Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
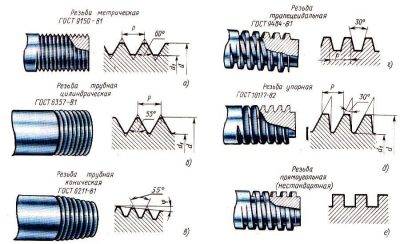
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
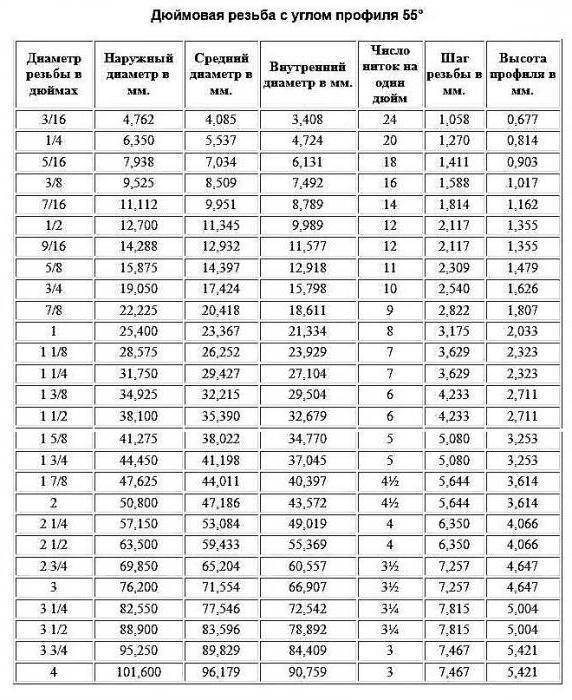
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
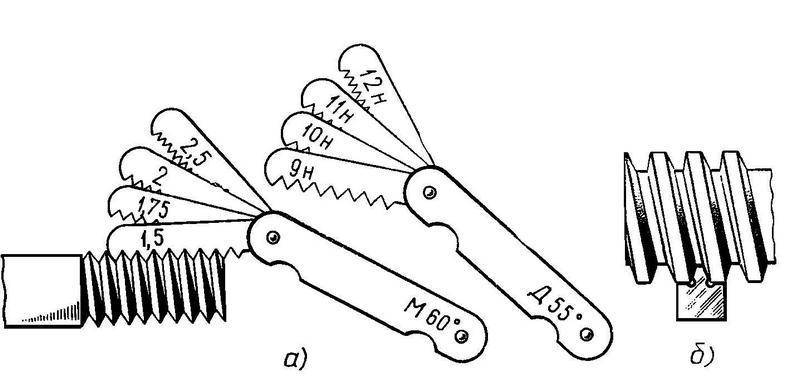
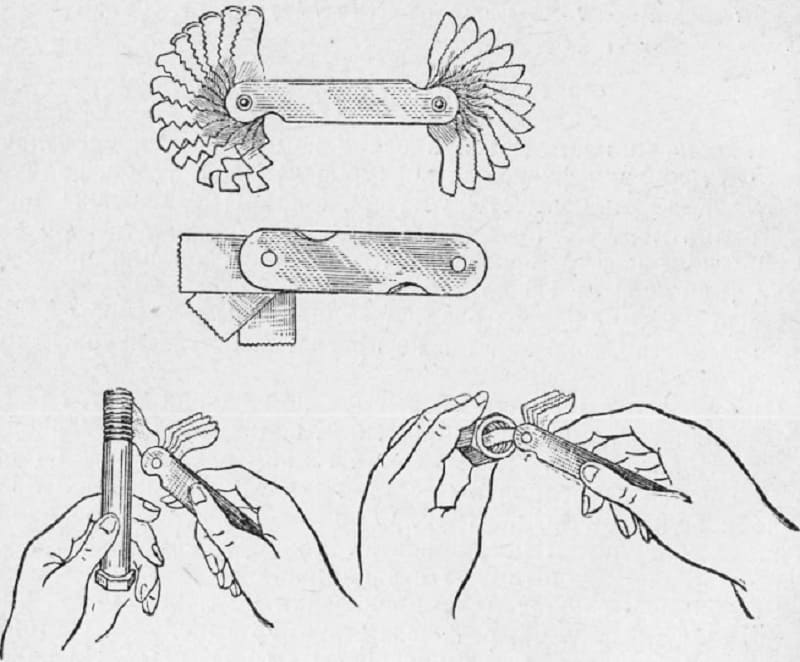
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
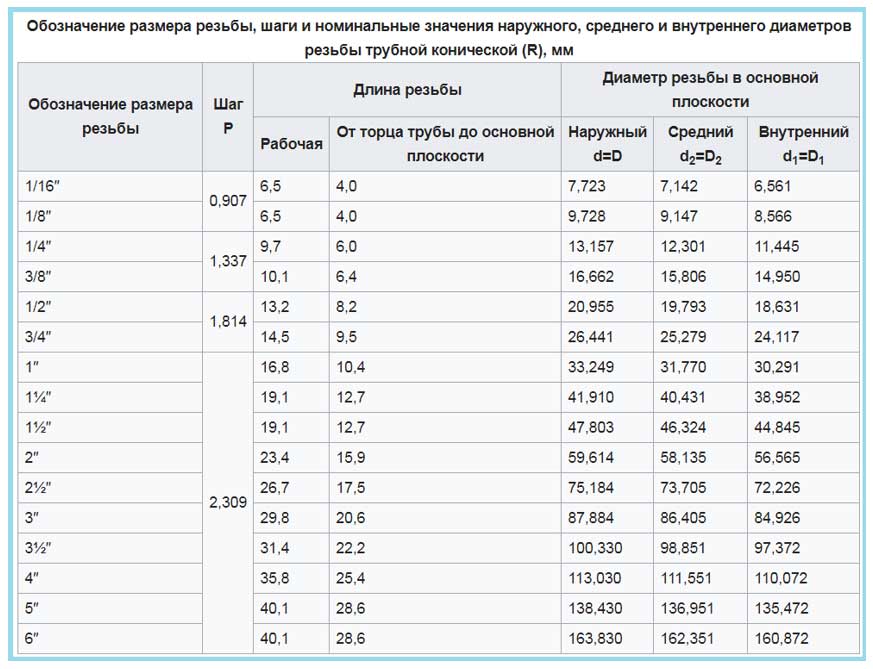
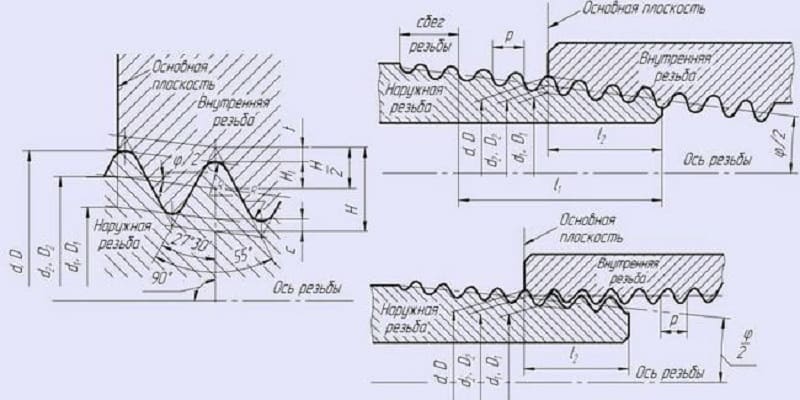
Параметры конической трубной резьбы
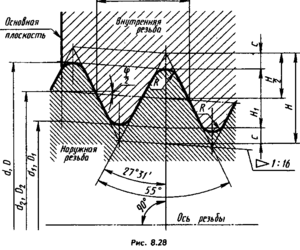
Данный вид соединений обозначается исключительно в дюймах. Указываются значения в целых и дробных частях. Профиль конической трубной резьба отличается от стандартного дюймового аналога. Угол при вершине составляет 55° в первом случае и 60° во втором. В отдельных случаях допускается соединения обоих видов. Условия определены в ГОСТ 6211–81. В § 4.7 сказано, что в этом случае можно использовать наружную трубную коническую резьбу совместно с цилиндрической внутренней. Номинальные значения должны совпадать. Например, диаметр 1½ должен быть одинаковым у обеих деталей. Внутренняя трубная дюймовая коническая резьба не соединяется наружным цилиндрическим элементом.
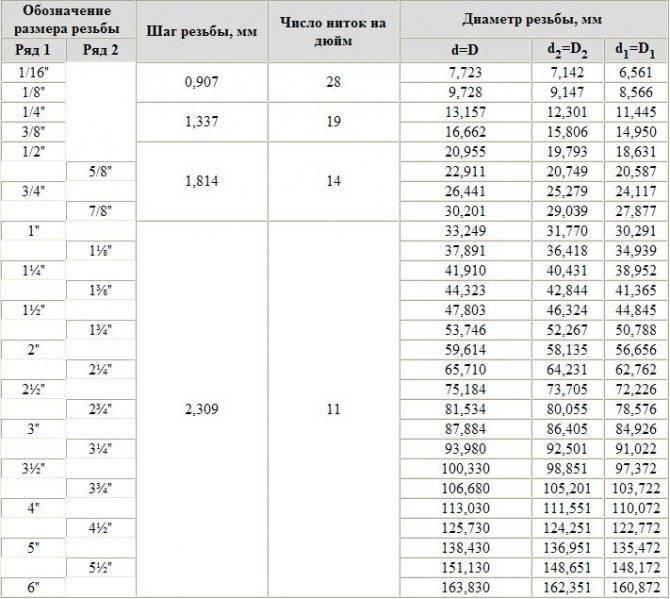
Этот параметр одинаков для всех видов конической трубной резьбы, а вот шаг существенно отличается. Исторически принято измерять его в количестве ниток на дюйм. Но в процессе эволюции производства некоторые значения не соответствуют указанным данным. Поэтому вся дюймовая резьба сегодня имеет расшифровку в привычных европейских стандартах. Метрическая система измерения гораздо удобнее в работе.
Ниже указаны соответствия дюймовых номиналов аналогам в мм:
- ⅛ — 28 (число ниток на дюйм), 0,907 мм;
- ¼ — 19, 1,337 мм;
- ⅜ — 19, 1,337 мм;
- ½ — 14, 18,14 мм
- ¾ — 14, 18,14 мм
- 1 — 11, 23,09 мм
- 1¼ — 11, 23,09 мм
- 1½ — 11, 23,09 мм
- 2 — 11, 23,09 мм
У конической трубной резьбы различают три диаметра: наружный, внутренний и средний. Чертеж соединения выполнен в виде трапеции. Ее основание — наружная резьба, вершина внутренняя. Среднее значение вычисляется математически. Оно примерно соответствует размерам обычной цилиндрической дюймовой резьбы
Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное
К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Следует знать, что при подготовке деталей к обработке необходимо учитывать припуски. Делая конус на входящей детали ориентируются на наружное значение диаметра по таблице. Затем проверяют длину заготовки и лишь потом делают нужный уклон. На токарном станке выставляют угол на верхней каретке суппорта. Второй вариант — использование фасонного резца. В обоих случаях придется делать ручную настройку, и точно выставить режущий инструмент сложно, поэтому обязательно проверяют угол специальным калибром.
Угол вершины профиля 55° выбран не случайно. Это гарантирует лучшую герметизацию соединения. При закручивании происходит притирка деталей с легким заминанием профиля. Однако применять силу при сборке не рекомендуется. Конусность деталей приводит к тому, что вектор нагрузки направлен наружу. Деталь может просто разорвать при избыточных усилиях. Особенно, если толщина элемента с внутренней резьбой небольшая. Не рекомендуется применять технологию на тонкостенных латунных и алюминиевых деталях. Об этом нужно помнить, когда решено сочетать трубную коническую и трубную цилиндрическую резьбу, которая не рассчитывалась при производстве на такой вид нагрузки.
Как измерить резьбу
Любое резьбовое соединение образуется двумя элементами, один из которых имеет внутреннюю, а второй — наружную резьбу, например, болт и гайка, винт и монтажное отверстие в соединяемых деталях и т. д. Чтобы получить плотное и качественное соединение, геометрические параметры внутренней и наружной нарезки должны точно совпадать.
К основным таким параметрам относятся:
- внутренний и наружный диаметр;
- глубина;
- шаг резьбы.
Поэтому при подборе крепежа для выполнения монтажных работ часто возникает вопрос, как измерить резьбу. Измерение диаметра и глубины нарезки обычно не представляет сложности. Более сложной задачей будет измерить шаг резьбы, а неправильный подбор деталей по этому параметру либо вообще не позволит закрутить их, либо значительно ухудшит качество соединения, сделав его фактически непригодным к эксплуатации.
Трубные резьбы: таблица
В этом разделе приводится таблица трубных резьб, содержащая информацию об основных параметрах трубных резьбовых соединений. Рекомендуем вам обращаться к этой таблице, занимаясь, к примеру, ремонтом санузла:
| Резьба, дюймов | Размеры, мм | Число ниток | ||||||
| диаметр | шаг резьбы | высота профиля | радиус | на дюйм | на 127 мм | |||
| наружный | внутренний | средний | ||||||
| 1/8 | 9,729 | 8,567 | 9,148 | 0,907 | 0,581 | 0,125 | 28 | 140 |
| 1/4 | 13,158 | 11,446 | 12,302 | 1,337 | 0,856 | 0,184 | 19 | 95 |
| 3/8 | 16,663 | 14,951 | 15,807 | 1,337 | 0,856 | 0,184 | 19 | 95 |
| 1/2 | 20,956 | 18,632 | 19,794 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 5/8 | 22,912 | 20,588 | 21,750 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 3/4 | 26,442 | 24,119 | 25,281 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 7/8 | 30,202 | 27,878 | 29,040 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 1 | 33,250 | 30,293 | 31,771 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 1/8 | 37,898 | 34,941 | 36,420 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 1/4 | 41,912 | 38,954 | 40,433 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 3/8 | 44,325 | 41,367 | 42,846 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 1/2 | 47,805 | 44,817 | 46,326 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 3/4 | 53,748 | 50,791 | 52,270 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 | 59,616 | 56,659 | 58,137 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 1/4 | 65,712 | 62,755 | 64,234 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 1/2 | 75,187 | 72,230 | 73,708 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 3/4 | 81,537 | 78,580 | 80,058 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 | 87,887 | 84,930 | 86,409 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 1/4 | 93,984 | 91,026 | 92,505 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 1/2 | 100,334 | 97,376 | 98,855 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 3/4 | 106,684 | 103,727 | 105,205 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 4 | 113,034 | 110,077 | 111,556 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 4 1/2 | 125,735 | 122,777 | 124,256 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 5 | 138,435 | 135,478 | 136,957 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 5 1/2 | 151,136 | 148,178 | 149,657 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 6 | 163,836 | 160,879 | 162,357 | 2,309 | 1,479 | 0,317 | 11 | 55 |

Резьбовое соединение труб
Как видите, в качестве способа соединения труб широко применяется резьба трубная: таблица таких резьб, которая включена в данную статью, обязательно вам пригодится, если вы займетесь самостоятельными сантехническими работами. И вполне возможно, именно эта информация и станет определяющей в итоговом результате всей вашей работы!
Технические параметры
В соответствии с техническим заданием, требуются различные параметры дюймовой резьбы, что должны учитывать производители. Для этого выделяются технические параметры, по которым подбираются крепежи. К основным параметрам резьбы, по требованиям ГОСТ относят:
- Наружный диаметр. Это наибольшее расстояние между резьбовыми гребнями, которые располагаются напротив. Как правило, для его измерения достаточно обычного штангенциркуля.
- Внутренний диаметр. Такое же расстояние между так же расположенными впадинами резьбовой насечки.
- Шаг резьбы. Измеряется между соседними гребнями или впадинами резьбового соединения, от чего зависит число витков на единицу длины. Он должен строго соответствовать стандартам, быть одинаковым на всем протяжении резьбового участка, иначе выполнить соединение будет невозможно.
- По форме дюймовые резьбы делятся коническую и цилиндрическую. В цилиндрических диаметры не меняются, а в конических постепенно уменьшаются к наружной части.
- Направление нарезки. Резьба может быть правосторонняя или левосторонняя.
- Профиль. Это высота резьбовых витков, определяется как разница между размерностями наружного и внутреннего диаметра.
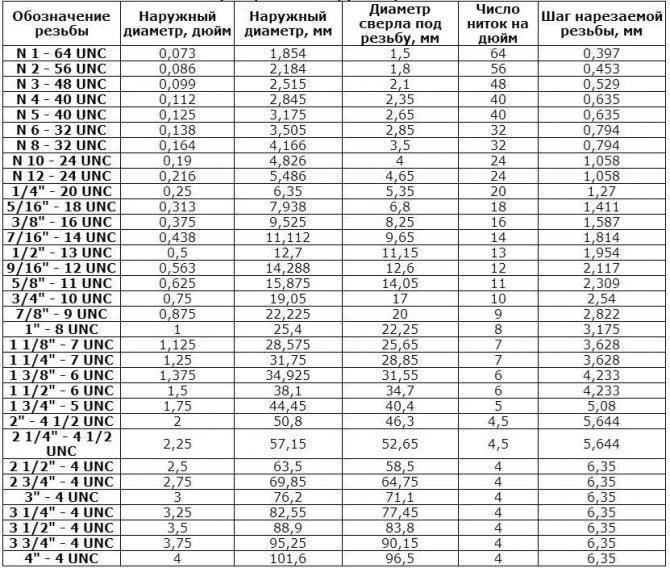
Таблица размеров и соответствия основных параметрических характеристик дюймовых крепежей согласно стандартам UNC:
Типоразмер | Наружный диаметр, дюймов | Наружный диаметр, мм | Диаметр сверления, мм mm | Число витков на дюйм | Шаг, мм |
N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Важно знать, что при выборе резьбового элемента, его параметры обязаны указываться в техническом задании, на чертежах и другой документации. Только это может гарантировать надежность при соединении конструктивных элементов.
Конструкция и область использования резьбомера
Главная функция резьбомера (он же — шаблон для определения резьбового шага) – это контроль за состоянием самой резьбы и ее соответствия установленным стандартам. Этот инструмент часто применяется в металлообрабатывающей промышленности, на предприятиях машиностроения, при проведении сборочных/ремонтных работ в отношении разнообразного оборудования и машин. Проще говоря, любая мастерская по ремонту или сборочный цех просто обязаны иметь в составе своего инструментария набор шаблонов-резьбомеров для целей профильных проверок упорных, трапециевидных или угловых резьб.
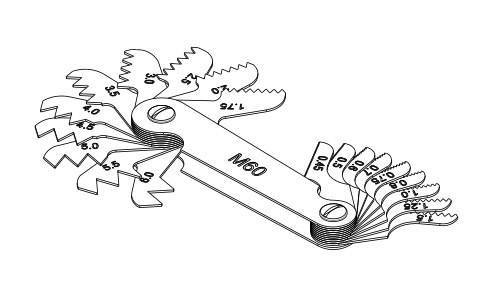
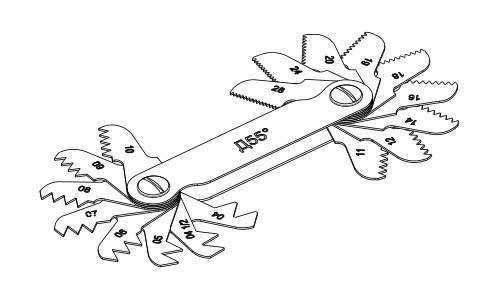




Сам прибор представляет из себя набор шаблонов, изготовленных из металлических пластин, имеющих толщину около 1 миллиметра. На одном окончании пластины присутствуют особые вырезы, которые соответствуют размеру промеряемой резьбы, т.е. профилю и шагу. Эти зубчатые пластинки также именуются гребенками. На их метрических вариантах установлен резьбовой шаг, а на дюймовых указано количество нитей, приходящихся на каждый дюйм.
Таким образом, посредством рассматриваемого прибора возможно определить:
- Резьбовой шаг;
- Количество резьбовых нитей на определенную единицу расстояния;
- Состояние изношенности насечек (резьбы);
- Соответствие резьбы параметрам, установленным государственными стандартами.
Чем отличается метрическая резьба от дюймовой?

Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| 1 или 2 | 6.8 |
| 5 | 8.8 |
| 6 | 10.9 |
Дюймовая резьба: таблица размеров, маркировка, ГОСТ
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Трубная резьба
Обособленная стандартная группа, регламентирующая соединение труб с использованием различного материала стенок. Трубная дюймовая резьба подразделяется на типы:
- цилиндрический тип;
- конический вид;
- резьба NPSM.
Цилиндрическая трубная резьба
Известна еще под наименованием резьбы Витворда. Применяется для цилиндрического соединения при помощи резьбы и для стыковки цилиндрической внутренней нарезки с наружной конической трубой.
Обозначение профиля формы – дюймовая резьба с профилем в виде треугольника с равными бедрами и углом вверху в 55º. Разрешается соединять трубы с наибольшим диаметром в 6 дюймов, а для труб большего дюймового размера применяют соединение с помощью сварки.
Коническая дюймовая трубная резьба
Профиль обозначается как дюймовый тип с конусностью, при буквенном выражении индекса указывается ее расположение. R свидетельствует о наружной нарезке, Rc обозначает внутреннюю нарезку, а буквы LH ставят для левой резьбы.
Тип резьбового профиля NPSM
Такая нарезка витков делается в соответствии с американскими стандартами трубной резьбы, относится по расположению и типу к цилиндрической дюймовой. Определяется формой профиля в виде треугольника с вершиной в 60º и производится в размерах от 1/16 до 24 дюймов.
Этот вид не стоит путать с американским подвидом NPT, являющимся стандартным коническим соединением дюймовой нарезки для труб с требованиями повышенной надежности при работе с повышенным давлением и в сложных условиях эксплуатации.
https://youtube.com/watch?v=TdIb0o2MDw0
Различия между трубной и метрической резьбой
Их не так много, наиболее заметным показателем, отличающим один вид от другого, служит форма профиля нарезки резьбового гребня. На вид он кажется острее, его угол при вершине составляет 55º.
Детально исполненную таблицу с указанием соответствующих переводов из дюймов в миллиметры можно посмотреть в указанном ГОСТе. Кроме целых дюймовых показателей указаны и дробные значения. Кроме того, шаг считают не в миллиметрах, а в нитках, обозначающих нарезанные канавки на мерном дюймовом отрезке.
Определение шага происходит с применением рабочих инструментов:
- гребенков;
- калибров;
- механическими измерителями.
Измерения производятся по одинаковым правилам в метрической и дюймовой нарезке. Для начала используем муфту или штуцер с нарезанной наружной или внутренней резьбой, отталкиваясь от известных параметров. Вкручивают болт в резьбу и определяют плотность посадки. Если болт вошел плотно, то шаг и диаметр считают определенным. Если болт не соответствует, то пробуют применить болт другого калибра.
Удобнее использовать резьбомер, тогда работа происходит быстрее – достаточно приложить пластину к резьбе. На пластине инструмента указывается номер резьбы, которая считается определенной, если совпали профили. Штангенциркуль или микрометр применяется только для определения наружного и внутреннего диаметров.
Стандартные параметры профиля резьб
Характеристики метрических резьб определяет ГОСТ 24705-91, а дюймовых – ГОСТ 6111-52. И, если диаметр резьбы можно достаточно просто установить при помощи обычного штангенциркуля, а тип резьбы – простым визуальным осмотром, то с шагом резьбы не всегда разберётся даже опытный слесарь. Между тем резьбы с разным заходом и профилем попадаются часто
Соответствие профиля имеющейся и подлежащей нарезанию резьбе особо важно в следующих ситуациях:
- При необходимости дальнейшей поверхностной обработке болта и – реже – гайки.
- Определить возможность увеличения длины свинчивания.
- Установить, выдержит ли изготавливаемое резьбовое соединения эксплуатационные усилия.
- Выяснить, возможен ли срез одного или нескольких витков резьбы (для мягких металлов и сплавов).

Резьбомер окажется полезным и для того, чтобы отличить, с какой резьбой имеет дело пользователь: метрической (с углом при вершине 60º), либо дюймовой (угол при вершине 55º). При этом не потребуются какие-либо вычисления или дополнительные инструмента, в частности, калибры.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Что такое резьбомер
Конструкция резьбомера состоит из набора зубчатых щупов, закрепленных на корпусе инструмента. Они представляют собой небольшие пластины или шаблоны, выполненные из стальных сплавов. Щуп определяет величину зазоров между двумя изделиями. Если значение зазора слишком велико, применяются несколько пластин одновременно. Каждый щуп обладает уникальными параметрами шага, толщины и вращается вдоль оси. Во время использования инструмента шаг щупа должен соответствовать шагу измеряемой резьбы. Благодаря отшлифованной поверхности, пластины могут использоваться для оценки точности как внутренней, так и наружной нарезки.
Для определения характеристик нарезания используются резьбовые шаблоны ГОСТ 519-77. Они определяют для метрической и трубной резьбы уникальные значение шага и количества витков на 1 дюйм нарезки. При определении точности также используются метрики или штангенциркули.
Все элементы резьбомера производятся в соответствии с ГОСТ 5950-85. Государственный стандарт регламентирует использование стальных сплавов ХВ4, У7 и 8ХФ. Эти металлы не подвержены воздействию сильных перепадов температур. Они обладают повышенной прочностью и не подвергаются коррозии. Благодаря этим свойствам инструмент может эксплуатироваться в течение длительного времени без износа конструкции.
Резьбомеры являются универсальными инструментами и широко применяются в промышленном секторе. Они используются в металлообрабатывающем и машиностроительном комплексе, строительстве и индустрии по производству электроники. Эти инструменты также используются в бытовых условиях для измерения резьбовых соединений в радиоэлектронной аппаратуре и металлических изделиях.