

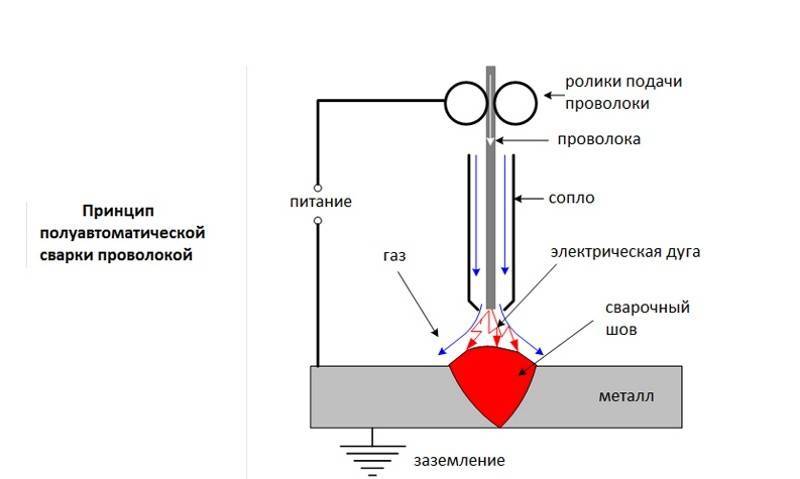
Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
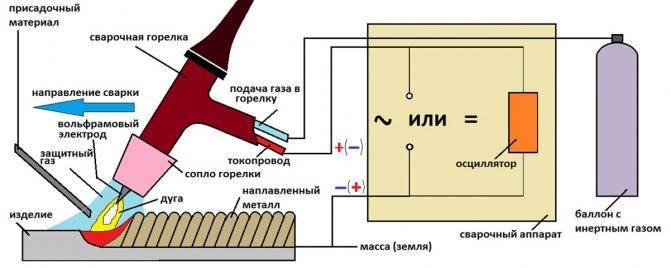
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений – вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки – наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.
Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Основные требования
Все ее сорта должны отвечать четырем группам требований:
- При плавлении не должно быть значительного разбрызгивания, а сам процесс плавления должен быть равномерен;
- Электрическая дуга между деталью и электродом (в его качестве выступает кончик проволоки, торчащий из горелки) должна возникать без затруднений и быть стабильной. Сквозняк и даже ветер не должны быть помехой для нее.
- Образующийся при работе шлак должен распределяться равномерно и не проникать вглубь шва. Он должен легко отделяться от металла.
- Сам шов при обычной квалификации сварщика должен быть ровным, без пор и трещин.
Особенности техники сварки
Принципиально сварка с ее использованием не отличается от сварки с помощью широко используемых плавящихся электродов. Формируемый сварной шов отлично виден все время работы, что облегчает наложение в несколько этапов.

Из-за особенности технологии формируемый шов уступает по прочности созданному с помощью плавящихся электродов. Поэтому, для предупреждения еще большего снижения качественных показателей, нужно тщательно настраивать до начала работ подающие ролики. Это стабилизирует подачу и устранит случайные ее деформации, замятия и обрывы.
Виды порошковой проволоки
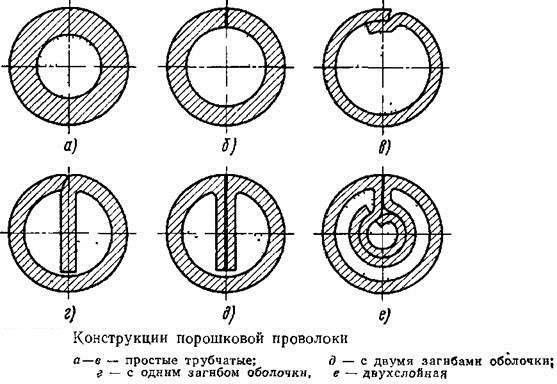
Порошковая проволока для полуавтомата делится на четыре вида по характеру своей конструкции:
- простой трубчатой формы;
- с одним загибом оболочки;
- с двумя загибами оболочки;
- двухслойная.
Ее габаритные размеры варьируются в широком диапазоне диаметров — от 0.8 мм до 2.5 мм.









Простая трубчатая может иметь небольшие нюансы в своей конструкции — она может быть либо цельнотянутой из одного куска металла, либо согнутой из листа металла в цилиндр соединением встык. Также может быть соединение заготовки для оболочки внахлест.
Внутрь проволоки равномерно помещается особый порошок. Его состав может варьироваться в зависимости от назначения свариваемых деталей, особенностей их дальнейшей эксплуатации.
В общем случае порошок состоит из ферросплавов, минералов и других химических веществ сложного состава. В любой их пропорции они создают защитный слой нейтрального газа, отделяющий расплав от кислорода воздуха. Кроме этого выделяемый порошком газ:
- легирует;
- раскисляет;
- стабилизирует электрическую дугу;
- упрощает формирование однородного шва.
В зависимости от состава порошка самозащитная проволока для полуавтомата делится на типы:
- Флюоритная;
- Флюоритно-карбонатная;
- Рутиловая;
- Рутил-флюоритная;
- Рутил-органическая.
Все вышеперечисленные типы обладают самозащитными свойствами. Для сварки ими нет необходимости в дополнительном баллоне с углекислым газом.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали. Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.
В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем: Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.
В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам; Т — титан; Ю — алюминий; Ф — ванадий; Б — ниобий; Д — медь; М — молибден; С — кремний; Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».










Сварка нержавеющих деталей полуавтоматом
Такой тип неразъемного соединения полуавтоматом является наиболее распространенным методом в условиях защитных газов во всех сферах хозяйственной деятельности. Под таким способ следует понимать, что проволока полуавтомата, которая играет одновременно и роль электрода для электрической дуги и как присадочный металл во время расплавления в сварочной ванне. Полуавтоматический способ подразумевает, что сварщик не меняет систематически электрод, как в случае с ручным методом, а провод постоянно подается в рабочую зону благодаря автоматическому механизму полуавтомата. Такая сварка сильно зависит от корректной настройки параметров автомата. Основными факторами является скорость проволоки, сила тока, применяемый газ для защиты шва, его объем подачи.
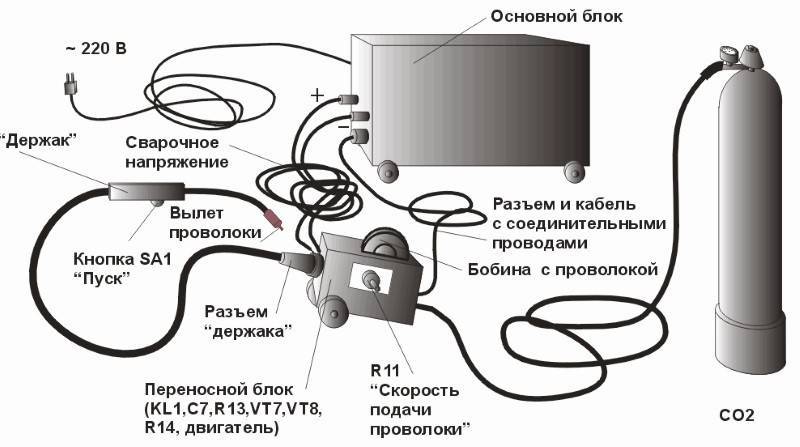
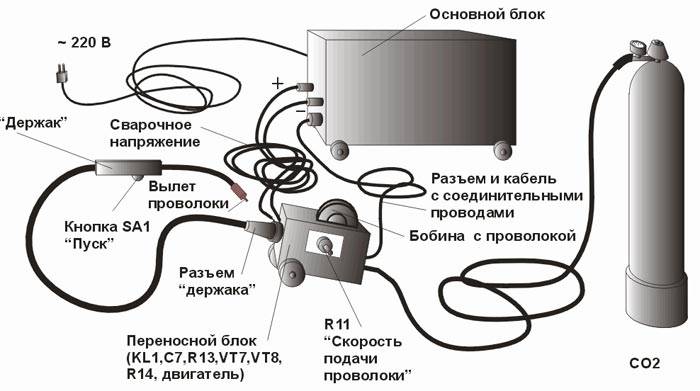
Сварочный полуавтомат
Частым приемом является комбинирование аргона углекислотой. Для создания требуемого шва необходимо также учитывать состав основного металла. В работе используют 3 варианта сварки:
- Соединение короткой дугой.
- С применением струйного переноса в диапазоне 0,8 мм до 3 мм.
- Методом импульсного соединения.
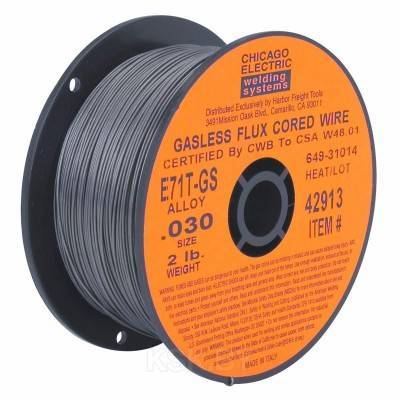
Полуавтоматическая сварка проволокой без газа
Проволока для нержавейки без газа для полуавтомата также получила распространение. Специальный тип порошковой проволоки обеспечивает защиту шва и стабильность горения дуги. Такой способ проявляет со временем образование коррозии в месте соединения.Достоинства использования сварочных электродов для полуавтомата:
- Высокая скорость производства.
- Незначительные испарения газов.
Проволока для дуговой сварки полуавтоматом имеет следующие минусы:
- Растраты для покупки баллона с защитным газом.
- Использование ограничивается открытым пространством.
Омедненная проволока
К медной проволоке для сварки полуавтоматом обращаются в тех случаях, когда необходимо сварить углеродистую и низколегированную стали в среде защитных газов. Она применяется в промышленности, при производстве водного и наземного транспорта, монтаже трубопроводов, при выпуске железнодорожных вагонов, установке конструкций, которые будут эксплуатироваться при перепадах температур и давления.
Проволока из меди позволяет получить прочный шов, не подверженный коррозии и выдерживающий длительные механические воздействия. Высокая ударная вязкость и устойчивость к возникновению трещин гарантированы, если количество меди в проволоке не более 0,25 %, а толщина покрытия – не менее 6 мкм. Не менее важными преимуществами являются следующие:
- Превосходный подвод тока.
- Металл не разбрызгивается.
- Стабильная и равномерная подача расходного материала.
- Небольшой абразивный износ наконечника, подводящего ток.
- Эстетичный внешний вид.
При выборе проволоки внимательно проверьте качество намотки. Если витки неплотно прилегают друг к другу, то изделие может быть деформировано, и тогда оно будет «заедать» в сварочном аппарате. Чтобы избежать воздействия влаги, хранить проволоку нужно, обернув кассету в ингибиторную бумагу.
Лучшая омедненная сварочная проволока
Сварочная проволока этого типа применяется при сварке углеродистых и конструкционных сталей. Внутри она состоит из обычного металла, а наружное покрытие обогащено медью, что уменьшает количество брызг и задерживает образование трещин в горячем состоянии. Это подходит и для сварки чугуна.
Проволока имеет повышенное сопротивление на разрыв и отлично подойдет для применения в гараже, на даче и производстве, где требуется сварка «черного железа».
СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
Отечественный продукт для сварки в инертных газах. Удобная бабина легко устанавливается в барабан. Катушки присадочного материала весом 5 кг хватает на долго.
+ Плюсы СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
- Пригодна для всех углеродистых и низколегированных сталей. Шов действительно ровный и чистый благодаря отсутствию брызг.
- Получается глубокий провар.
— Минусы СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
- Подходит не ко всем полуавтоматам по креплению к барабану (используется еврокатушка).
- Не пригодна для работы в среде активных газов (углекислоты) — нужно быть внимательным при выборе для сварки кузовов авто и тонких металлов под вентиляцию.
Вывод. Это лучшая сварочная проволока для полуавтоматов в тех случаях, где важна максимальная чистота металла после накладки шва. Она отличается минимальным количеством брызг, благодаря чему расположенная рядом резьба или лицевая поверхность останутся неиспорченными.








OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
Шведский продукт от именитого бренда, изготавливаемый на производственных мощностях в Чехии. Выпускается в еровкатушках весом по 5 кг и соответствует ГОСТу СВ-08Г2С-О.
+ Плюсы OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
- Шов сохраняет хорошую ударную вязкость даже при понижении температуры до -20 градусов — в таком случае показатель составит 90 Дж/см2.
- Ровный хороший шов без наплывов.
- Мягкое горение сварочной дуги.
— Минусы OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
Вывод. Хорошая проволока, подходит для заделки трещин в рамах различного оборудования и механизмов. Она имеет предел прочности 560 МПа, поэтому устойчива к растяжениям при ударах. Швы выполненные полуавтоматом с этой проволокой имеют повышенную крепость.
Выбор при полуавтоматической сварке
Чтобы выяснить, какая проволока лучше для полуавтомата, надо знать, что этот вид сварочных работ считается универсальным и легко справляется с деталями различной толщины, с одинаковым качеством производится сварка цветных и черных металлов. Под конкретный вид делается аналогичная подборка присадки.
Главное — это химический состав, который узнается из маркировки проволоки, например, СВ08Г2С, опытный исполнитель сразу же определит, для какого металла следует использовать такой припой. Применяется только проволока, изготовленная согласно требованиям ГОСТ, имеющая сертификат качества и заводскую упаковку, которая предохраняет от механических повреждений.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
- 0,6 мм;
- 0,8 мм;
- 1,0 мм;
- 1,2 мм;
- 1,6 мм.
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву
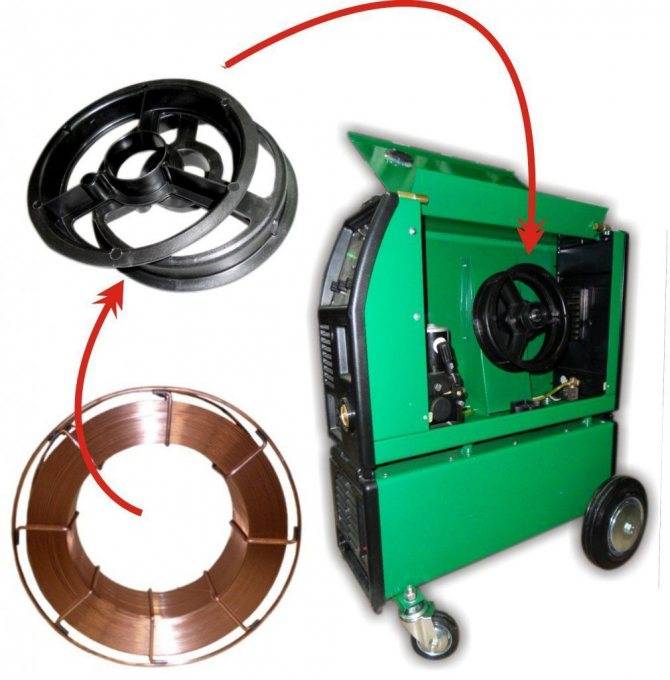
Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки. В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.









Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки. Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
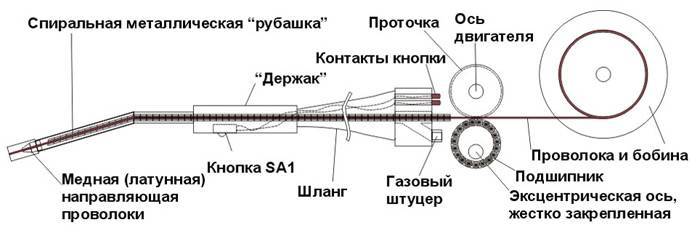
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.
С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час. При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
Резиновая киянка. Молоток с мягким характером
Малка-угломер. Незаменимый транспортир строителя
Виды проволоки для сварочных работ
Для создания качественного соединения металлических деталей используется присадку разных видов, каждый из которых создан для работы при определенных условиях. Проволочный сварочный полуавтомат может выполнять шов посредством следующих видов проволоки:
- Со сплошным сечением;
- Порошковая;
- Активированная.
Если структура присадочного материала сплошного сечения вполне понятна – изделие, полностью выполненное из определенного рода сплава для сварки разных металлов. А вот порошковая сварочная проволока для инверторных полуавтоматов изготавливается по другой технологии. Это полое изделие, внутри которого находится порошкообразный материал. При горении во время сварки образует защитное облако газа именно благодаря такому наполнению.
Таблица диаметров
Данный вид изделий встречается в разных исполнениях: двухслойная проволока, с одним и двумя загибами трубчатой оболочки, классический вариант без изменения конфигурации оболочки. Такое разнообразие исполнений объясняется необходимостью избежать деформаций изделия и преждевременного высыпания внутреннего содержимого проволоки. Однако помимо конструктивных особенностей встречаются разные варианты по составу порошкообразного вещества:
- Флюоритные;
- Рутиловые;
- Рутил-флюоритные;
- Рутил-органические;
- Карбонатно-флюоритные.
Существуют исполнения, предназначенные для работы в среде углекислого газа, а в других случаях проволочный сварочный инверторный полуавтомат с использованием порошковой присадки может функционировать без специально создаваемой газовой защиты и тогда эту функцию выполняет сама проволока. Каждый из составов порошкообразного вещества создан для сварки металла определенного вида.
Активированный вид в чем-то сходна с порошковым вариантом, но в данном случае используется на порядок меньшее количество порошкообразного вещества (не более 7% от общей массы изделия). Благодаря использованию всего лишь малой доли такого наполнителя технология изготовления позволяет запрессовать его в проволоку сплошного сечения.
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.










На расход проволоки для сварки оказывают влияние такие показатели как:
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.
Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц). Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.

Подготовка металлов для сварки в CO2
Сварка полуавтоматом с углекислотой позволяет варить металлы любой толщины.
Классификация ручной дуговой сварки в защитном газе.
Тонкости подготовки изделий к варке зависят от толщины металла:
- Тонкие металлические листы до 1 миллиметра сваривают с использованием отбортовки кромок. Допускается отсутствие подобной обработки, но в таком случае зазор между свариваемыми поверхностями не должен быть более 0.5 миллиметров.
- Листы толщиной от 1 до 8 миллиметров можно сваривать без разделки кромок. Максимально допустимый зазор составляет 1 миллиметр.
- Более толстый металл, толщиной до 12 миллиметров требует дополнительной обработки в виде проведения V-образной разделки.
- Изделия, толщиной свыше 12 миллиметров, рекомендуется сваривать, предварительно выполнив X-образную разделку.
Перед непосредственным выполнением работ, изделия должны подвергнуться таким процедурам:
- Полная очистка свариваемых кромок. Снятие загрязнения и окалин можно осуществить при помощи дробеструйной или пескоструйной установки. Если таковых не имеется, можно очистить поверхности при помощи простой наждачной бумаги.
- Прихватывание поверхностей. Предварительное приваривание в нескольких местах производится электродами Э42 или Э42А.
Заключение
Для облегчения процесса сварки и увеличения эффективности операций при соединении тугоплавких металлов и сплавов широко используются современные присадочные материалы. Одним из самых востребованных на сегодня является сварочная проволока для полуавтоматов. Она позволяет эффективно проводить все работы при помощи инвертора, не используя при этом хрупкие электроды.
Автоматизированная сварка с использованием присадочной проволоки способствует созданию гибкого, прочного и надёжного шва. Для достижения наилучшего результата необходимо подобрать такой вид присадки, который смог бы максимально точно соответствовать составу свариваемого металла. При возникновении затруднений в решении этих вопросов потребуется обратиться за помощью к профессионалам, которые сумеют составить список необходимых рекомендаций.





