

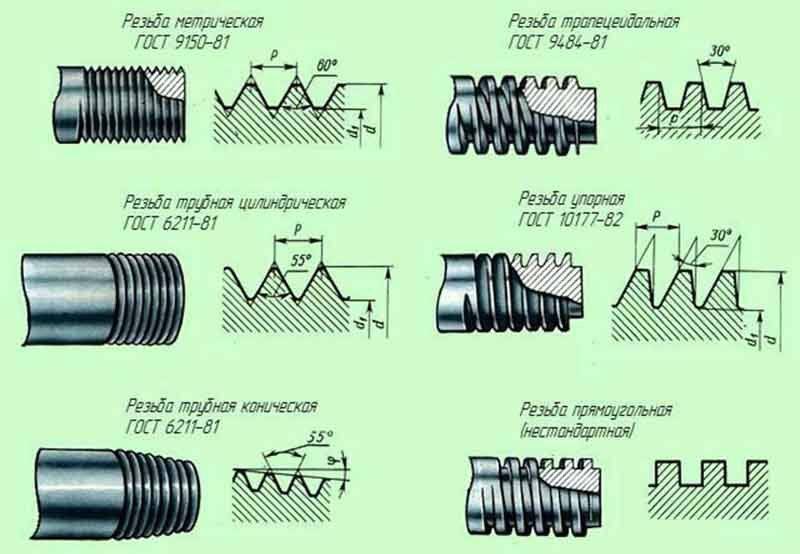
Виды метрических резьб
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
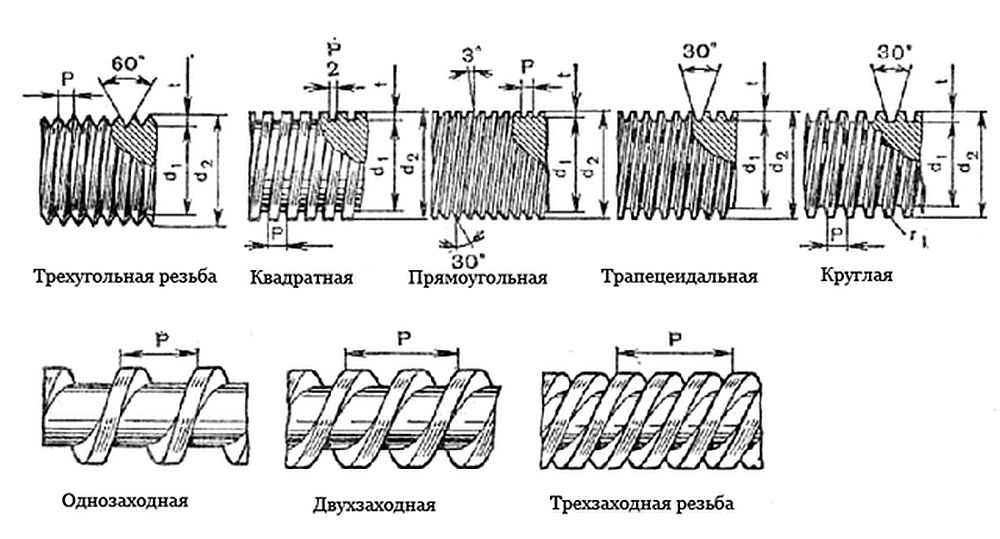
- резьба треугольная;
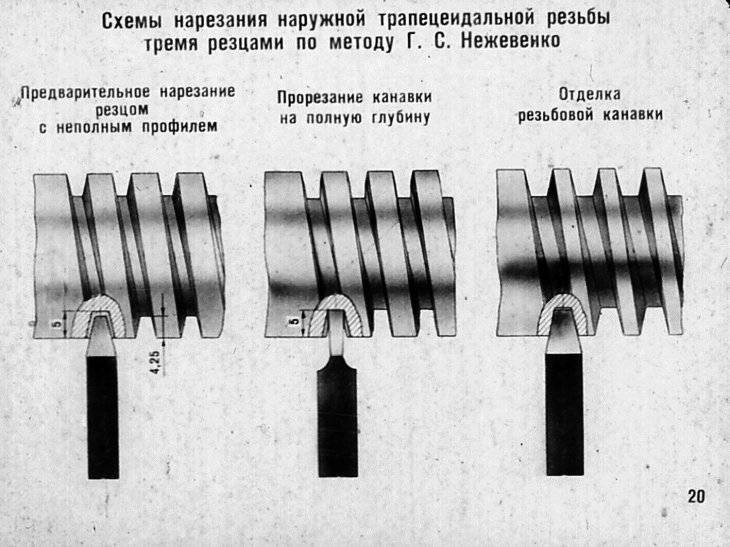
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.
По месту нахождения различают:
- внутреннюю;
- наружную.
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.
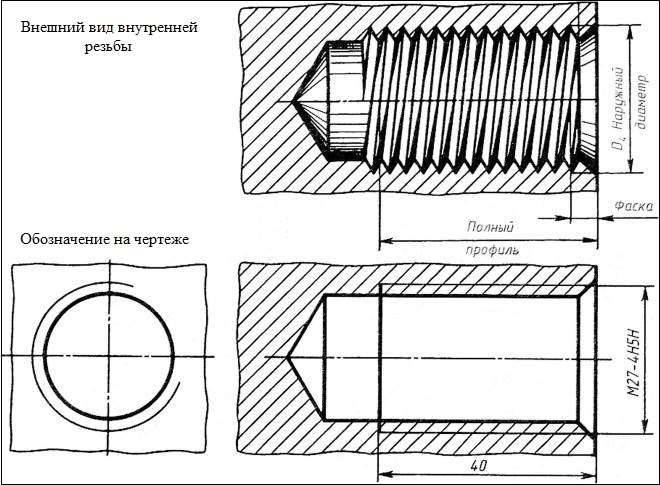
Внутренняя метрическая резьба
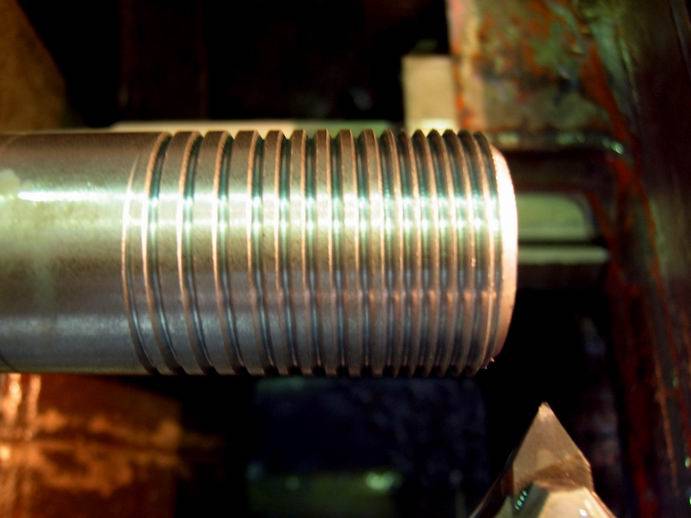
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.
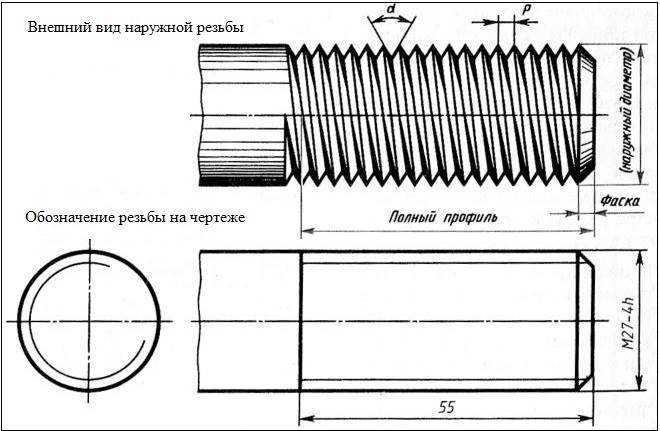
Наружная метрическая резьба
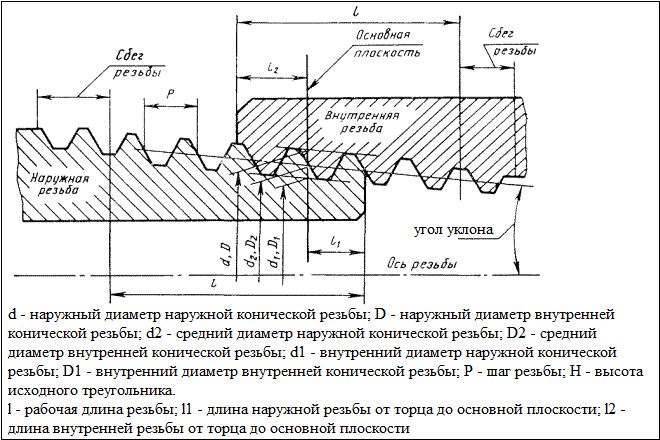
По форме поверхности может быть цилиндрической и конической.
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.
Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.
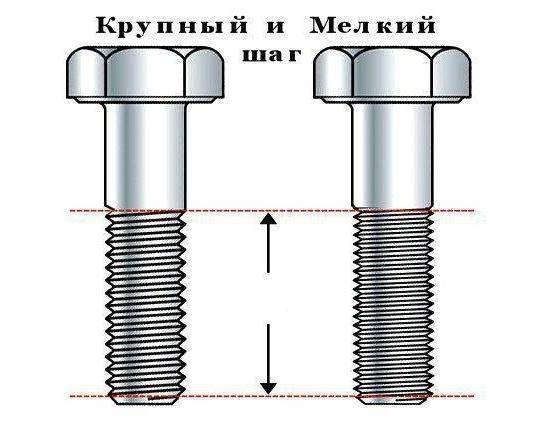
Крупный и мелкий шаг резьбы
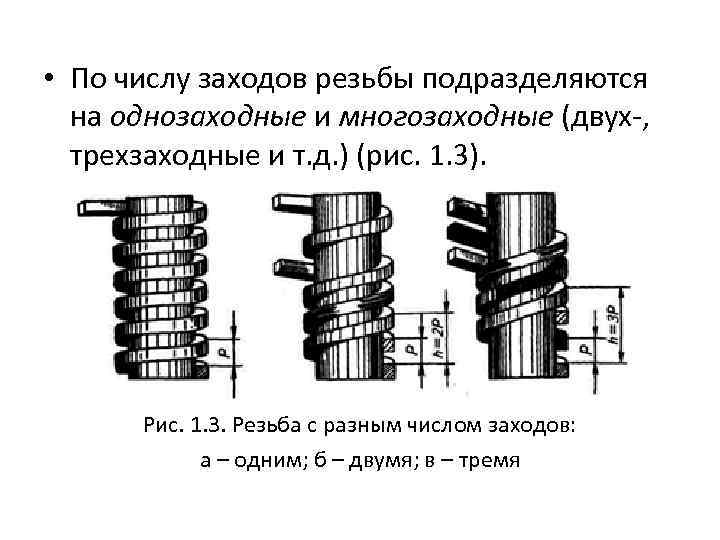
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.
Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
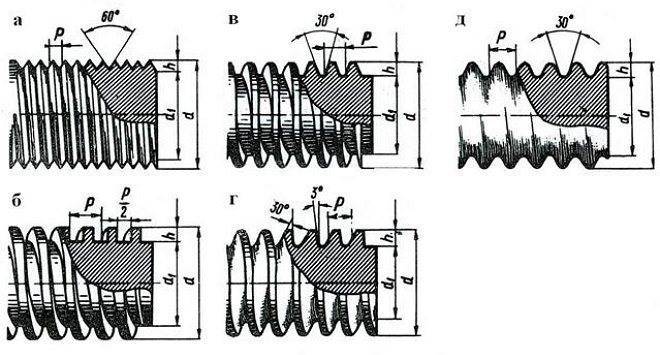
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
- трапецеидальная – «Tr»;
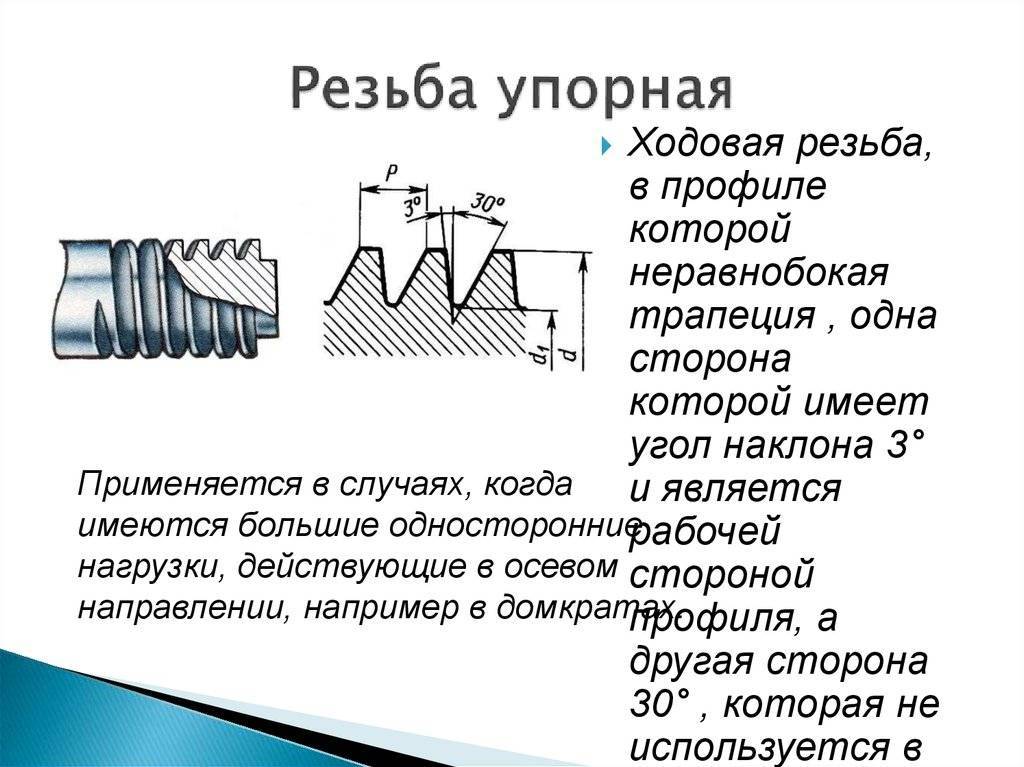
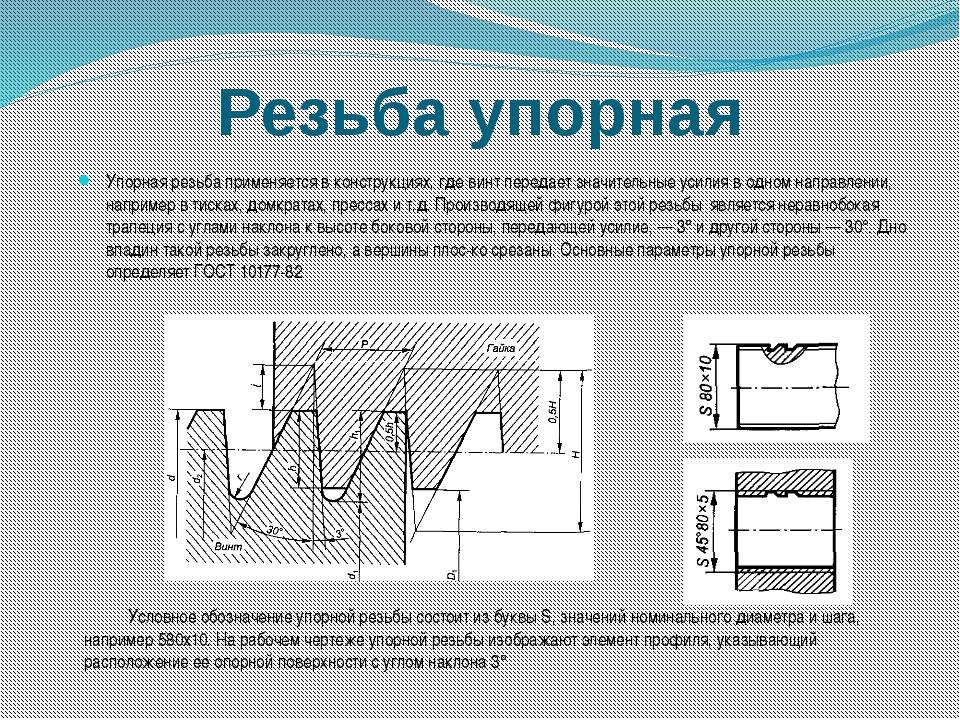
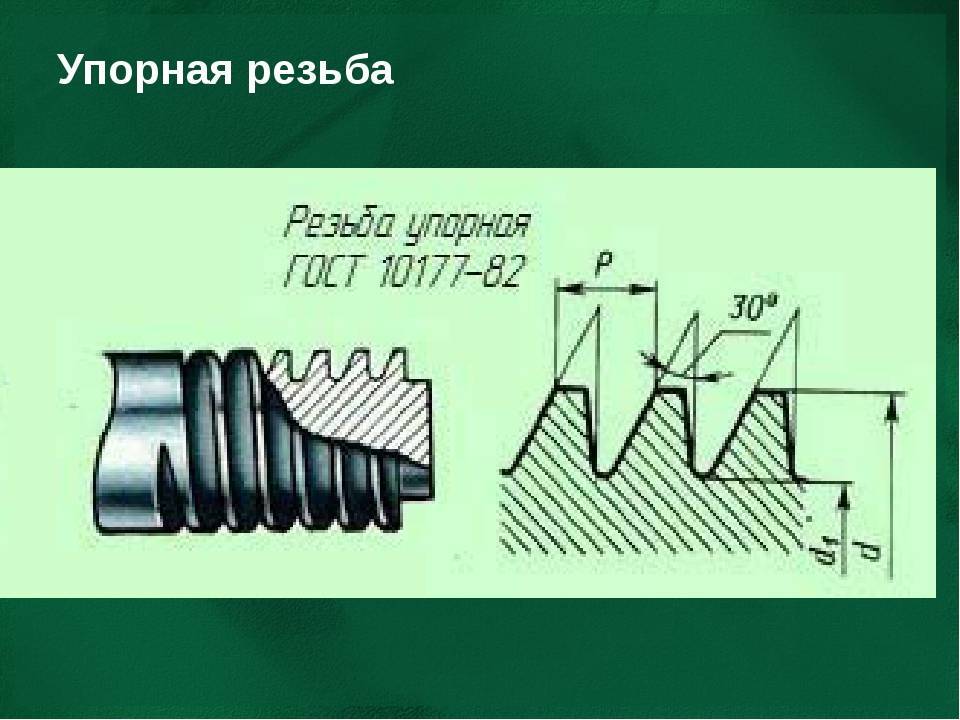
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная — «S45», где число – угол наклона одной из сторон.
Параметры соединения
Минимальный диаметр трубной резьбы составляет 1/16″ что соответствует 7,72 мм, максимальный — 6″ или 163,8 мм. Всего существует 16 типоразмеров, в зависимости от наружного диаметра соединения который измеряется по верхним гребням. Внутренний диаметр определяется по нижним точкам в противолежащих концах гребня.
Ещё одной ведущей характеристикой является шаг нарезки, который определяется дистанцией между соседними вершинами резьбы или впадинами. Шаг является одинаковым на любом отрезке соединения и измеряется количеством витков на один технический дюйм равный 25,4 мм. Данная характеристика также зависит от высоты профиля и равна половины разницы между внутренним и наружным диаметром.
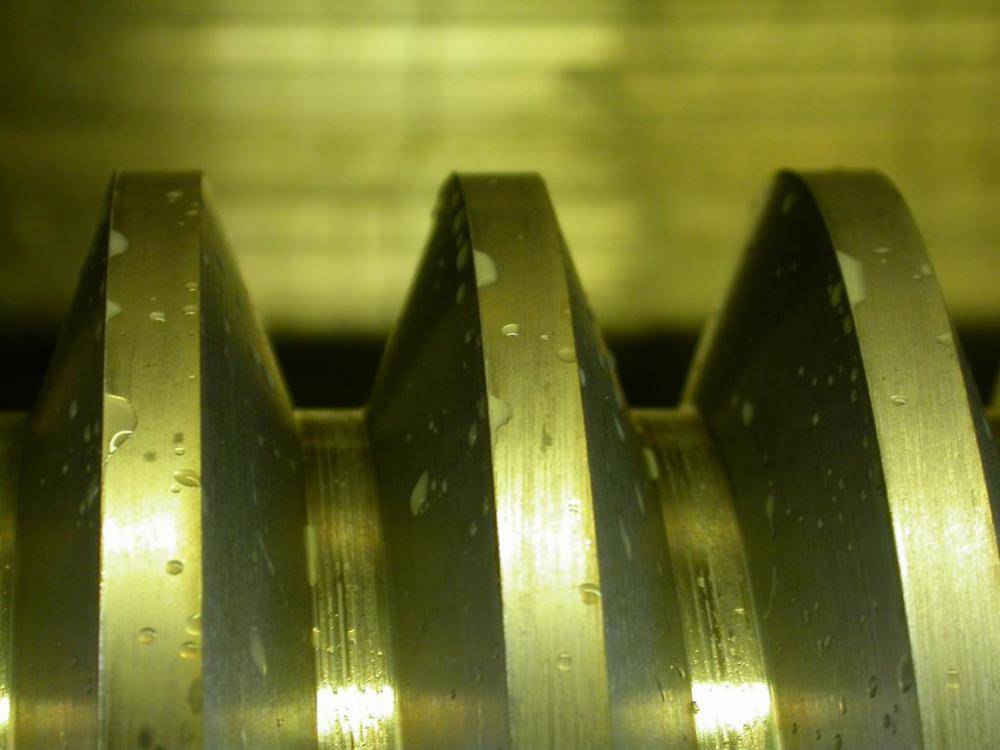
Модульная резьба
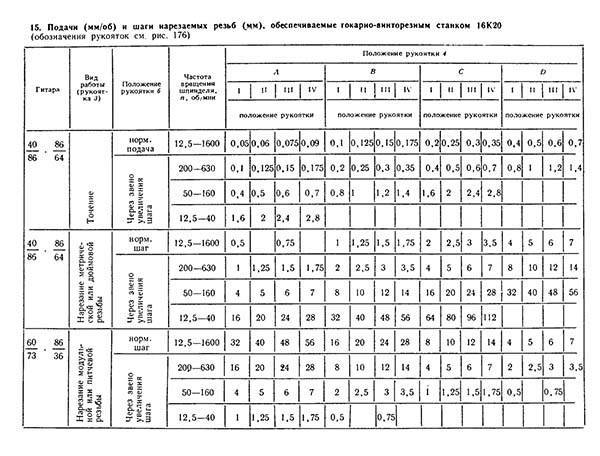
У ряда станков включение на модульную резьбу производят без подсчетов, по таблице подач станка. Однозаходный или многозаходный винт с модульной резьбой , являющийся составной частью червячной передачи.
Передний угол Y чистовых резцов для модульной резьбы делается равным нулю.
Звено увеличения шага обычно используют для нарезания мно-гозаходных метрических и модульных резьб с повышенными значениями шага резьбы обрабатываемой детали.
Если нортоновская коробка должна быть построена для нарезания модульных резьб , соответствующих значениям модуля / к, т, от.
Когда производится обтачивание гладких поверхностей и нарезание метрической или модульной резьбы , шестерня 92 ( рис. 30) должна быть установлена в левом положении.


Нарезание цилиндрических червяков профильными резцами выполняют на токарно-вкнторезных станках, позволяющих нарезать модульную резьбу . Наиболее благоприятные условия резания создаются в случае установки резца вдоль оси заготовки. Это следует учитывать при черновом нарезании витков, когда могут быть использованы резцы прямолинейного профиля при условии, что возникающая погрешность профиля будет исправлена при чистовой обработке.
Рассмотренная схема передачи движения имеет место при ведущем конусе Нортона и применяется при нарезании метрических и модульных резьб . Коробка подач при этом обеспечивает получение 32 различных передаточных отношений.
Этот станок предназначен для выполнения всевозможных токарных работ, в том числе для нарезания метрических, дюймовых и модульных резьб .
Станок предназначен для получистовых и чистовых токарных работ высокой точности, а также нарезания метрических, дюймовых и модульных резьб . Шпиндель станка смонтирован в гидростатических подшипниках. Изменение частот вращения шпинделя бесступенчатое, посредством вариатора с широким ремнем.
Станок предназначен для всевозможных токарных работ в центрах и патроне, а также для нарезания метрических, дюймовых и модульных резьб . Он является малопроизводительным по сравнению с более новыми моделями станков и не отвечает требованиям передовой технологии в части скоростного точения, а также не оснащен приспособлениями и некоторыми механизмами для сокращения вспомогательного времени.
По первому направлению нарезают дюймовые и питчевые резьбы, а также торцовую резьбу: по второму направлению нарезают метрические и модульные резьбы ; по этой же цепи осуществляется продольная и поперечная подачи.
Наладочное перемещение торцешлифовального приспособления производится маховиком 5 через косозубое колесо z 14 посредством рейки, выполненной в виде модульной резьбы , на подвижной штанге приспособления. За один оборот маховика перемещение равно 66 мм.
Путем переключения рукояток можно получить подачи, необходимые для продольного и поперечного точения, а также для нарезания необходимых метрических, дюймовых и модульных резьб . Эта настройка производится по готовым таблицам, имеющимся на станке.
Высота ic и ширина а притупления резца должны быть не больше соответственных величин впадины резьбы, указанных в таблице размеров модульной резьбы .
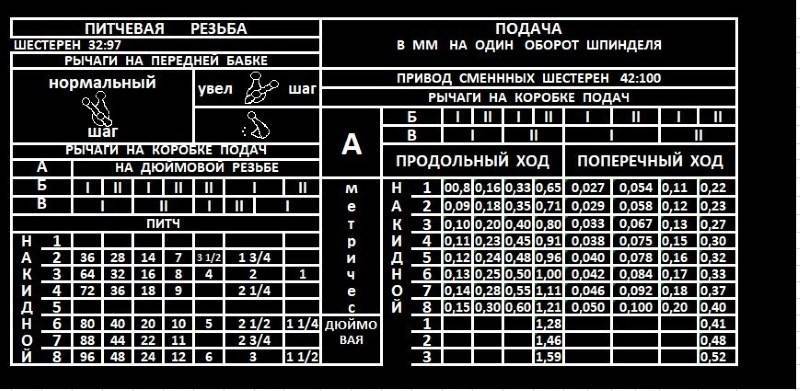
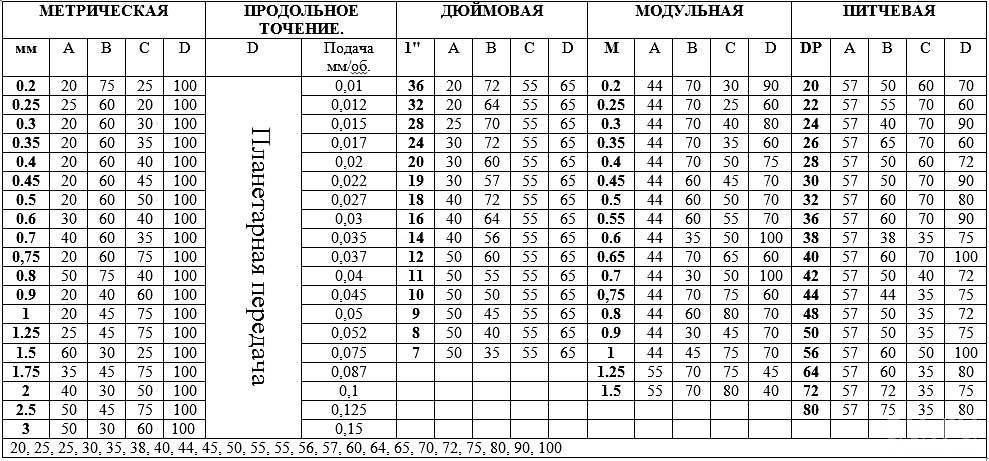
При нарезании дюймовой резьбы шаг определяется числом ниток к резьбы на один дюйм длины заготовки, т. е. Ри = = 25,4/к; в этом случае исм = 25,4/Лмпосг.
При нарезании модульной резьбы шаг определяется значением модуля т (мм), т. е. Р„ = пт; в этом случае ит — кт/ипосг
При нарезании питчевой резьбы шаг зависит от значения питча р», т. е. Р„ = n/р» (в дюймах); в этом случае исм
Число 25,4 представляют дробью 127/5, и поэтому в набор сменных зубчатых колес включают колесо z = 127, а % заменяют отношением тг = 22/7. Подбор остальных сменных колес производится по методу разложения на множители.
В станке 16К20 при нарезании метрических и дюймовых резьб устанавливают следующие сменные зубчатые колеса: (а/Ь) ■
Если установить в гитаре подач комбинацию (а/Ь) ■ (c/d) = = (60/86) • (86/48), то можно нарезать метрические и дюймовые резьбы с шагом, вдвое больше табличного.
Для настройки гитары сменных зубчатых колес на нарезание резьбы с шагом, не предусмотренным таблицами станка, пользуются формулой (а/Ь) ■ (c/d) = (5/8) • (Р„/РТ), где Рн — шаг нарезаемой резьбы (мм); Рт — табличное значение шага резьбы, ближайшее к Р„ (мм).
При установке (а/Ь) ■ (c/d) = (60/73) • (86/36) можно нарезать модульные и питчевые резьбы. При нарезании резьб с шагом, не предусмотренным таблицами станка, пользуются формулами:
для модульной резьбы (а/Ь) ■ (c/d) = (60/73) • (86/36) • mn/mT;
для питчевой резьбы (а/Ь) ■ (c/d) = (60/73) • (86/36) • P’jPr, где mH и Р», — соответственно модуль и питч нарезаемой резьбы, а тт и Р», — соответственно табличные значения модуля и питча, близкие к щ, и
Технология нарезки
Нарезание модульной и питчевой формы производится на металлорежущих станках следующими способами:
- резцом на токарно-винторезных станках;
- модульной фрезой на фрезерных станках;
- специальными пальцевыми фрезами.
Первый способ питчевой нарезки обеспечивает высокую точность, но обладает низкой производительностью. С его помощью нарезается питчевая резьба на червячных валах, требующих высокие показатели точности передачи движения.Этот метод применяется на предприятиях с индивидуальным или мелкосерийным производством.
Второй и третий способы считаются более производительными.Фрезу устанавливают так, чтобы её ось вращения пересекала продольную ось вала заготовки строго под углом в 90 градусов. Для обеспечения высокого качества резьбы (модульной или питчевой) производят несколько проходов. Наиболее удобными для нарезания питчевого соединения считаются станки, оснащённые двухваловыми механизмами подачи или так называемые нортоновские коробки передач.
Перед нарезанием производят настройку станка на основании данных специальных таблиц, в которых указаны значения питчей. С их помощью устанавливают необходимый набор зубчатых колёс на винторезную гитару с заданными передаточными числами.
Пальцевые фрезы применяются для нарезания питчевых соединений на изделиях, обладающих крупными габаритами. Для реализации питчевой нарезки устанавливают специальные фрезерные головки, обладающие индивидуальным приводом фрезы. Первый проход осуществляется прорезной пальцевой фрезой прямоточного профиля, с углом профиля равным 35 градусов.
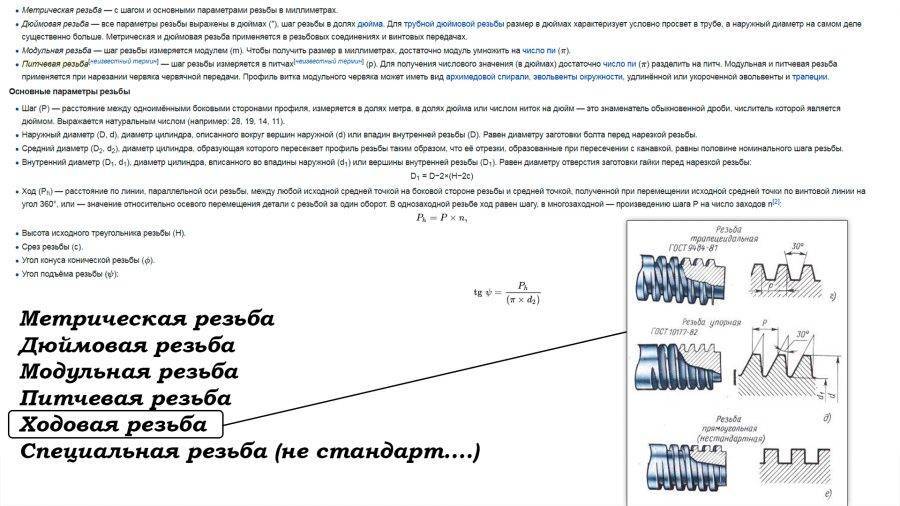
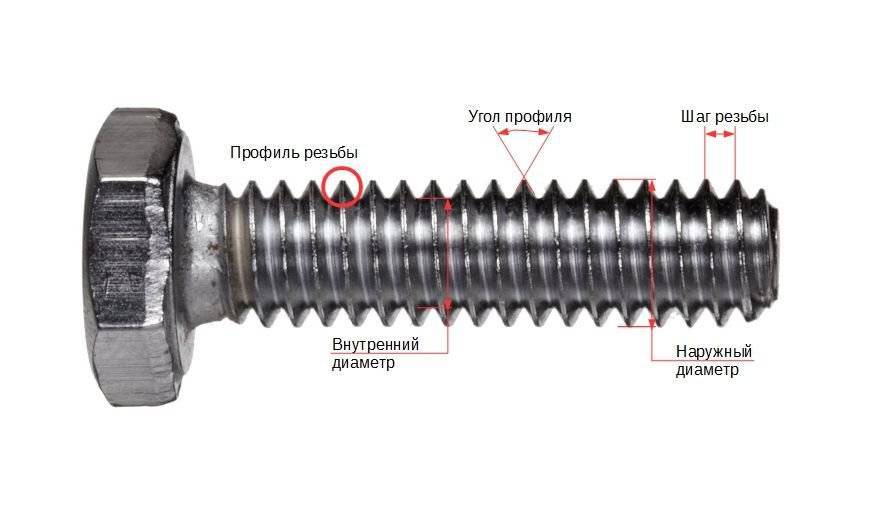
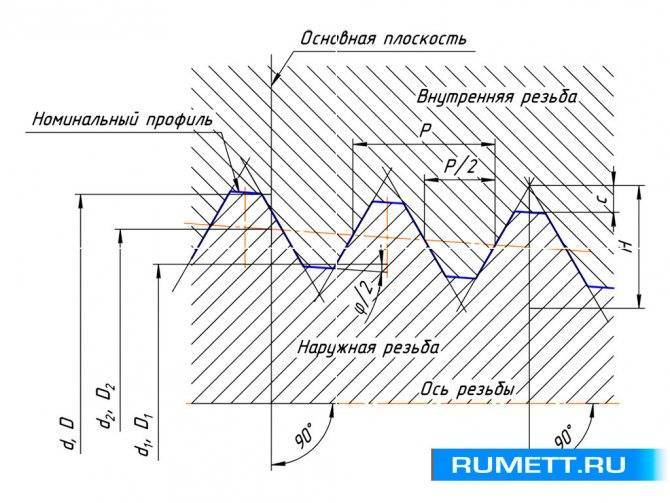
Общие технические параметры резьбы
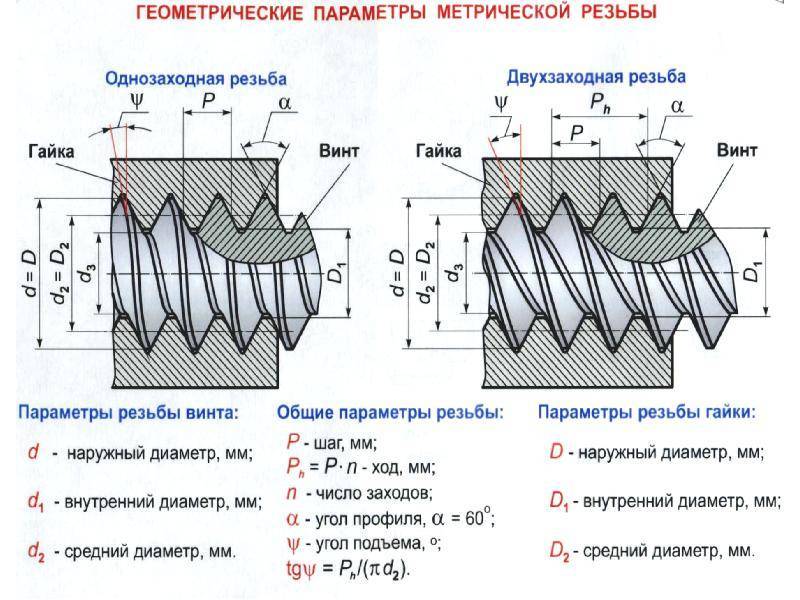
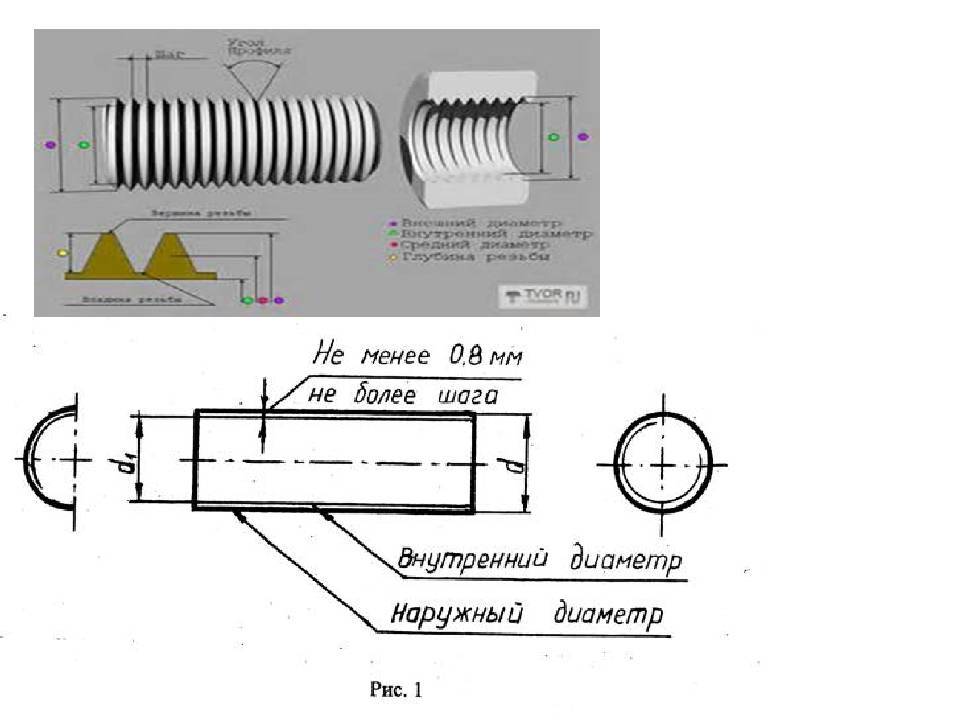
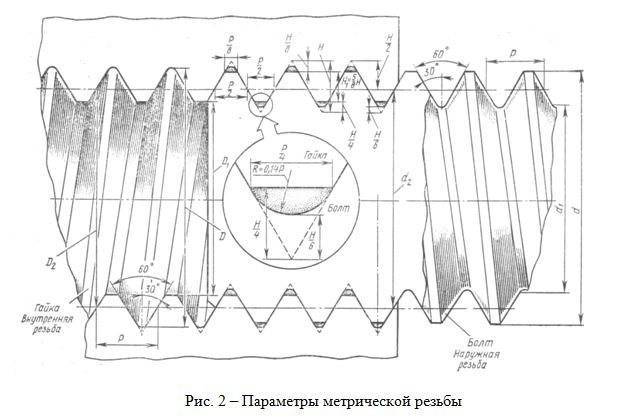
При изготовлении по стандартам международная маркировка резьбы производится с учетом единого комплекса технических параметров. Номинальный диаметр (D) наружной резьбы измеряется по вершинам профиля, внутренний (D1) – по углублениям, а средний (D2) вычисляется на их основе. Когда речь идет об аналогичных характеристиках внутренней поверхности, параметры D и D1 определяются по противоположному принципу. Для измерения расстояния между витками используется шаг резьбы (P), который исчисляется в долях метра или дюйма.
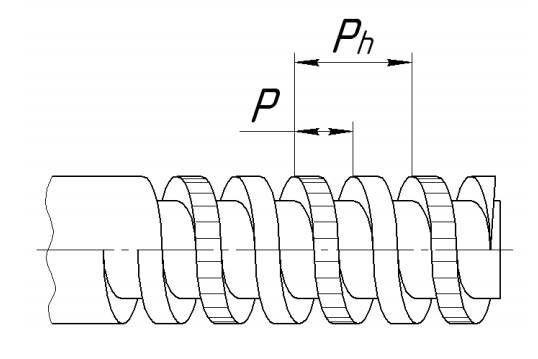
Еще один основной показатель – ход (Ph), который приравнивается к одному обороту элемента по оси вращения. В однозаходной резьбе величина соответствует параметру P, а многозаходная требует его умножения на количество заходов (n). Важные технические характеристики – угол подъема, высота исходного треугольника и срез резьбы. Существуют и другие значимые показатели. Среди них отклонение шага, заход, длина свинчивания резьбы. При обработке конических поверхностей дополнительно учитываются угол конуса, длина соединения и контакта.
Технология нарезки
Нарезание модульной и питчевой формы производится на металлорежущих станках следующими способами:
- резцом на токарно-винторезных станках;
- модульной фрезой на фрезерных станках;
- специальными пальцевыми фрезами.
Первый способ питчевой нарезки обеспечивает высокую точность, но обладает низкой производительностью. С его помощью нарезается питчевая резьба на червячных валах, требующих высокие показатели точности передачи движения.Этот метод применяется на предприятиях с индивидуальным или мелкосерийным производством.



Второй и третий способы считаются более производительными.Фрезу устанавливают так, чтобы её ось вращения пересекала продольную ось вала заготовки строго под углом в 90 градусов. Для обеспечения высокого качества резьбы (модульной или питчевой) производят несколько проходов. Наиболее удобными для нарезания питчевого соединения считаются станки, оснащённые двухваловыми механизмами подачи или так называемые нортоновские коробки передач.
Перед нарезанием производят настройку станка на основании данных специальных таблиц, в которых указаны значения питчей. С их помощью устанавливают необходимый набор зубчатых колёс на винторезную гитару с заданными передаточными числами.
Пальцевые фрезы применяются для нарезания питчевых соединений на изделиях, обладающих крупными габаритами. Для реализации питчевой нарезки устанавливают специальные фрезерные головки, обладающие индивидуальным приводом фрезы. Первый проход осуществляется прорезной пальцевой фрезой прямоточного профиля, с углом профиля равным 35 градусов.
Параметры соединения
Минимальный диаметр трубной резьбы составляет 1/16″ что соответствует 7,72 мм, максимальный — 6″ или 163,8 мм. Всего существует 16 типоразмеров, в зависимости от наружного диаметра соединения который измеряется по верхним гребням. Внутренний диаметр определяется по нижним точкам в противолежащих концах гребня.
Ещё одной ведущей характеристикой является шаг нарезки, который определяется дистанцией между соседними вершинами резьбы или впадинами. Шаг является одинаковым на любом отрезке соединения и измеряется количеством витков на один технический дюйм равный 25,4 мм. Данная характеристика также зависит от высоты профиля и равна половины разницы между внутренним и наружным диаметром.
Внедрение системы стандартов в России
Конгресс, прошедший в Цюрихе в конце XIX века, стал значимым событием для стандартизации резьб в Европе. Но в России начало процесса отложилось до 1921 года, когда по инициативе Наркомата путей сообщения были разработаны первые нормативы специально для железнодорожного транспорта. В табличную систему НКПС-1, основанную на немецких стандартах метрической резьбы, входили размеры 6-68 мм. Она оказалась базой для создания в 1927 году ОСТ 32, вслед за которым сразу появился и ОСТ 33А. В его основу легла система Уитворта.
На этом разработка государственных стандартов СССР не остановилась. Модернизация нормативов Acme, выпущенных в США, привела к стандартизации трапецеидальных резьб в 1932 году. Аббревиатура ГОСТ для национальных систем была принята восемь лет спустя. В 1947 году появились нормы резьбы ISO, применяемые и сегодня. С тех пор в России учитываются как государственные, так и международные стандарты, в соответствии с которыми отечественная продукция для резьбовых соединений выпускается на мировом уровне качества.
Правила обозначения
Обозначения в соединениях с питчевой резьбой определяются требованиями существующих стандартов. Каждое из них включает следующие элементы:
- Букву, обозначающую принадлежность к определённому типу соединения.
- Размер (указывается в миллиметрах или дюймах);
- Величину шага;
- Направление (левая – LHили правая – RH).
- Для варианта многозаходной резьбой дополнительно указывают число заходов.
- Размеры необходимого поля допуска (имеет буквенно-цифровое обозначение).
- Длину свинчивания.
Величина поля допуска каждого диаметра обозначается набором цифр и букв. Цифры указывают класс точности, буквы, определяют размер основного отклонения. Этот параметр обозначается латинской буквой и цифрой. На первом месте расположен символ, обозначающий размер поле допуска для среднего диаметра. За ним следует размер поле допуска для наружного диаметра. При совпадении этих параметров обозначение наносится только один раз.
Эти символы располагают за указанием поля допуска. Они отделяются длинной горизонтальной чертой.

Правила нанесения символов приведены в ГОСТ 24705-2004 (ИСО 724:1993). Наиболее современным считается ГОСТ 16093. В 2005 году в текст были внесены изменения и дополнения. Там размещены основные положения международных стандартов ISO 965-1 и ISO 965-3. Питчевая система (pitch) применяется в странах северной Америки и приводятся в международном стандарте ANSIB1.9. Размер среднего диаметра отмечается символом «Е».
Расшифровка написания резьб
Графические материалы оформляют, руководствуясь указаниями ГОСТ 2.311-68 «Изображение резьбы».
Типовая структура обозначения содержит:
- буквенную часть, определяющую тип;
- цифры, соответствующие номинальному размеру в миллиметрах или дюймах;
- шаг (мм) указывается только мелкий, после знака «×»;
- у многозаходных вместо предыдущего пункта приводят ход (мм), затем шаг в скобках;
- направление: правое – по умолчанию, левое – обозначают LH;
- поле допуска или класс точности;
- длину свинчивания, отличную от нормальной.
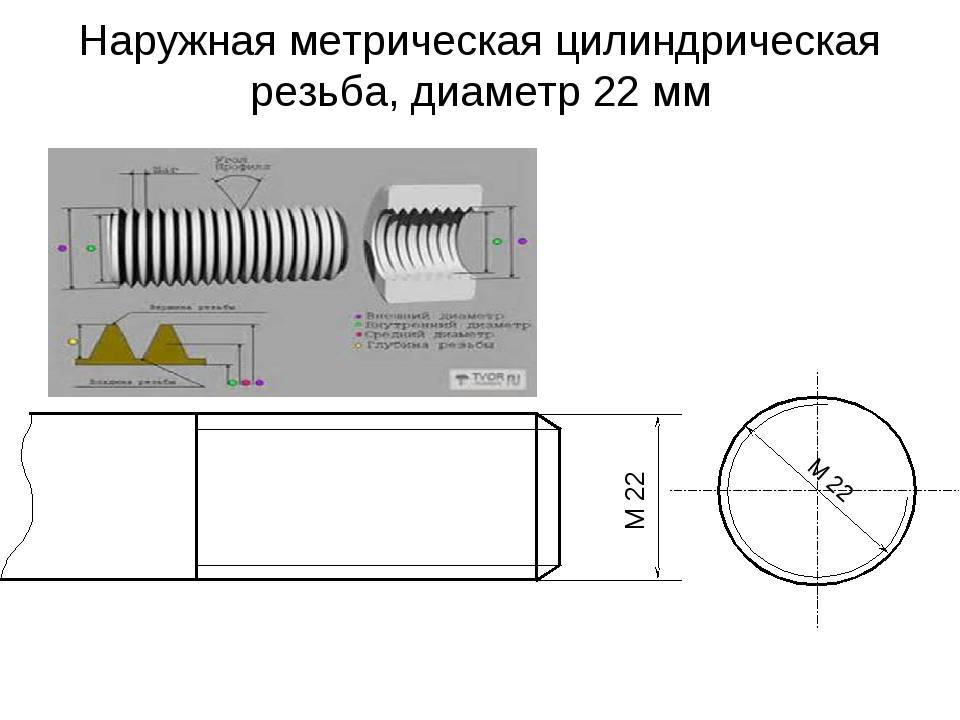
Пример 1: М16×1,5LH–6H. Расшифровка:
- М – метрическая цилиндрическая;
- 16 – номинальный диаметр, мм;
- 1,5 – мелкий шаг, мм;
- LH – левая;
- 6Н – поле допуска, где 6 – степень точности; H – основное отклонение. Прописные буквы применяются для внутренней (гаек), следовательно, резьба в отверстии.
Длина свинчивания не указана, значит – нормальная.
- G – трубная цилиндрическая;
- 1/2 – размер резьбы, дюймов; соответствует внутреннему диаметру трубы;
- А – класс точности.
Варианты обозначений проиллюстрированы ниже.
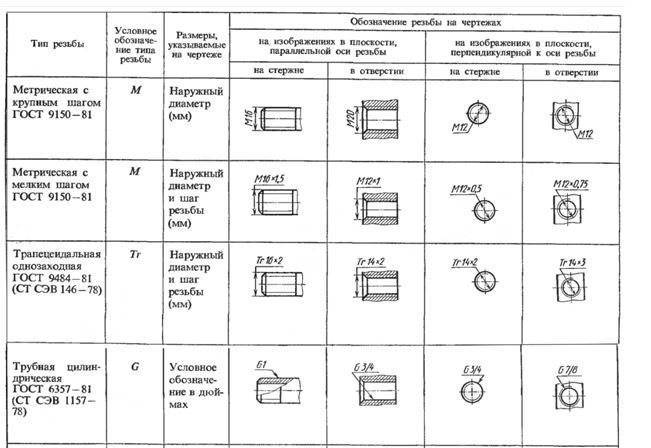
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая резьба нашла свое применение при сооружении трубопроводов. Производители выпускают изделия, на которых наносят резьбу от 1/16 до 6 дюймов. При этом, на один дюйм может быть нанесено до 28 до 11 ниток резьбы.
Трубная коническая резьба
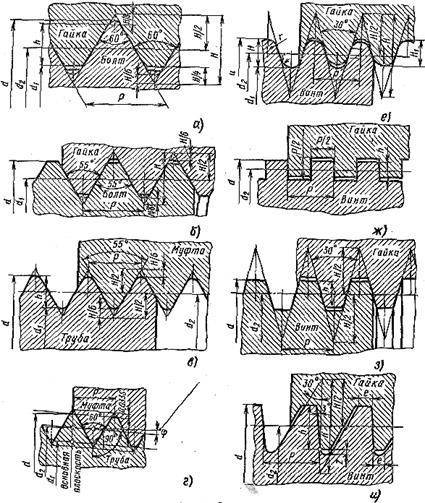
Она этого вида применяется как крепежно-уплотняющая. Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
В основании лежит угол в 55⁰.




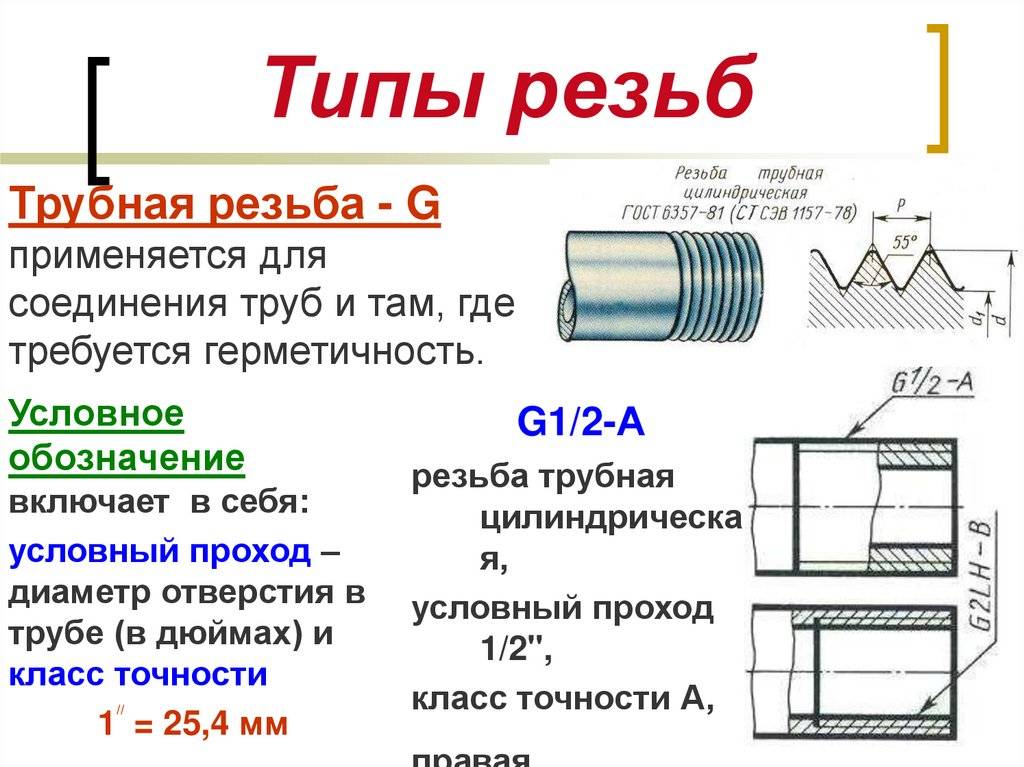

Она обеспечивает герметичность соединения без применения, каких либо дополнительных приспособлений (шайб, герметиков и пр.). Использование этого вида соединения резко снижает время на сборку/разборку соединения. Ее можно встретить в системах подачи масла, топлива, пара и пр.
Дюймовая коническая резьба
Ее чаще все применяют для соединения элементов, входящих в топливные, масляные и другие трубопроводы. Еще не так давно, она была стандартизирована на основании дюймовой системы мер.
Плашка дюймовая коническая
В основании лежит треугольник с углом в 60 ⁰. Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
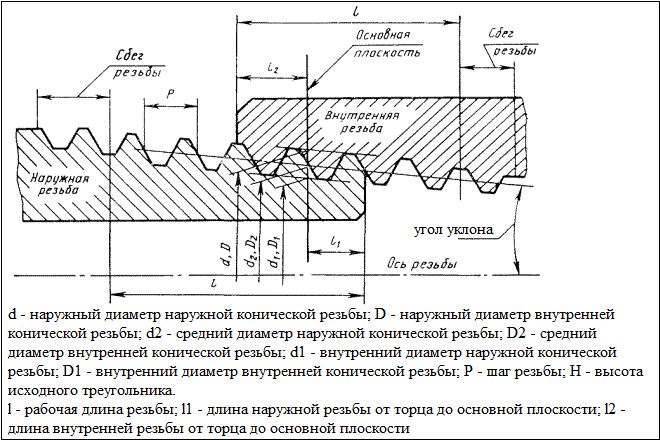
Геометрические параметры
Параметрами определяется назначение геометрической метрической нарезки для соединения материалов. Основные обозначения:
- Номинальный диаметр резьбы имеет обозначение буквой D. Внутренняя вид крепежа определяется, как d, наружная с заглавной буквы.
- В зависимости от расположения существует определение среднего диаметра резьбы. Обозначается буквами с применением цифр, например D2.
- На чертежах существует параметр резьбы, как внутренний диаметр, обозначение производится цифрой 1, к примеру d
- Для расчета сопряжений, в структуре соединения, используется внутренняя окружность изделия.
- Определение промежутка между верхними точками близко расположенных витков называется шаг резьбы. Чтобы отличить на представленном чертеже детали с повторяющийся величиной диаметра, применяют разделение на основной и шаг с меньшими геометрическими параметрами, обозначение устанавливается буквой Р.
- Ход резьбы и его параметры соответствует перемещению линейной величины винтового крепежного соединения за полный оборот, а также расстояние между вершинами и впадинами, сформированных на поверхности.
- Высота треугольника формирует размеры, параметры соединения, профиль, к обозначению применяется буква Н.
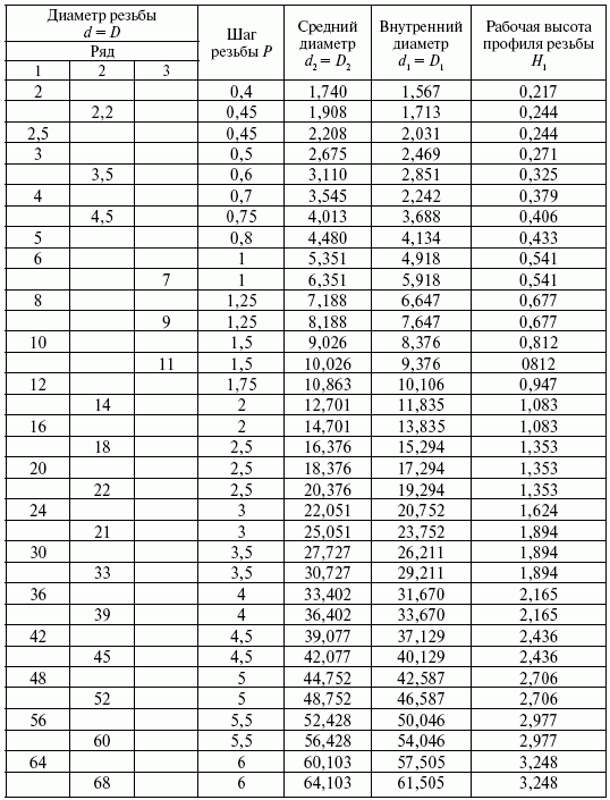 Таблица размеров метрической резьбы
Таблица размеров метрической резьбы
Такие параметры, как средний диаметр резьбы должен представляться с использованием сопутствующей документации. Для стандартизированного отображения используются ГОСТы. Стандартами оговорено отображение основных размеров соединяющих изделий и параметров, ГОСТ 24705-2004 применяется ко всем видом нарезных соединений.
Метрические нарезки соединения используются при изготовлении предметов, путем нанесения параметров на чертежи. Размеры резьб описаны в таблице, с номинальным диаметром при диапазоне от 1 до 600 миллиметров. Шаг определяется в таблице от 0,25 до 6 мм, условное обозначение при отображении через «х», например М8×1,5.
Для производства внутренней нарезки — применяют инструмент (резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики), выпускаемый на серийных инструментальных заводах. Изготовление специального режущего инструмента осуществляют в инструментальных цехах крупных производственных объединений.
Самый распространенный способ это нарезание с помощью метчиков. Резьбу можно нарезать в ручную и на станках разного типа. В серийном производстве применяют автоматы для нарезания в гайках, примером такого оборудования может стать станок МН 63. Его применяют для нарезания резьбы от М12 до М20 с разными шагами. В качестве режущего инструмента применяют метчики с изогнутым хвостовиком. Мощность установленного двигателя позволяет обрабатывать и цветные металлы, и высоколегированные стали.
В условиях массового производства гаек применяют так называемые автоматы для накатки. Они сконструированы таким образом, что позволяют выполнять нарезку на гайках разного размера от М5 до М60 с разной производительностью, от нескольких до десятков штук в минуту, и назначения, например, предназначенных для фиксации анкеров.
Для нарезания в корпусных деталях применяют многошпиндельные агрегаты, позволяющие обрабатывать несколько отверстий сразу. Подобное оборудование применяют при обработке двигательных установок для автомобильной и тракторной техники.
Нарезание внутренней резьбы это довольно тяжелый процесс, во время которого и инструмент, заготовка испытывают серьезные нагрузки, приводящие к повышению температуры. Для этого применяют смазывающе – охлаждающие жидкости (СОЖ).
При ручном получении применяют, например, касторовое масло.
Что собой представляет дюймовая резьба
Соединения резьбовые характеризуются следующими факторами: по виду посадки: скользящая, зазорная, переходная, с натягом. По использованию дополняющих деталей: обычные прямые соединения и в сочетание с элементами: шариком, втулкой, спиралью. Без стопора или с ним.
- форма цилиндрическая, либо коническая,
- метод нарезания – наружное исполнение и внутреннее нарезание,
- вид направления линии винта – влево и направо,
- заходы – многозаходные и однозаходные,
- профилирующий параметр: метрическая, цилиндрическая, трапециевая, коническая трубная, коническая дюймовая, круглая, прямоугольная, упорная,
- размерность – метрическая резьба, либо дюймовая трубная,
- назначение – для крепежа, ходовые нарезки, регулирующие,
- вид обработки: нарезание детали резцом, плашкой, метчиком.

- LiveJournal
- Blogger
Втулка с дюймовым соединением
В модульной нарезке шаг определяется модулями. Для перевода в мм. «M» умножают на pi число.
Питчевая резьба замеряется питчами (для определения число дюймов pi значение делят на питч).
Параметры
Гост на дюймовую резьбу 6257 – 81 главными точными параметрами определяет размеры шага прохода и диаметра. При этом измерение наружного трубного диаметра равно расстоянию между каждой верхней точки противостоящих гребней. Диаметр внутреннего просвета замеряют от одной точки внизу впадины канавки до другой противоположной. Резьбовой шаг постоянной величины, он измеряется расстояниями между соседствующими гребнями, либо впадинами.
Отличия между метрической и дюймовой резьбой:
- размеры метрической – в мм, дюймовой – в значениях дюймах, либо их дробных долях,
- дюймовая резьба характеризуется более острыми углами наклона гребней и впадин,
- нити отличаются закругленной формой.
Верхний размер угла = 55 град, шаг резьбы замеряют количеством нитей.
В быту используются такие виды изделий:
с параметром в 1 дюйм — 14 нитей, шаговая длина 1, 814 мм, величина диаметра ¾, либо ½,
11 нитей в 1 дюйме – с размером шага 2, 309, и диаметром 1; 1 и ½; 1 и ¼.
Соотношение дюймовой и метрической резьбы:

- LiveJournal
- Blogger
Таблица соотношение дюймовой и метрической резьбы
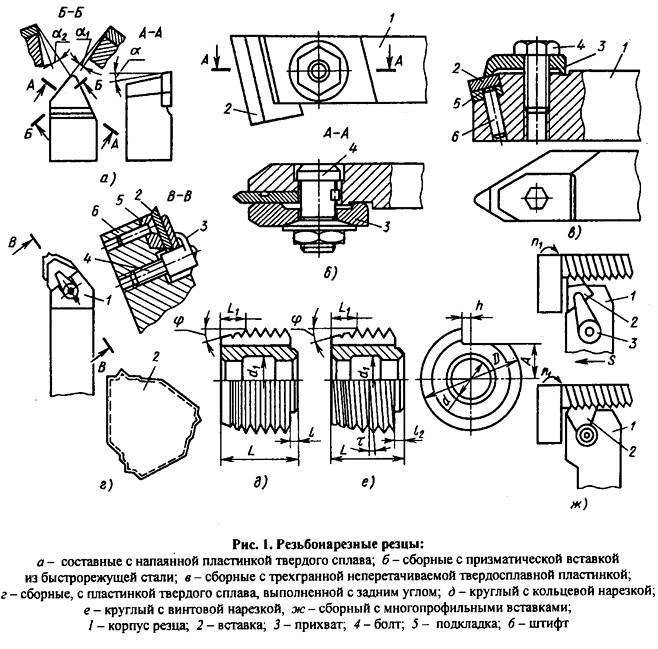
Применение резцов
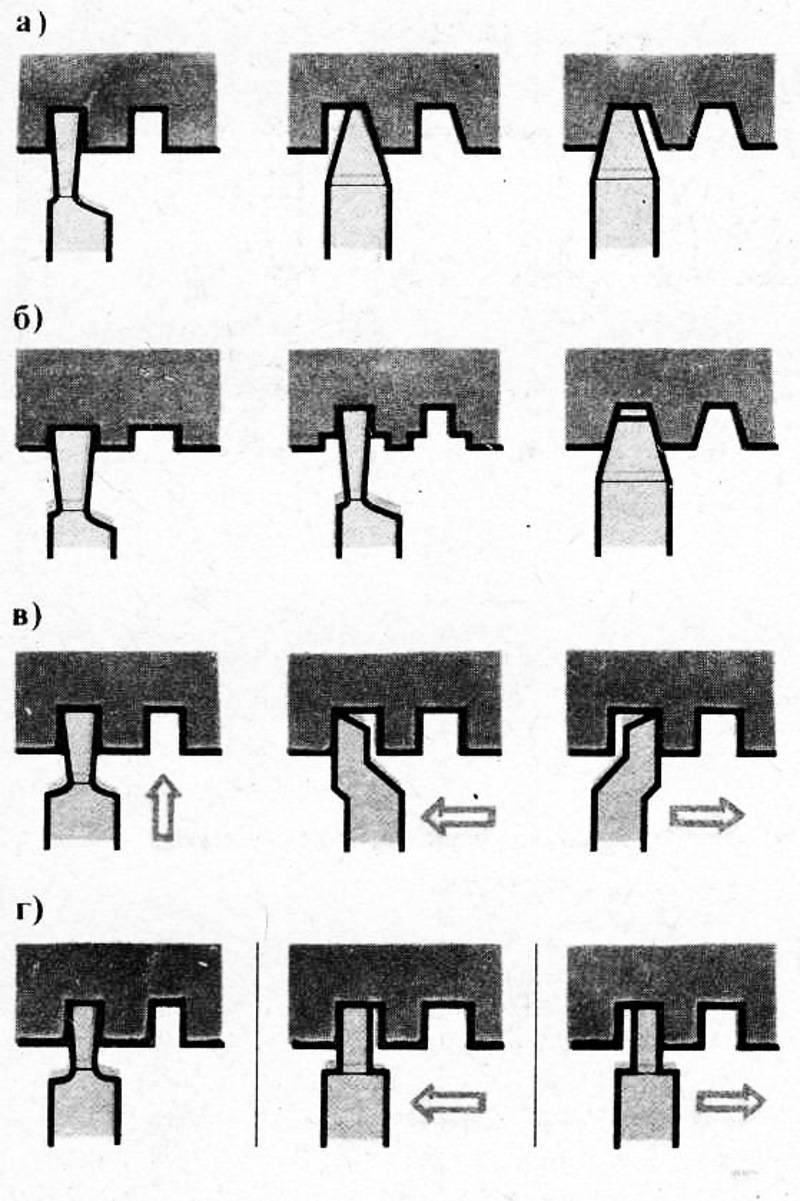
Для нарезания резьбы с помощью токарного станка необходимы резьбонарезные резцы. Изготавливаются они из быстрорежущей стали, а требования к их характеристикам оговариваются соответствующим ГОСТом (18876-73). По конструкции такие резцы подразделяются на следующие типы:




- призматические;
- стержневые;
- круглые (дисковые).
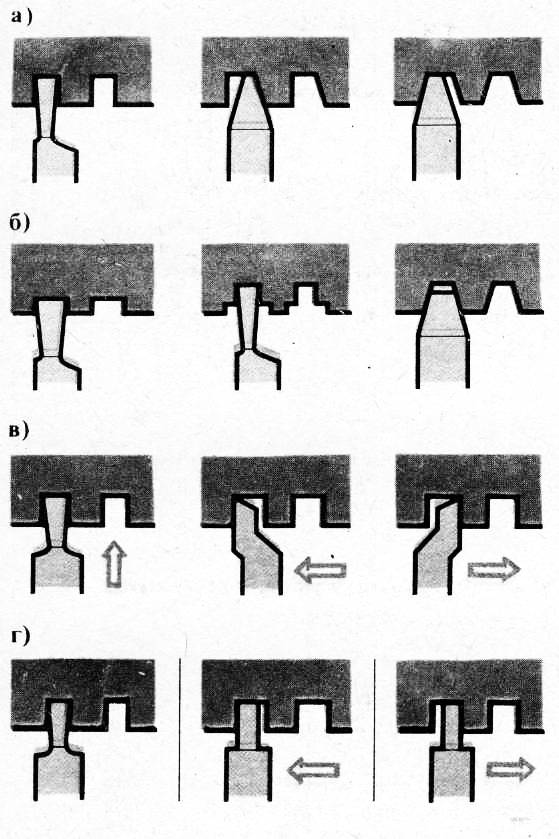
Винтовая резьбовая канавка на поверхности заготовки нарезается резцом отогнутой или прямой формы, а для формирования резьбы внутреннего типа требуются прямые и изогнутые инструменты, которые фиксируют в специальной оправке. Вершина токарного резца, которой и выполняется нарезание витков, должна иметь конфигурацию, полностью соответствующую профилю формируемой резьбы.
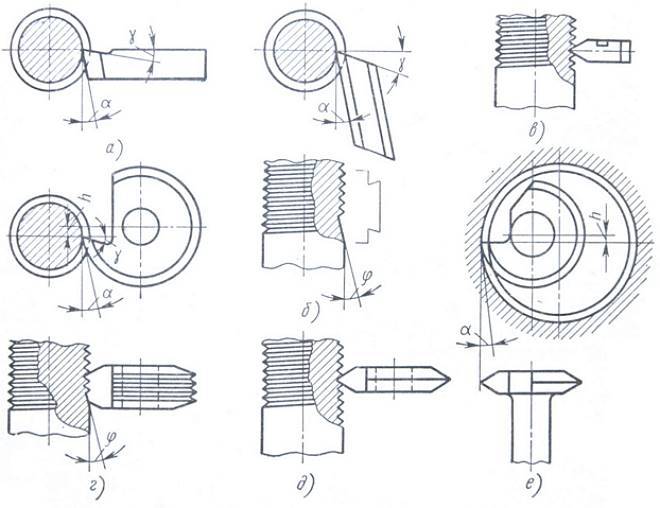
Резцы для нарезания резьбы: а — стержневой; б — призматический многопрофильный; в — призматический однопрофильный; г — дисковый многопрофильный; д — дисковый однопрофильный; е — дисковый для внутренней резьбы; α — задний угол; γ — передний угол; φ — угол заборного конуса; h — высота установки оси резца
При формировании резьбы резцом следует учитывать ряд особенностей такой технологии.
- Передний угол токарного инструмента для нарезания резьбы зависит от характеристики материала, подвергаемого обработке. Выбирать такой угол можно в достаточно широких пределах: 0–250. Так, если резьба с помощью станка нарезается на заготовках из обычных сталей, передний угол должен составлять 0 градусов, для высоколегированных сталей, которые хорошо противостоят температурным нагрузкам, передний угол может составлять 5–100. Он может быть тем больше, чем выше вязкость материала, и тем меньше, чем выше твердость и хрупкость металла, из которого выполнена обрабатываемая на станке заготовка.
- Вершина токарного резца, которая формирует винтовую линию на заготовке, должна иметь форму, идентичную профилю резьбы.
- Задние боковые углы инструмента выбираются такими, чтобы поверхности резца, которыми они сформированы, не терлись о только что сформированную винтовую канавку. Обычно эти углы с обеих сторон токарного резца делают одинаковыми. Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.
- Резьбу внутреннего типа нарезают в уже подготовленных отверстиях, которые получены расточкой или сверлением.
Резьбонарезные резцы
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
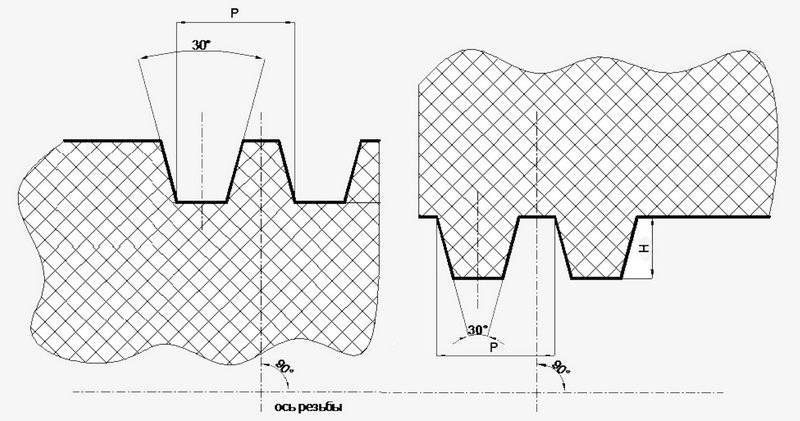
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
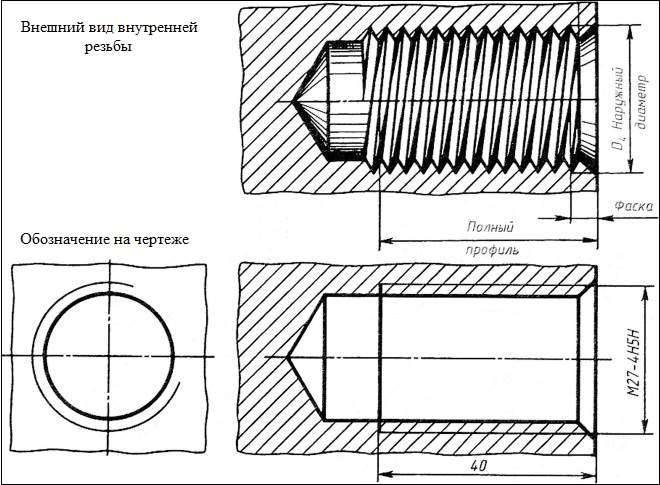
Внутренняя метрическая резьба
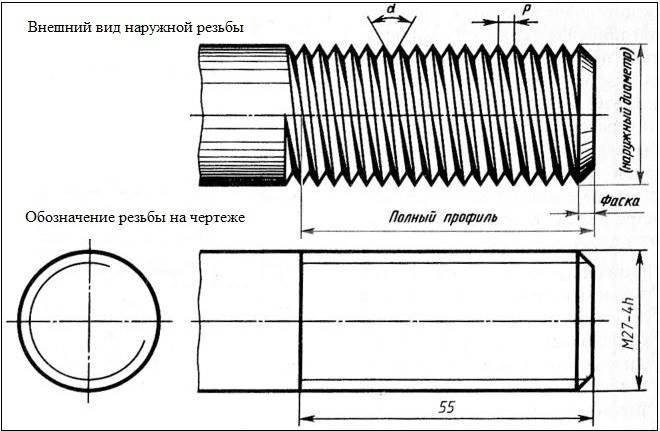
Наружная метрическая резьба
Геометрические параметры
Параметрами определяется назначение геометрической метрической нарезки для соединения материалов. Основные обозначения:
- Номинальный диаметр резьбы имеет обозначение буквой D. Внутренняя вид крепежа определяется, как d, наружная с заглавной буквы.
- В зависимости от расположения существует определение среднего диаметра резьбы. Обозначается буквами с применением цифр, например D2.
- На чертежах существует параметр резьбы, как внутренний диаметр, обозначение производится цифрой 1, к примеру d
- Для расчета сопряжений, в структуре соединения, используется внутренняя окружность изделия.
- Определение промежутка между верхними точками близко расположенных витков называется шаг резьбы. Чтобы отличить на представленном чертеже детали с повторяющийся величиной диаметра, применяют разделение на основной и шаг с меньшими геометрическими параметрами, обозначение устанавливается буквой Р.
- Ход резьбы и его параметры соответствует перемещению линейной величины винтового крепежного соединения за полный оборот, а также расстояние между вершинами и впадинами, сформированных на поверхности.
- Высота треугольника формирует размеры, параметры соединения, профиль, к обозначению применяется буква Н.
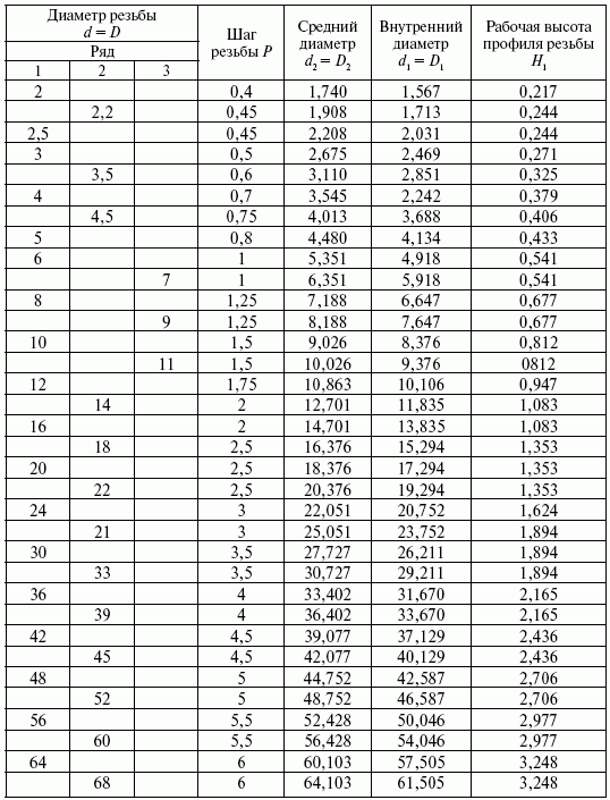
Таблица размеров метрической резьбы Такие параметры, как средний диаметр резьбы должен представляться с использованием сопутствующей документации. Для стандартизированного отображения используются ГОСТы. Стандартами оговорено отображение основных размеров соединяющих изделий и параметров, ГОСТ 24705-2004 применяется ко всем видом нарезных соединений.
Метрические нарезки соединения используются при изготовлении предметов, путем нанесения параметров на чертежи. Размеры резьб описаны в таблице, с номинальным диаметром при диапазоне от 1 до 600 миллиметров. Шаг определяется в таблице от 0,25 до 6 мм, условное обозначение при отображении через «х», например М8×1,5.
Для производства внутренней нарезки — применяют инструмент (резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики), выпускаемый на серийных инструментальных заводах. Изготовление специального режущего инструмента осуществляют в инструментальных цехах крупных производственных объединений.
Самый распространенный способ это нарезание с помощью метчиков. Резьбу можно нарезать в ручную и на станках разного типа. В серийном производстве применяют автоматы для нарезания в гайках, примером такого оборудования может стать станок МН 63. Его применяют для нарезания резьбы от М12 до М20 с разными шагами. В качестве режущего инструмента применяют метчики с изогнутым хвостовиком. Мощность установленного двигателя позволяет обрабатывать и цветные металлы, и высоколегированные стали.
В условиях массового производства гаек применяют так называемые автоматы для накатки. Они сконструированы таким образом, что позволяют выполнять нарезку на гайках разного размера от М5 до М60 с разной производительностью, от нескольких до десятков штук в минуту, и назначения, например, предназначенных для фиксации анкеров.
Для нарезания в корпусных деталях применяют многошпиндельные агрегаты, позволяющие обрабатывать несколько отверстий сразу. Подобное оборудование применяют при обработке двигательных установок для автомобильной и тракторной техники.
Нарезание внутренней резьбы это довольно тяжелый процесс, во время которого и инструмент, заготовка испытывают серьезные нагрузки, приводящие к повышению температуры. Для этого применяют смазывающе – охлаждающие жидкости (СОЖ).
При ручном получении применяют, например, касторовое масло.
Всё о нарезке резьбы на трубах: 4 секрета токаря
Разъемное соединение металлических трубопроводов в домашней системе водопровода, канализации производят при помощи резьбы. Дюймовая трубная резьба исполняется на концах труб и фитингах. Диаметр ее нарезки определяется по размеру дюймов, либо их долях, где характеризующая величина – количество выполненных по числу витков на длине единого дюйма. Главное преимущество резьбового сочленения труб – возможность разъединения и замены одной изношенной детали, вместо удаления всей конструкции и сварочной установки другой. Нарезка дюймовой резьбы исполняется плашками, с помощью метчиков, либо специальными резцами.

- Что собой представляет дюймовая резьба
- Резьбы, применяемые в быту
- Параметры
- Выполнение трубной резьбы
- Определение шага трубной резьбы
- Нарезка трубной резьбы
- форма цилиндрическая, либо коническая,
- метод нарезания – наружное исполнение и внутреннее нарезание,
- вид направления линии винта – влево и направо,
- заходы – многозаходные и однозаходные,
- профилирующий параметр: метрическая, цилиндрическая, трапециевая, коническая трубная, коническая дюймовая, круглая, прямоугольная, упорная,
- размерность – метрическая резьба, либо дюймовая трубная,
- назначение – для крепежа, ходовые нарезки, регулирующие,
- вид обработки: нарезание детали резцом, плашкой, метчиком.

Втулка с дюймовым соединением
В модульной нарезке шаг определяется модулями. Для перевода в мм. «M» умножают на pi число.





Питчевая резьба замеряется питчами (для определения число дюймов pi значение делят на питч).
Параметры
Гост на дюймовую резьбу 6257 – 81 главными точными параметрами определяет размеры шага прохода и диаметра. При этом измерение наружного трубного диаметра равно расстоянию между каждой верхней точки противостоящих гребней. Диаметр внутреннего просвета замеряют от одной точки внизу впадины канавки до другой противоположной. Резьбовой шаг постоянной величины, он измеряется расстояниями между соседствующими гребнями, либо впадинами.
Отличия между метрической и дюймовой резьбой:
- размеры метрической – в мм, дюймовой – в значениях дюймах, либо их дробных долях,
- дюймовая резьба характеризуется более острыми углами наклона гребней и впадин,
- нити отличаются закругленной формой.
Верхний размер угла = 55 град, шаг резьбы замеряют количеством нитей.
В быту используются такие виды изделий:
с параметром в 1 дюйм — 14 нитей, шаговая длина 1, 814 мм, величина диаметра ¾, либо ½,
11 нитей в 1 дюйме – с размером шага 2, 309, и диаметром 1; 1 и ½; 1 и ¼.
Соотношение дюймовой и метрической резьбы:






