Американская резьба UNC
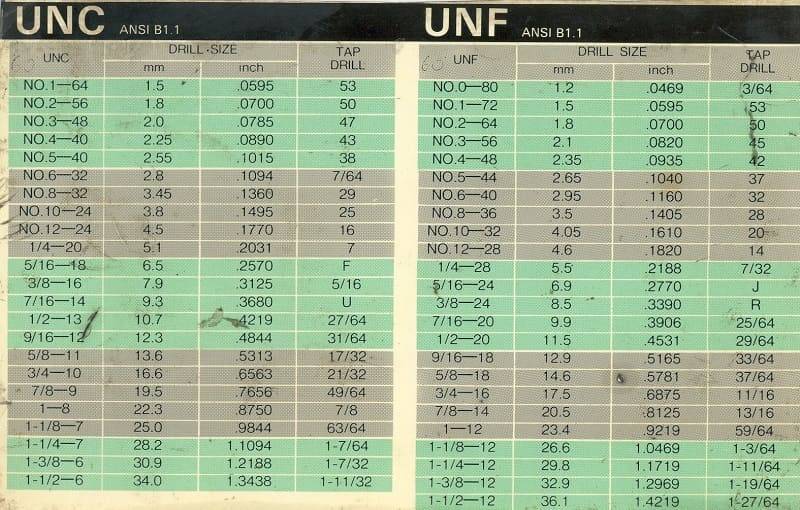
Размеры отверстий под резьбу: таблицы, инструменты, процесс нарезки
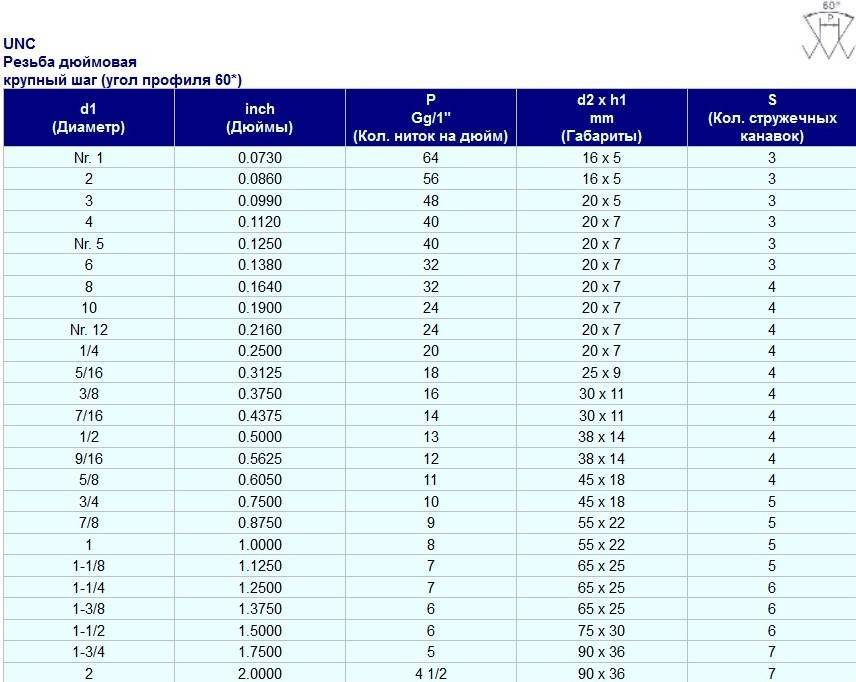
Международные стандарты крепёжных соединений: резьба UNC Unified Coarse Thread (UNC) — разновидность дюймовой цилиндрической резьбы с крупным шагом и углом профиля 60°.
Пользуется большой популярностью в Европе и Северной Америке.
В России детали с левой и правой резьбой UNC можно встретить среди комплектующих для бытовой и промышленной техники зарубежного производства (газонокосилки, культиваторы, автомобили и т. д.).
Телефон для связи : WhatsApp.
Краткая история Дюймовая резьба появилась в Великобритании во время промышленной революции в XVIII веке.
Так как значительная часть североамериканского континента долгое время находилась в зоне прямого влияния Соединённого Королевства, английская система мер прижилась и на территории Канады и США.
После унификации выработались определённые стандарты нарезки резьбы: угол профиля, шаг, форма вершин и впадин и т. д. Так возникли базовые типоразмеры и принципы маркировки соединений, которые применяются и сегодня.
Технические особенности Внешне геометрия резьбы UNC мало чем отличается от профиля обычной метрической резьбы. Главная особенность соединения — использование дюйма в качестве основной размерной единицы.
Максимальный шаг — 6,35 мм (4 витка на дюйм).

Как нарезается резьба UNC? Самое сложное во время нарезки дюймовой резьбы — правильно определить величину шага. Для этого нужно использовать специальные калибры (резьбомеры).
Во время измерения расстояния между впадинами и вершинами пластинки резьбомера поочерёдно прикладываются к детали до тех пор, пока не получится добиться 100%-ного совпадения профиля.
Если размер был определён верно, шаг резьбы будет соответствовать значению, отмеченному на боковой стороне шаблона.
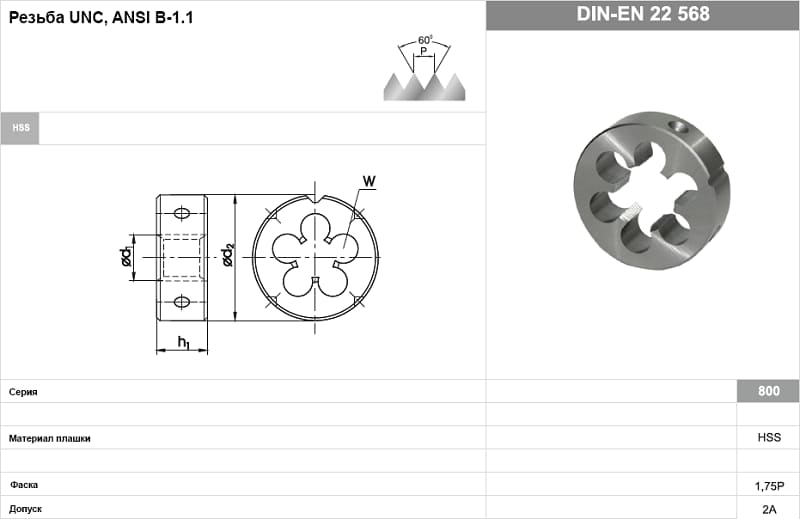
Для нарезки UNC -резьбы применяются инструменты двух типов:
-плашки. Необходимы для наружной нарезки резьбы; -метчики. Используются для формирования резьбы на внутренней стороне детали.
Нарезать резьбу можно как вручную, так и при помощи специального промышленного оборудования. Направление вращения в каждом случае определяется индивидуально.
Технология нарезки
Создание NPT осуществляется с применением резьбонарезных установок, оснащенных специализированным инструментом, представленным метчиком. Его монтируют на вращающемся шпинделе. Обрабатываемый предмет закрепляют на рабочей поверхности. Рассматриваемый процесс включает несколько этапов.
- Прежде всего задают скорость и направление вращения шпиндельного узла.
- Далее устанавливают метчик соответствующего размера, закрепляя головку поддерживающим спецзажимом.
- Работы начинают с того, что после запуска оборудования головку управляющей рукояткой подводят заготовке.
Нарезание происходит автоматически. По завершение работ поднимается суппорт, и отключается привод (при соответствующей заданной схеме работы). После этого проверяется точность резьбы и при необходимости корректируется.
Как определить вес трубы

Существует несколько способов, с помощью которых можно узнать массу трубы. Самый простой и быстрый метод – воспользоваться справочником или получить информацию на тематическом сайте. В профильных таблицах указывается расчетная масса 1 п.м. для различных размеров.
В Интернете есть сайты, на которых можно вычислить вес трубы, воспользовавшись онлайн-калькулятором. Для этого необходимо знать толщину стенки, внутренний или наружный диаметр. Еще один вариант – рассчитать вес по формуле. Эта формула прописана в документе ГОСТ № 8732. Она подходит для расчета массы труб любого типа. Поэтому данные, полученные в результате таких вычислений, будут только приблизительными. Но в большинстве случаев необходимость в получении максимально точной массы не возникает. Кроме того, показатели, полученные в результате вычислений по формуле, находятся в пределах допустимой погрешности. Поэтому такими значениями можно оперировать.
Можете ли вы поставить дюймовый крепеж мелких диаметров?
Данные размеры начиная от #1 (1,854 мм) до #12 (5,436мм) компания ТК Метизы может
поставить для Вас под заказ. Срок исполнения данных позиций будет около 4-6 недель.Минимальная упаковка в среднем составляют для таких диаметров – 200 штук.
Крепеж с мелкими диаметрами может быть представлен в виде винтов с полукруглой
головой (так называемые компьютерные винтики с дюймовой резьбой), с потайной
головой, с цилиндрической, в виде болтов с шестигранной головой, а также гайки и шайбы
к ним. Материал в котором они могут быть выполнены – от черных (без покрытия либо
черного цвета) до цветного и нержавеющего металла.
Правила нарезки
Точность и качество нарезаемой резьбы зависит от соблюдения правил проведения работ. Для передачи усилия на плашку необходим специальный вороток для кругового вращения инструмента и соблюдения точности. В первую очередь необходимо правильно подобрать плашку под наружный диаметр детали в соответствии с таблицей. Далее необходимо соблюдать следующие правила:
- Снять фаску под углом 45° для упрощения начала нарезки.
- При начале нарезки следите чтобы инструмент находился в строго горизонтальном положении.
- Использовать моторное масло или солидол для уменьшения износа режущих частей.
- При сильном нагреве детали и инструмента необходимо сделать перерыв.
- Нарезка производится путем двух оборотов плашки в одну сторону с обязательным полуоборотом назад для удаления стружки.
Для проверки качества используйте гайку с требуемым диаметром и типом дюймовой резьбы. При первом проходе возможно приложение небольшого усилия, при втором и последующих гайка должна идти свободно.
Применение резьбы UNF
Цилиндрическая дюймовая резьба, к которой относятся UNF и BSW обладают мелким шагом. Поэтому они применяются для различных крепёжных конструкций, к которым предъявляются повышенные требования соединений. Такая резьба с мелким шагом применяется в двух видах соединений:
- высокопрочных;
- регулировочных.
Обладая дюймовой резьбой размером в одну четверть и полтора дюйма (по американскому стандарту), она применяется в следующих агрегатах и конструкциях:
- различных видах трубных соединений (дюймовых, калиброванных, сантехнических, газовых);
- гидравлических конструкциях (фитинги, краны переходники);
- резьбовых адаптерах;
- накидные гайки;
- болты и гайки крепления конструкций различных агрегатов.
Универсальность и обеспечение хорошей надёжности позволяет применять американскую конструкцию в машиностроении и при производстве станков, оборудования и инструментов.
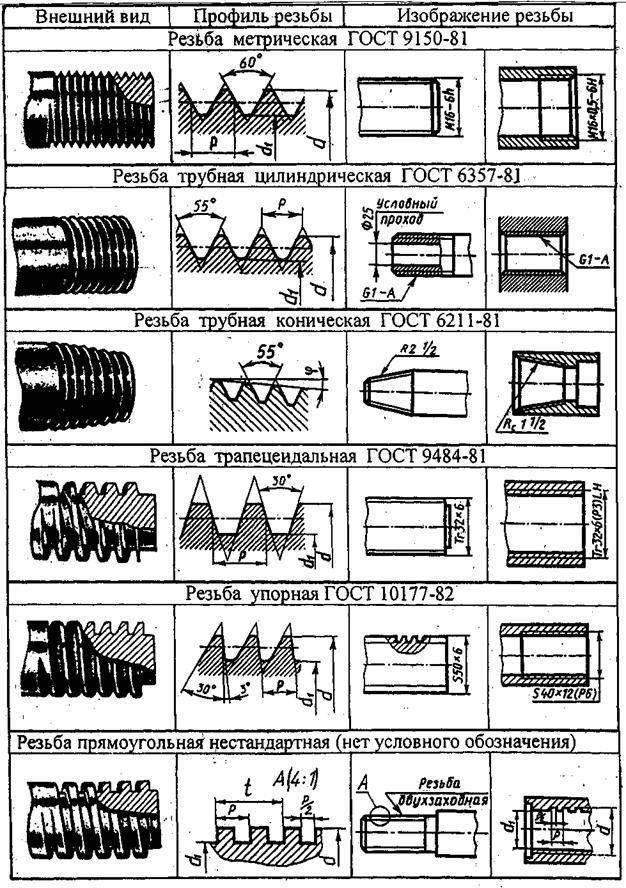
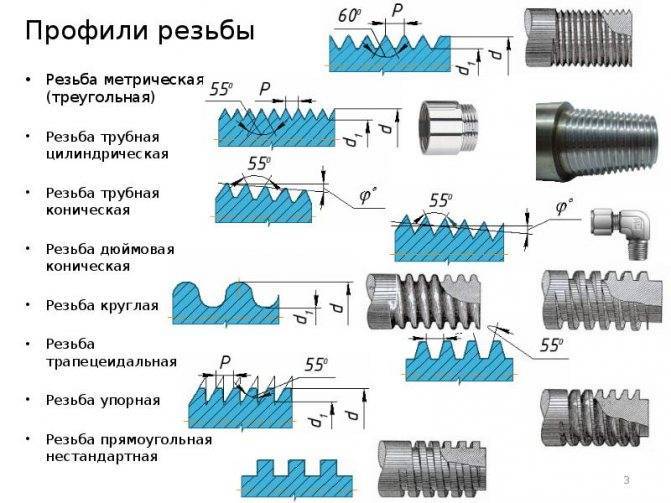
Обозначения профилей резьбы по международным стандартам
Международные стандарты
Гарантированная работоспособность резьбового соединения достигается тогда, когда каждая из его составляющих (с наружной и внутренней резьбой) изготавливается в соответствии с принятыми стандартами. Именно с этой целью для каждого типа резьб были разработаны единые международные стандарты.
Обозначения ISO для метрической резьбы
Полная маркировка резьбы состоит из обозначения формы и точности. Точность обозначается номером (степень точности – квалитет) и буквами (положение поля допуска).
Примеры
M16 – 6h
M16: тип резьбы и номинальный диаметр
6h: поле допуска приведённого среднего диаметра резьбы
M10 x 1,25 5g6g
M10: шаг резьбы
1,25: поля допуска диаметра делительной окружности
5g6g: поле допуска наружного диаметра резьбы
Величина зазора между частями резьбового соединения задаётся значением класса точности внутренней резьбы, за которым следует класс точности наружной резьбы, отделённый косой чертой.
Положение поля допуска
Положение поля допуска определяется величиной основного отклонения и обозначается заглавной буквой для внутренней резьбы и строчной для наружной. Сочетание квалитета и положения поля допуска показывает класс точности. Значения классов точности резьб приведены в стандартах различных резьбовых систем.
Дюймовые резьбы ISO (UNC, UNF, UNEF, UN)
Система UN имеет три класса точности, от 1 (низкая) до 3 (высокая). Типичная резьба UN обозначается следующим образом:
¼» 20 20UNC – 2A ¼» – наибольший диаметр резьбы20 – шаг резьбы: ниток на дюймUNC – резьба с крупным шагом 2A – средняя размерная точность
ISO – унифицированная (UN):
Свободная размерная точность: 1A (наружная резьба), 1B (внутренняя резьба) Средняя размерная точность: 2A (наружная резьба), 2B (внутренняя резьба) Высокая размерная точность: 3A (наружная резьба), 3B (внутренняя резьба)
Различные типы резьбы UN
| UNC | Резьба с крупным шагом |
| UNF | Резьба с мелким шагом |
| UNEF | Резьба с особо мелким шагом |
| UN | Резьба с постоянным шагом |
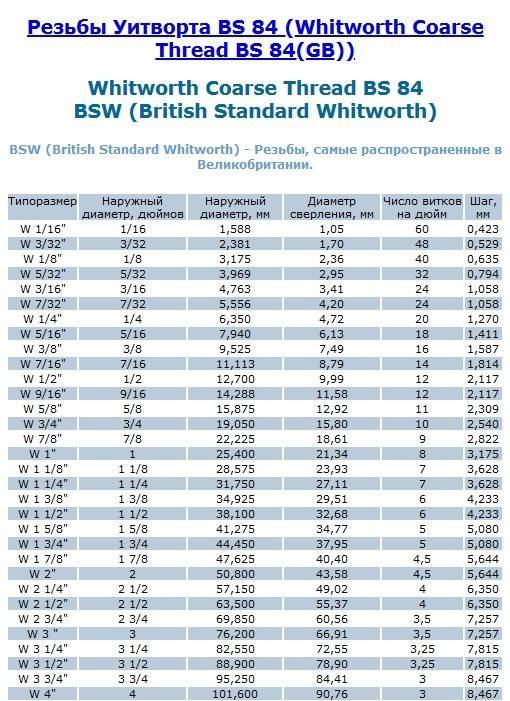
Резьба WHITWORTH (G, R, BSW, BSF, BSPF)
Винтовая резьба WHITWORTH на сегодняшний день устарела, но трубная резьба WHITWORTH является признанным международным стандартом. Существует два класса точности для наружной и один класс точности для внутренней трубной резьбы WHITWORTH.
Положение поля допуска Мелкий шаг: A (наружная резьба), внутренняя резьба – только один классКрупный шаг: B (внутренняя резьба), внутренняя резьба – только один класс
Изготовление резьбы
Порядок и правила её нарезания по американскому стандарту UNF не отличается от методики нарезания с применением метрической системы. Единственным отличием является применение специального инструмента и методов настройки станка. Как и для метрических соединений пользуются ручным или механическим способом нарезания резьбы. Оба способа применимы для нарезания внутренней и наружной резьбы.
Основными правилами, которые необходимо соблюдать при нарезании являются:
- выбор необходимого диаметра сверла;
- предварительный подбор диаметра (он должен быть равен диаметру с вычетом шага).
Эти данные приводятся в справочных таблицах. Если такие таблицы отсутствуют расчёт необходимо произвести самостоятельно.
На предприятиях, занимающихся массовым производством деталей в которых применяется дюймовая американская цилиндрическая резьба такого стандарта, используют механические методы нарезания. Эта операция производится с применением следующего оборудования:
- токарных станков оснащённых специальными метчиками;
- резьбонарезных станков, способных производить наружное и внутреннее нарезание;
- токарно-винторезных станках, оснащённых числовым программным управлением.
Третий вид станков снабжается специальными программами, которые позволяют нарезать весь перечень UNF.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).

Отличия от метрической резьбы
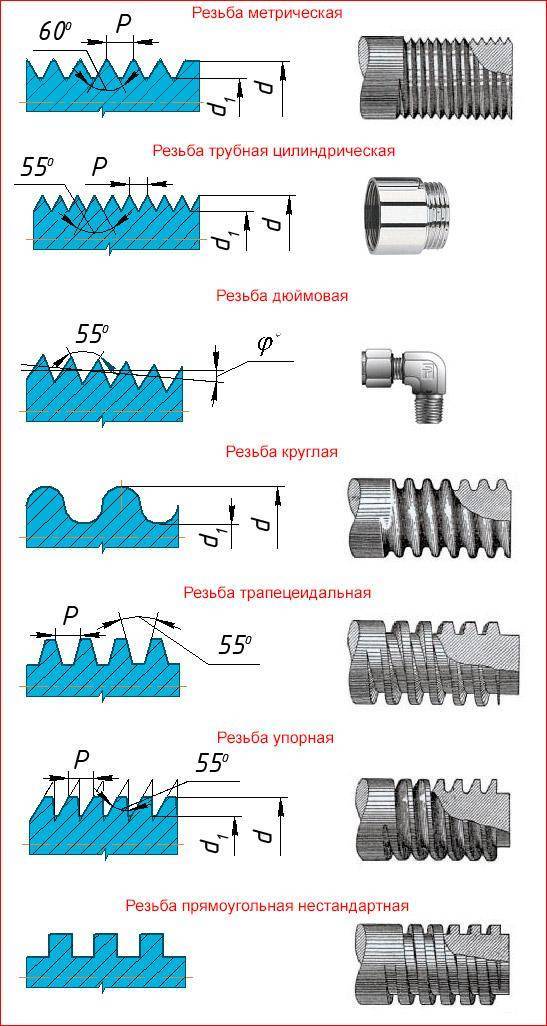
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
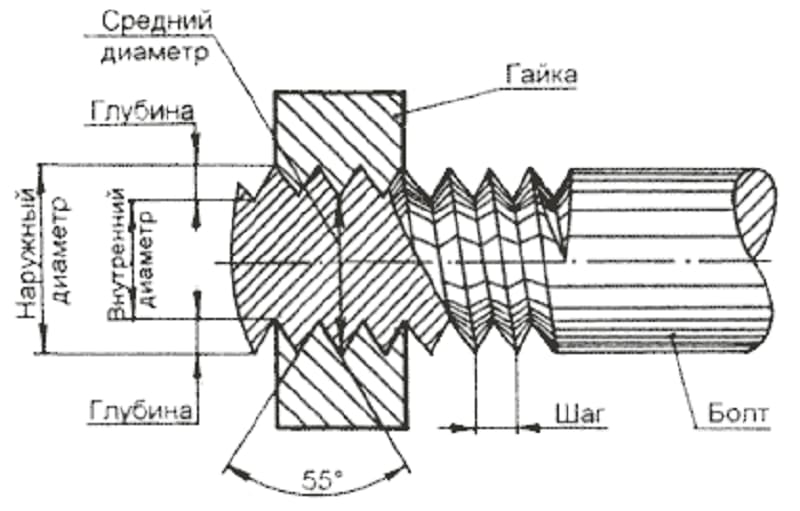
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
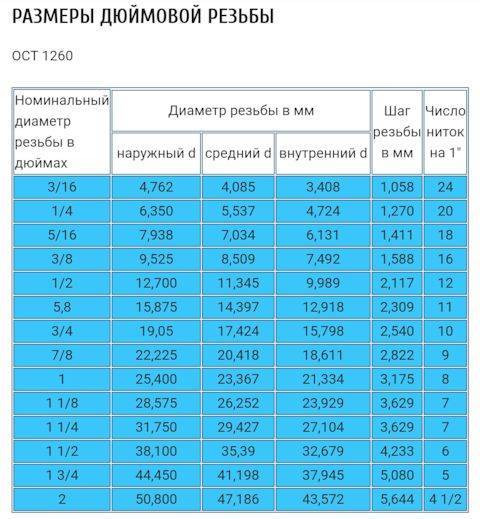
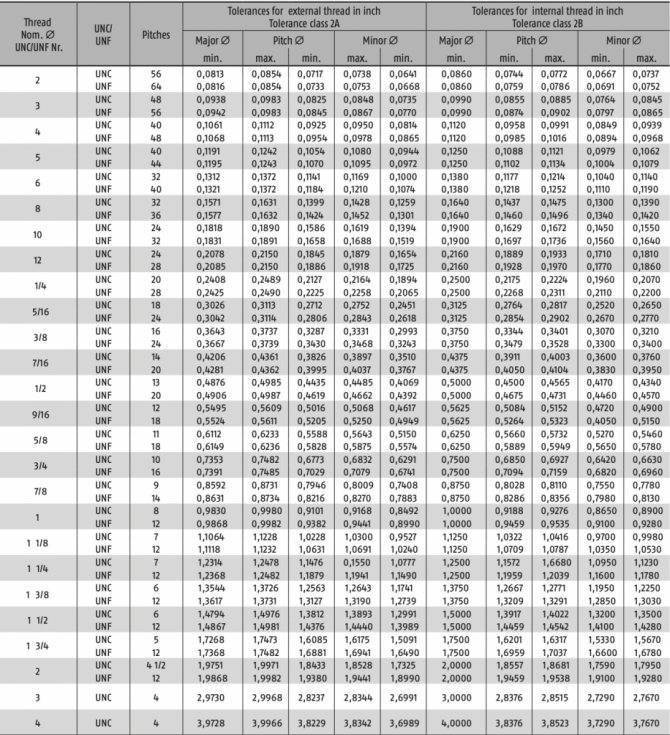
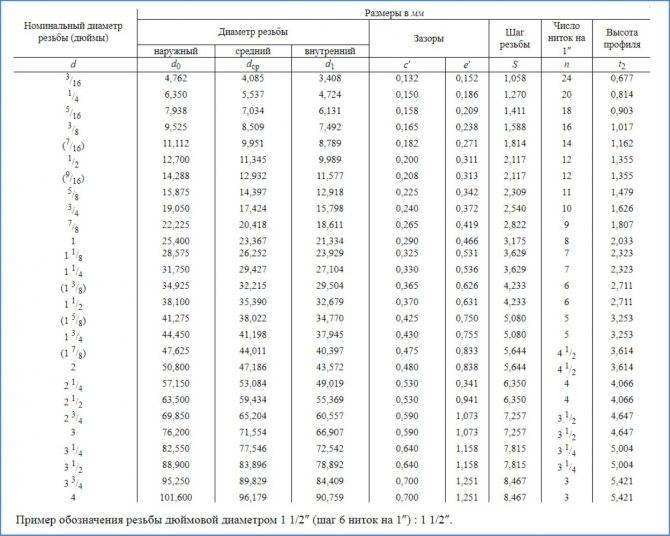
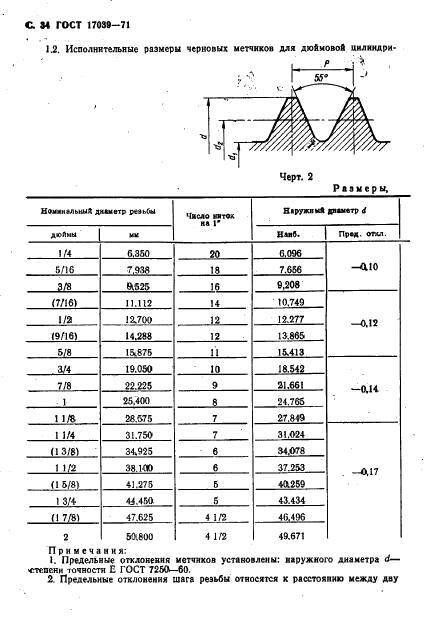
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
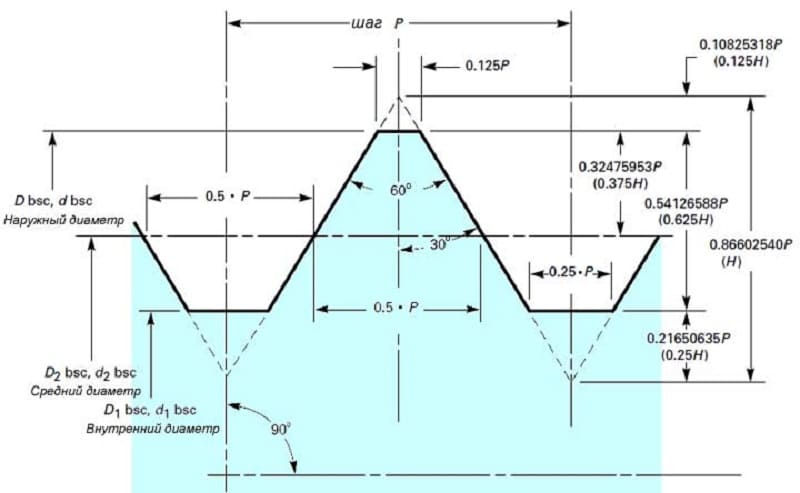
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
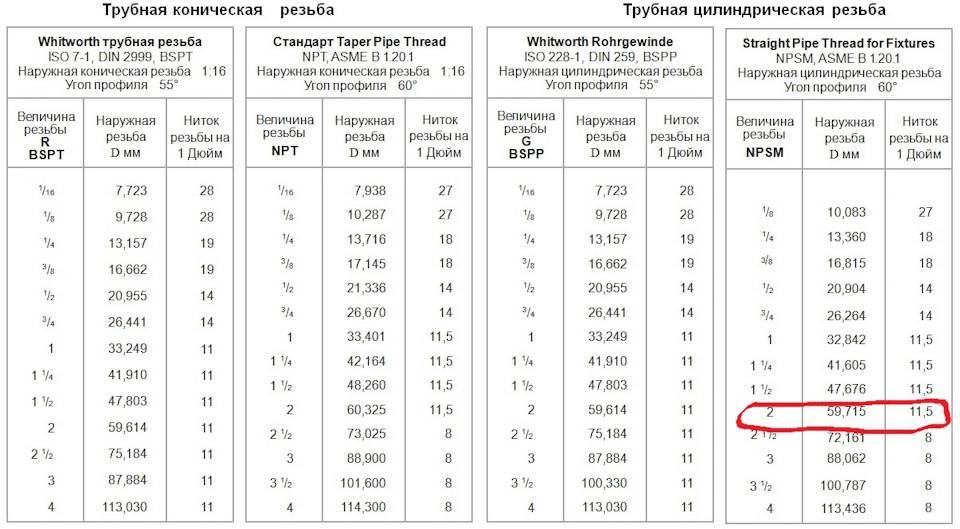
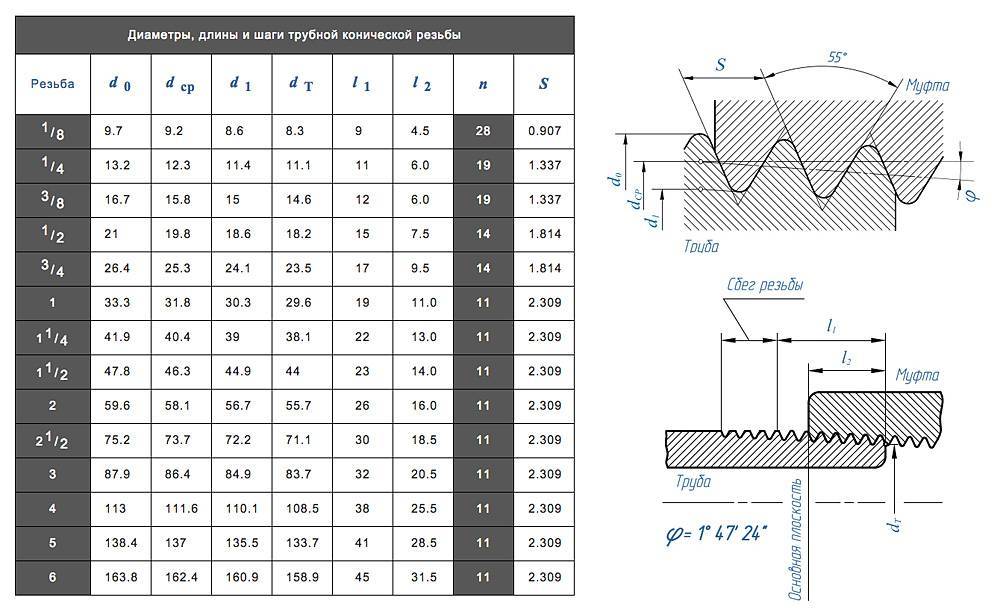
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
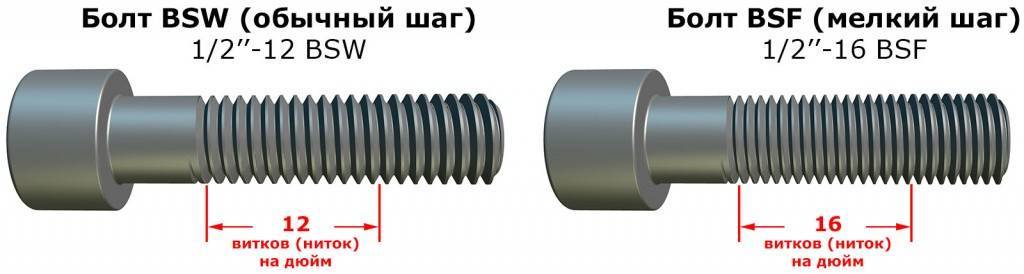
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
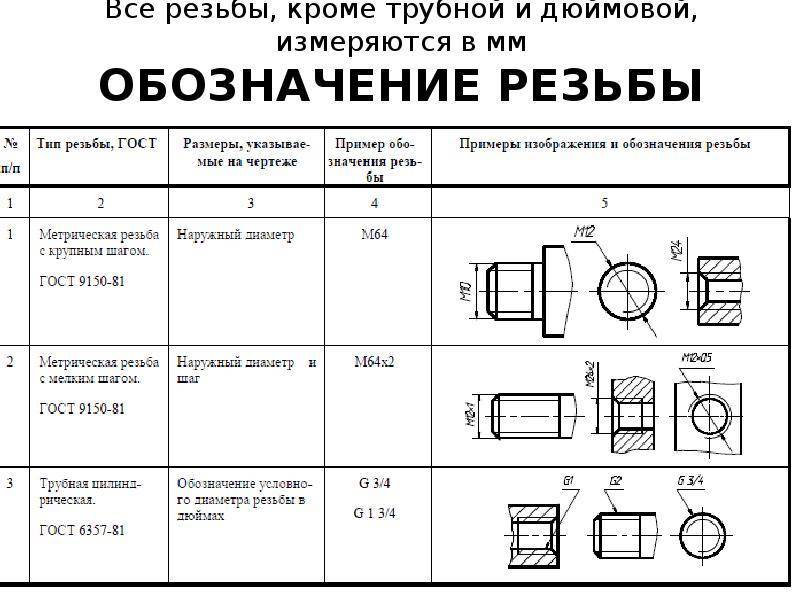
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
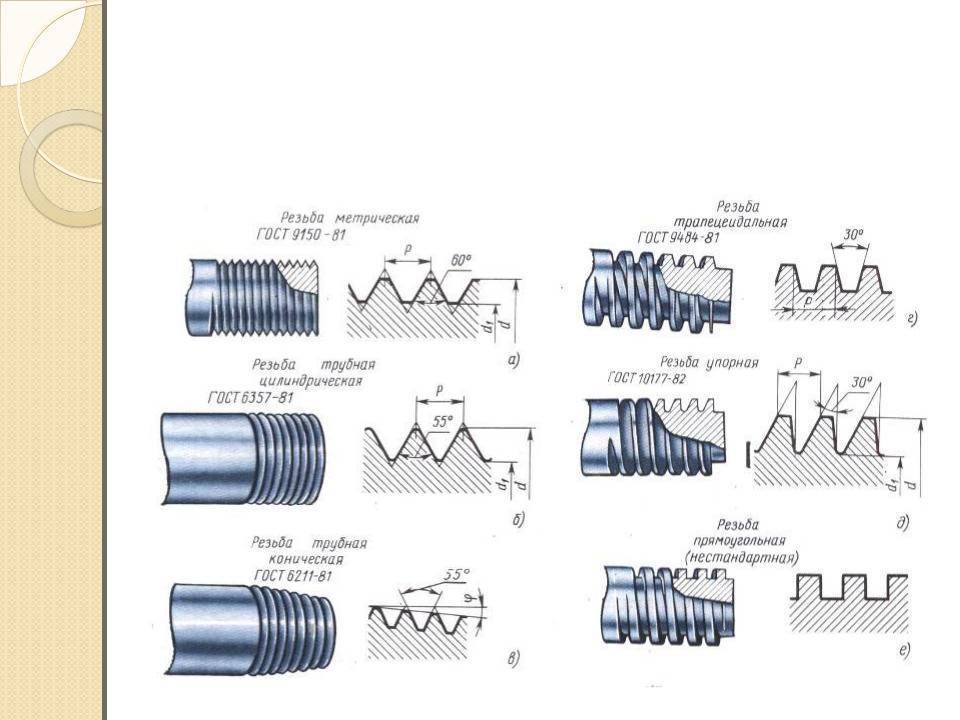
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.
Основные параметры американской дюймовой резьбы
В технике, машиностроении, строительстве, применяется укрупненная американская резьба UNC, мелкая имеет маркировку UNF, а также очень мелкая стандарта UNEF. Они различаются количеством витков или ниток на один дюйм. Среди основных параметров, характеризующих эти резьбы, выделяют:
- Угол при вершине составляет 60 градусов, что соответствует аналогичному показателю у метрической резбы.
- Количество витков на 1 дюйм TPI, которое предлагается в виде 1”/ TPI в метрической резьбе этой величине соответствует шаг, измеряемый в миллиметрах.
- Наружный диаметр – самое дальнее расстояние между вершинами резьбовых гребней, лежащих друг напротив друга.
- Внутренний диаметр – аналогичное расстояние между впадинами резьбы.
- Направление – резьба может закручиваться вправо или влево.
- Профиль – разность межу наружным и внутренним диаметром указывает на высоту витка.
- Форма – американская дюймовая резьба бывает конического или цилиндрического типа.
Для удобства в работе есть необходимость перевести параметры дюймовой резьбы в метрические единицы. В этом поможет сведенная таблица размеров для каждого типа резьбы.
UNC
Размер резьбы | Число ниток | D — наружный диаметр | Di — внутренний диаметр | Шаг резьбы, мм | ||
дюймы | мм | миллиметры | ||||
#1 | 1,85 | 64 | 1,85 | 1,6 | 1,42 | 0,40 |
#2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 | 0,45 |
#3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
#4 | 2,84 | 40 | 2,84 | 2,43 | 2,16 | 0,64 |
#5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
#6 | 3,50 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
#8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
#10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
#12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
1/2 | 12,7 | 13 | 12,70 | 11,43 | 10,58 | 1,95 |
9/16 | 14,3 | 12 | 14,29 | 12,91 | 12,00 | 2,12 |
5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
3/4 | 19,1 | 10 | 19,05 | 17,40 | 16,30 | 2,54 |
7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
1 | 25,4 | 8 | 25,40 | 23,34 | 21,96 | 3,18 |
1 1/8 | 28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
1 1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
1 3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
1 1/2 | 38,1 | 5 | 38,10 | 35,35 | 33,52 | 4,23 |
1 3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
2 | 50,8 | 4 1/2 | 50,80 | 47,13 | 44,69 | 5,64 |
2 1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
2 1/2 | 63,5 | 4 | 63,50 | 59,38 | 56,63 | 6,35 |
2 3/4 | 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 |
3 | 76,2 | 4 | 76,20 | 72,08 | 69,33 | 6,35 |
3 1/4 | 82,5 | 4 | 82,55 | 78,43 | 75,68 | 6,35 |
3 1/2 | 88,9 | 4 | 88,9 | 84,78 | 75,68 | 6,35 |
3 3/4 | 95,2 | 4 | 95,25 | 91,13 | 88,38 | 6,35 |
4 | 101,6 | 4 | 101,60 | 97,48 | 94,73 | 6,35 |
UNF
Размер резьбы | Число ниток | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
дюймы | мм | миллиметры | ||||
#0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
#1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
#2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
#3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
#4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
#5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
#6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
#8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
#10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
#12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |
UNEF
Размер резьбы | Число ниток | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
дюймы | мм | миллиметры | ||||
#12 | 5,49 | 32 | 5,49 | 4,97 | 4,63 | 0,79 |
1/4 | 6,35 | 32 | 6,35 | 5,83 | 5,49 | 0,79 |
5/16 | 7,94 | 32 | 7,94 | 7,42 | 7,08 | 0,79 |
3/8 | 9,53 | 32 | 9,53 | 9,01 | 8,67 | 0,79 |
7/16 | 11,1 | 28 | 11,11 | 10,52 | 10,13 | 0,91 |
1/2 | 12,7 | 28 | 12,70 | 12,11 | 11,72 | 0,91 |
9/16 | 14,3 | 24 | 14,29 | 13,60 | 13,14 | 1,06 |
5/8 | 15,9 | 24 | 15,88 | 15,19 | 14,73 | 1,06 |
11/16 | 17,5 | 24 | 17,46 | 16,77 | 16,32 | 1,06 |
3/4 | 19,1 | 20 | 19,05 | 18,22 | 17,68 | 1,27 |
13/16 | 20,6 | 20 | 20,64 | 19,81 | 19,26 | 1,27 |
7/8 | 22,2 | 20 | 22,23 | 21,40 | 20,85 | 1,27 |
15/16 | 23,8 | 20 | 23,81 | 22,99 | 22,44 | 1,27 |
7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
1 | 25,4 | 20 | 25,40 | 24,57 | 24,03 | 1,27 |
1 1/16 | 26,9 | 18 | 26,99 | 26,07 | 25,46 | 1,41 |
1 1/8 | 28,6 | 18 | 28,58 | 27,66 | 27,05 | 1,41 |
1 3/16 | 30,2 | 18 | 30,16 | 29,25 | 28,64 | 1,41 |
1 1/4 | 31,8 | 18 | 31,75 | 30,83 | 30,22 | 1,41 |
1 5/16 | 33,3 | 18 | 33,40 | 32,42 | 31,81 | 1,41 |
1 3/8 | 34,9 | 18 | 34,93 | 34,01 | 33,40 | 1,41 |
1 7/16 | 36,5 | 18 | 36,51 | 35,60 | 34,99 | 1,41 |
1 1/2 | 38,1 | 18 | 38,10 | 37,18 | 36,57 | 1,41 |
1 9/16 | 39,7 | 18 | 39,69 | 38,77 | 38,16 | 1,41 |
1 5/8 | 41,3 | 18 | 41,27 | 40,36 | 39,75 | 1,41 |
1 11/16 | 42,9 | 18 | 42,86 | 41,95 | 41,34 | 1,41 |
Если диаметр резьбы меньше 1/4 дюйма, то такой размер обозначается числами в диапазоне от 0 до 12, перед которым ставится символ # или №. Каждому такому диаметру дюймовой резьбы соответствует его значение в миллиметрах из таблицы.


Конструкция инструмента
Метчик UNF/UNC представляет собой винт со стружечными канавками и соответствующей заточкой переднего, заднего и других углов. Основными элементами инструмента являются режущая (заборная) и калибрующая части, канавки для удаления стружки. Режущая часть изготовлена из быстрорежущей марки стали или твердого сплава. Для ручного использования или установки в патрон имеется соответствующий хвостовик.

Достоинством инструмента является простота и технологичность конструкции, а также высокая точность нарезки и возможность работы за счет самоподачи. Сложностью является необходимость приложения больших сил резания и сил трения, трудности с удалением стружки.
В зависимости от конструкции метчики UNF/UNC подразделяются на:
- ручные или слесарные;
- машино-ручные;
- машинные;
- гаечные и другие.