

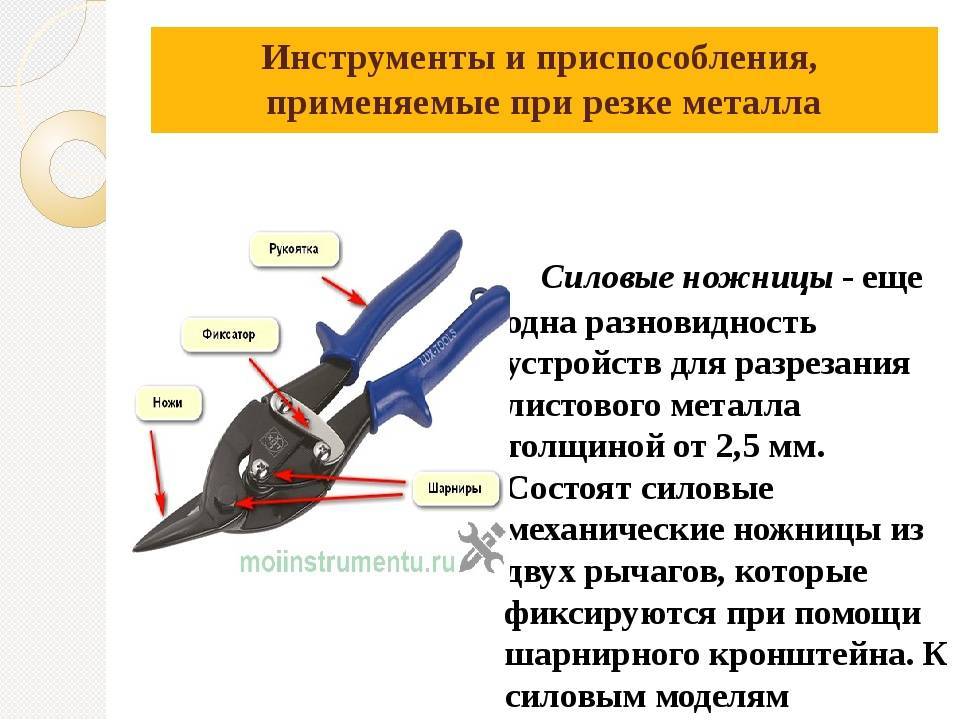
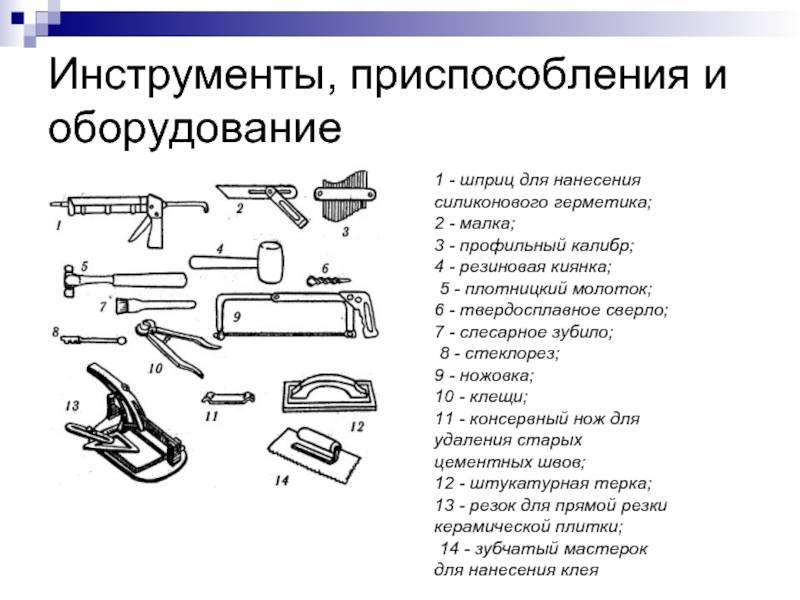
Разметка отверстий
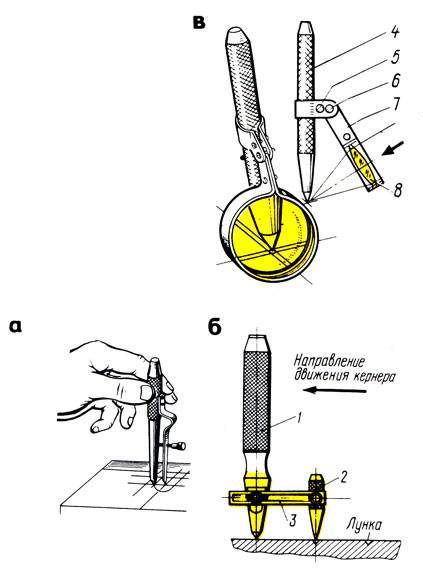
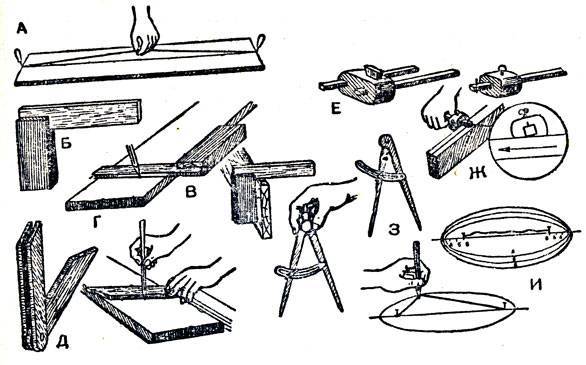
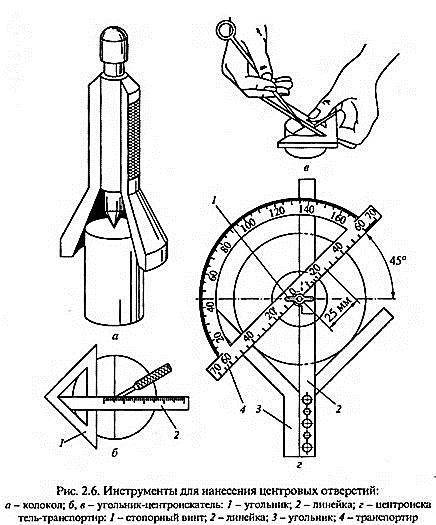
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.


При использовании, важно держать кернера вертикально, даже малейшее отклонение от оси повлияет на точность отметки. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях
В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях.
Общие понятия
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры будущей детали или места, подлежащее обработке.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При точной разметке её можно повысить до сотых долей миллиметра.
Плоскостная разметка, выполняемая обычно на поверхности плоских деталей, на полосовом и листовом материале, заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Пространственная разметка наиболее распространена в машиностроении; по приёмам она существенно отличается от плоскостной.
Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.

Брак при разметке
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Приспособления для разметки
Исходя из сложностей выполнения пространственной разметки, разработано множество инструментов и приспособлений для ее нанесения. Причем большая часть такого инструмента подходит для нанесения и плоскостной разметки.






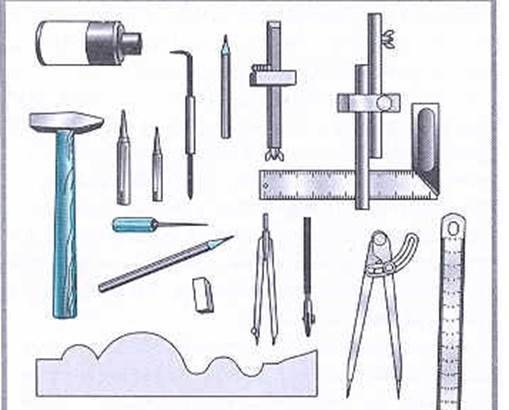
Среди наиболее распространенных приспособлений для пространственной разметки выделяют:
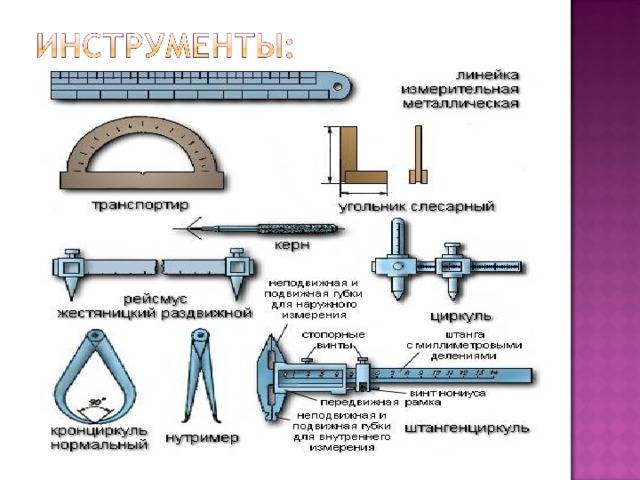
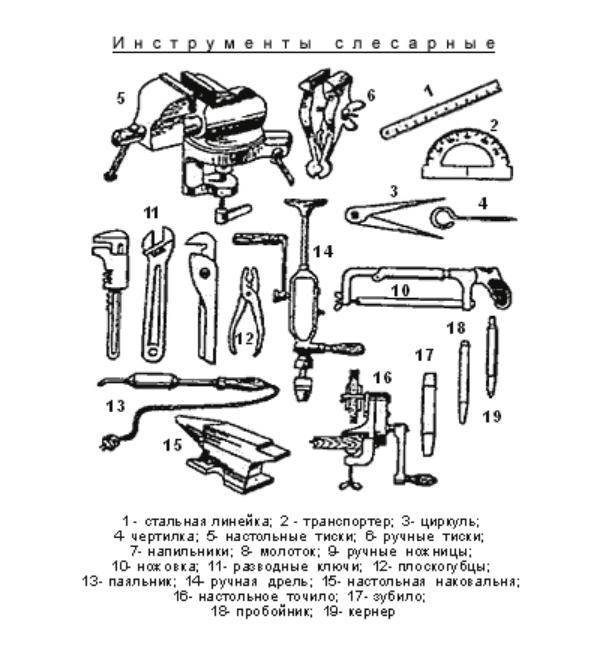
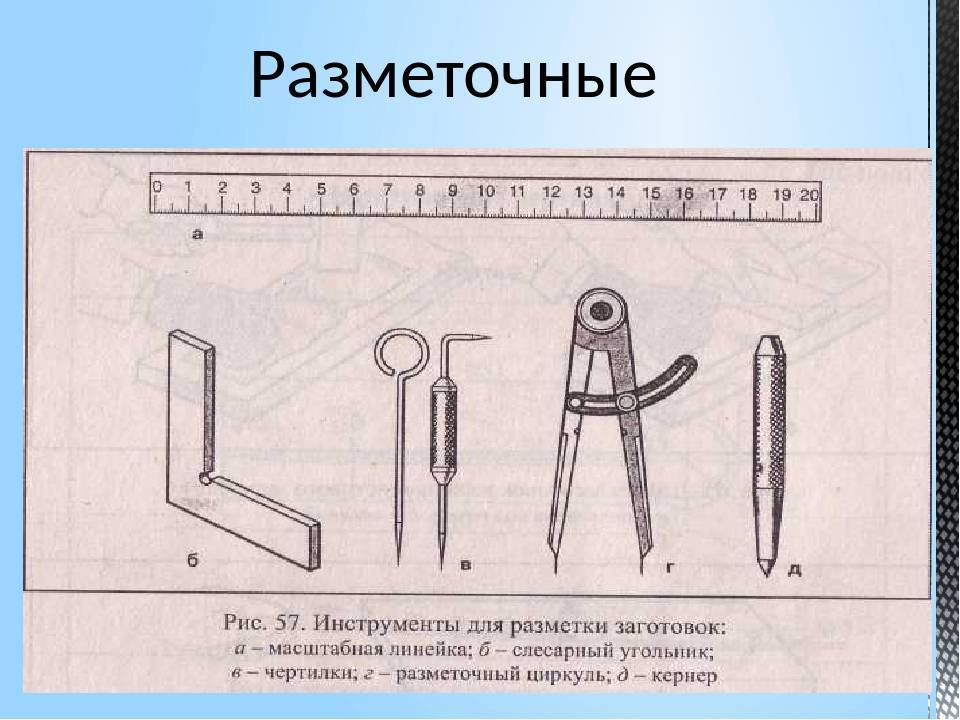
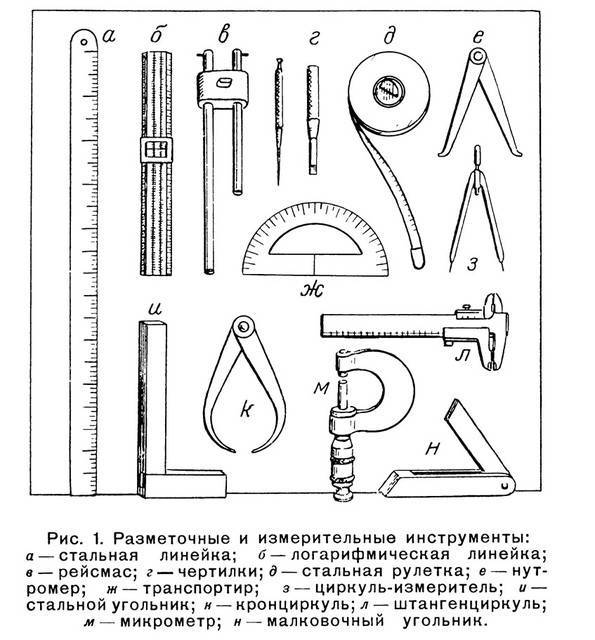
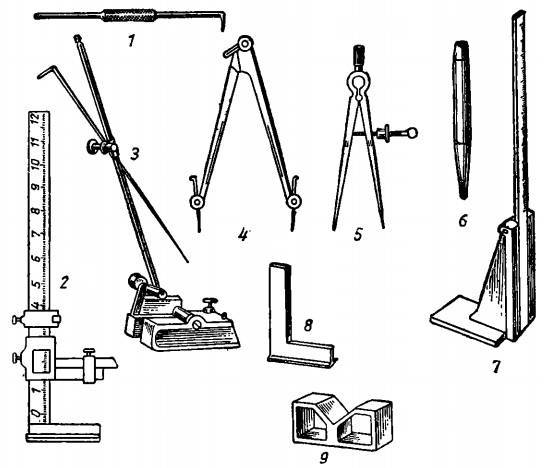
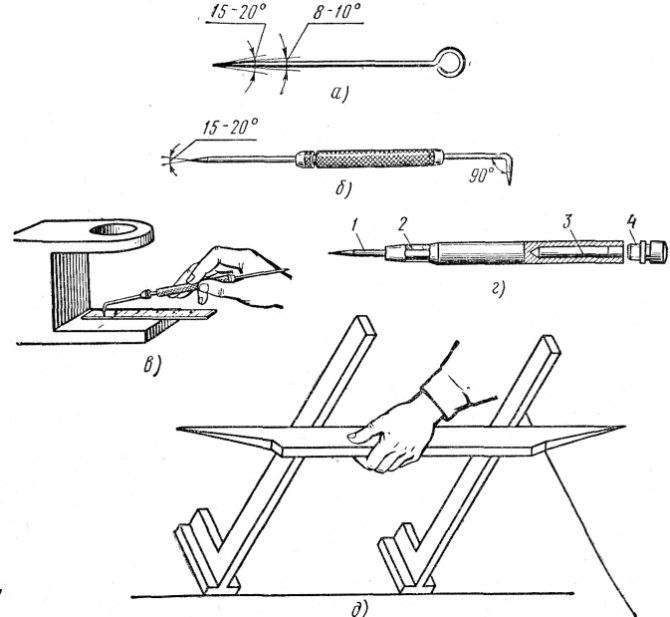
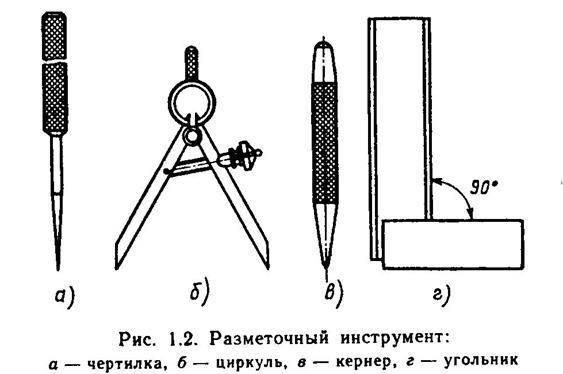
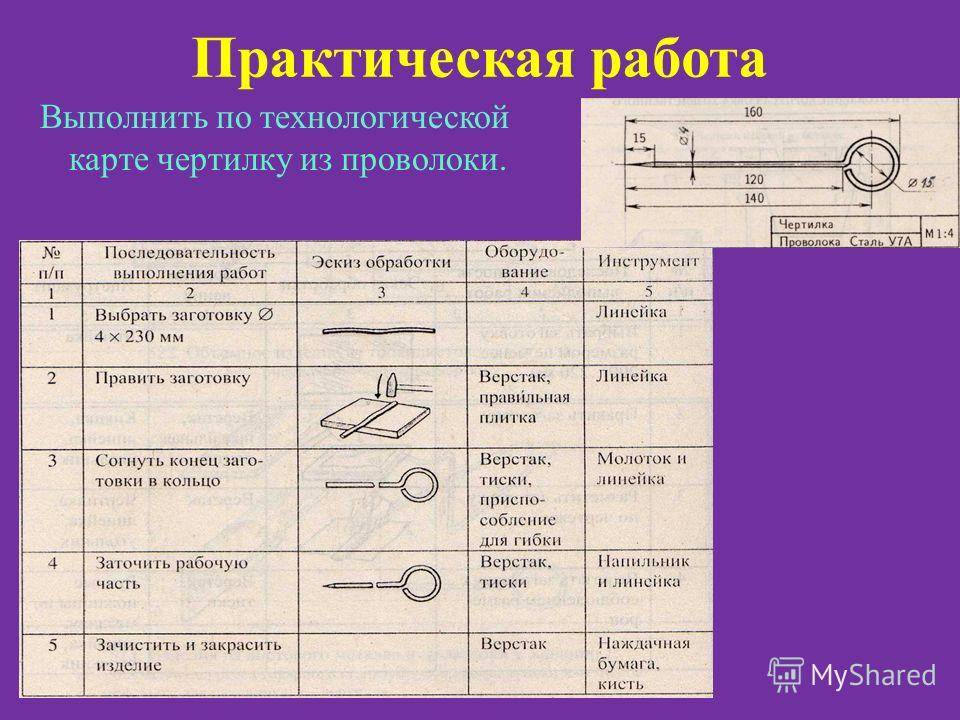
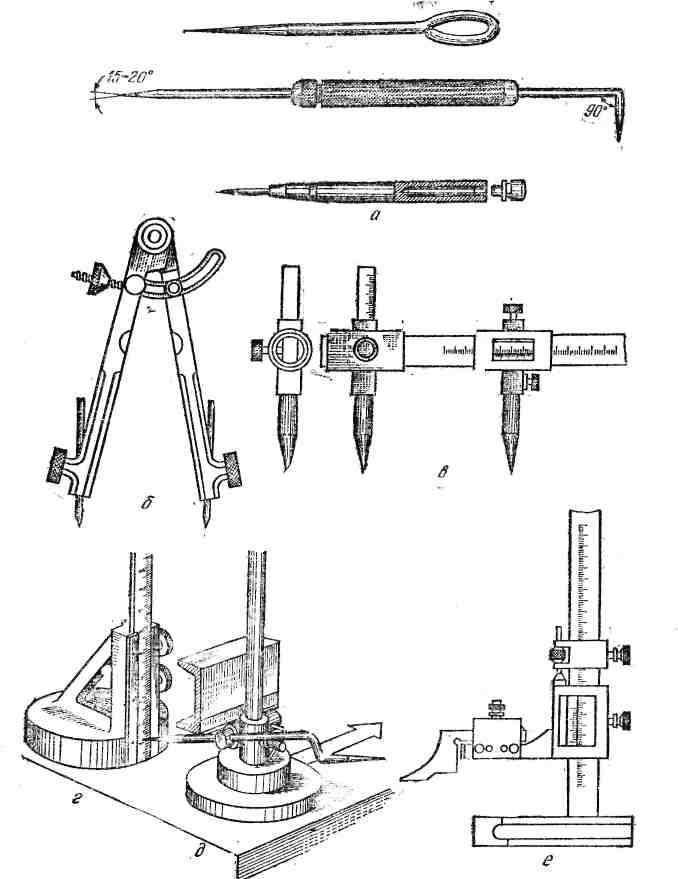
- Чертилка – наиболее простой и универсальный инструмент, который не требует особой подготовки и позволяет наносить разметку в полевых условиях. Чаще всего, она представляет собой металлический стержень, один конец которого заострен. Обычно для их изготовления применятся углеродистые стали различных марок. Заострятся может как один конец, так и два, в зависимости от предназначения инструмента. Их длина обычно составляет около 10 см. Часто для того, чтобы конец не тупился, его могут дополнительно закалять. Используют чертилки обычно с линейками или шаблонами.
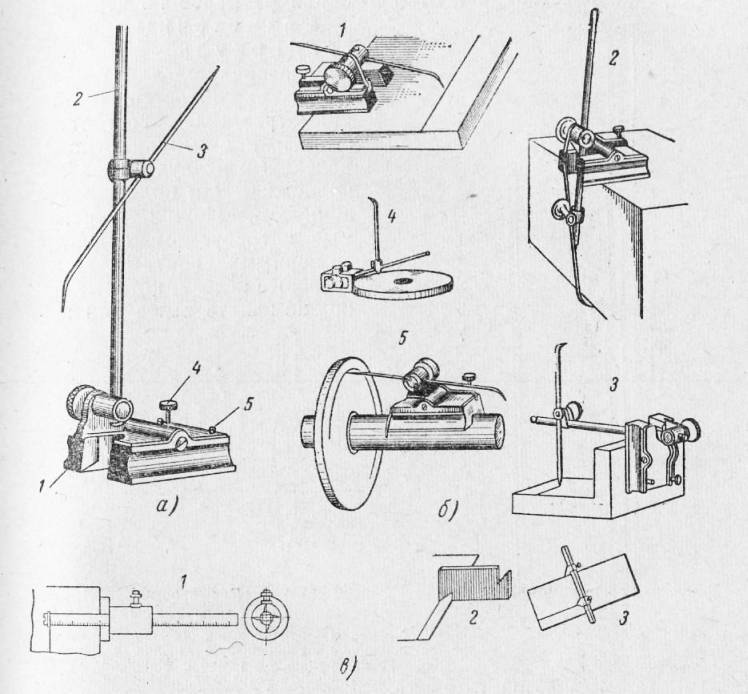
- Рейсмас – в основу рейсмаса взята чертика, но он имеет более сложную конструкцию, так как применяется для нанесения штрихов на вертикальной поверхности. Он обычно состоит из вертикальной стойки, с нанесенной метрической разметкой, и параллельной стойки с закрепленной чертилкой. Такой инструмент применяется при необходимости нанесения высокоточной разметки.
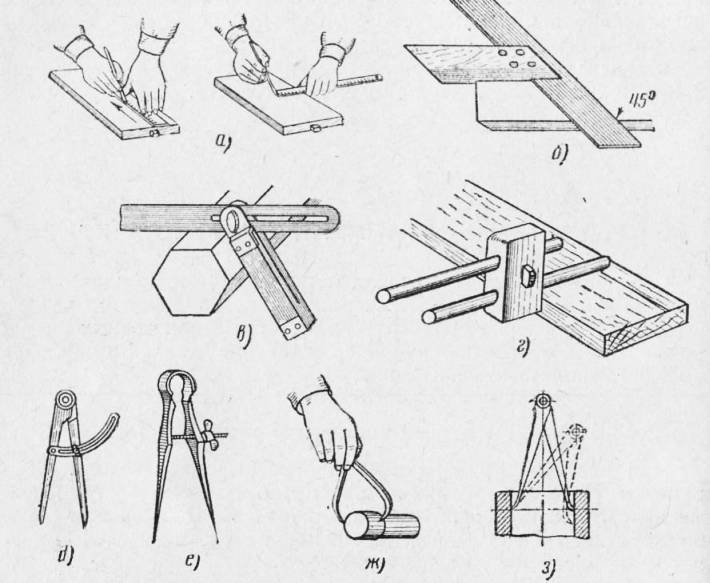
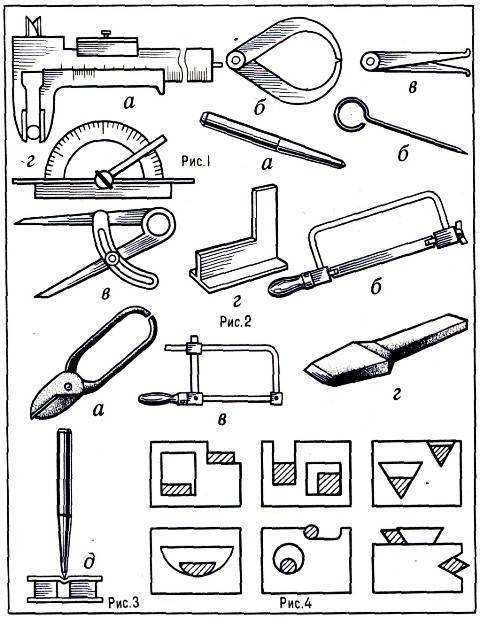
- Циркуль – незаменимый инструмент, необходимый для начертания окружностей, дуг, а также деления отрезков на отдельные равные части. Бывает двух видов: простой и пружинный. Простой позволят фиксировать ножки в определенном положении, отмеряя и выделяя отрезки нужной длины. Пружинный циркуль менее распространенный, но более точный. Также выделить такую разновидность как разметочный штангенциркуль.
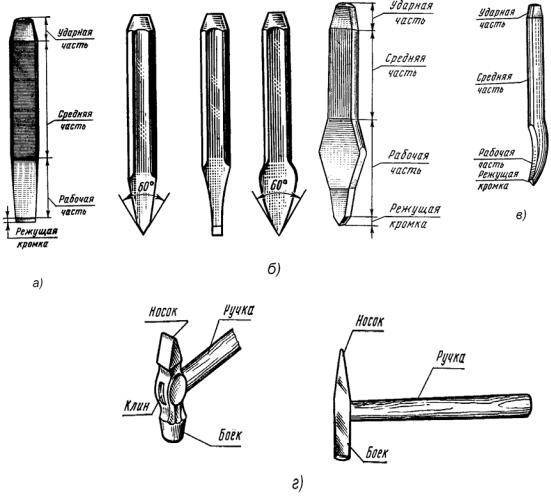
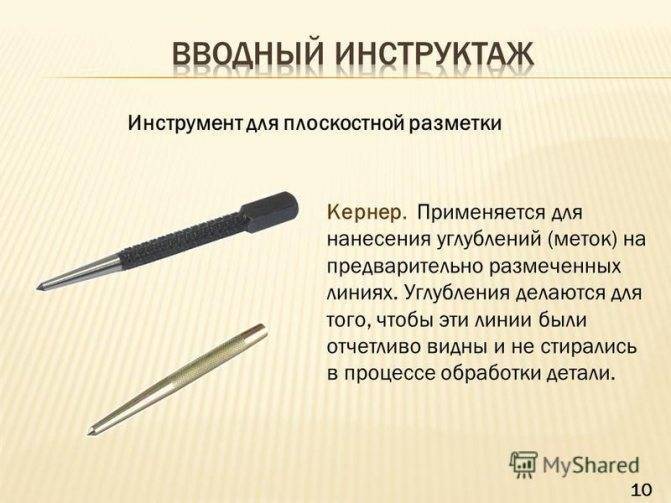
- Кернер – слесарный инструмент в виде стержня. Он применяется для нанесения керновых углублений, необходимых для деления окружностей на равные части. Одна его сторона заострена, именное ей проделываются отверстие, а другая плоская, по которой выполняется удар молотком. Полученное отверстие делает работу со сверлом проще, оно не скользит и находиться точно в центре.
Кернер обычно изготавливается из частично закаленной высокопрочной стали. Закалки подвергается заостренный стержень. Такой инструмент обычно имеет размер от 10 до 18 см.



Также существует автоматическая модель подобного инструмента, которая значительно упрощает работу с ним.
Для проделывания отверстия не нужно наносить удар молотком. Наиболее распространенным из таких является электрический. В его основе установлена катушка со стержнем внутри. При нажатии на острие, происходит замыкание цепи, в катушке возникает магнитное поле, под воздействием которых стержень ударяет по поверхности, создавая углубление.
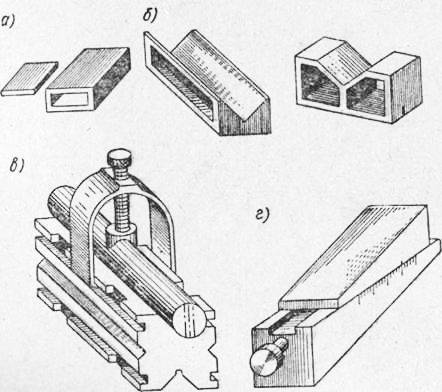
- Разметочная плита – чугунная поверхность, на которой устанавливаются детали и инструменты для разметки. Она не должна терять форму, прогибаться и наклоняться в процессе работы. На плите могут проделываться канавки, образующие равные квадраты. Такие канавки упрощают установку инструментов. Может производиться вместе с подставкой или устанавливаться на рабочем столе.
- Призма – представляет собой подставка с призматической выемкой. Она состоит из двух щечек, в форме призмы, между которыми устанавливается заготовка. Может устанавливается на винтовую опору. С ее помощью можно регулируется положение щечек, увеличивая или уменьшая расстояние между ними.
- Угольник с полкой – чаще всего применяется для плоскостной разметки, но также может применяться и пространственной. Он используется в случаях, когда есть необходимость выверенного расположения заготовки в разметочном приспособлении.
- Разметочные клинья – используются для регулировки высоты установки объекта с минимальными отклонениями.
- Домкраты – являются аналогами клиньев, и также позволяют точно регулировать высоту. Домкрат необходимо использовать в тех случаях, когда работа связанна с массивными заготовками.

Как дополнительное приспособление для разметочных работ применяется краска. Ее покрывается поверхность, чтобы разметочные штрихи были хорошо видны. Она подбирается таким образом, чтобы хорошо контрастировала с естественной поверхностью, даже при тусклом освещении.
Брак при разметке
Дефекты при нанесении плоскостной разметки оказывают негативное влияние на дальнейшие операции обработки заготовки и качество получаемых деталей. Если ошибки выявлены на ранних стадиях, то их можно устранить. В противном случае вся заготовка отбраковывается и является отходом производства.
Часто встречающиеся виды брака и причины их возникновения приведены в таблице.
| Брак | Причина возникновения |
| Ошибки в перенесении размеров | · неправильное чтение чертежа или искажение на нем размеров; · несоблюдение последовательности операций; · неправильное использование инструментов; · невнимательность разметчика |
| Погрешность установки размеров при использовании масштабной линейки | небрежность или отсутствие навыков у разметчика |
| Неправильное откладывание размеров на заготовке | · неверное определение баз; · неточность измерительного инструмента |
| Перекосы | · небрежное фиксирование заготовок, приводящее к их смещению; · износ разметочной плиты |
| Неточная установка приспособлений на поверхности заготовки | · невнимательность разметчика; · низкое качество подготовки поверхности |
Таким образом, плоскостная разметка – важная стадия производства металлических изделий. От ее точности зависит качество получаемой продукции.
Подготовка к разметке.
Перед разметкой необходимо выполнить следующее:
- · очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щёткой и др.;
- · тщательно осмотреть заготовку; при обнаружении раковин, пузырей, трещин и т.п., точно измерить их и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно); все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
- · изучить чертеж размечаемой детали, выяснить её особенности и назначение; уточнить размеры; определить базовые поверхности заготовки, от которых следует откладывать размеры в процессе разметки; при плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносятся в первую очередь; за базы удобно также принимать приливы, бобышки, платики.
Разметочные приспособления
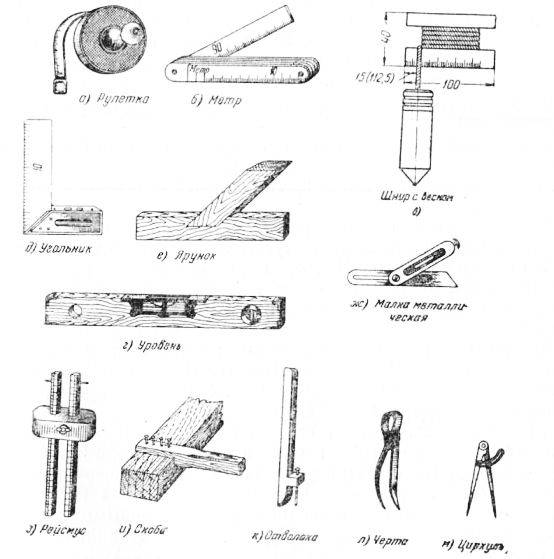
Одна из разниводностей приспособлений для разметки деталей — чертилки. Это заостренные стержни, служащие для нанесения рисок. Данный слесарный разметочный инструмент используется с направляющими инструментами. Выделяют несколько типов чертилок, среди которых наиболее распространены три следующих. Круглые варианты представлены стержнями с одним закаленным и заостренным концом и согнутым в кольцо вторым. Инструменты с отогнутым концом заострены с обеих сторон, а один из концов отогнут перпендикулярно стержню. К тому же средняя часть утолщена. Такие чертилки рассчитаны на разметку труднодоступных участков. Модели со вставной иглой по конструкции аналогичны часовым отверткам.
Рейсмасы рассчитаны на нанесение параллельных линий и проверку установки заготовки при пространственной разметки. Это приспособление представлено установленной на стойке с основанием чертилкой. Последнюю возможно расположить на стойке любым образом. Для точных работ служит штангенрейсмас со шкалой. Для обычных вариантов применяют масштабные линейки либо концевые меры длины для повышения точности.
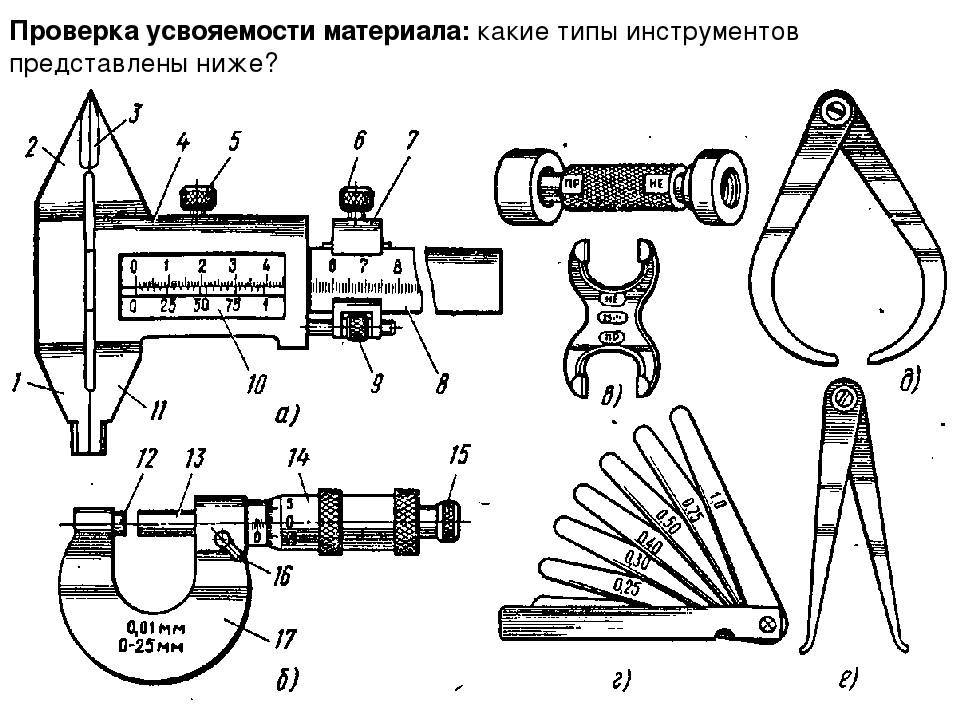
Разметочные циркули рассчитаны на перенос на заготовку линейных размеров, создание окружностей для изогнутых деталей вроде гребных винтов, деление углов и отрезков, измерение. Данные изделия, применяемые при разметке, представлены в обычном и пружинном вариантах. Первые имеют возможность фиксации ножек на размер, а вторые позволяют осуществить точную установку. В любом случае они оснащены дугой и винтом для фиксации ножек. Последние заострены и соприкасаются концами, а иглы закалены на протяжении 15-25 мм. Как и чертилки, циркули представляют инструменты для плоскостной разметки.

На особо точную разметку и нанесение больших окружностей рассчитан разметочный штангенциркуль. От обычного он отличается наличием микрометрического винта. Включает штангу-линейку с двумя ножками, снабженными закаленными сменными иглами. Подвижная ножка оснащена нониусом, а ее игла перемещается по шкале, обеспечивая возможность нанесения окружностей в различных вертикальных плоскостях.


Выше были рассмотрены инструменты для разметки металла.
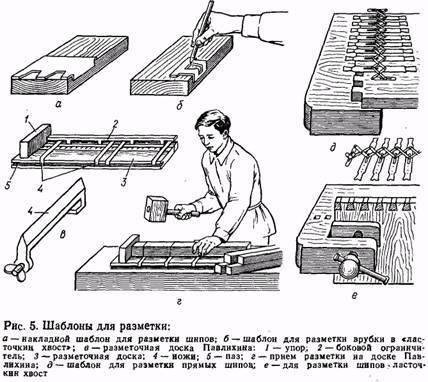
Отволока рассчитана на разметку деревянных деталей путем нанесения отметок на их края. Представлена деревянным бруском 40х5 см. На одном его конце размером в 1/5 часть установлена подвижная чертилка в виде иглы, острого штыря или гвоздя. Оставшаяся часть бруска имеет меньшую на 5-7 мм толщину.

Скоба рассчитана на разметку при создании проушин и шипов. Это деревянный брусок с выборкой в 1/4 на расстоянии в 1/3 от края с гвоздями, расположенными на взаимном удалении, равном толщине проушин либо шипов.
Рубанки
Рубанок — ручной деревообрабатывающий инструмент для строгания. С помощью рубанка придают нужную шероховатость поверхностям деревянных деталей, делают их плоскими и прямолинейными. Также рубанки используют для уменьшения размеров деталей и создания в них протяженных выемок различной формы. При каждом прохождении по поверхности этот инструмент срезает слой материала толщиной, определяемой величиной выдвижения резца, а также углом его наклона.
Наиболее необходимые в домашней мастерской рубанки — это торцевой рубанок для обрезки кромок древесины и фуганок для продольного строгания. Эти инструменты имеют ножи из высококачественной стали и регулирующие механизмы, которые регулируют величину снимаемого слоя дерева. Также можно дополнить набор инструментов шерхебелем для правки кромок длинных досок; зензубелем для вырезания пазов; столярным скобелем для вырезания и выглаживания криволинейных поверхностей.
Сверлильный и резьбонарезной инструмент столяра
Для сверления отверстий в древесине применяют:
- напарье и центровую перку – перьевое или ленточное сверло с деревянной ручкой. В центре режущей кромки перки имеется винтовая резьба;
- буравчик – небольшое сверло с конической режущей частью и резьбой;
- раздвижное сверло для сверления неглубоких отверстий большого диаметра, возле режущей части которого имеется выдвижная штанга с резцом на конце;
- коловорот – инструмент с патроном для зажима сверл, имеющий коленчатую конструкцию;
- ручную или электрическую дрель;
- сверлильный станок.
Сверла для древесины имеют шип или винтовую резьбу в центре режущей кромки для облегчения процесса сверления и выступы по краям режущей кромки для повышения гладкости стенок отверстия.
Пазы различной формы проделывают стамесками и долотами. Долото отличается от стамески наличием металлического кольца на конце ручки. Стамеска имеет более тонкое лезвие, применяется для выборки небольших пазов, снятия фасок. Долото служит для выдалбливания отверстий.
Для нарезания резьбы используют специальные плашки (вентильни), фрезы, метчики, токарные станки с соответствующей оснасткой. Резьбу по дереву нарезают с большим шагом, она имеет круглый или трапециевидный профиль.
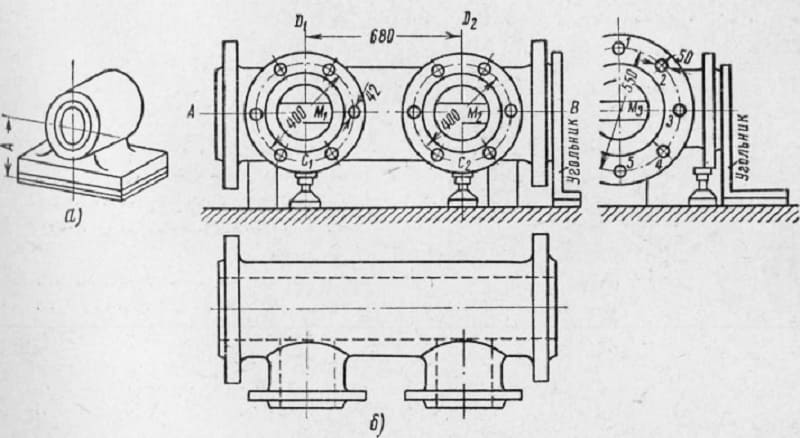
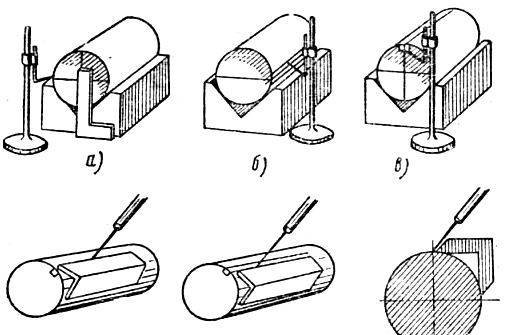
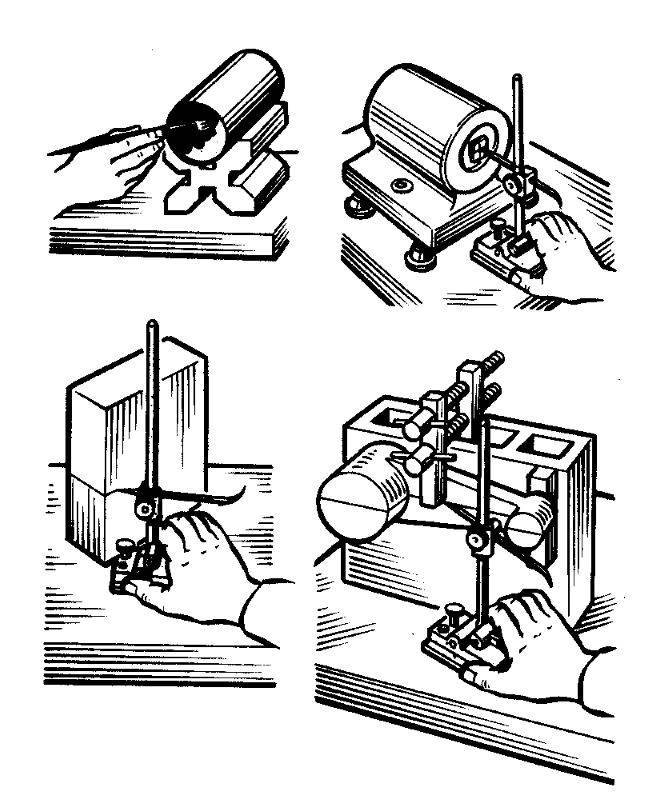
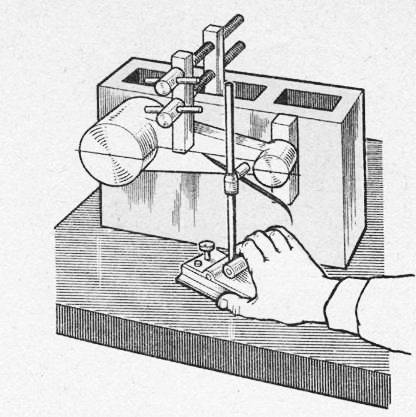
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной»
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Молотки
Молоток— один из древнейших инструментов, используемых человеком. Существует множество его модификаций. Молоток с закаленной головкой и круглым бойком предназначен для работы со слесарными зубилами и фасонной обработки металла. Молоток с изогнутым раздвоенным концом в виде захвата без усилий вытаскивает гвозди, но для разборки соединённых гвоздями конструкций лучше использовать модель с прямым раздвоенным концом. Молоток с поперечным вспомогательным бойком имеет прямой (тонический боек вместо гвоздодера и используется для направления гвоздя, который удерживается между пальцами. В уменьшенном варианте такой молоток идеален для крепления панельных шпилек. Для обработки листового металла, а также работ по дереву используется деревянный молоток с двумя головками (киянка) и сменными резиновыми и пластмассовыми набойками.
Для более тяжелых работ зубилом по дереву используют обычный деревянный молоток с квадратной головкой. Самые лучшие головки для гвоздодеров и молотков с круглым бойком делают из стальных поковок: они бесшовные и хорошо отполированы. Ручки молотков также различны по весу, самые распространенные — 450, 570 и 680 граммов.
§ 11. Общие понятия
Заготовки для деталей машин поступают на обработку в механические и слесарные цеха в виде поковок сортового металла. В зависимости от назначения деталей одни заготовки остаются необработанными, другие обрабатываются частично или полностью. При обработке с поверхности заготовки удаляется определенный слой металла, в результате уменьшается ее размер. Разность между размером заготовки до и после обработки является величиной припуска на обработку.
Чтобы знать, где и до каких размеров вести обработку, сначала заготовку размечают. Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий (рисок), определяющих контуры будущей детали или места, подлежащие обработке.
Разметку выполняют точно и аккуратно, потому что ошибки, допущенные при разметке, могут привести к тому, что изготовленная деталь окажется браком. Может быть и наоборот, неточно отлитую и поэтому забракованную заготовку можно исправить тщательной разметкой, перераспределив припуски для каждой размечаемой поверхности.




Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При точной разметке ее можно повысить до сотых долей миллиметра.
Разметка применяется преимущественно в индивидуальном и мелкосерийном производствах. На заводах крупносерийного и массового производства надобность в разметке отпадает благодаря использованию специальных приспособлений – кондукторов, упоров и т. п.
Виды разметки разделяют на три основные группы: машиностроительная, строительная, котельная и судовая. Разметка машиностроительная является самой распространенной операцией слесарной обработки. Котельная и судовая разметка имеют некоторые особенности, и им посвящена специальная литература.
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную).
Плоскостная разметка выполняется обычно на поверхностях плоских деталей, на полосовом и листовом материале, и заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Приемами плоскостной разметки нельзя разметить даже самое простое тело, если поверхности его не прямолинейны. При плоскостной разметке нельзя нанести горизонтальные риски на боковую поверхность цилиндра, перпендикулярные его оси, так как к ней нельзя приложить угольник и линейку. Но если бы и нашлась гибкая линейка, которую удалось бы обвить вокруг поверхности цилиндра, то нанесение параллельных рисок на цилиндр представило бы большие трудности.
Пространственная разметка, наиболее распространенная в машиностроении, по приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой.
подробно на сайте globalcolors.ru производство мастербатчей . СМС уведомления в Ижевске – у нас на сайте . резка труб под углом mnitek.ru/rezka-trub-i-profilya-pod-uglom/
Какие бывают названия у вспомогательных разметочных инструментов
В изготовлении предметов из дерева или металла часто приходится чертить разнообразные геометрические фигуры. Наиболее распространенными являются прямоугольники и окружности. Для формирования таких разметок придумано множество приспособлений.
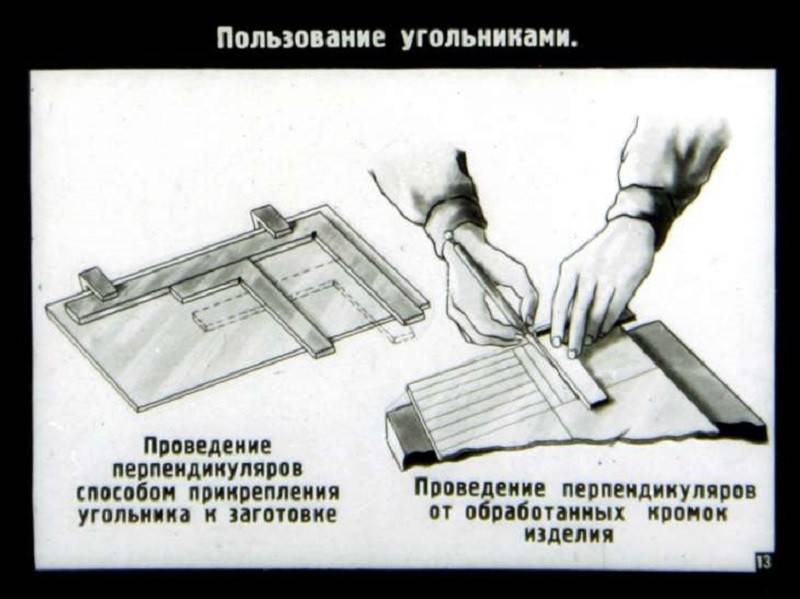
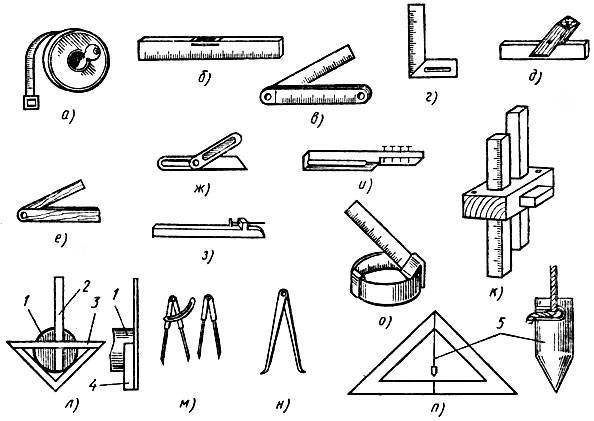
Угольники
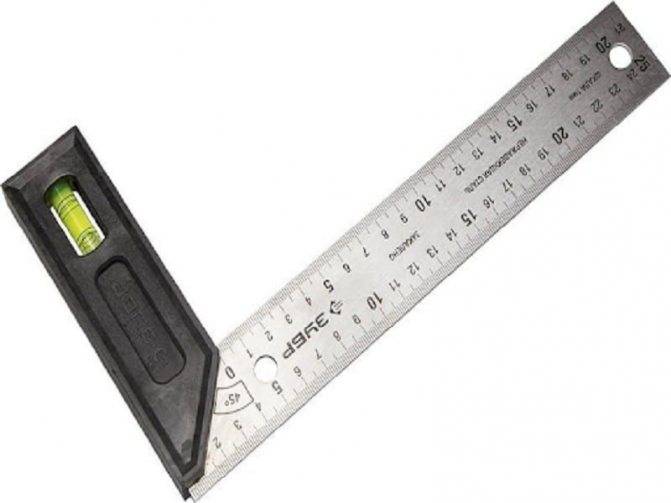
Все, кто сталкивался со строительством, обязательно пользовались гаджетом, позволяющим сделать перпендикуляр. Если на больших поверхностях правильнее будет применять формулу «3, 4, 5», то маленькие детали удобно метить столярным углом. Изделие имеет опорную выступающую кромку и линейку с размерами от упора и внешней точки. В металлообработке наряду с подобными моделями используются более точные приборы. При внешней простоте они дают возможность с очень маленькими погрешностями оценить близость граней к 90 градусам. Даже хранение таких невзрачных «железок» предусмотрено в специальном пенале во избежание попадания на них осадков и механического воздействия.
Центроискатель – транспортир

Правило геометрии, гласящее, что центр окружности к которой приложен угол, будет находиться на биссектрисе, положено в основу этого прибора. Чтобы найти середину, используют угольник с двумя опорными поверхностями и жестко выставленной средней линией. Пересечение 2 рисок дает точку вращения. Еще одна задача – поиск равноудаленного расстояния от края доски. Для этого применяется линейка с центральной отметкой и двумя ограничителями по кромкам. Перекрашивая устройство автоматически находится нужная середина.
Малка

Приспособление позволяет перенести лекальный угол на заготовку, а также частично выполняет функцию рейсмуса. Бывает часто совмещено с транспортиром. В основе имеет опорную поверхность и планку для нанесения разметочных точек.
Ерунок

После прямого угла наиболее часто используется наклон в 45°. Поэтому у столяра всегда было и есть в мастерской элементарное устройство для намечания таких линий. По сути это малка, сделанная под один угол.
Нутромер

Периодически возникает необходимость определения диаметра отверстия или ширину паза. Если линейка и штангенциркуль не позволяют сделать перенос размера, то выходом будет специальный циркуль. Он очень похож на обычный, но имеет выгнутые наружу точки касания. В токарном производстве применяется цифровой высокоточный аналог.
Складной метр

Это устройство на сегодняшний день почти вытеснило с производства всевозможные рулетки. Но часть мастеров и в наше время считают работу с таким измерительным предметом более удобной. Пожалуй главным преимуществом является долговечность. Деревянный аналог популярен еще тем, что позволяет производить замеры об опору.
Интернет-аукцион Старина
Интернет-аукцион Старина
Все с рубля!
- Зачем регистрироваться?
- Как покупать?
- Как продавать?
- Частые вопросы
Корзина
Продать
Регистрация Недавние
Лоты
Разделы Поиски Избранные
Лоты
Разделы Поиски
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
Лоты Разделы Поиски Покупаю Торгуюсь сейчас Я купил Не купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Сделки Завершенные торги Пополнить счет Спрос Настройки продавца Мой магазин Активация Настройка
Торгуюсь сейчас Я купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Продать В продаже Сделки Завершенные торги Пополнить счет Спрос Настройки продавца
| Добро пожаловать на интернет-аукцион Старина Используйте тематические разделы слева, строку поиска сверху или метки справа для поиска лотов. Хотите узнать больше?
Рекомендованные лоты: (показать все) 150 р СССР БЗ малый лист проект Венера- Галлей 1500 р Старинная пластинка Сирена Гранд Р. Пожар Московский Косаткин Солнце всходит и… хор Варшавского 140 р Тракторист-Машинист 1 класс тяжелый -УНЦ неврученка 1976 года. цена за 1 шт.030219-96 80 р 1969 год. 52-я годовщина Великой Октябрьской социалистической революции! Блок Квартблок! 4500 р Маленькая балерина Машенька фигурка фафоровая ЛФЗ 12 р Открытка почтовая не стандартная Китай — магазины 69 р Киплинг Р. Откуда взялись броненосцы. Сказка. Худ. Н. Чарушин. М. Малыш. 1989г. (Б3683) 30 р Зарубин. Открытка.Подписана. С праздником! 8марта. Заяц. Букет. Цветы. 100 р Значок Вологодская роспись Отличный из коллекции № А/2 59 р 2012 Гвинея Персоналии Пол Маккартни СОСТОЯНИЕ ИДЕАЛЬНОЕ 750 р 1946 СССР, Разновидность сдвиг рамки, абкляч, 25 лет первой марке СССР, состояние гаш. 300 р РОССИЯ 2020 С НОВЫМ ГОДОМ 1 МАЛЫЙ ЛИСТ (БЛОК ИЗ 4 МАРОК) В ПАПКЕ КУПИТЬ! (6)
|





Дополнительное оборудование
Для работы с древесиной потребуется верстак. Его оснащают упорами, бортиками, углублениями для инструментов, зажимным столярным инструментом. Для установки упоров в рабочей доске сверлят сквозные отверстия.
По краям верстака крепят двое тисков для фиксации длинных деталей. Дополнительным инструментом для крепления деревянных изделий служат струбцины. Они используются при склеивании, одновременном просверливании нескольких деталей.
Топор считается основным инструментом плотника. Им выполняют первичную обработку древесины. Для забивания гвоздей понадобится молоток и добойник – металлический стержень, один конец которого заточен на усеченный конус. Для соединения деталей «шип в паз» используют киянку – массивный деревянный молоток. Нелишним в столярной мастерской окажется точило для заточки топоров, ножей, стамесок.
За многовековую историю человек придумал множество приспособлений для обработки древесины. Оснастка плотника может состоять из нескольких десятков инструментов и постоянно пополняется новыми устройствами.
Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:





- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.
Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).
Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.





