

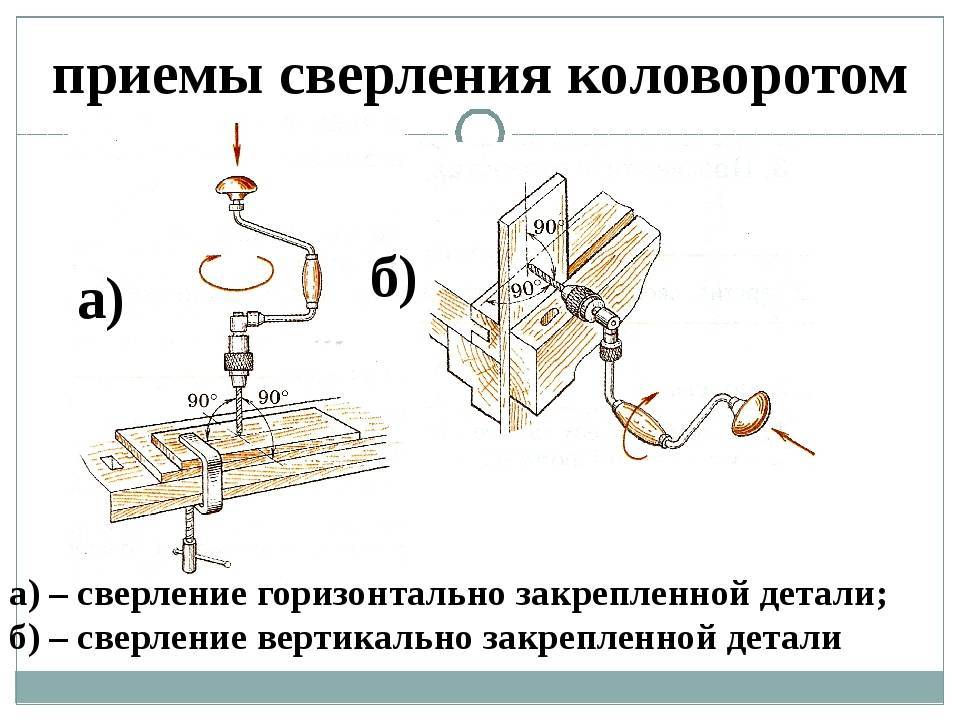
Дрельсвоими руками
Лучше всего подходят для этой операции малогабаритные ручные дрели, подобие которых есть вариант сделать без помощи других. Для этой цели к жесткой оси, в какой требуется может являться железной или древесный стержень, привязывается сверху два шнурка и ручка, а снизу – заточенный гвоздик. В течении стержня нужно закрепить тяжкий маховик, который будет делать роль инерционного аккумулятора. Для способности привести этудрельв действие, шнурки вручную накручивают на стержень, и позже, установив в {подходящий место гвоздик, нажимают на ручку. Стержень вертится и гвоздик сверлит, давление на ручку прекращают, когда шнурки полностью раскручиваются. Маховик вертится автоматом и опять накручивает их на стержень, и далее останавливается и нужно снова нажимать на ручку. Вязкие породы древесины такому сверлу бывают варианты не поддаться, так как сверло будет увязать и замедлять вращение.
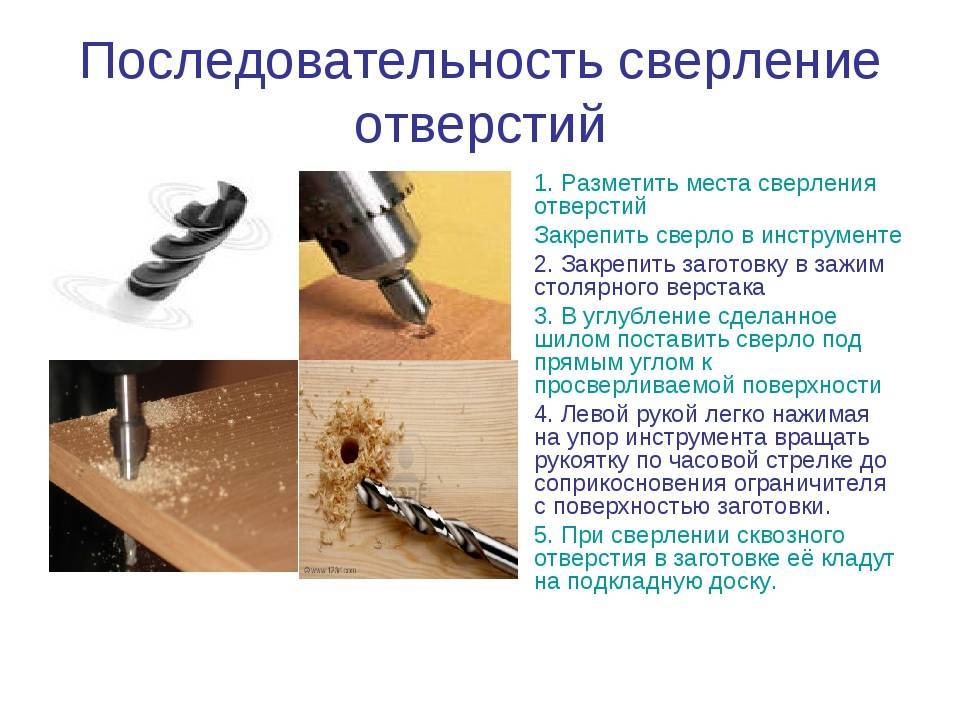
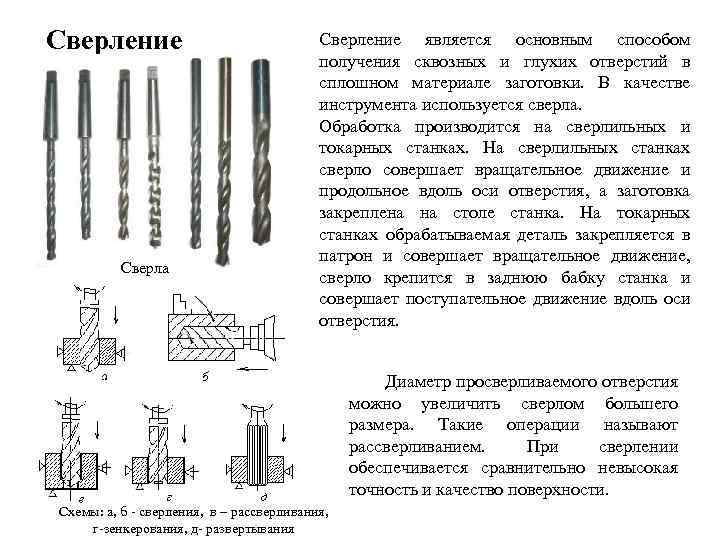
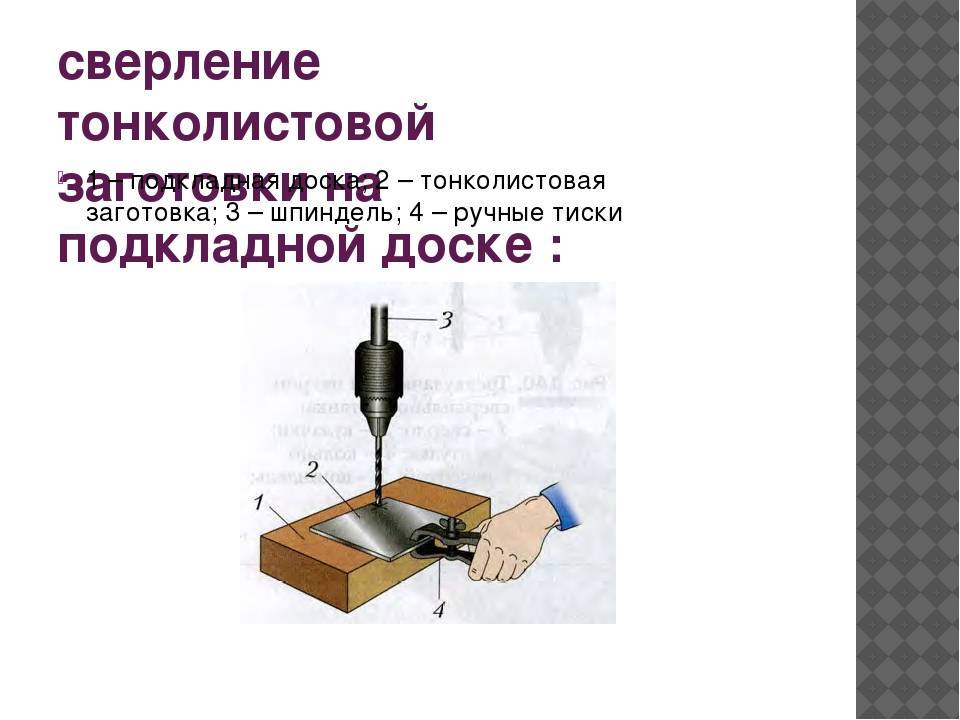
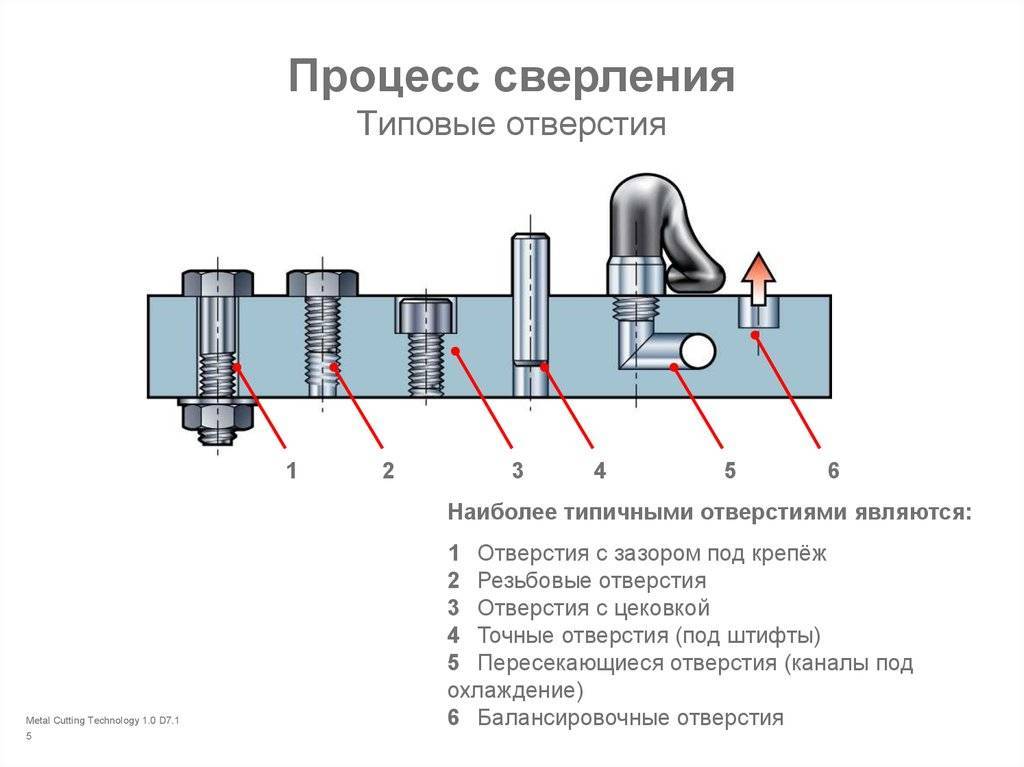
Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
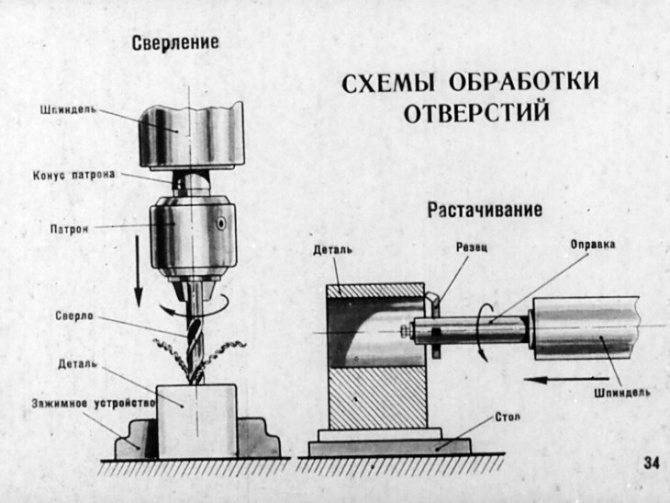
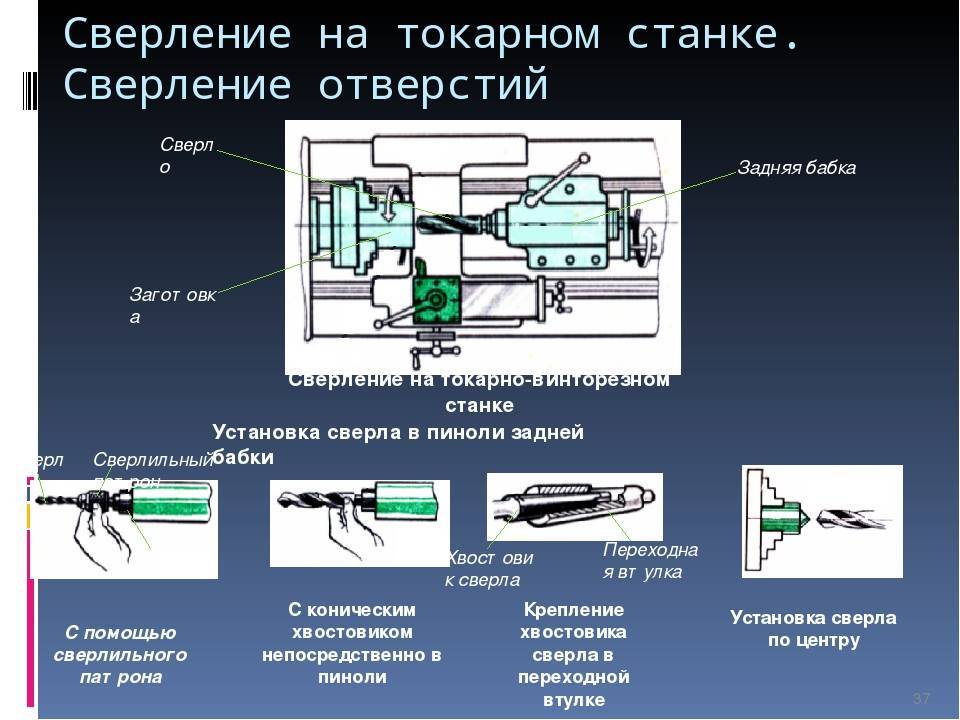
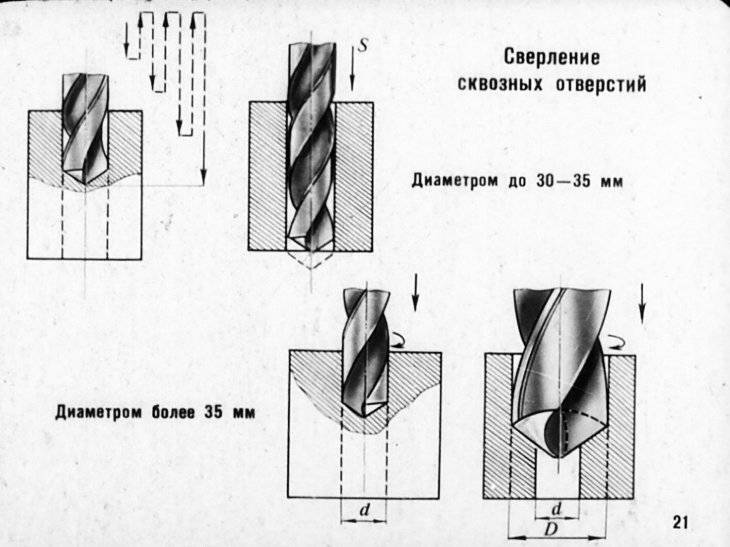
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.
Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).
Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.
Выполнение работ повышенной сложности
Особенную осторожность во время прорезки отверстий под коммуникации следует соблюдать при работе со сложными материалами, такими например, как кафельная плитка. Из-за достаточной хрупкости данного материала буравить в ударном режиме ее нельзя
Если требуется проделать дырку достаточно большого размера, вам пригодится знание некоторых приемов:
- для работы с такими материалами нужны специальные алмазные коронки, которые используют для сверления на малых оборотах;
- для просверливания отверстия вам может пригодиться такое приспособление, как балеринка;
- во избежание соскальзывания алмазной насадки или балеринки с гладкой, покрытой твердой глазурью, поверхности, в месте работы желательно предварительно немного соскрести напильником глянцевый слой, либо наклеить малярный скотч, чтобы не повредить остальную плитку.

Однако есть и альтернативный способ работы с кафельным покрытием пола. Хотя он и более дешевый, тем не менее, риск повредить материал намного выше. В данном случае в поверхности плитки с помощью 3-4 мм сверла проделывают по окружности несколько отверстий
Участки между дырками начинают осторожно разбивать хорошо заточенным зубилом и молотком, формируя таким способом отверстие. Для получения точного размера отверстия, края плитки стесывают все тем же зубилом
Отверстие в металле без сверла
Чтобы просверлить нетолстый металл или пластик, понадобится отвертка и саморез с режущей головкой. Он бывает разной длины, лучше брать короткий.



- Разметьте на поверхности точку, где будете сверлить.
- Вставьте саморез в отвертку и аккуратно вкрутите его насквозь
- При этом придавливайте его, чтобы острие врезалось в заготовку и проткнуло ее.
Операция займет всего несколько минут, и проход готов. Этим саморезом можно прорезать несколько проемов, затем его нужно заменить.
Также эти инструменты подходят для сверления отверстий в дереве. Сначала необходимо вкрутить небольшой саморез, а затем диаметром побольше.
Сверла с самоцентрированием
Другой устаревшей практикой является использование точечного сверла под углом 90 градусов с меньшим диаметром для пилотного отверстия. Отверстие меньшего диаметра, просверленное немного смещено от центра, легче исправить, чем большее, в то время как острый угол помогает сверлу быстро и легко проникнуть в деталь. Однако большинство станков с ЧПУ позиционируются достаточно точно, чтобы диаметр контрольного сверла соответствовал диаметру основного сверла.
Фактически, большинство сменных сверлильных наконечников имеют самоцентрирующиеся наконечники с точечным углом менее 90 градусов. В результате пластина может воздействовать на большой диаметр отверстия до точки самоцентрирования. Использование одного и того же диаметра пластины и точечного угла гарантирует, что более длинное сверло будет идеально входить там, где остановлено центровочное сверление.
Режимы резания при сверлении
Процесс сверления протекает в более тяжелых условиях, чем точение. В процессе резания затруднен отвод стружки и подача охлаждающей жидкости в зону резания. Стружка дополнительно трется о поверхность канавок сверла, а ленточки сверла – об обработанную поверхность. Выделяемое при резании количество теплоты в основном поглощается режущим инструментом и заготовкой. Особенно это заметно при сверлении отверстий в материалах с низким коэффициентом теплопередачи (например, пластмассы, бетон). При обработке этих материалов до 95 % выделяемой теплоты поглощается сверлом, и если не использовать охлаждение, происходит оплавление режущих кромок сверла.
Скорость резания по сечению сверла не постоянна, она уменьшается от периферии сверла к его центру. Следовательно, по сравнению с точением при сверлении увеличены деформации срезаемого слоя и стружки трение (пары «сверло – заготовка», «стружка – сверло», «стружка – заготовка»); необходимо занижать скорость резания на 30–60 %.
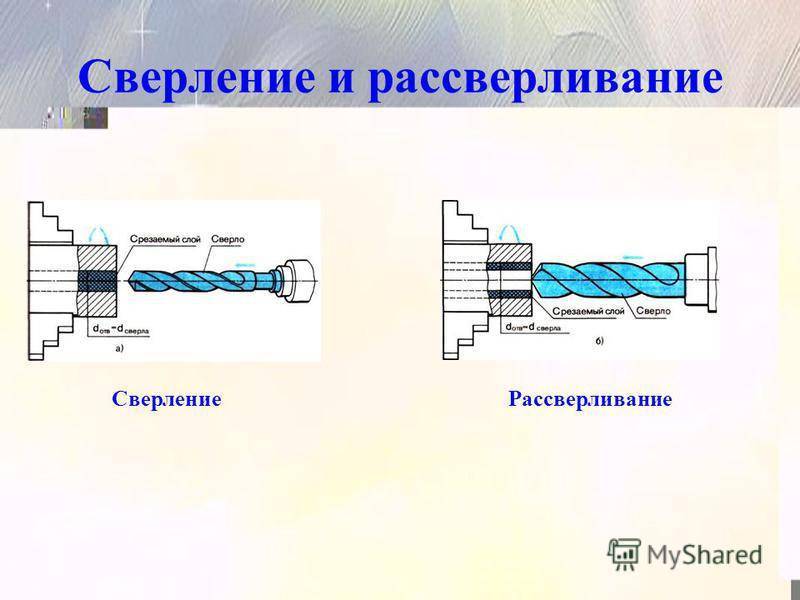
За скорость резания V, м/мин, при сверлении принимают окружную скорость наиболее удаленной точки режущего лезвия. При назначении скорости движения подачи различают подачу минутную Sм, подачу на оборот Sо и подачу на зуб Sz. За глубину резания t, мм, принимают половину диаметра сверла (при сверлении отверстия в сплошном материале) или половину разницы между диаметром обработанного отверстия и заготовки (при рассверливании, зенкеровании и развертывании):
V = πDn / 1 000; S м= nSо = nSzt; tc= 0,5D; tp= 0,5(D – d),
где D – наружный диаметр сверла (диаметр обрабатываемого отверстия), мм; n – частота вращения шпинделя станка, об/мин; z – число зубьев; d – диаметр отверстия в заготовке, мм.
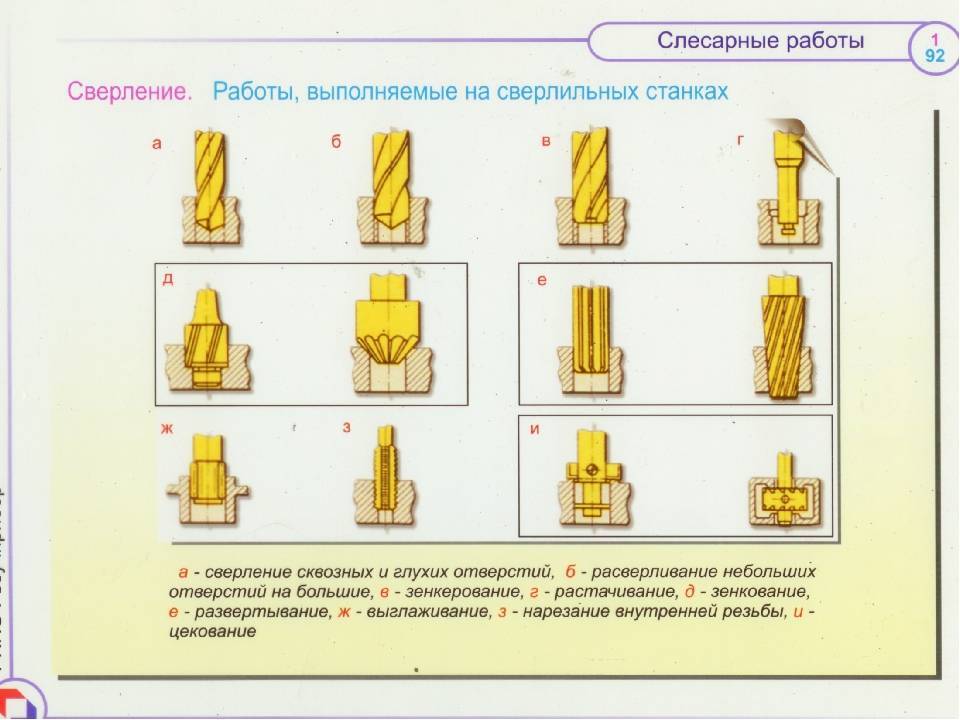
Зенкерование

Названием «зенкерование» именовали механическую обработку резанием проделанных ранее отверстий. Его основной целью является придание отверстию нужной формы и избавление от различных дефектов, а также увеличение точности (вплоть до VIII квалитета), уменьшение показателя шероховатости (Ra 1,25 и менее).
Если отверстие не особо большое, то подобную обработку делают на обычном настольном станке, а если нужно обработать отверстие побольше, то это проще сделать на спецоборудовании на фундаменте.
Отдельно отметим, что про ручное оборудование использовать нет смысла. С ним попросту невозможно добиться нужных показателей.
У «зенкерования» есть 2 подвида, такие как зенкование и цекование.
Во время зенкерования отверстий нужно придерживаться ряда правил:
- Сверление зенкерование производятся во время одного подхода. Зенкерование нужно производить после окончания сверлильных работ, не вынимая детали из станочных креплений. По сути, в ходе одного «подхода» производят обработку детали двумя инструментами.
- Во время зенкерования отверстий, не подвергавшихся обработке, в деталях корпусов нужно надежно и прочно фиксировать деталь.
- При выборе размера припуска обязательно нужно делать это согласно специальным таблицам.
- Зенкерование нужно делать в том же режиме работы станка, как и сверление перед ним.
- Правила охраны труда соблюдать нужно аналогичные тем, что используются при сверлильной обработке.
Осторожность — добродетель
При сверлении глубоких отверстий наращивание до полной скорости и подач может создать проблемы безопасности и поставить под угрозу работу.Таким образом, многие из стандартных рекомендаций по универсальным сверлам T-A можно обобщить в одной фразе: осторожно подходите к пилотному отверстию. Приближение к уже существующему отверстию осторожно помогает избежать образования рубцов или повреждений
Это позволяет полям сверла взаимодействовать с материалом до того, как вы наберете скорость. Отверстие начинает действовать как втулка, которая удерживает сверло в центре и обеспечивает качество деталей
Приближение к уже существующему отверстию осторожно помогает избежать образования рубцов или повреждений. Это позволяет полям сверла взаимодействовать с материалом до того, как вы наберете скорость
Отверстие начинает действовать как втулка, которая удерживает сверло в центре и обеспечивает качество деталей.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.





На что обратить внимание при выборе?
Выбирая ударный шуруповерт следует помнить, что важны все детали. Характеристики для этого инструмента отличаются от остальных шуруповертов.
Самое первое – это тип питания. Есть пневматические ударные модификации, но они нужны только на специфических площадках, типа СТО. А вот на аккумуляторных и сетевых можно остановиться подробнее.
Сетевой вариант подойдет для работы в помещениях, при условии наличия источника электропитания. Так как ударный шуруповерт настроен работать на большой мощности и скорости, нужно оценить качество кабеля. Он должен быть достаточно толстый и хорошо изолирован.
Популярностью пользуются аккумуляторные модели
С аккумуляторными моделями немного проще. Больше выбора, да и модификаций немало. И здесь нужно сразу определиться с выбором аккумуляторной батареи. Производители на этот счет предлагают несколько типов, но остановиться можно на двух, самых распространенных:
- Литий-ионные. Сочетают в себе большую емкость и малый вес. Недолговечны при низких температурах, но способны быстро заряжаться. Минус ударных шуруповертов с такой батареей – это дорогой ценник.
- Никель-кадмиевые. Дешевые и морозостойкие, но тяжелые по весу и вредные для экологии. Для зарядки такой батареи, необходимо, чтобы она была полностью разряжена, иначе эффект будет нулевой.
Мощность двигателя не должна быть запредельной. Для домашнего и профессионального использования хватит 500-700 Вт. При более высокой мощности, ударный шуруповерт будет тяжелым и придется еще и переплатить.
Важный фактор при выборе – это крутящий момент. Желательно, чтобы в ударном шуруповерте был высокий крутящий момент. А если еще в модели есть регулировка момента, то на таком варианте можно остановиться.
Усиление композитными материалами
Благодаря новейшим разработкам в области технологии укрепления несущих конструктивных элементов зданий и сооружений, появилась возможность производить усиление плит перекрытия углеводородными волокнами (углеволокно) и углеводородным пластиком (углепластик), что является самым эффективным методом внешнего армирования.
Преимущества композитных материалов:
- Эксплуатационные возможности здания намного увеличиваются;
- Эти материалы высокопрочные и способны противостоять любым агрессивным средам;
- С их помощью можно сохранить первоначальное сечение изделий из железобетона;
- Углепластик и углеволокно идеальны для усиления несущих элементов зданий;
- Эти материалы используются при установке обойм из бетона или металла;
- Время, требуемое на проведение ремонтных работ, значительно сокращается;
- Применение композитных материалов позволяет зданию выдерживать гораздо большие нагрузки, в несколько раз превышающие нормы, заложенные при его проектировании;
- Зачастую только использование углеволокна или углепластика позволяет сохранить здание, что используется при восстановлении памятников старины;
- Композитные материалы обеспечивают значительно большую сейсмоустойчивость зданий;
- Выпускаются в виде холстов или ленты шириной 300-600 мм и длиной 50 м, уложенной в рулоны.
Укрепление пустотных плит
На качество усиления конструкций композитами влияет состояние основания и качество его подготовки.
Холсты из углеволокна эффективны на тех участках, где действуют растягивающие напряжения. Внешнее армирование производится с помощью приклеивания к поверхности плиты или вклеивания в предварительно подготовленные проемы и трещины, которые предпочтительно делать таким образом, чтобы обеспечить минимальное нарушение целостности сечения железобетонного изделия.
Усиление можно сделать незаметным, сохраняя первоначальный вид перекрытия. Простота технологии укрепления несущих конструктивных элементов здания с помощью композитных материалов позволяет значительно ускорить ремонтные работы. Использование углеволокна позволяет снизить финансовые расходы, так как отпадает необходимость бетонирования, устройства отверстий, монтажа арматурных каркасов.
Обработка цилиндрических поверхностей
относится к числу самых простых операций по выбору типа инструмента, расчету режимов резания и программированию обработки. Точение — это комбинация двух движений — вращения заготовки и перемещения инструмента. В случае обработки цилиндрических поверхностей подача инструмента производится вдоль оси вращающейся заготовки, таким образом производится съем припуска металла, то есть обработка диаметра заготовки. Разновидностью наружного точения являются обработка ступенчатых валов с помощью проходных упорных и подрезных резцов.
На станках с ЧПУ оптимизация процесса точения происходит в направлении повышения скорости и возможности проведения обработки несколькими инструментами за один установ, что позволяет в одном цикле производить как черновую, так и чистовую обработку
Также важно повышение контроля процесса точения, что в конечном итоге сказывается на качестве обрабатываемых деталей и надежности всей работы
При токарной обработке цилиндрических поверхностей на станках с ЧПУ высокая точность точения достигается благодаря жесткости системы, современному режущему инструменту и различным системам контроля процесса обработки.
Для обеспечения жесткости системы станок-инструмент-деталь применяют следующие способы крепления заготовки:
1. при обработке в патроне — уменьшение вылета заготовки (современные токарные станки имеют увеличенное отверстие в шпинделе)
2. при обработке длинных и тяжелых деталей — фиксация в центрах передней и задней бабки. В пиноль, как правило, вставляют вращающийся центр и им поджимают заготовку. Поводковая планшайба передает крутящий момент от шпинделя токарного станка изделию.
2.Закрепление деталей со сравнительно небольшой длиной в трех- или четырехкулачковом токарных патронах. Длинные заготовки также могут закрепляться в патроне шпинделя, а их консольная часть при резании поддерживается люнетом. Люнет устанавливается на направляющие станины или суппорт.






3.Применяют комбинированное (1 и 2) закрепление обрабатываемых изделий.
4. К технологическим приемам часто относят возможности управления шпинделем станка на околорезонансных частотах (управляемый колебательный разгон-торможении шпинделя).
Эффективное выполнение различных токарных операций требует применения специально разработанного инструмента. Подробно о токарном инструменте рассказано в статье:
К наиболее известным и распространенным системам контроля процесса обработки можно отнести станочные датчики контроля режущей кромки инструмента. Учет времени резания каждым инструментом и автоматическая смена на резервный инструмент.
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.

Процесс сверления каленой стали
Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.
Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).
Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.



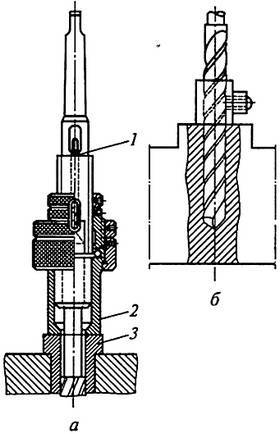
Особенности работы с инструментом
Принцип работы с круговым сверлом прост. Центрирующим сверлом засверливают отверстие, а дальше в работу включаются резцы. Они постепенно проделывают узкую канавку, постепенно прорезая материал по кругу на всю глубину.
Материалы, используемые в работе с балеринкой разнообразные: дерево, ДВП, ДСП, МДФ, гипсокартон, пластик. Общий один момент — толщина детали должна быть не более 15-20 миллиметров. Этот параметр ограничен длиной резцов. Обычно производитель указывает максимальную глубину сверления на упаковке. При попытке сверлить материал большей толщины могут возникнуть проблемы с рваными краями.
Для применения инструмента с одним резцом характерно биение. Это вызвано отсутствием балансировки относительно продольной оси сверления. Особенно биение будет ощущаться при резке отверстий большого диаметра. Вырезать отверстия с помощью дрели следует на малых или средних оборотах. При работе на сверлильном станке таких проблем не возникает.
Также неудобство при работе может доставить ламинированная или шпонированная поверхность. После прохождения декоративного слоя сверление проходит без проблем.
Особенностью кругового сверла можно считать возможность регулировки диаметра. Расстояние между резцами может быть выставлено по шкале на штанге или более точно с помощью штангенциркуля. Это удобно если нужно сделать отверстие без зазоров под трубу или круглую деталь.
Разнос резцов относительно центра регулируется по отдельности. Необходимо как можно точнее выставлять режущие части. Это избавит от лишних усилий во время работы и продлит срок службы инструмента.
Наше предложение
предлагает услуги сверления металла любой сложности. Обращаясь к нашим специалистам, вы можете быть уверены в том, что все операции будут произведены на специальных сверлильных станках высокопрофессиональными рабочими. Наше оборудование позволяет осуществлять обработку любого металла и выполнять отверстия диаметром до 40 миллиметров. Кроме того, мы имеем партнерские отношения с ведущими профильными компаниями, а значит, всегда можем предложить альтернативные товары и услуги. Мы гарантируем сжатые сроки выполнения заказа и разумные цены на сверление отверстий в металле.
Стоимость наших услуг отражена в таблице на странице. Если ваш заказ является нестандартным, свяжитесь с нашим менеджером для уточнения нюансов его исполнения.
Зенкерование
При помощи зенкерования, выполняемого с использованием специального режущего инструмента, решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья, штамповки, ковки или посредством других технологических операций:
- приведение формы и геометрических параметров имеющегося отверстия в соответствие с требуемыми значениями;
- повышение точности параметров предварительно просверленного отверстия вплоть до восьмого квалитета;
- обработка цилиндрических отверстий для уменьшения степени шероховатости их внутренней поверхности, которая при использовании такой технологической операции может доходить до значения Ra 1,25.

При зенкеровании прикладывается меньшая сила реза, чем при сверлении, и отверстие получается более точное по форме и размерам
Если такой обработке необходимо подвергнуть отверстие небольшого диаметра, то ее можно выполнить на настольных сверлильных станках. Зенкерование отверстий большого диаметра, а также обработка глубоких отверстий выполняются на стационарном оборудовании, устанавливаемом на специальном фундаменте.
Ручное сверлильное оборудование для зенкерования не используется, так как его технические характеристики не позволяют обеспечить требуемую точность и шероховатость поверхности обрабатываемого отверстия. Разновидностями зенкерования являются такие технологические операции, как цекование и зенкование, при выполнении которых используются различные инструменты для обработки отверстий.

Зенкеры конусные по металлу
Специалисты дают следующие рекомендации для тех, кто планирует выполнить зенкерование.
- Зенкерование следует проводить в процессе той же установки детали на станке, при которой осуществлялось сверление отверстия, при этом из параметров обработки меняется только тип используемого инструмента.
- В тех случаях, когда зенкерованию подвергается необработанное отверстие в деталях корпусного типа, необходимо контролировать надежность их фиксации на рабочем столе станка.
- Выбирая величину припуска на зенкерование, надо ориентироваться на специальные таблицы.
- Режимы, на которых выполняется зенкерование, должны быть такими же, как и при осуществлении сверления.
- При зенкеровании должны соблюдаться те же правила охраны труда и техники безопасности, как и при сверлении на слесарно-сверлильном оборудовании.
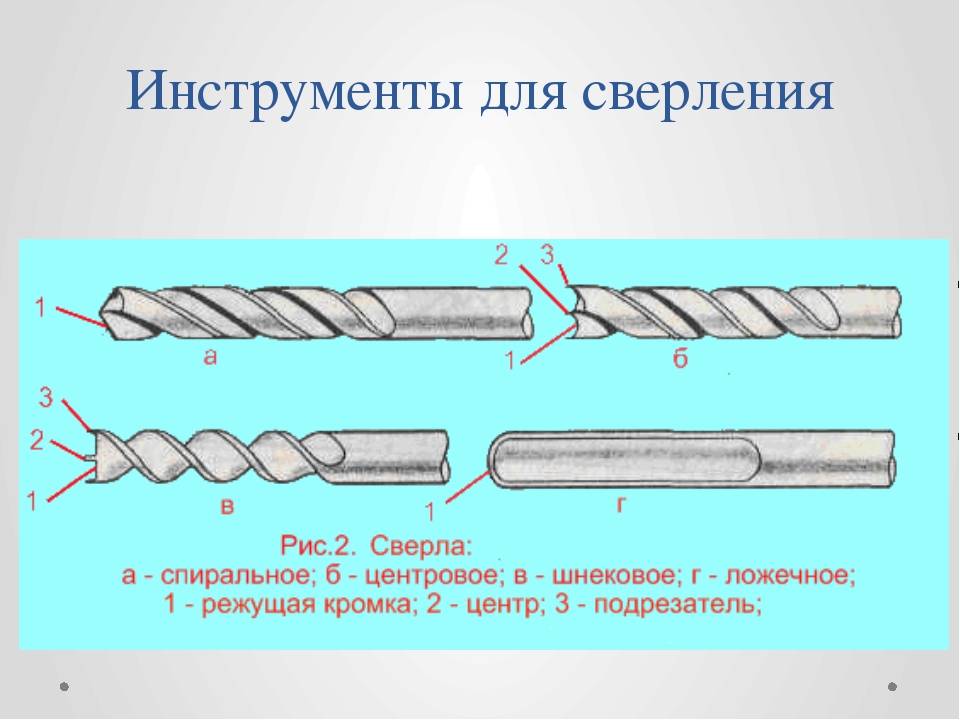
Инструменты, приспособления, сверла
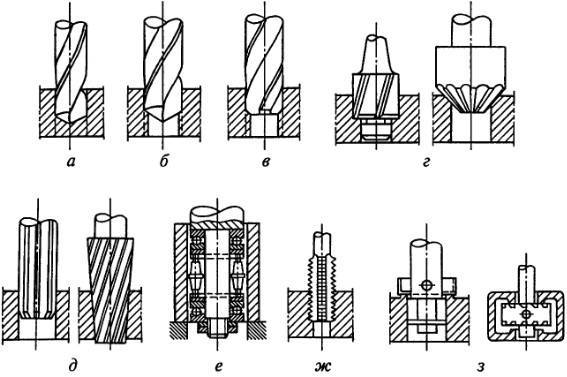
Различают сверла:
- спиральные (наиболее распространённые);
- винтовые;
- коронки;
- конусные;
- перовые и т. д.
Производство свёрл различной конструкции нормируется многочисленными ГОСТами. Свёрла до Ø 2 мм не имеют маркировку, до Ø 3 мм — на хвостовике указано сечение и марка стали, большие диаметры могут содержать дополнительную информацию.
Свёрла отличаются не только диаметром, но и длиной — производятся короткие, удлинённые и длинные
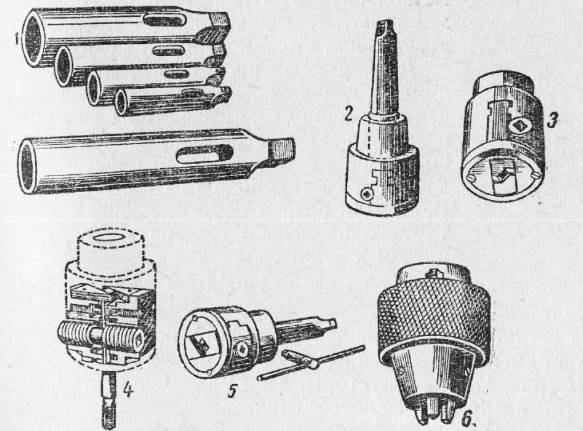
Важной информацией является и предельная твёрдость обрабатываемого металла. Хвостовик свёрл может быть цилиндрическим и коническим, что следует иметь в виду при подборе сверлильного патрона или переходной втулки
1. Сверло с цилиндрическим хвостовиком. 2. Сверло с коническим хвостовиком. 3. Сверло с мечиком для резьбы. 4. Центровое сверло. 5. Сверло с двумя диаметрами. 6. Центровочное сверло. 7. Коническое сверло. 8. Коническое многоступенчатое сверло




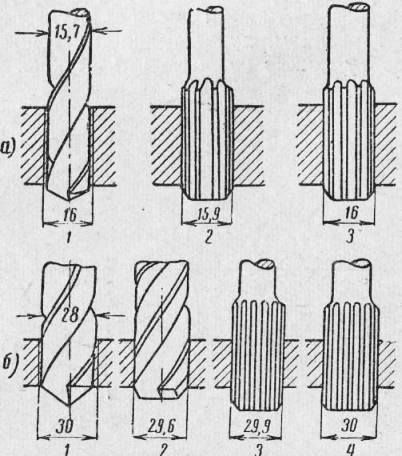
Для некоторых работ и материалов требуется выполнение специальной заточки. Чем твёрже обрабатываемый металл, тем острее должна быть заточена кромка. Для тонколистового металла обычное спиральное сверло может не подойти, понадобится инструмент со специальной заточкой. Подробные рекомендации для различного типа свёрл и обрабатываемых металлов (толщина, твёрдость, тип отверстия) достаточно обширны, и в этой статье мы их рассматривать не будем.
Различные типы заточки сверла. 1. Для жёсткой стали. 2. Для нержавеющей стали. 3. Для меди и медных сплавов. 4. Для алюминия и алюминиевых сплавов. 5. Для чугуна. 6. Бакелит
1. Стандартная заточка. 2. Свободная заточка. 3. Разбавленная заточка. 4. Тяжёлая заточка. 5. Раздельная заточка
Для закрепления деталей перед сверлением используют тиски, упоры, кондукторы, уголки, прихваты с болтами и другие приспособления. Это не только требование безопасности, так на самом деле удобнее, и отверстия получаются более качественные.
Для снятия фасок и обработки поверхности канала пользуются зенковкой цилиндрической или конической формы, а для наметки точки под сверление и чтобы сверло «не соскочило» — молоток и кернер.
Совет! Лучшими свёрлами до сих пор считаются выпущенные в СССР — точное следование ГОСТ по геометрии и составу металла. Хороши и немецкие Ruko с титановым напылением, а также свёрла от Bosch — проверенное качество. Хорошие отзывы о продукции Haisser — мощные, как правило, большого диаметра. Достойно показали себя свёрла «Зубр», особенно серии «Кобальт».
Как создать отверстие крупного размера
 Для некоторых работ в строительстве придётся создавать большие по диаметру отверстия. К примеру, для монтирования розеток, коробов и распределения всей проводки вентиляции. Можно сделать несколько небольших дырок, а после соединить их, используя для этого зубила, но в этом случае у самого отверстия будут не совсем ровные края.
Для некоторых работ в строительстве придётся создавать большие по диаметру отверстия. К примеру, для монтирования розеток, коробов и распределения всей проводки вентиляции. Можно сделать несколько небольших дырок, а после соединить их, используя для этого зубила, но в этом случае у самого отверстия будут не совсем ровные края.
Есть ситуации, в которых работу нужно производить максимально аккуратно. В этом случае пригодится специальная коронка для работы по бетонной поверхности. Такие насадки отличаются друг от друга размером. Если же сверла часто используются в работе, то служат они лишь определённое время — такие прочные поверхности, как арматурные прутья или же гранит, становятся главной причиной их быстрой поломки.
https://youtube.com/watch?v=jKuDq6DaSeQ
Для увеличения общего времени использования прибора нужно с самого начала сделать отверстие небольшого размера на низком обороте. После бетон и арматурные прутья вынимаются с помощью зубила и лишь потом отверстия завершают, используя для этого нужный тип коронки.





