

Припои для пайки. Твердые и мягкие припои.
Припои бывают двух видов: твердый и мягкий. У мягкого припоя температура плавления до 400 ºС, а у твердого температура плавления выше 400 ºС.
Какие же отличаются у этих припоев кроме температурных режимов?
По физическому характеру твердые припои ничем не отличаются от мягких. Различия есть по химическому составу, прочности соединения и термоустойчивости.
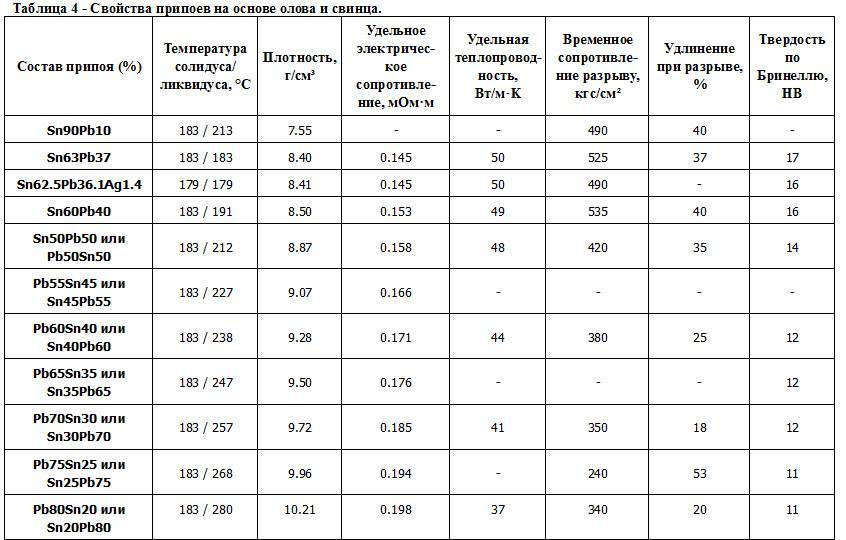
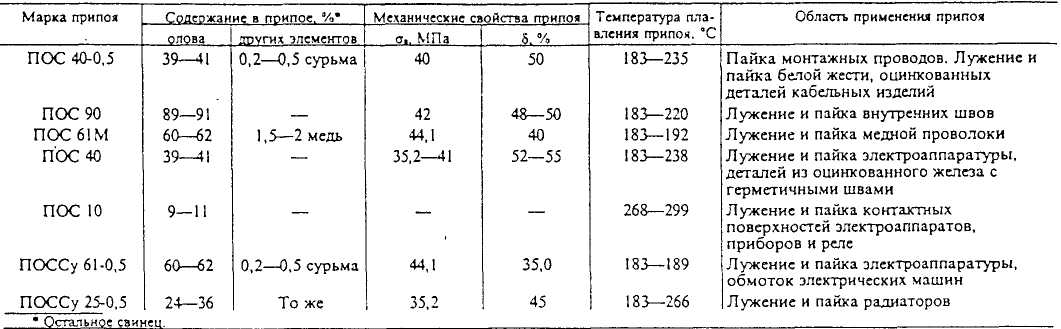
По прочности соединения мягкие припои уступают твердым. Твердые припои выдерживают более высокие нагрузки чем мягкие. Прочность при растяжении твердых припоев составляет 100-500 МПа, а у мягких – 16-100 МПа. В свою очередь мягкие припои отличаются простотой процесса пайки. Для их разогрева подойдут обычные, удобные паяльники, с температурой плавления от 183 °C, чем не могут похвастаться твердые припои. Из-за своих высоких температур плавления приходится использовать более дорогие и неудобные паяльники. Чем больше содержание олова в мягкой смеси, тем меньше температура плавления припоя.
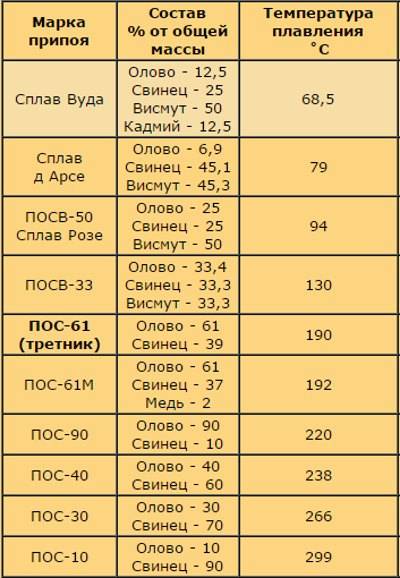
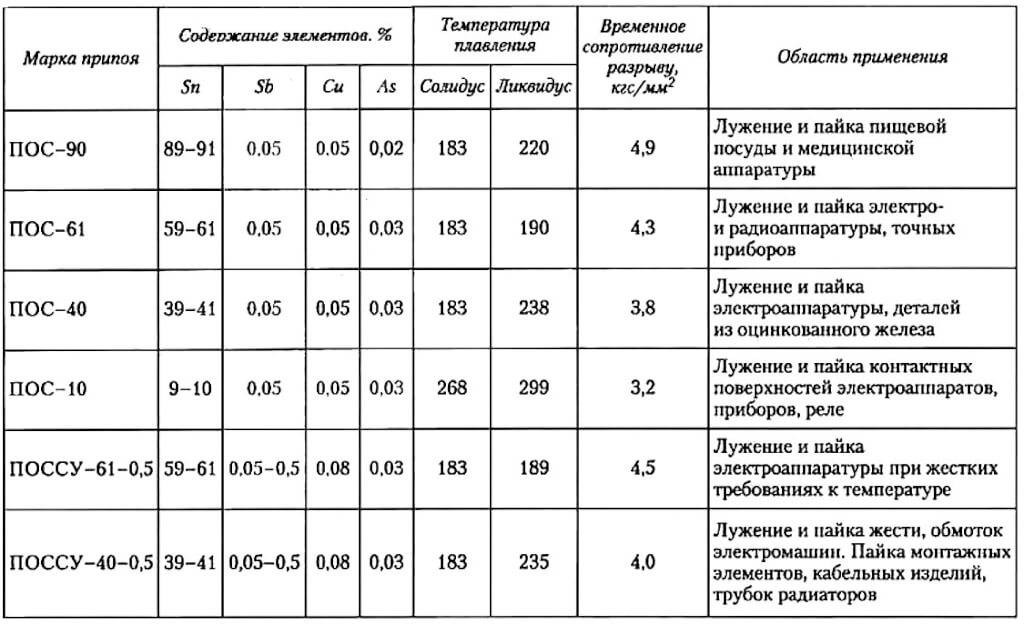
ПОС 90 — от 183°C до 220°C
ПОС 61 — от 183°C до 190°C
ПОС 40 — от 183°C до 238°C
ПОС 10 — от 268°C до 299°C
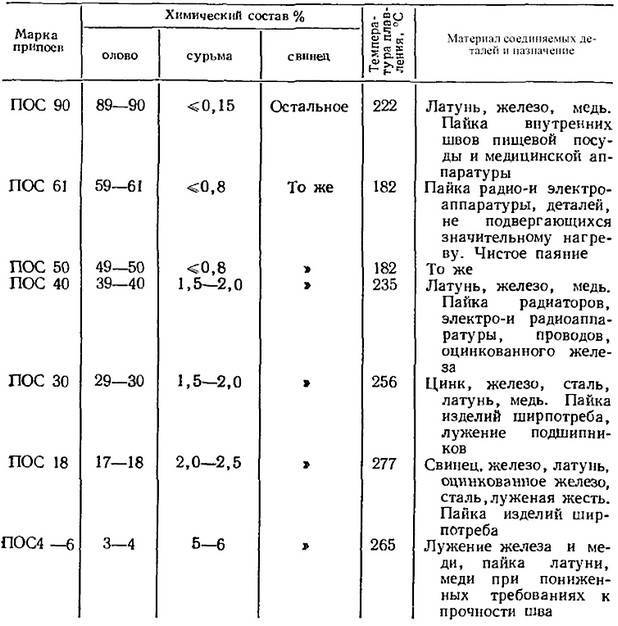
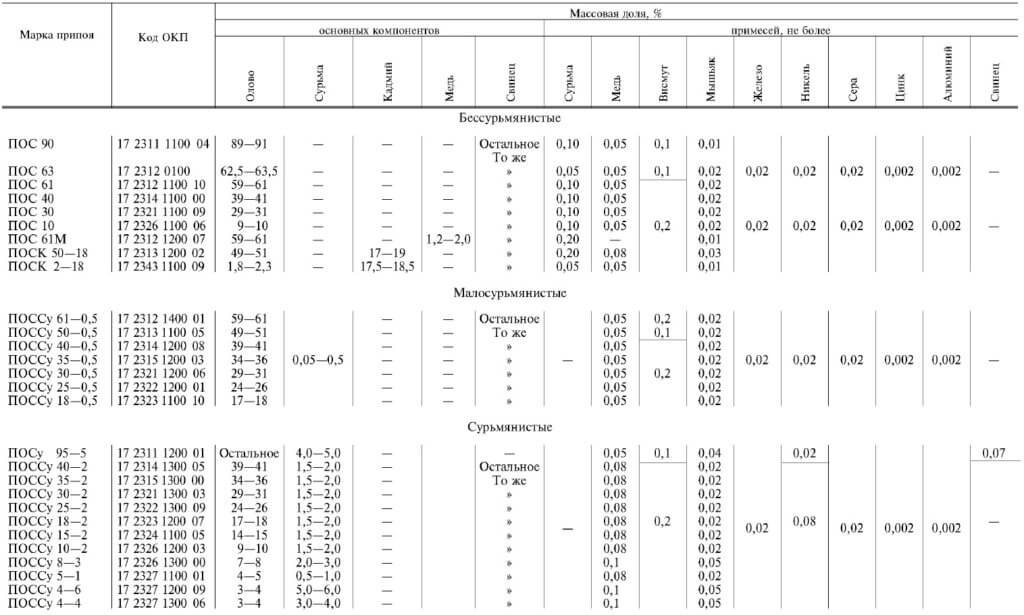
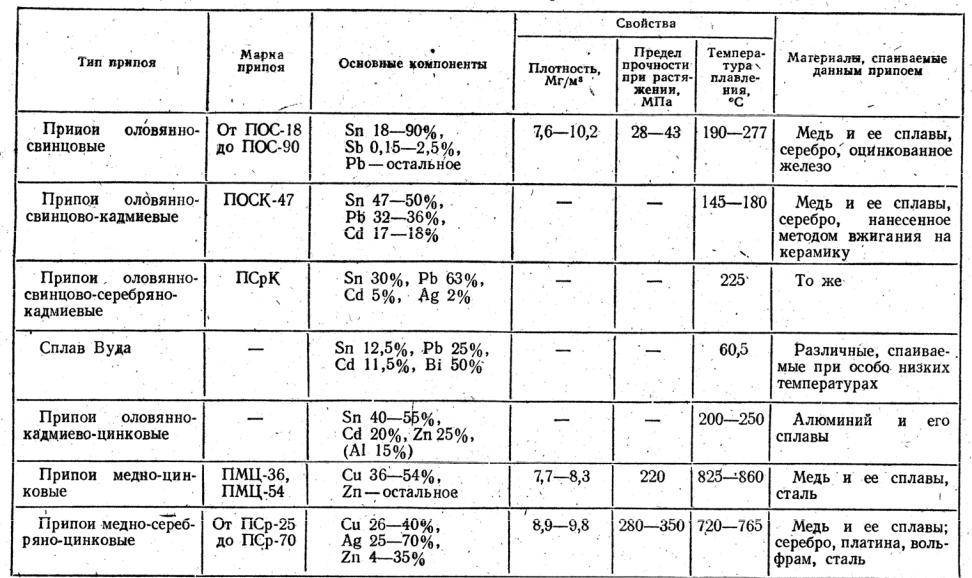
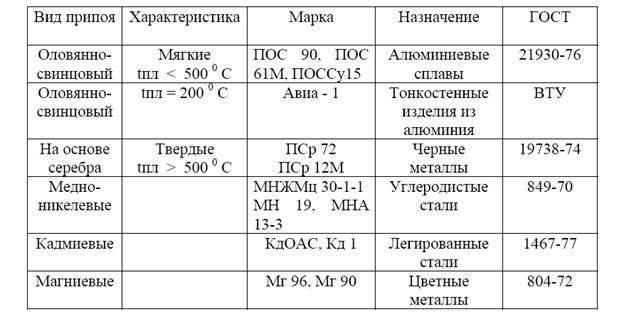
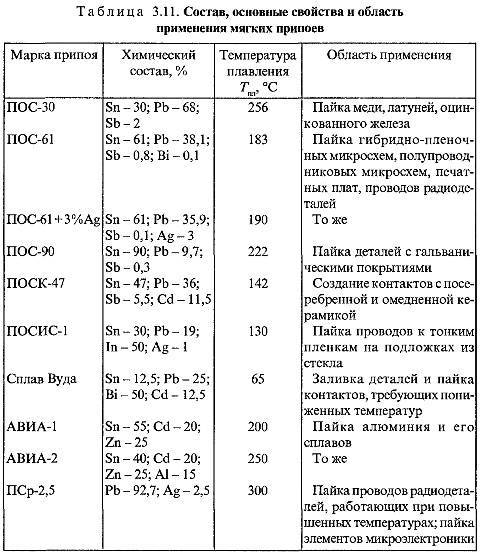
К мягким припоям относят:
Сурьмянистые припои (ПОССу) – используют для пайки оцинкованных изделий;
Оловянно-свинцово-кадмиевые (ПОСК) – используют для пайки чувствительных к перегреву деталей;
Оловянно-цинковые (ОЦ) – используют для пайки алюминия:
Бессвинцовые – обладает высокой электропроводностью и используют для пайки радиоэлектронной аппаратуры.
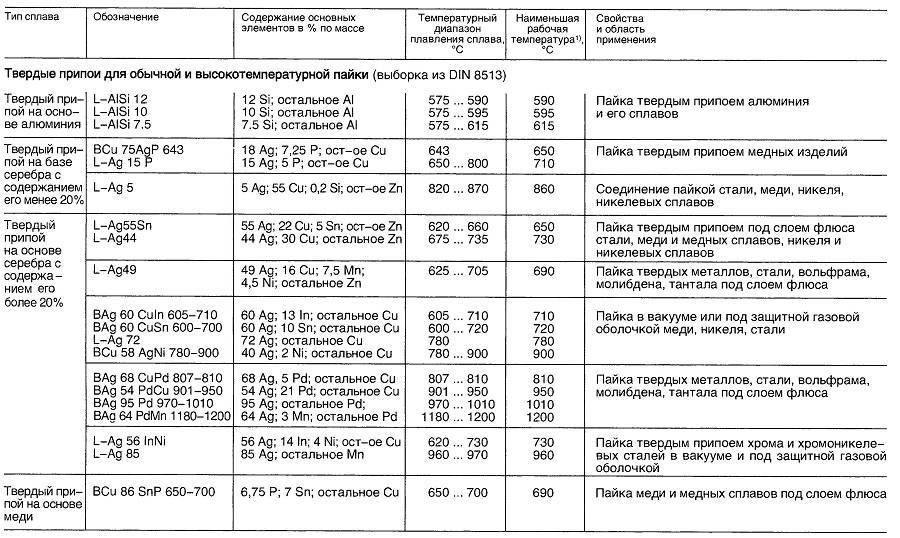
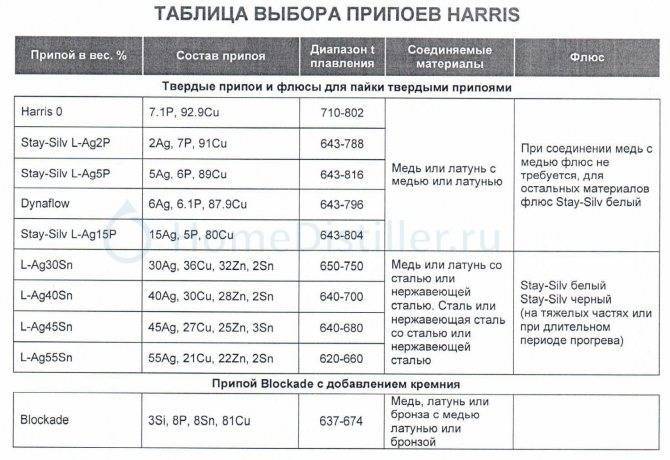
Твердые припои используют для пайки металлорежущих инструментов, систем трубопроводов, работающих под высоким давлением, в автомобилестроении, судостроении, тонкостенных деталей и т.д. Твердые припои играют огромную роль в промышленности. Без них был бы невозможен мелкий ремонт или изготовление различных металлических деталей.
Твердые припои подойдут для пайки медных, латунных, нержавеющих сплавов.
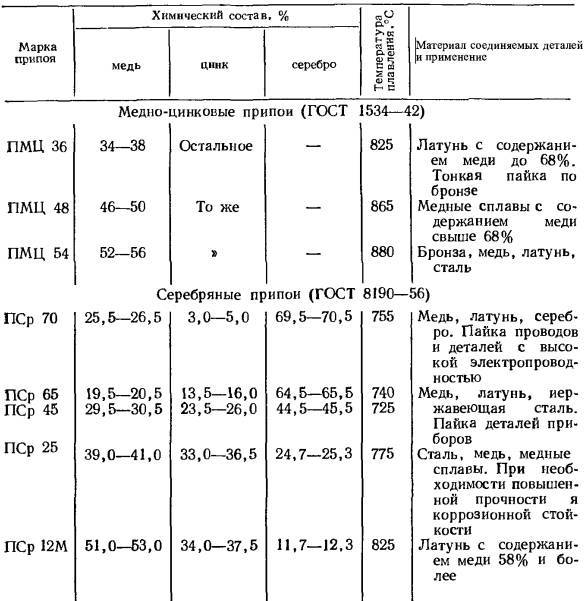
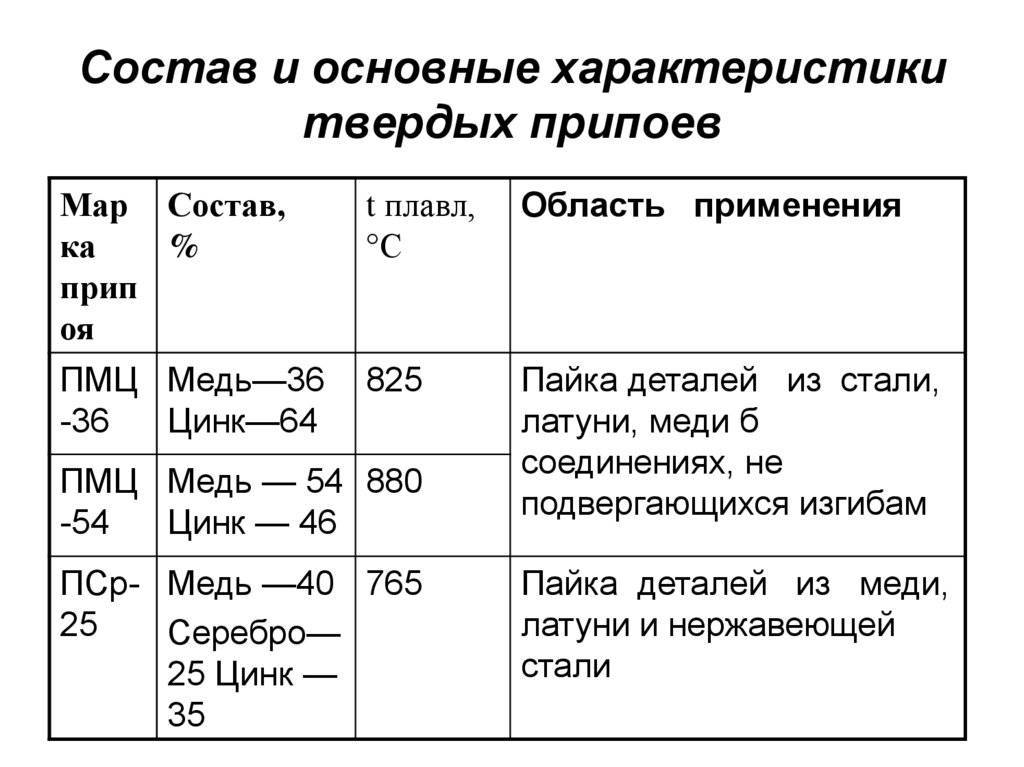
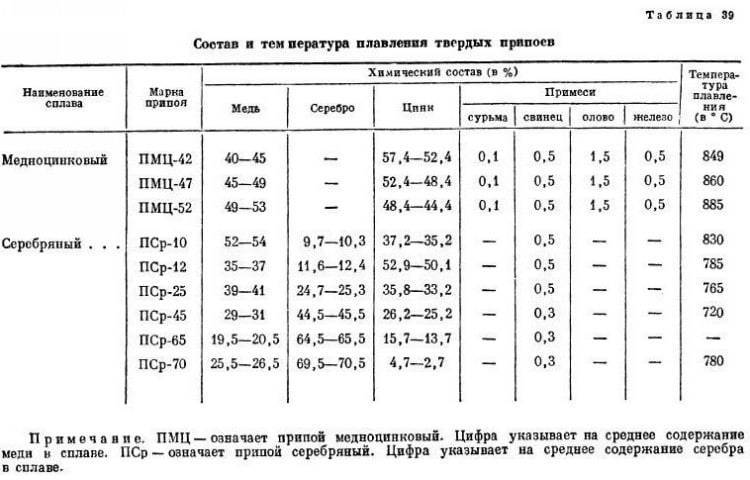
К твердым припоям относят:
Медно-цинковые (ПМЦ) – используются для пайки деталей с высокими внутренними давлениями. Ими паяют медь, латунь, бронзу.
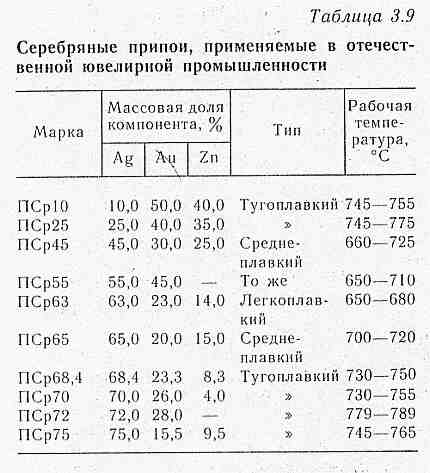
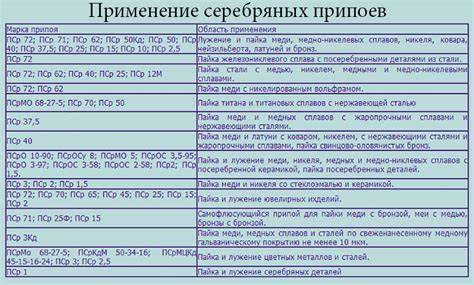
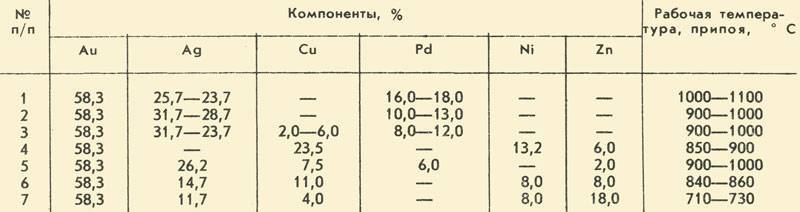
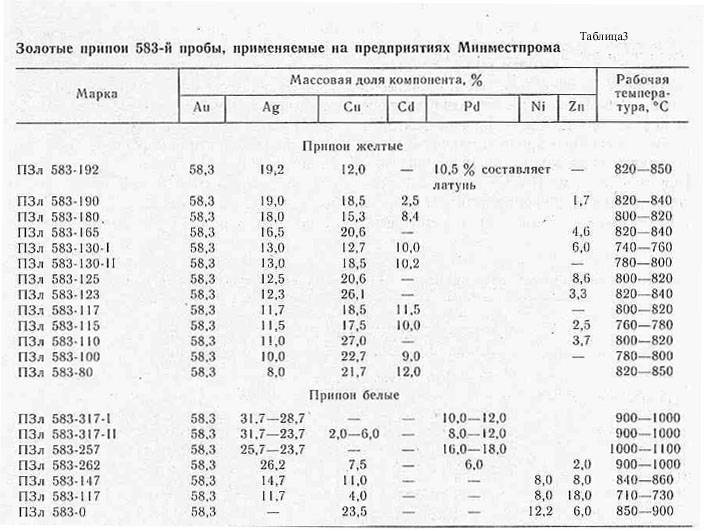
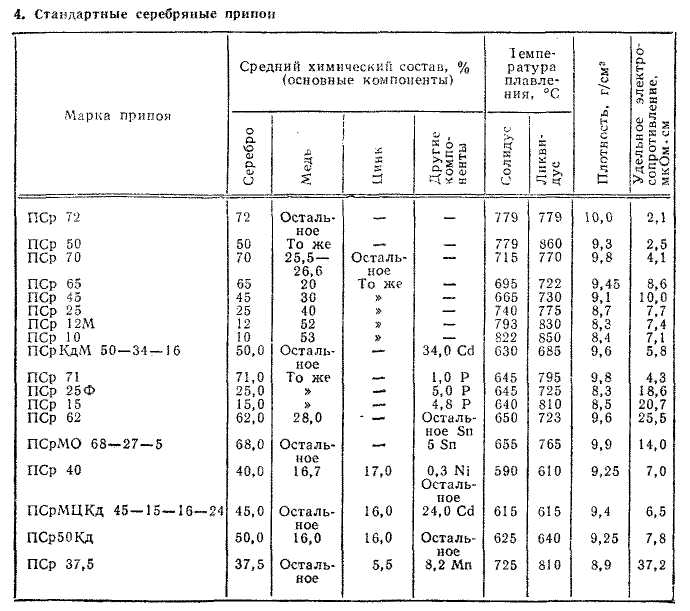
Серебряные (ПСр) – данные припои подойдут для пайки черных и цветных металлов.
Медно-фосфорные (ПМФ) – используют для пайки деталей из меди и ее сплавов. Пайка такими припоями возможна без использования флюсов.
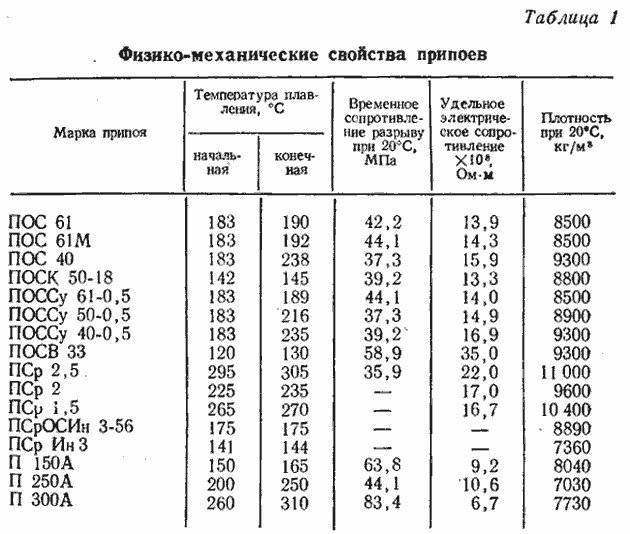
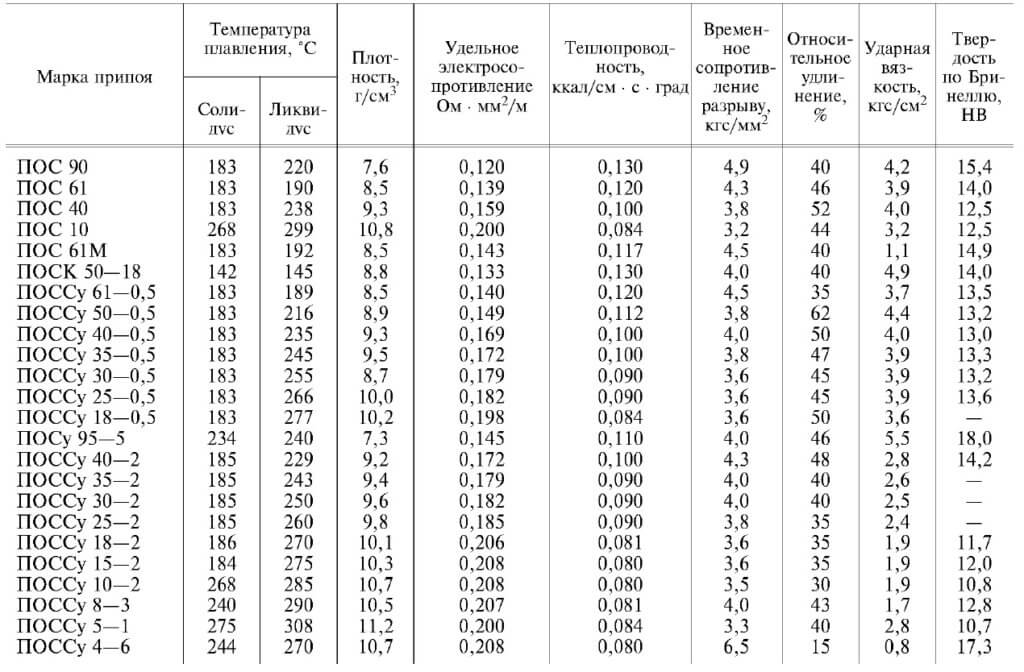
Таблица 3.
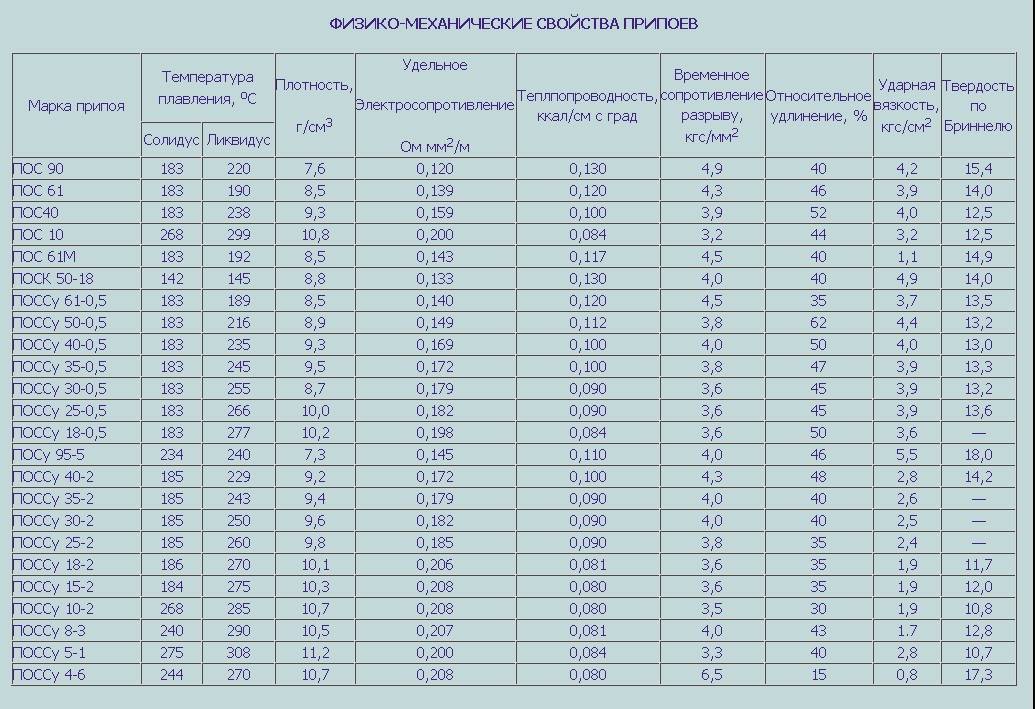
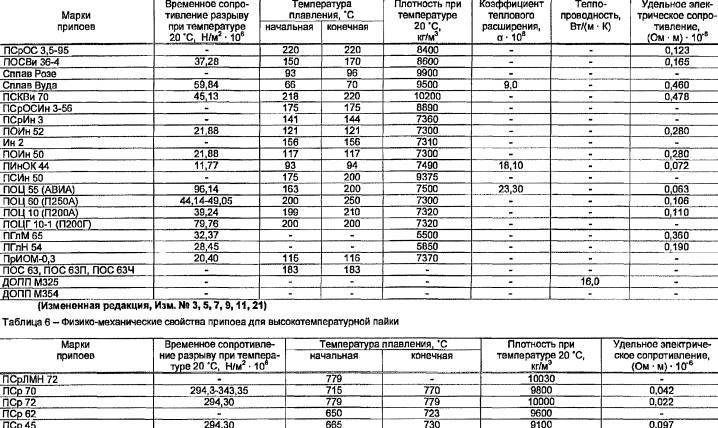
Физико-механические свойства припоев.
| Маркаприпоя | t, оС | P, г/см3 | ρ, Ом мм2/м | λ, ккал/см с град | σ, кгс/мм2 | Относительное удлинение, % | КС, кгс/см2 | Твердость по Бриннелю | |
| Солидус | Ликвидус | ||||||||
| ПОС 90 | 183 | 220 | 7,6 | 0,120 | 0,130 | 4,9 | 40 | 4,2 | 15,4 |
| ПОС 61 | 183 | 190 | 8,5 | 0,139 | 0,120 | 4,3 | 46 | 3,9 | 14,0 |
| ПОС 40 | 183 | 238 | 9,3 | 0,159 | 0,100 | 3,9 | 52 | 4,0 | 12,5 |
| ПОС 10 | 268 | 299 | 10,8 | 0,200 | 0,084 | 3,2 | 44 | 3,2 | 12,5 |
| ПОС 61М | 183 | 192 | 8,5 | 0,143 | 0,117 | 4,5 | 40 | 1,1 | 14,9 |
| ПОСК 50-18 | 142 | 145 | 8,8 | 0,133 | 0,130 | 4,0 | 40 | 4,9 | 14,0 |
| ПОССу 61-0,5 | 183 | 189 | 8,5 | 0,140 | 0,120 | 4,5 | 35 | 3,7 | 13,5 |
| ПОССу 50-0,5 | 183 | 216 | 8,9 | 0,149 | 0,112 | 3,8 | 62 | 4,4 | 13,2 |
| ПОССу 40-0,5 | 183 | 235 | 9,3 | 0,169 | 0,100 | 4,0 | 50 | 4,0 | 13,0 |
| ПОССу 35-0,5 | 183 | 245 | 9,5 | 0,172 | 0,100 | 3,8 | 47 | 3,9 | 13,3 |
| ПОССу 30-0,5 | 183 | 255 | 8,7 | 0,179 | 0,090 | 3,6 | 45 | 3,9 | 13,2 |
| ПОССу 25-0,5 | 183 | 266 | 10,0 | 0,182 | 0,090 | 3,6 | 45 | 3,9 | 13,6 |
| ПОССу 18-0,5 | 183 | 277 | 10,2 | 0,198 | 0,084 | 3,6 | 50 | 3,6 | — |
| ПОСу 95-5 | 234 | 240 | 7,3 | 0,145 | 0,110 | 4,0 | 46 | 5,5 | 18,0 |
| ПОССу 40-2 | 185 | 229 | 9,2 | 0,172 | 0,100 | 4,3 | 48 | 2,8 | 14,2 |
| ПОССу 35-2 | 185 | 243 | 9,4 | 0,179 | 0,090 | 4,0 | 40 | 2,6 | — |
| ПОССу 30-2 | 185 | 250 | 9,6 | 0,182 | 0,090 | 4,0 | 40 | 2,5 | — |
| ПОССу 25-2 | 185 | 260 | 9,8 | 0,185 | 0,090 | 3,8 | 35 | 2,4 | — |
| ПОССу 18-2 | 186 | 270 | 10,1 | 0,206 | 0,081 | 3,6 | 35 | 1,9 | 11,7 |
| ПОССу 15-2 | 184 | 275 | 10,3 | 0,208 | 0,080 | 3,6 | 35 | 1,9 | 12,0 |
| ПОССу 10-2 | 268 | 285 | 10,7 | 0,208 | 0,080 | 3,5 | 30 | 1,9 | 10,8 |
| ПОССу 8-3 | 240 | 290 | 10,5 | 0,207 | 0,081 | 4,0 | 43 | 1.7 | 12,8 |
| ПОССу 5-1 | 275 | 308 | 11,2 | 0,200 | 0,084 | 3,3 | 40 | 2,8 | 10,7 |
| ПОССу 4-6 | 244 | 270 | 10,7 | 0,208 | 0,080 | 6,5 | 15 | 0,8 | 17,3 |
t – Температура плавления, оС;
P — Плотность, г/см3;
ρ — Удельное электросопротивление Ом мм2/м;
λ — Теплопроводность, ккал/см с град;
σ — Временное сопротивление разрыву, кгс/мм2;
КС — Ударная вязкость, кгс/см2.
Разновидности
Припой ПОС 61 выпускается в нескольких разновидностях, которые отличаются преимущественно по внешнему виду, но не по составу. Следует выделить основные разновидности:
В виде проволоки. Толщина материала составляет от 1 до 7 мм, с шагом в 0,5 мм. Это один из самых удобных и распространенных вариантов, которые наиболее часто используются. Проволока выпускается в бухтах и отлично плавится при помощи горелки или паяльника.





Припой ПОС 61 в виде проволоки
Припой ПОС 61 с канифолью в виде трубок. Стоит отметить, что это единственный вариант, где припой ПОС 61 с канифолью 1 мм сразу идет. Здесь присутствует канифоль еловая, которая отлично сочетается с данным материалом.

Припой ПОС 61 с канифолью
Припой ПОС 61 пруток 8 мм, или другого диаметра. Это небольшие длинные части металла, которые удобно использовать в домашних условиях.

Припой ПОС 61 пруток 8 мм
Припои оловянно свинцовые бессурмянистые марки ПОС61 в виде ленты. Это относительно тонкие изделия, которые выпускаются длинными продолговатыми лентами и не имеют ни каких добавок.
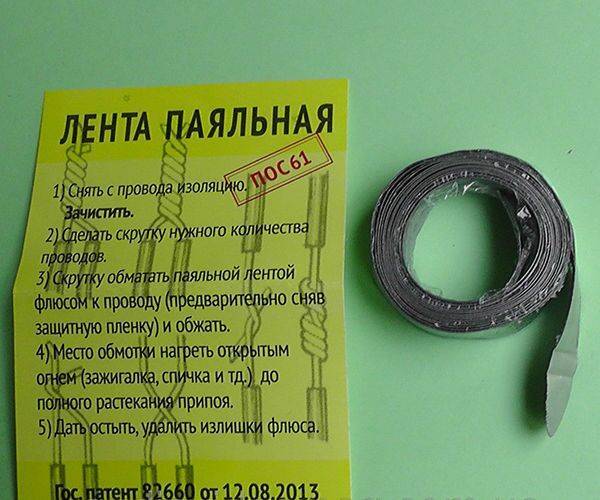
Припой оловянно свинцовый бессурмянистый марки ПОС61 в виде ленты
Без содержания свинца
Бессвинцовый припой не должен содержать вредного металла и считается экологически чистым, не причиняющим вреда окружающей среде и исполнителям работ по пайке. Простейшим примером служит припой оловянный, который содержит чистое олово, имеет повышенную смачиваемость и высокую электропроводность. Для борьбы с недостатками, в них добавляют медь, серебро и золото, что помогает сделать субстанцию более твёрдой.
У такого изделия повышается температура расплавления, но найти полную альтернативу стандартным видам припоя пока что не удаётся, но основным показателем является безвредность. Олово занимает главное место в химическом составе, поэтому присущие ему свойства оказывают большое влияние на припой, из-за этого температура плавления у бессвинцового припоя ниже, а материал получается более мягким.
В. И. Блинов, образование ПТУ, специальность сварщик шестого разряда, допуск от НАКС к НГДО и ГО, опыт работы с 2004 года: При отсутствии подходящего по всем параметрам варианта, во время пайки используйте марку ПСР-45, в которой содержание вредного свинца минимальное и составляет не более 0,5% от общего веса».
Подходящие марки
Существуют различные виды припоев для пайки, но стоит выделить наиболее подходящие для работы с микросхемами, которые можно найти на современном рынке. Одним из наиболее распространенных вариантов является ПОС 61. Он имеет следующий химический состав:
| Химических элемент | Соотношение в составе, % |
| Олово | 61 |
| Свинец | 38,5 |
| Железо | 0,02 |
| Висмут | 0,01 |
| Сурьма | 0,05 |
| Никель | 0,02 |
| Сера | 0,02 |
Технические характеристики материала выглядят следующим образом:
| Температура расплавления, градусы Цельсия | Плотность наплавленного материла, г/см в квадрате | Теплопроводность | Сопротивление разрыву | Удлинение, % | Вязкость ударная, кгс/см в квадрате |
| 189 | 8,5 | 0,12 | 4,3 | 46 | 3,9 |
Также может использоваться аналог из той же серии ПОС 30. Он уступает по качествам, но обладает достаточно низкой температурой плавления, чтобы обеспечить комфортные условия проведения работ. Состав его практически не имеет примесей:
| Химических элемент | Соотношение, % |
| Олово | 30 |
| Свинец | 70 |
Технические характеристики данной марки выглядят следующим образом:
| Параметр | Единицы измерения | Значение |
| Температура плавления | градусы Цельсия | 183 |
| Плотность наплавленного материала | кг/ метр кубический | 10,1 |
| Удлинение относительное | % | 58 |
| Сопротивление механическое на разрыв | Мпа | 32 |
| Интервал кристаллизации | градусы | 73 |
ПОС40
ПОС40 Челябинск
| Марка : | ПОС40 |
| Классификация : | Оловянно-свинцовые припои |
| Применение: | Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами. Сплав бессурьмянистый |
| Зарубежные аналоги: | Нет данных |
Химический состав в % материала ПОС40
ГОСТ 21930- 76
| Fe | Ni | S | Al | Cu | As | Pb | Zn | Sb | Bi | Sn |
| до 0.02 | до 0.02 | до 0.02 | до 0.002 | до 0.05 | до 0.02 | 58.766- 61 | до 0.002 | до 0.1 | до 0.2 | 39- 41 |
Примечание: Pb -основа. процентное содержаниеPb дано приблизительноЛитейно-технологические свойства материала ПОС40 .



| Температура плавления, Солидус : | 183 °C |
| Температура плавления, Ликвидус : | 238 °C |
Механические свойства при Т=20oС материала ПОС40 .
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| , ГОСТ 21930-76 | 38 | 52 | 400 |
| Твердость ПОС40 , ГОСТ 21930-76 | HB 10 -1 = 12.5 МПа |
Физические свойства материала ПОС40 .
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 9300 | 159 |
Обозначения:
| Механические свойства : | |
| sв | -Предел кратковременной прочности , |
| sT | -Предел пропорциональности (предел текучести для остаточной деформации), |
| d5 | -Относительное удлинение при разрыве , |
| y | -Относительное сужение , |
| KCU | -Ударная вязкость , [ кДж / м 2] |
| HB | -Твердость по Бринеллю , |
| Физические свойства : | |
| T | -Температура, при которой получены данные свойства , |
| E | -Модуль упругости первого рода , |
| a | -Коэффициент температурного (линейного) расширения (диапазон 20o-T ) , [1/Град] |
| l | -Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | -Плотность материала , [кг/м3] |
| C | -Удельная теплоемкость материала (диапазон 20o-T ), [Дж/(кг·град)] |
| R | -Удельное электросопротивление, |
ПОС40-Оловянно-свинцовые припои ПОС40-химический состав, механические, физические и технологические свойства, плотность, твердость, применение
Доступный металлопрокат
ПОС40
Материал ПОС40 Челябинск
Без стали не обходится ни одно производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал ПОС40 большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Как и вся продукция, материал ПОС40 закупается у ведущих производителей. Поэтому мы готовы со всей ответственностью давать гарантию на качество. Минимальное количество посредников определяет и низкую стоимость. Вкупе с быстрой доставкой, это дает возможность нашим бизнес-партнеры вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашего предприятия осуществляют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в арсенале новейшее оборудование и огромный, опыт мы можем предложить проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.
Материал ПОС40 купить в Челябинске
Индивидуальная стоимость выстраивается за счет персонального общения с каждым потенциальным заказчиком. Менеджеры учитывают объем сделки, делают скидки постоянным клиентам и ведут открытый диалог. В результате, даже при возникновении спорных ситуаций мы способны найти компромисс и прийти к решению, удовлетворяющему обе стороны.
Доставка
Работы по осуществлению логистики входят в пакет наших профессиональных услуг. Мы постоянно совершенствуем свои знания, приобретаем новейшую технику, для того, чтобы груз был доставлен в любую точку России.
Наличие собственных железнодорожных подъездов заметно увеличивает скорость отгрузки и последующей доставки. Имея такие ресурсы, мы гарантируем доставку грузов любого объема и габаритов. Такой профессиональный подход и делает нас лидерами на рынке металлопродукции.
metcontinent.ru
Область применения
Пайка железа с помощью оловянного припоя
ПОС 40 применяется при проведении низкотемпературной пайки с непосредственным применением припоя. Она является более экономичной, по сравнению с высокотемпературной или композиционной. Обеспечивает достаточно надёжное и долговечное соединение.
Данная присадка применяется для решения следующих задач:
- термического соединения металлических деталей, в основном латуни, жести;
- соединения элементов электрической и радиоэлектронной аппаратуры, не имеющей высоких термических показателей;
- устранение трещих и пробоев в медных и оцинкованных ёмкостях, которые не будут подвергаться нагреву.

Сварка припоем ПОС 40
Широкое применение он получил на предприятиях электрической и радиоэлектронной промышленности для закрепления деталей на печатных платах, аппаратурных корпусах. Он позволяет обеспечить надёжное соединение и прекрасную электропроводность. С его помощью осуществляют пайку и лужение выводов деталей (резисторов, конденсаторов, ножек микросхем и транзисторов), соединительных проводов. Производят пайку медных жил многожильных проводов и кабелей. Облуживают медные наконечники и припаивают к оболочке кабеля (стальной или свинцовой). Не смотря на различие металлов соединение получается достаточно прочным.
Он позволяет осуществлять герметизацию швов в различных сосудах и устранения герметичности в трубопроводах по которым проходят не реактивные жидкости. Благодаря своей невысокой температуре плавления он широко применяется для лужения участков металла, который необходимо подготовить для последующей пайки. Наличие в составе присадки только олова и свинца позволяет после остывания получить надёжное соединение. Для пайки изделий из латуни, железа или меди применяют именно прутки диаметров 8 миллиметров.



Технологически процесс лужения и последующей пайки не вызывает трудностей и не отличается от технологий работы с другими припоями. Для получения качественного соединения целесообразно провести подготовительные работы. Они заключаются в обезжиривании поверхности пайки и предварительному лужению. Паяльник или паяльная станция выбирается таким образом, чтобы можно было обеспечить температуру плавления припоя. То есть температура плавления припоя должна быть ниже температуры плавления спаеваемых деталей, иначе произойдет не спайка, а полная диффузия. В этом случае не удастся получить надёжного соединения. Для припоя ПОС 40 также необходимо учитывать температуру солидуса (точка плавления самого легкоплавкого компонента присадки) и температуру так называемого ликвидуса (наименьшая температура при которой припой становиться жидким – для ПОС 40 это 238 °С).
Этой температуры достаточно для полного расплавления присадки, хорошего прогрева металлической детали и обеспечения надёжного соединения за счёт присущей текучести и прекрасной смачиваемости.
Кроме нагревательных аппаратов, для обеспечения качественной пайки необходимо подобрать флюс для ПОС 40. При выборе флюса следует учитывать следующие параметры совместимости: вид флюса, температурный интервал пайки, агрессивности и агрегатному состоянию. На практике с ПОС 40 применяют два вида флюса: активные или пассивные. Первый вид позволяет удалять с поверхности металла любые окислы. Это происходит за счёт их растворения. Однако растворяется и поверхностный слой самого металла. Такими флюсами является соляная кислота, хлористый цинк и хлористый аммоний. Пассивные флюсы лишены этого недостатка. С их помощью только защищают место будущей пайки от возможной коррозии. Яркими представителями этого класса является хорошо известные воск и канифоль.
Особенности состава пищевых припоев
Безопасным сплавом считается олово, поэтому основная доля всех припоев изготавливается на его основе. В состав входит ограниченное количество элементов, поэтому пищевых разновидностей немного. Элементы для «чистых» припоев:
- Медь, содержание которой находится в пределах 10%, что не повышает токсичность.
- Цинк также часто используется в качестве основного или добавочного элемента.
- Висмут. Он безвреден, его содержание в небольшом количестве относится к добавочному, и такие припои больше применяются для медицинских целей.
Нельзя использовать сурьму в больших количествах, категорически запрещен кадмий, который имеет высокий уровень токсичности.

Припой пищевой
Применение «чистых» припоев также определяется толщиной соединяемых деталей и допустимой температурой плавления для конструкций и изделий. Например, припой для пищевой меди по химическим свойствам может быть медно-серебряный, оловянно-цинковый и оловянно-медный, но температура плавления серебряных (670-800 °С) и использование горелки не подойдут для тонких конструкций, а также для металлов с температурой плавления, приближенной к температуре плавления припоя. Именно поэтому наиболее распространены оловянные сплавы, которые способны соединять различные металлы и «работают» при нагреве до 250 °С.
Разновидности
Пищевые припои для пайки используются в нескольких типах.
Серебряные. Здесь могут быть взяты модификации с добавлением никеля, меди, висмута, марганца. Температура их плавления составляет 670-800 градусов, что требует использования горелки для разогрева. Соединять конструкции нужно без применения нагрузок или давления на нее.
Хромоникелевые. Обеспечивают высокую прочность соединения, но для повышения прочности могут дополнительно быть легированы кальцием, натрием, никелем.
Медно-фосфорные. Низкоплавкие (до 450 °С), нужны для работы с медными изделиями. Образуют прочное соединение, для взаимодействия с которым требуется горелка соответствующей мощности.
Оловянные. Наиболее распространены «мягкие» разновидности с температурой плавления 250 °С. В их состав могут входить следующие элементы: медь, цинк, висмут. Их используют для неответственных деталей, а также соединяемых элементов тонкого сечения. Для некоторых изделий может потребоваться особый пищевой припой: для пайки самовара, например, применяют чистое олово или варианты с его содержанием 90%. Это одна из самых экологически чистых марок низкоплавкого припоя.

Процесс пайки пищевой нержавейки и меди
Области применения
Назначение зависит от используемых металлов для самих изделий, их конфигурации и толщины. Основные пищевые металлы — это:
Нержавейка
Метод ее соединения зависит от толщины листа: если она менее 3 мм и при отсутствии требований по прочности шва, можно использовать оловянные сплавы. Но лучшим считается серебряный припой для пайки нержавейки пищевой, особенно если в него входит небольшое количество никеля. Он имеет схожий цвет и коррозионную стойкость. Во втором случае нужно учитывать условия работы с нержавейкой, а также ее физико-химический состав, не каждый из которых может без последствий подвергаться столь высокому нагреву, который нужен для расплавления твердых припоев. Сложными являются сплавы с содержанием никеля более 25%, которые начинают при длительном нагреве до +500-700 °С выделять карбиды (снижается стойкость к коррозии).
При печном спаивании применяют серебряно-марганцевые или хромоникелевые разновидности. Пайка проводится с использованием буры.
Медь с латунью, нержавейкой
Комбинирование металлов усложняет пайку. Разница температур плавления и свойства металлов усложняют выбор припоя, флюса и, соответственно, технологии. Применение паяльника в большинстве случаев нерентабельно из-за использования твердых припоев и/или больших площадей соприкосновения. В качестве универсальной технологии подойдет пайка горелкой, поскольку это ускорит процесс, предотвращая окисление флюса. Для неответственных деталей вполне уместны латунные припои, для ответственных — стоит остановиться на более дорогом и качественном медно-фосфорном варианте.




Заключение
Для производственных масштабов разработаны нормы расхода припоя для пайки по ГОСТ, без которого невозможно рациональное применение дорогостоящих материалов. Оценка результативности проводилась на основании табличных данных свойств материала, базирующихся на измерении и сравнительных расчетах. Нормированию также подлежат и дополнительные элементы: флюсы, защитные, окислительные среды, расходные элементы для пайки.
Электрическая дуговая сварка
При выборе соответствующей технологии сварки эти же флюсы могут быть применены для сварки сталей иных марок и для наплавки. Возможно также их применение в сочетании с другими марками сварочной проволоки. В частности, флюсы могут быть использованы для сварки и наплавки меди. Лучшие результаты (меньшее количество пор, более плавное формирование шва) дает флюс марки ОСЦ-45.
Марка флюса должна выбираться в зависимости от назначения. Для автоматической сварки электродной проволокой диаметром 3 мм и более применяются флюс марок АН-348-А и ОСЦ-45 (крупная грануляция). Для автоматической и полуавтоматической сварки электродной проволокой диаметром менее 3 мм применяют флюс марок АН-348-АМ и ОСЦ-45М (мелкая грануляция).
Размеры зерен флюса (грануляция) указаны в табл. 36.
Флюс АН-348-А и АН-348-АМ разработан институтом электросварки им. Е. О. Патона АН УССР. По внешнему виду он должен представлять собой однородные по строению стекловидные зерна от светло-желтого до темно-бурого цвета различных оттенков без включений нерастворившихся зерен сырых материалов. Недостаток флюса — некоторое выделение вредных фтористых газов при сварке.
Флюс ОСЦ-45 и ОСЦ-45М разработан ЦНИИТМАШем. По своему строению он представляет однородные стекловидные зерна коричневой окраски со слабым красноватым оттенком, зерна непрозрачного стекла светлого молочно-кофейного цвета, зерна светло-серого цвета или их смесь. В этой смеси не должно быть нерастворившихся зерен сырых материалов и зерен черного цвета.
Недостатки флюса: а) сравнительно большое выделение вредных фтористых газов; б) пониженная устойчивость дугового разряда при питании от источников переменного тока, если напряжение холостого хода менее 65 в.
Для сварки низколегированных сталей применяют флюсы АН-10, АН-22 (табл. 37) и другие, разработанные в институте электросварки им. Е. О. Патона.
При сварке с применением флюса АН-10 происходит значительный переход марганца из флюса в металл шва. На основе флюса АН-10 разработаны низкокремнистые флюсы различного применения. Например, флюс АНВ — для вертикальной сварки, флюс АН-11 — для скоростной сварки труб из низколегированных сталей; флюсы АН-20, АН-26, АН-30 — для наплавки износостойких высоколегированных сталей. Флюс АН-20 успешно применяется для сварки меди.
Общим недостатком существующих низкокремнистых флюсов является повышенная склонность сварных швов к образованию пор. Для уменьшения этого необходимо сварку производить на постоянном токе обратной полярности и повышать содержа* ние кремния в свариваемых сталях.
При сварке высоколегированных сталей и сплавов применяют флюсы АНФ-1, АНФ-5 (табл. 38). —
Флюс АНФ-1 представляет собой порошок, получаемый путем измельчения отборочного плавикового шпата. Перед сваркой этот флюс следует прокалить при температуре 700—800° С. Время прокалки 1 —1,5 часа.
- Назад
- Вперед
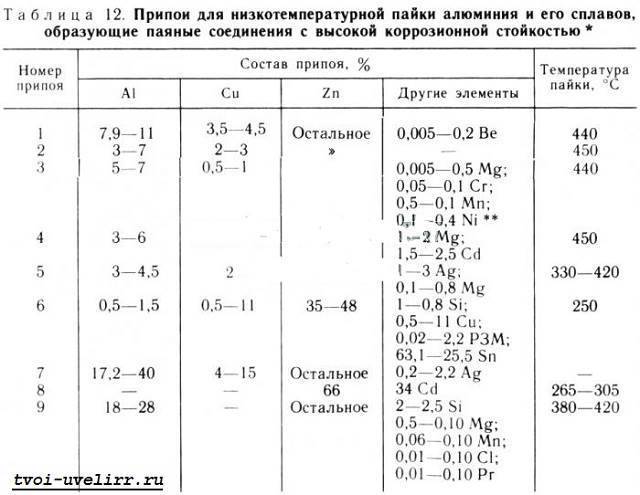
Castolin AluFlam 190 – припой из Франции
Продукт применяется в качестве присадочного прутка для ремонта алюминиевых деталей и высокотемпературной пайки.
Технические характеристики припоя Castolin AluFlam 190:
- Обладает высокой прочностью и исключительной капиллярной текучестью.
- Характеризуется отличной электропроводностью.
- По цвету соответствует многим сплавам из алюминия.
Продукт Castolin AluFlam 190 рекомендуется для высокопрочного соединения:
- алюминиевых сплавов с кремнием;
- кованого алюминия;
- листов;
- трубопроводов.
Его нельзя использовать для алюминиевых сплавов, в которых присутствует более 1,5% магния, и для деталей, которые требуют последующего анодирования.
Из-за своей способности формировать вязкий и прочный шов, припой Castolin AluFlam 190 может применяться в самых различных областях. Его можно использовать для ремонта оконных рам и мебели, в транспортной промышленности, для ремонта холодильного оборудования, газовых магистралей, решеток, кондиционеров и многого другого.
С продуктом Castolin AluFlam 190 специалисты рекомендуют использовать флюс Castolin 190 Flux .
Низкотемпературные варианты
На первом месте находится сплав ВУДА с составом: по 10% Sn и Cd, по 40% Pb и Bi, начало расплава — 65—72 C. Вторую позицию занимает припой под названием РОЗЕ, которых начинает плавиться при 90—94 C. Состоит: по 25% олова и свинца, а остальные 50% занимает висмут. Вышеперечисленные сплавы относятся к дорогим припоям.
Третье место среди низкотемпературных изделий занимает ПОСК-50-18, с температурой 142—145 С. В состав этого припоя входит 50% олова, 32% свинца и 18% кадмия, что усиливает сопротивляемость коррозии, но добавляет ему токсичность.
Большую популярность у радиолюбителей имеет второй номинант (под названием РОЗЕ), но в отечественной радиоэлектронике его маркировка — ПОСВ-50, где цифры — это процент висмута. Применяется для монтажа/демонтажа и лужения чувствительных к перегреву дорожек из меди на печатных платах.



Какой припой выбрать
Для радиолюбителей подойдет ПОС с флюсом (канифолью) в виде прутка от 0,2 мм до 1 мм. Такой припой легче всего брать на паяльник благодаря наличию канифоли. А небольшое сечение прутка позволяет точно дозировать нужное количество припоя. Если требуется на паяльник больше брать припоя, то достаточно скрутить несколько прутков вместе, и с 1 мм прутка получим 2 мм.
Также обращайте внимание на массу припоя. Она не должна отличаться от указанной на упаковке
Если масса отличается, то скорее всего катушку с припоем перематывали, и вам достался некачественный товар.
Как удобно паять с прутками припоя
Еще один плюс в копилку припоев в виде прутков — это улучшение скорости пайки DIP контактов.
Достаточно установить деталь, закрепить плату, и приложить пруток припоя с небольшим запасом.
Нагреваем контакт, и припой расплавляется равномерно по контакту. Это можно сделать только с припоем, в составе которого есть флюс (канифоль).
Post Views:
894





