

Способы пайки серебра
Сам процесс пайки серебра мало чем отличается от пайки других металлов, однако существуют некоторые нюансы при работе с паяльником в отличие от газовой горелки.
Пайка серебра паяльником
Предварительно необходимо установить на паяльник тонкое жало. Если мощность паяльника 40 — 60 Вт, то рекомендуется использовать припой ПСР-3, температура плавления которого составляет 315 градусов Цельсия. Этот припой также удобен тем, что внутри него находится смола, исполняющая функции флюса и защищающая сплав от окисления.
Внимание!
Не стоит при починке серебряного изделия в домашних условиях использовать оловянно-свинцовый припой (например ). Такое соединение может оказаться непрочным, поэтому прибегать к этому припою следует лишь в крайнем случае. Тем более свинец быстро окисляется и дает темный матовый цвет.
Приступая к пайке серебра в домашних условиях, необходимо осуществить следующие действия:
- Тщательно очистить поверхности соединяемых деталей из серебра от различных загрязнений и окислов, обезжирить;
- Нагреть место соединения так, чтобы температура в точке пайки серебра стала выше температуры плавления припоя;
- Подать на место соединения припой вместе с , удобнее иметь трубчатый серебрянный припой;
- Прогреть образовавшийся стык паяльником, добиваясь расплавления припоя и его распределения между серебряными деталями;
- Дождаться остывания изделия и полировать место соединения, чтобы не было видно следов пайки.
Пайка газовой горелкой
Пайка с оловом дает более надежное соединение, но требует большего внимания и навыков:
- Необходимо зачистить поверхности соединяемых деталей от черноты, загрязнений и окислов;
- Нанести на место соединения флюс, который может быть как покупным, так и приготовленным самостоятельно;
- Уложить на место спаивания кусочек припоя необходимого размера;
- Аккуратно прогревать изделие вокруг места пайки, следя за положением припоя, чтобы не допустить его сдувания пламенем;
- Когда припой начнет расплавляться, следует увеличить пламя до тех пор, пока припой не образует равномерный шов с блестящей поверхностью;
- После завершения пайки дать остыть и почистить место соединения, чтобы убрать следы . Далее можно заполировать излишки олова.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.










Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Спаивание труб из меди
Припои, предназначенные для спаивания медных труб, прекрасно справляются с медью в чистом виде, а также с другими дополнительными сплавами. С помощью флюса можно быстро и без проблем удалить окисление, поэтому процесс значительно упрощается. Другие металлы образуют оксиды, которые флюсы растворить практически не в состоянии, поэтому стоит позаботиться о решении данной проблемы. При спаивании медных труб необходимо использовать вариант с нахлестом, чтобы конструкция была максимально прочной, а срок эксплуатации стал долгим. Чтобы соединение стало качественным и прочным, необходимо делать нахлест не меньше 5 мм. Швы здесь делаются любой толщины, причем от этого не зависит качество соединений. Во время спаивания остаются мелкие зазоры, чтобы припой одинаково втянулся в отверстие и стал герметичным.
Виды припоев для медных труб
- 1S является припоем мягкого типа. В его состав входит серебро. Он прекрасно подойдет не только для медных труб, но и для заготовок из бронзы и латуни, которые часто используются для водоснабжения. В данном припое отсутствует флюс, поэтому его необходимо приобретать дополнительно.
- Припой Rosol 3 относится к материалам мягкого типа, при его использовании необходимо приобретать флюс. Плавится он при температуре 240 градусов по Цельсию. Именно поэтому он замечательно подходит для спаивания тонких изделий. После спаивания замечательно держится при низких и высоких температурах.
- Припой Rolot 94 является твердым. Этот материал самого высокого качества применяется для работы с медными изделиями, красной бронзы и латуни. Обычно его используют для спаивания труб капиллярным методом. Температура плавки его достигает 730 градусов по Цельсию, поэтому не рекомендуется его применять для работы с изделиями с тонкими стенками.
- Припой Rolot 2 является ненормированным припоем твердого типа. В нем имеется некоторое содержание серебра, поэтому материал прекрасно подходит для спаивания изделий стандартного типа.
Читать также: Освещение комнаты светодиодной лентой по периметру
Необходимо отдельно отметить припои для спаивания меди пищевого типа. Они должны быть полностью безвредными для здоровья человека. Такие припои также имеют несколько типов:








- Оловянно-медный припой включает в себя цинк и серебро. Такой припой используется для спаивания труб из меди при высоких температурах, который способен обеспечить пластичное и высококачественное соединение, которое устойчиво к коррозиям и имеет долгий срок эксплуатации;
- Серебряно-медный припой является низкотемпературным материалом, расплавляется очень быстро и образует прочное соединение, устойчивое к коррозиям;
- Медно-фосфорный припой является высокотемпературным материалом, при его применении нет необходимости приобретать дополнительный флюс. Шов получается эластичным и качественным;
- Медно-серебряный припой является высокотемпературным. Швы получаются очень прочными и пластичными. При его применении необходимо приобретение дополнительного флюса. Стоимость его довольно высокая, поэтому подходит не каждому.
Пайка медных труб
Для пайки элементов медного трубопровода потребуется следующее оборудование:
- паяльник;
- приспособление для резки труб;
- фаскосниматель;
- специальный расширитель для труб;
- обычный молоток;
- измерительная рулетка.

Перед нанесением припоя место соединения нагревают газовой горелкой
Если все необходимые инструменты присутствуют, можно приступать к процессу пайки медного трубопровода. Работа включает в себя следующие этапы:
- При помощи специального трубореза проводится разделение труб на необходимые отрезки.
- Далее, с помощью металлической щётки или любого другого подручного приспособления, проводится зачистка зоны, которая будет подлежать пайке.
- Затем необходимо произвести расширение концов труб. Это выполняется с помощью расширителя. Впоследствии эти расширенные концы будут надвигаться на другие трубы.
- На края труб, которые будут стыковаться, необходимо нанести флюс.
- Конец одной трубы нужно вставить в расширенное окончание другой.
- Тряпкой или губкой устраняются излишки флюса.
- На этом этапе необходимо произвести подогрев соединения.
- К будущему соединению необходимо поднести припой. Припой, как правило, растекается без подогрева с помощью горелки, так как температуры ранее прогретой меди вполне достаточно. Заканчивают работу после того, как припой заполнит все пустоты в области шва.
- В конце необходимо протереть стык влажной тряпкой, чтобы удалить остатки припоя и флюса.
Пайка медных труб — достаточно простой процесс, но он требует соблюдения определенных правил. Важным моментов является выбор флюса и припоя, от качества этих материалов зависит надежность соединения.
Способы пайки меди
Самостоятельно соединить магистраль из медных труб можно двумя способами:
- Низкотемпературным. Такой метод является самым простым и наиболее часто используемым в домашних условиях. В этом случае применяется мягкий припой из олова, свинца или сплавов этих металлов с добавлением части серебра. При низкотемпературной обработке температура плавления медно-фосфорного припоя составляет не более 450 градусов.
- Высокотемпературным (твердым). Подобную пайку довольно сложно и дорого организовать в домашних условиях, так как в этом случае температура плавления материала должна составить от 600 до 900 градусов.
Газовая горелка
Чтобы трубопровод был правильно спаян, необходимо позаботиться о выборе соответствующей горелки. Приборы бывают:
- С одноразовыми баллонами (бытовые).
- Со стационарным баллоном.
- Ацетил-кислородными.
Последний тип является оптимальным для соединения медных труб. Именно такую горелку и нужно приобрести.

Также приборы отличаются по силе нагрева припоя. Чем выше температура нагрева, тем мощнее нужно устройство. Соответственно:
- Для мягкого припоя подойдет более дешевая и менее мощная горелка. Поэтому можно смело приобрести полупрофессиональный инструмент с газом термофеном. Такая горелка способна развивать температуры до 650 градусов. Главное преимущество такого инструмента заключается в возможности регулирования интенсивности пламени. Таким образом, можно подобрать оптимальный температурный режим плавления.
- Для твердого припоя потребуется профессиональный инструмент, стоимость которого будет в несколько раз выше. Поэтому нет смысла тратить на него деньги, но если очень хочется, то почему бы и нет.
Низкотемпературные

С мягкими припоями работать легче, но образующийся шов механически не очень устойчив. Для эксплуатации в системах водоснабжения и отопления при стабильном давлении низкотемпературной пайки бывает вполне достаточно. Существует множество видов припоев с оловом в качестве базового компонента, обеспечивающих хороший результат.
Содержание основного металла в применяемых сплавах достигает 95-97 %. Остальные компоненты – это сурьма, медь, серебро, висмут, селен. Вот несколько примеров:
- Отличные качества демонстрирует двухкомпонентный сплав с серебром в количестве 3 %. Стоит он больше, чем остальные составы. Совсем небольшое содержание серебра, тем не менее, сказывается на ценообразовании.
- Хорошие свойства у двухкомпонентного сплава с концентрацией меди 3 %. Это вполне понятно, припой, содержащий медь в заметном количестве, не может быть плохим по определению.
- Приемлемый результат дает трехкомпонентная композиция из металлов с преобладанием олова, 3,8 % серебра и 0,7% меди. Оправданность применения последнего сплава – вопрос открытый. Стоит он из-за серебра дороже, а качества несколько хуже, чем у припоя без включения благородного металла.
Это основные составы, применяемые для мягкой пайки. Теоретически можно использовать композиции из олова и свинца, но в связи с токсичностью последнего элемента в водопроводах такой припой не применяют.

Для успешного проведения мягкой пайки нужен флюс. Благо, проблем с этими средствами нет никаких. Удачный вариант – флюсовая паста для пайки медных изделий, состоящая из хлорида цинка, канифоли и вазелина.
Мягкая пайка проводится при обеспечении большой площади контакта труб. Поэтому соединяются они прочно.
Если предполагается эксплуатация трубопровода при высоких температурах (больше 110 ℃), то проводить процесс при низких температурах никак нельзя.
В принципе, через такое соединение можно пропускать горячую воду короткий период времени почти при температуре кипения, но тогда давление в системе не может превышать 6 атм. Это никого устраивать не может.





![Припой для пайки [алюминия, меди, стали]](https://101benzopila.ru/wp-content/uploads/3/6/9/36911a93a28c3346ca31ed7d5d5b6735.jpeg)



Нюансы самостоятельной пайки меди: что требуется знать
Для того чтобы качественно выполнить пайку, требуется разобрать различные варианты её производства, как при помощи паяльника, так и посредством газовой горелки для пайки медных труб и иных элементов. Попутно рассмотрим различные припои, от тугоплавких до мягких.
 ФОТО: vseinstrumenti.ruГорелка для пайки в разобранном состоянии
ФОТО: vseinstrumenti.ruГорелка для пайки в разобранном состоянии
Использование газовой горелки для пайки меди и иных металлов
Горелка используется при необходимости пайки более габаритных элементов. Это может быть, к примеру, медная посуда, чайник или провода большого сечения. В этом случае в качестве флюса удобнее будет использовать буру. Припой здесь также понадобится высокопрочный, поэтому оптимальным будет применение ПМФ 7 (припой медно-фосфорный). Его температура плавления выше, чем у олова, но горелка легко справится с этой проблемой.
Пайка медных проводов: пошаговая инструкция
Попробуем разобраться, как паять медные провода, на основании фото примеров.
| Иллюстрация | Описание действия |
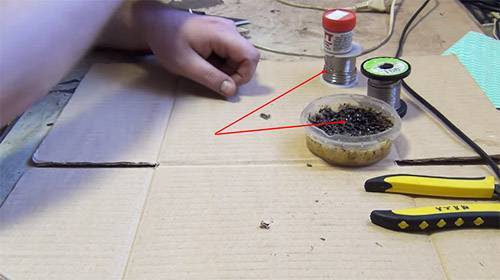 | Перед тем, как начать спаивать медные провода, следует подготовить инструмент (паяльник, нож для снятия изоляции), а также расходные материалы – канифоль и припой. В данном случае это проволочный припой, с которым удобно работать. |
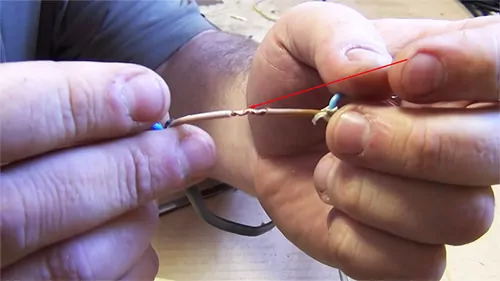 | Если провода тонкие, можно не тратить время на лужение, а сразу сделать плотную скрутку, которая и будет впоследствии пропаяна. |
 | Скрутка пропитывается канифолью или иным флюсом для пайки медных проводов, расплавляемым и наносимым при помощи паяльника. Это действие позволяет удалить оксидную плёнку и увеличить адгезию. |
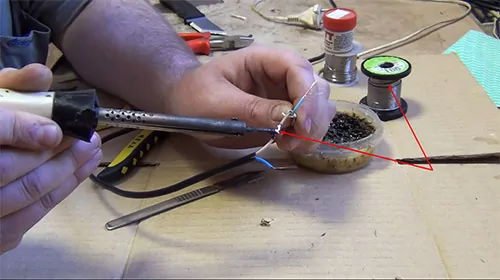 | Далее на соединение наносится припой. Его следует брать с катушки небольшими частями, а соединение основательно прогревать. В этом случае припой как-бы пропитывает соединение, плотно его фиксируя. |
 | Такое соединение никогда не будет греться и не отвалится в процессе эксплуатации. |
Подробнее с мастер-классом можно ознакомиться в этом видео.
 Watch this video on YouTube
Watch this video on YouTube
Любой флюс, как и припой для пайки медных проводов можно купить в магазинах хозяйственных товаров. Сегодня на прилавках можно найти различные составы и сплавы, предназначенные для подобных целей.
Различия в работе с мягкими и твёрдыми припоями
Для мелких работ по дому лучше всего использовать мягкие проволочные припои. С ними можно работать даже при помощи маломощных паяльников. А вот твёрдые сплавы требуют более «жёсткого» подхода. Для работы с ними используют молоточные паяльники или горелки.
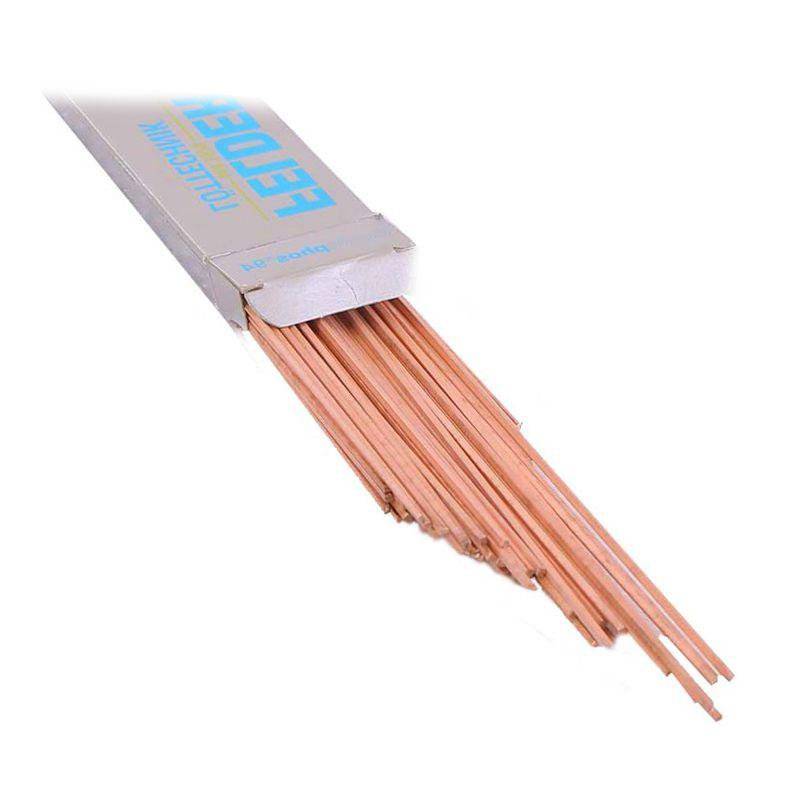
 ФОТО: тд-рубин.рфТвёрдые припои могут продаваться вот такими прутками
ФОТО: тд-рубин.рфТвёрдые припои могут продаваться вот такими прутками
Как правильно выбрать припой?
Верно подобранный припой поможет без особых усилий организовать коммуникационную систему любой сложности. Если речь идет о работе в домашних условиях, стоит воспользоваться материалом, расплавляющимся при низких температурах.
Применение высокотемпературных твердоплавких элементов в быту проблематично, так как требует разогрева рабочего сплава до 600-900 градусов. Добиться этого без специального оборудования достаточно сложно.
Спайку пищевой меди можно проводить особыми припоями, не содержащими в составе токсичных, ядовитых и агрессивных элементов, способных навредить здоровью
Использование металлов и их производных, плавящихся при высоких температурах, связано с некоторым риском. В процессе обработки они могут повредить или даже прожечь медную трубу с тонкой стенкой.
Чтобы этого не случилось, есть смысл взять прочный, но низкоплавкий мягкий припой, а твердый вариант оставить для толстостенных медных коммуникаций.
Когда на систему не ожидается больших нагрузок, совсем не обязательно использовать тугоплавкий припой, если это не обусловлено иными требованиями. В основных бытовых комплексах для создания надежного соединения вполне хватит мягких легкосплавных припоев
Для соединения медных труб в газовых сетях стоит выбирать серебросодержащие припои. Они обеспечивают максимальную прочность шва, нейтральность к вибрациям и высокую устойчивость к внешнему и внутреннему воздействию.
Заплатить за серебро придется немного дороже, но безопасность, надежность и долговечность системы со временем окупят все финансовые затраты.
Горелки для пайки газом из баллончика
6 место – металлическая горелка под баллончик
Очень простая и узкая горелка, которая одевается на газовый баллончик. Ргулитор и узкое сопло позволяет подбираться к нужным деталям в узких местах. Пьезоподжига нет, но выглядит все качественно – кругом металл и большой регулятор подачи газа. Баллон с бутаном позволяет получать от этой горелки температуру около 1300 градусов по Цельсию.








Достоинства:
много металла, узкое сопло.
Недостатки:
нет пьезоподжига.
7 место – типовая горелка, которая надевается на баллончик
Позиционируется, как горелка для туристов и кулинарии: барбекю, тортов, суши и т.д. Конечно же может применяться для пайки, резки и сварки металлов. Пьезоподжиг и регулятор пламени присутствует. Работает горелка классически с бутаном. Корпус сделан из пластика, кожух сопла из нержавейки.
Стоимость такой .
Достоинства:
хорошо подходит для кулинарии, имеет пьезоподжиг.
Недостатки:
корпус сделан из пластика, так что нужно быть осторожным, чтобы не сломать.
8 место – горелка на баллончик с широким соплом
Латунная горелка не имеет пьезоподжиг, но умеет хорошо обжаривать барбекю и массивные металлические детали. Оранжевый Регулятор позволяет легко изменять длину пламени. Бутан из баллона разогревает пламя до 1300 градусов.
Достоинства:
хорошо подходит для кулинарии и массивных деталей.
Недостатки:
нет пьезоподжига.
Распределение по химическому составу
Современный материал для пайки может быть мягким, который легко плавится. Существуют также тугоплавкие расходники, обладающие твердой структурой.
Мягкие легкоплавкие
К этой группе относятся:
- Чистый свинец — температура плавления расходного материала составляет 180-230 °C.
- Олово — расплавляется при 220 °C и создает пластичное, но прочное соединение.
- Медь и олово в количестве соответственно 3% и 97%. Это самый популярный материал, позволяющий выполнить прочный шов с высокой стойкостью перед коррозией.
- Медь с серебром — количество этих металлов в припое составляет соответственно 95% и 5%. Такой расходный материал позволяет надежно соединить элементы трубопроводных систем.
Мягкие припои используются при монтаже труб с диаметром 6-108 мм. С их помощью создаются швы, у которых ширина составляет 7-50 мм. Они применяются во время обустройство разных коммуникаций за исключением газовых сетей.









![Припой для пайки [алюминия, меди, стали]](https://101benzopila.ru/wp-content/uploads/5/f/9/5f961a47cd2b73e6212ad9fc9ddcf80b.jpeg)
 Применение припоя
Применение припоя
Твердые тугоплавкие
К этой группе относятся:
- Медно-серебряный с цинком, содержащий металлы в количестве соответственно 30%, 44% и 26%. Соединение получается прочным, коррозионностойким, с хорошей теплопроводностью и высокой степенью пластичности.
- Медно-фосфорный с содержанием металла соответственно 94% и 6%. Во время его применения не нужно использовать флюс. Расходник позволяет получить надежное соединение, способное потерять эластичность, если у воздуха понизится температура.
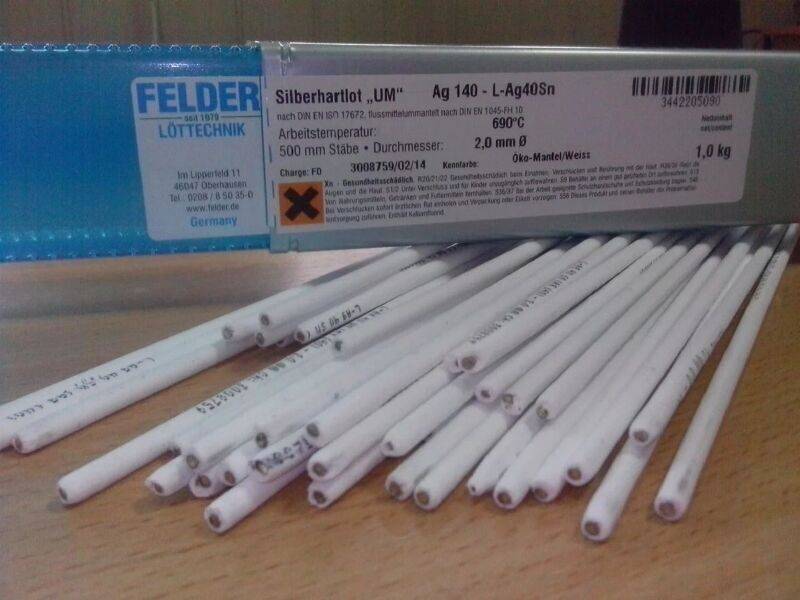
- Серебряный, не использующийся без флюса. С помощью этого материала создаются пластичные, коррозионностойкие, надежные швы. Он продается по более высокой цене по сравнению с другими.
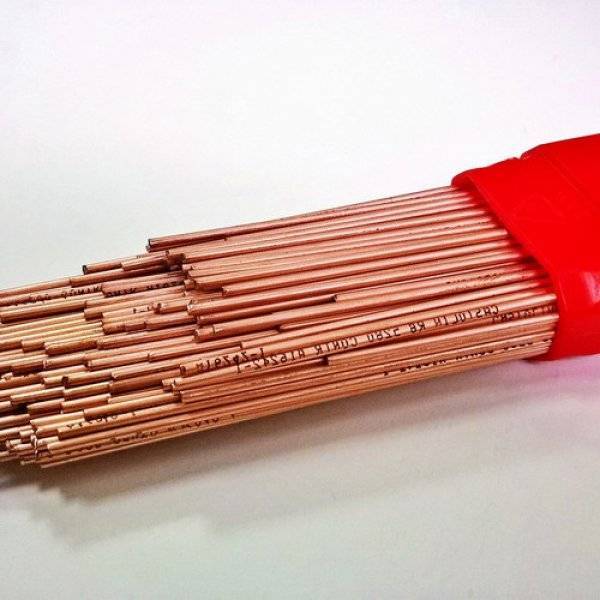
 Твердый припой для меди
Твердый припой для меди
Расходниками с высокой температурой плавления паяют трубопроводы, включая газопроводы, диаметром 12-159 мм. С их помощью также можно соединить трубы отопления и водопровода. Диаметр таких коммуникаций может составлять не менее 28 мм.
Как проходит пайка сложных металлов?
Не так уж она и отличается от соединения других металлов по своей технологии. Например, наш процесс – пайка меди и стали. Мы никуда не денемся от тщательной очистки поверхности от главного врага хороших швов – окисной пленки. Мы будем использовать флюсовую смесь для улучшения процесса пайки.
Таблица паяльных флюсов.
Между заготовками не забудем оставить зазор адекватно ширины – примерно 0,5 мм. Разогрев металлов нужно проводить также, без каких-либо новых нюансов. При достижении рабочего температурного уровня припой соединяем с деталями.
Затем конструкцию оставлять остывать максимально естественным образом. Вуаля, никаких новостей и секретов хозяйки медной горы. Где технологические нюансы, и о чем статья?
Нюанс, конечно, есть. Имя ему – припой для пайки меди. Все дело в его качестве и природе. Он великолепно подходит для работы как с медными заготовками, так и деталями из ее самых разнообразных сплавов, в которых партнерами выступают железо, никель, фосфор, олово, марганец и другие.
Все многочисленные варианты сплавов и их применения изложены в ГОСТе 52955 – 2008. Если в таких сплавах имеют место окислы, они без проблем убираются – в этом случае проблем при пайке медным припоем практически нет.
Если же «партнерские» металлы имеют свойства образовывать оксиды, с которыми флюсы для пайки меди справляются с трудом или вообще не справляются, то могут возникнуть проблемы.
К счастью, в пайке можно формировать швы любой толщины без потреб качества, что никак не получится при сварке с помощью электрода. В зазор между заготовками медно фосфорный припой отлично втягивается, чтобы заполнить все возможные ниши и промежутки с образованием отличной герметичности соединения.





