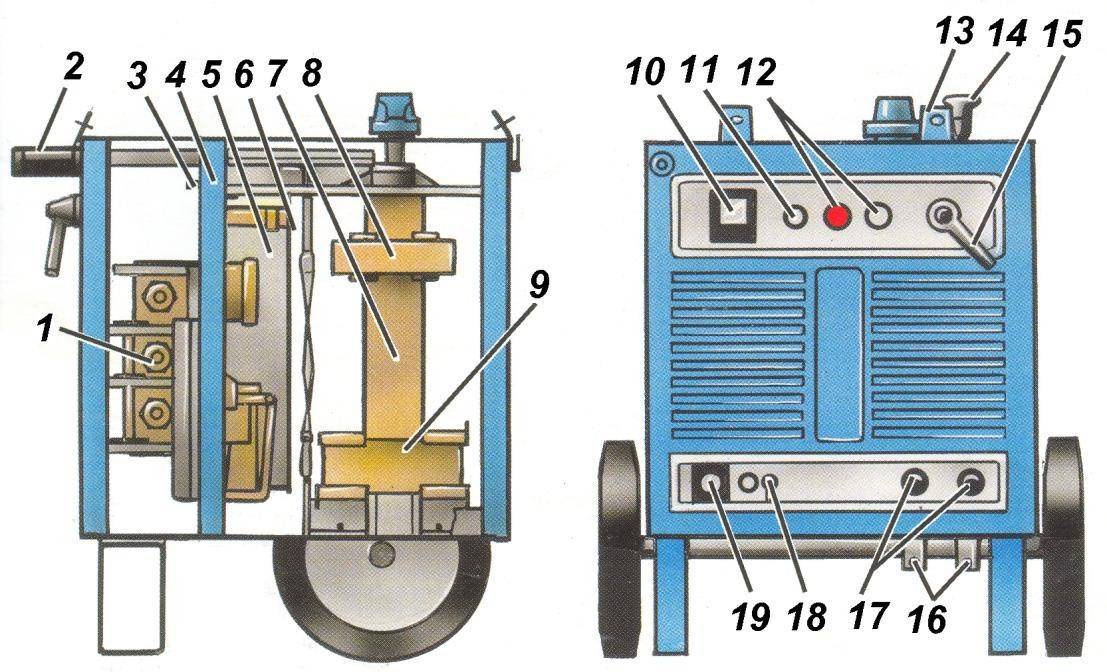
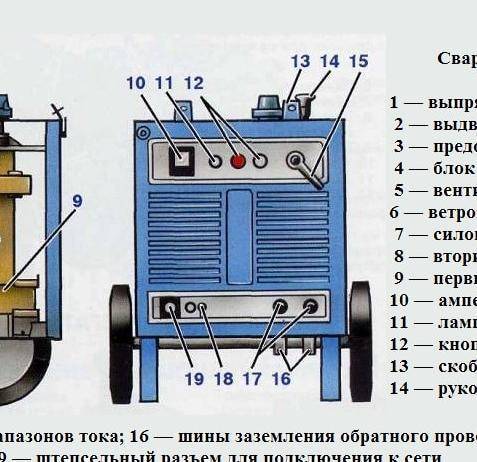
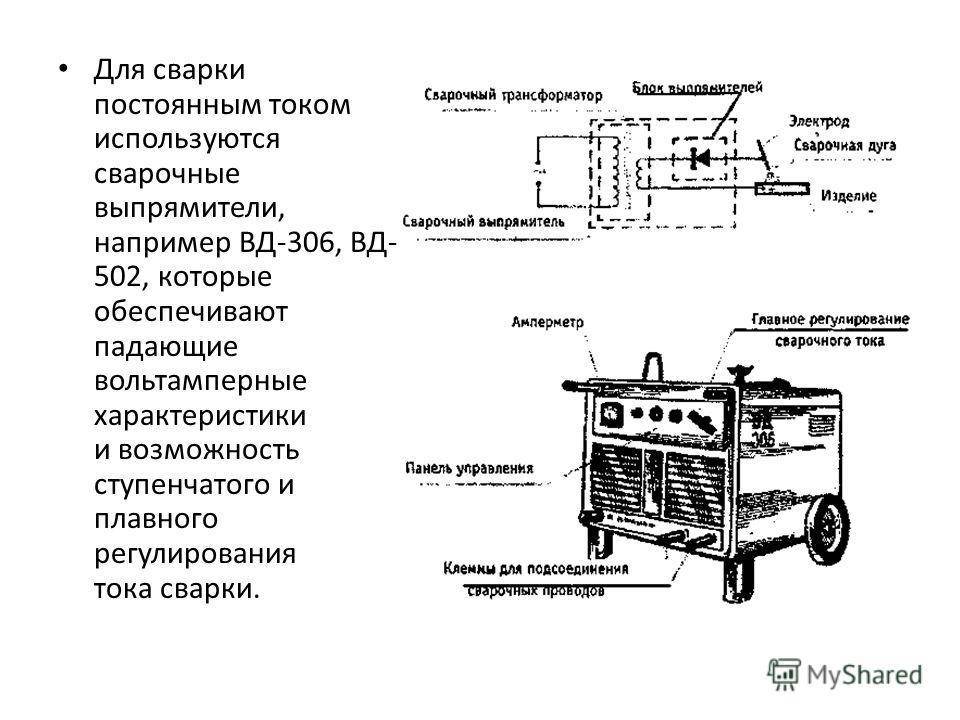
Особенности работы и конструкция сварочного выпрямителя
Принцип действия устройства заключается в преобразовании энергии, поступающей от силовой сети, в энергию, необходимую для сварки. Трансформатор обеспечивает нужные электрические параметры выходного тока, а выпрямительный блок преобразует переменный ток в постоянный. На выходке получают выпрямленный ток нужной величины.
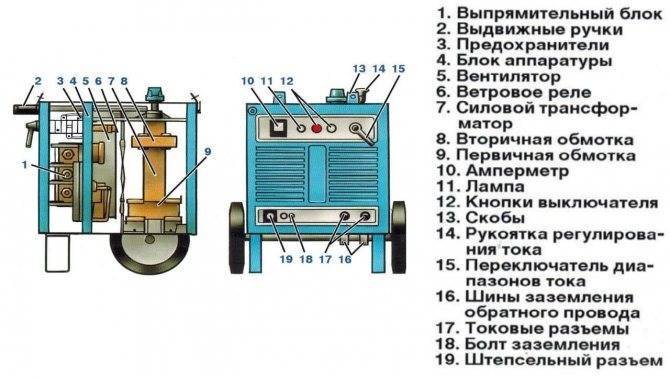
Основные блоки:
- Силовой трансформатор. Желательно выбирать аппарат с трехфазным трансформатором, который обеспечивает меньшие пульсации напряжения. После преобразования в однофазном трансформаторе напряжение тока на выходе имеет сильные пульсации, что приводит к ухудшению качества сварного шва.
- Выпрямительный блок на полупроводниках. Функции выпрямителя выполняют неуправляемые вентили-диоды или управляемые вентили-тиристоры. Чаще всего в этих аппаратах применяются селеновые и кремниевые полупроводники. Селеновые – относительно дешевые, устойчивые к перегрузкам. Их минус – низкий КПД. Для кремниевых полупроводниковых вентилей характерны: высокий КПД, хорошие энергетические параметры. Но они малоустойчивы к перегрузкам и необходимость охлаждения.
- Сглаживающий конденсаторный фильтр значительной емкости. Служит для сглаживания пульсаций выпрямленного тока.
- Устройства пуска, регулирования, охлаждения. В конструкции присутствуют – радиатор охлаждения для вентилей, вентилятор, устройства защиты от перегрева и перегрузок по току. Работа принудительной вентиляции регулируется ветровым реле. Температурные датчики фиксируют перегрев системы и подают сигнал пользователю. Еще один вид датчиков отслеживает величину напряжения входного тока. При превышении критического значения формируется сигнал на отключение аппарата в авторежиме.
- Дроссель. Это необязательный элемент, включаемый в цепь постоянного тока. Служит для получения требуемой внешней характеристики. Дроссель насыщения встречается в конструкциях аппаратов как с падающими, так и с жесткими внешними характеристиками.
Сварочный выпрямитель, в отличие от трансформатора, позволяет не только точно регулировать силу сварочного тока, но и стабильно удерживать полученную величину.
Обзор видов
Классифицировать сварочные выпрямители можно по нескольким характеристикам. К примеру, они отличаются уровнем сложности и дополнительным функционалом. Преобразователи варьируются типом конструкции и способом регулировки силовых параметров.
В зависимости от типа исполнения конструкции, способны обслуживать как 1, так и несколько постов одновременно. Исходя из этого, их делят на однопостовые и многопостовые. Однопостовые модели используют сварщики-непрофессионалы. Многопостовой тип изделий применяют в промышленных условиях. За счет жесткой вольт-амперной характеристики обеспечивается неизменность напряжения каждого поста даже при холостом ходе.
Согласно основной классификации, выпрямители могут иметь регулируемый трансформатор, дроссель, тиристор, транзистор и инвертор. Транзисторные варианты работают на полупроводниках. Работа инверторных разновидностей основана на частотном повышении токовой нагрузки.

Исходя из вольт-амперных данных, сварочные преобразователи бывают не только оснащенными дросселем, но также предназначенными для ручной дуговой сварки. Они делятся на модификации автоматической и полуавтоматической сварки. При этом регулировка напряжения может быть витковой, магнитной, фазовой и импульсной.
Изделия первого типа имеют витковый реостат, служащий для изменения данных силы тока. Магнитные поля в изделиях второго типа становятся полями возбуждения либо резистентности напряжения. При фазовом регулировании используется и нулевой кабель. Импульсные типы устройств регулируются за счет осциллографа.


Классифицировать модификации можно по другим критериям. Например, они отличаются силой тока на выходе. Чем выше этот показатель, тем большей может быть толщина сварочного шва и качественней рез металла. Если устройство выдает небольшой ток, оно годится для работы с тонкими элементами.
Модели варьируются точностью регулировки. Чем выше данные показатели у конкретного устройства, тем проще работа мастера. Среди прочих критериев стоит отметить эффективность охлаждения и габариты конструкций. Что касается эффективности охлаждения, то она сказывается на долговечности изделий. В этом плане профессиональное оборудование считается лучшим.
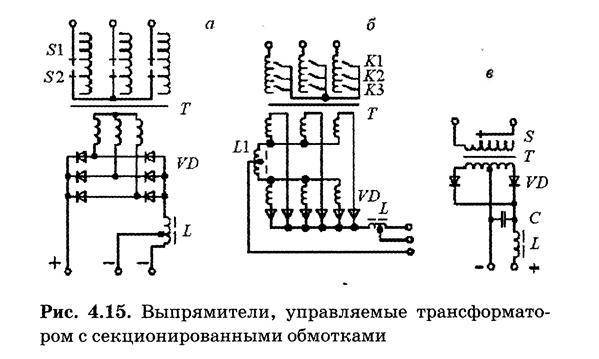
Кроме того, их разделяют по типу вентилей, способу регулировки, схеме выпрямления, типу формирования вешней характеристики. Помимо изделия с дроссельным насыщением, они бывают с секционными обмотками трансформатора и подпиткой. При этом типы могут предназначаться не только для автоматической и полуавтоматической, но и механизированной сварки.
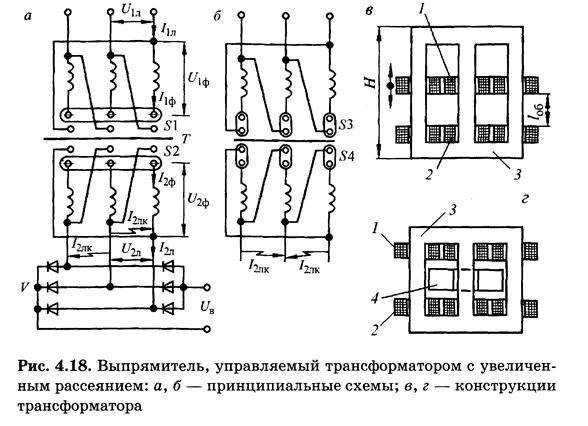
По типу конструкции они бывают одно-, двух- и трехфазными. Каждый тип изделия имеет свои особенности, отличается схемой и работает по-своему. Фазовое управление состоит в смене угла управления тиристоров, приводящих к смене напряжения трансформатора.


Однофазные
Изделия данного типа смонтированы на однофазном трансформаторе, который рассчитан на сеть 220В. Их масса зависит от массы понижающего трансформатора. Однополупериодный выпрямитель состоит из 1 диода-выпрямителя. На выходе получается пульсирующий постоянный ток. Эти модификации могут быть полно- или полумостовыми.




Двухфазные
Эти модификации имеют параллельное и последовательное подключение постов. Они укомплектованы двухфазным трансформатором. Благодаря этому снижается уровень пульсации тока на выходе. А это, в свою очередь, увеличивает КПД сварочного прибора, что сказывается на качестве сварного шва.


Трехфазные
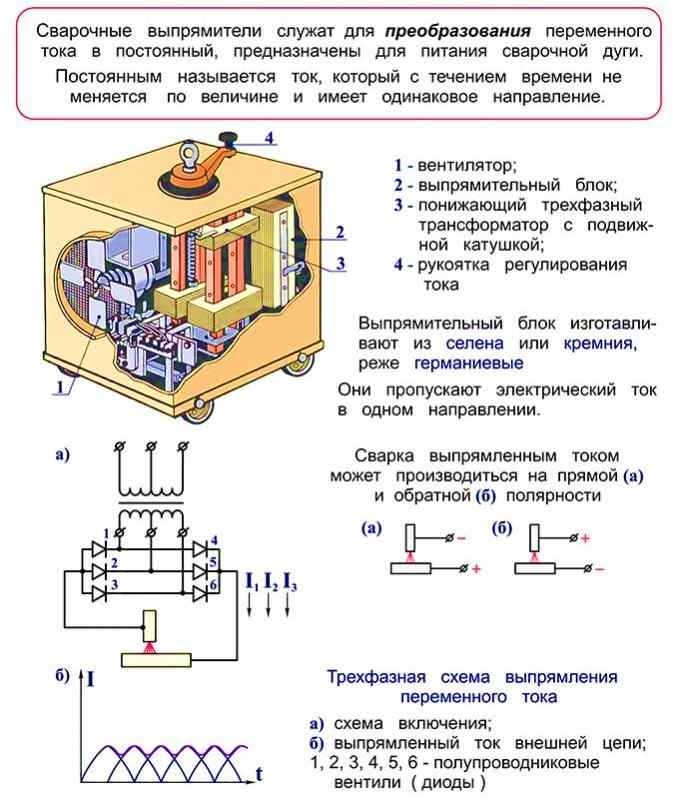
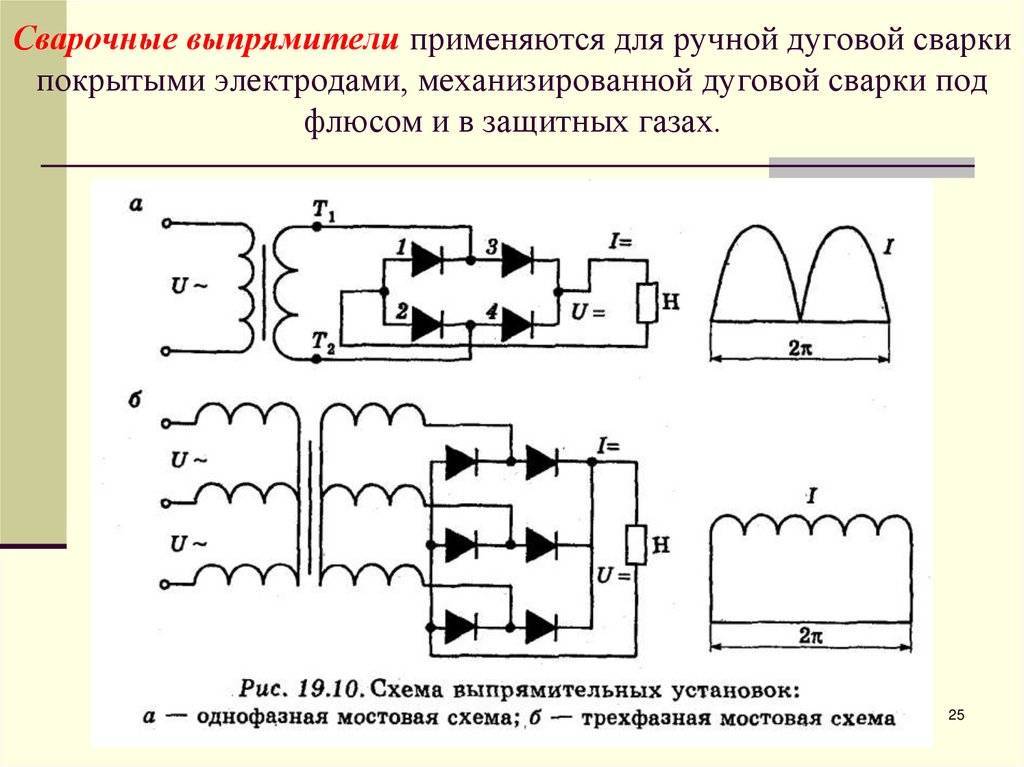
Модификации данного типа предназначены для проведения ручной дуговой сварки. Зачастую они имеют 6-12 диодов с параллельным подключением. Данная схема выпрямления считается одной из ходовых. Эта мостовая схема обеспечивает равномерную нагрузку на все фазы силовой сети. Такая схема устройства позволяет уменьшить пульсации тока.
Сварочный выпрямитель своими руками
Выпрямитель для сварочного аппарата строится вокруг полупроводниковых элементов, суть которых – пропускать электрические потоки только в одном направлении. На сегодняшний день использовать в схемах выпрямления можно три устройства:
- диод (самый лучший, потому что самый простой, при его использовании в схему выпрямительного устройства не надо вводить блоки управления);
- тиристор (для протекания тока он должен получить сигнал от системы управлении, когда проходящий ток опускается до нуля или напряжение на нем становится меньше, чем в следующей фазе, вентиль запирается);
- транзистор (полностью управляемый «вентиль», для открытия и закрытия которого необходимо подавать сигнал на управляющий электрод, к тому же, самый дорогостоящий элемент).
Использовать диод лучше всего, подумаете вы, он проще и удобней в эксплуатации. Однако есть одна особенность, при использовании диодов электрическая цепь потребует введения резистора, для регулирования силы тока. При использовании транзистора или тиристора регулировка напряжения может осуществляться блоком управления, через задержку открытия-закрытия «вентилей», уменьшая напряжение на выходе выпрямителя и тем самым снижая ток.
Очень важно выбирать любой из вышеперечисленных элементов с запасом. Реально протекающий по цепи ток должен быть в 1.5-2 раза меньше, чем номинальный, на который рассчитан полупроводник. Максимальное обратное напряжение «вентиля» должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора
Иначе возможны пробои элементов или выход из строя из-за перегрева
Максимальное обратное напряжение «вентиля» должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора. Иначе возможны пробои элементов или выход из строя из-за перегрева.
Использование диодного моста подразумевает применение мощного сопротивления, для регулировки тока сварки. Идеальный вариант – использование готового реостата в виде нихромовой или никелевой проволоки, намотанной на термостойкий диэлектрик. Можно подобрать фехралевую ступень разгона для электрических двигателей, ну или на крайний случай – стальную проволоку, опять же намотанную на диэлектрик. Выбирая сопротивление, следует исходить из того, что полностью введенное в цепь сопротивление снизит ток до нуля. Длина реостата рассчитывается по следующей формуле:
- L=R/r*S;
- где R – полная величина сопротивления, необходимая для уменьшения тока сварки до нуля;
- r – удельное сопротивление материала, берется из справочника, как вариант, Википедии;
- S – сечение наматываемой проволоки.
Еще один элемент, который иногда используют в схеме выпрямителя – дроссель. Рассчитать его параметры достаточно сложно и трудоемко, определение простого значения индуктивности не поможет. Даже если вы знаете количество витков, значительное влияние на индуктивность может оказать плотность намотки меди на магнитопровод, а также наличие зазора между проволокой и стальным сердечником.
Выход из данной ситуации – это экспериментальное определение: наматываем дроссель в несколько слоев с пятью или шестью отводами, производим тестовую сварку и по характерному треску, а также брызгам расплавленного металла подбираем индуктивность. Чем меньше брызг и слабее треск, тем лучше. Однако не всегда требуется внедрение индуктивности, так как для обеспечения падающей Вольт-Амперной характеристики сварочного аппарата может хватить индуктивности обмоток трансформатора.
Для чего нужен диодный мост и как он работает
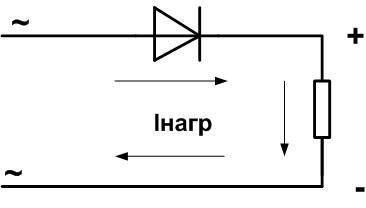
Диодный мост используется в качестве схемы выпрямления, преобразующей переменное напряжение в постоянное. Принцип его действия основан на односторонней проводимости — свойстве полупроводникового диода пропускать ток только в одном направлении. Простейшим выпрямителем может служить и одиночный диод.
При подобном включении нижняя (отрицательная) часть синусоиды «срезается». Такой способ имеет недостатки:
- форма выходного напряжения далека от постоянной, требуется большой и громоздкий конденсатор в качестве сглаживающего фильтра;
- мощность источника переменного тока используется максимум наполовину.
Ток через нагрузку повторяет форму выходного напряжения. Поэтому лучше использовать двухполупериодный выпрямитель в виде диодного моста. Если включить четыре диода по указанной схеме и подключить нагрузку, то при подаче на вход переменного напряжения блок будет работать так:




![Сварочный выпрямитель [принципиальная схема, характеристики]](https://101benzopila.ru/wp-content/uploads/4/d/4/4d40bf75dadaee5e4403b2112d6abbc4.jpeg)

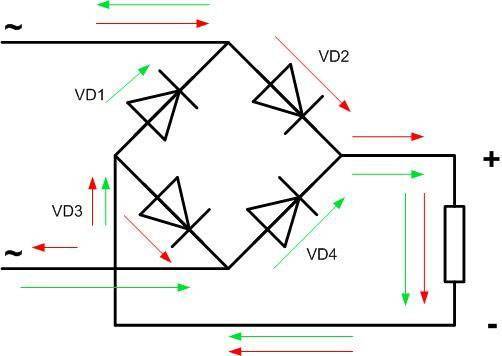
При положительном напряжении (верхняя часть синусоиды, красная стрелка) ток пойдет через диод VD2, нагрузку, VD3. При отрицательном (нижняя часть синусоиды, зеленая стрелка) через диод VD4, нагрузку, VD1. В итоге за один период ток дважды проходит через нагрузку в одном направлении.
Форма выходного напряжения гораздо ближе к прямой, хотя уровень пульсаций довольно высок. Мощность источника используется полностью.
Если имеется источник трехфазного напряжения необходимой амплитуды, можно сделать мост по такой схеме:
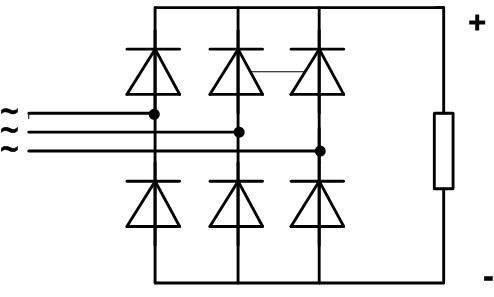
В нём на нагрузке будут складываться три тока, повторяющие форму выходного напряжения, со сдвигом фаз в 120 градусов:
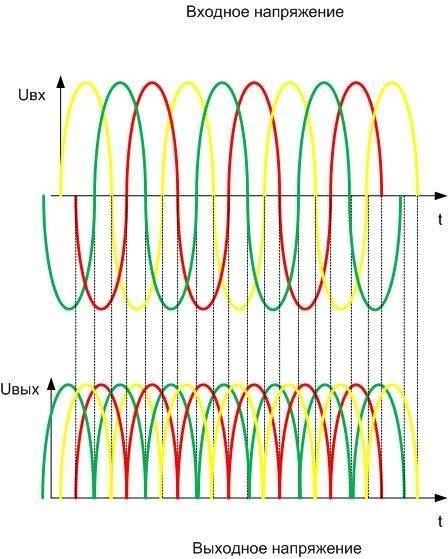
Выходное напряжение будет огибать верхушки синусоид. Видно, что напряжение пульсирует гораздо меньше, чем в однофазной схеме, его форма более близка к прямой. В этом случае ёмкость сглаживающего фильтра будет минимальной.
Доводим до ума бюджетный полуавтомат
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать. Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).
А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка – это 7 слоёв, после намотки делаем отвод.
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков – отвод, и 14 витков отвод.
Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.


Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
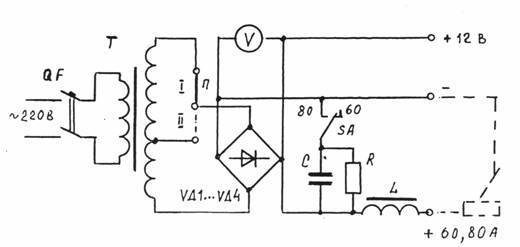
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия. А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.





