

Принцип работы и конструкция

электрический резьбонарезной станок
Устройство резьбонакатных станков напоминает сверлильные машины вертикального типа, оснащенные более совершенным редуктором. Характер нарезания требует комбинации разнообразных вариантов частоты вращения и уровня подачи шпинделя.
В шпинделе фиксируется инструмент — метчик, который с заданной линейной скоростью и частотой вращения перемещается вниз в сторону жестко закрепленных труб. Параметры движения метчика задаются в зависимости от шага резьбы и поперечника труб. При нарезании на длинных трубах используются специальные подставки, регулируемые по длине и высоте.
Резьбонарезной станок может иметь вертикальное или горизонтальное расположение исполнительного инструмента. Первое встречается чаще, в качестве резца используется метчик. Горизонтальные станки предназначены для нарезания резьб на водопроводных и газопроводных трубах.
Наружные резьбы выполняют с помощью круглых плашек, резьбовых резцов, головок винторезного типа. Внутренние резьбы делают метчиками и специальными резцами. На крупных производствах для создания много- и однозаходных винтов примеряют также вихревые головки.
Резьбонарезной станок выполняет резьбы всех существующих стандартов:
- дюймовую и метрическую на трубах;
- трапецеидальную;
- цилиндрическую или коническую.
Используя некоторые дополнительные инструменты, можно осуществлять несколько типов обработки, задавать различную форму, наклон и шаг резьбы. Для изменения параметров используются сменные головки.
Одной из самых эффективных считается головка конической формы, которая быстро и без больших усилий режет металл труб.
Параметры выбора
Как выбрать станок для резки резьбы? Помимо вида и способа управления требуется учитывать следующие факторы:
- мощность оборудования. Для бытовых целей оптимально подходят станки с мощностью 750 – 1000 Ватт. В промышленном производстве рекомендуется применение станков, имеющих мощность 2 000 – 2 500 Ватт;
- скорость вращения шпинделя, посредством которого производится нанесение резьбы. Параметр прямо пропорционально зависит от мощности оборудования и может варьироваться от 27 оборотов в минуту до 515 оборотов за аналогичный период времени.
Некоторые модели могут дополнительно оснащаться опцией выбора скоростного режима, что позволяет подбирать наиболее оптимальную скорость вращения для определенного материала;
- диапазон резьбонарезания (обработки заготовок разных размеров). В большинстве случаев ручное оборудование способно обрабатывать заготовки 3 – 50 мм, а электрические станки предназначаются для труб диаметром 50 – 200 мм;
- вес. Если предполагается использование станка при прокладке магистралей, то целесообразнее подбирать более мобильное оборудование, отличающееся небольшим весом;
- дополнительные опции. Комплект для нанесения резьбы может включать одновременно несколько приспособлений: трубонарезной станок, инструмент для снятия фаски, встроенную масленку и так далее.
Чем больше функций может выполнять оборудование, тем большей функциональностью и больше стоимостью оно отличается.
Все технические параметры указываются в сопроводительной документации.
Технические параметры оборудования
Электрические резьбонарезные станки для труб — обзор
Обзор настольных электрических резьбонарезных станков для труб включает модели с основными техническими характеристиками и фотографиями ведущих мировых производителей. Информация представлена сводной таблицей резьбонарезных станков следующих брендов Ridgid, Reed, Rothenberger и др.
| Модель / бренд | Мин. диаметр нарезаемой резьбы, дюйм | Мах. диаметр нарезаемой резьбы, дюйм | Масса, кг |
|---|---|---|---|
| Reed 5301PD | 1/8 | 2 | 95 |
| Ridgid 1224 | 1/2 | 4 | 220 |
| Ridgid 1233 | 1/2 | 3 | 58 |
| Ridgid 300 MC | 1/2 | 2 | 90 |
| Ridgid 300 Compact | 1/8 | 2 | 52 |
| Ridgid 300 CA | 1/2 | 2 | 95 |
| Ridgid 535 Automatic | 1/2 | 2 | 122-145 |
| Ridgid 535 Manual | 1/2 | 2 | 122-145 |
| Rothenberger КОЛЛИНЗ КЛАССИК 22 A | 1/8 | 2 | 133 |
| Rothenberger КОЛЛИНЗ КЛАССИК 300 ПР | 1/2 | 2 | 109 |
| Rothenberger КОЛЛИНЗ РИНО 4 | 1/2 | 4 | 216 |
| Rothenberger РОПАУЭР 50 R | 1/4 | 2 | 44 |
| Rothenberger СУПЕРТРОНИК 3 SE | 1/4 | 3 | 74 |
| Rothenberger СУПЕРТРОНИК 4 SE | 1/4 | 4 | 105 |
Принцип работы и конструкция
Устройство резьбонакатных станков напоминает сверлильные машины вертикального типа, оснащенные более совершенным редуктором. Характер нарезания требует комбинации разнообразных вариантов частоты вращения и уровня подачи шпинделя.
В шпинделе фиксируется инструмент — метчик, который с заданной линейной скоростью и частотой вращения перемещается вниз в сторону жестко закрепленных труб. Параметры движения метчика задаются в зависимости от шага резьбы и поперечника труб. При нарезании на длинных трубах используются специальные подставки, регулируемые по длине и высоте.
Резьбонарезной станок может иметь вертикальное или горизонтальное расположение исполнительного инструмента. Первое встречается чаще, в качестве резца используется метчик. Горизонтальные станки предназначены для нарезания резьб на водопроводных и газопроводных трубах.
Наружные резьбы выполняют с помощью круглых плашек, резьбовых резцов, головок винторезного типа. Внутренние резьбы делают метчиками и специальными резцами. На крупных производствах для создания много- и однозаходных винтов примеряют также вихревые головки.
Резьбонарезной станок выполняет резьбы всех существующих стандартов:
- дюймовую и метрическую на трубах;
- трапецеидальную;
- цилиндрическую или коническую.
Используя некоторые дополнительные инструменты, можно осуществлять несколько типов обработки, задавать различную форму, наклон и шаг резьбы. Для изменения параметров используются сменные головки.









Одной из самых эффективных считается головка конической формы, которая быстро и без больших усилий режет металл труб.
Электропитание такого станка обойдется не дешево, поэтому рекомендуем установить солнечные батареи этого поставщика https://e-solarpower.ru/.
Электрические резьбонарезные станки для труб – обзор
Обзор настольных электрических резьбонарезных станков для труб включает модели с основными техническими характеристиками и фотографиями ведущих мировых производителей. Информация представлена сводной таблицей резьбонарезных станков следующих брендов Ridgid, Reed, Rothenberger и др.
| Модель / бренд | Мин. диаметр нарезаемой резьбы, дюйм | Мах. диаметр нарезаемой резьбы, дюйм | Масса, кг |
|---|---|---|---|
| Reed 5301PD | 1/8 | 2 | 95 |
| Ridgid 1224 | 1/2 | 4 | 220 |
| Ridgid 1233 | 1/2 | 3 | 58 |
| Ridgid 300 MC | 1/2 | 2 | 90 |
| Ridgid 300 Compact | 1/8 | 2 | 52 |
| Ridgid 300 CA | 1/2 | 2 | 95 |
| Ridgid 535 Automatic | 1/2 | 2 | 122-145 |
| Ridgid 535 Manual | 1/2 | 2 | 122-145 |
| Rothenberger КОЛЛИНЗ КЛАССИК 22 A | 1/8 | 2 | 133 |
| Rothenberger КОЛЛИНЗ КЛАССИК 300 ПР | 1/2 | 2 | 109 |
| Rothenberger КОЛЛИНЗ РИНО 4 | 1/2 | 4 | 216 |
| Rothenberger РОПАУЭР 50 R | 1/4 | 2 | 44 |
| Rothenberger СУПЕРТРОНИК 3 SE | 1/4 | 3 | 74 |
| Rothenberger СУПЕРТРОНИК 4 SE | 1/4 | 4 | 105 |
Кинематическая схема резьбонарезного станка 2056
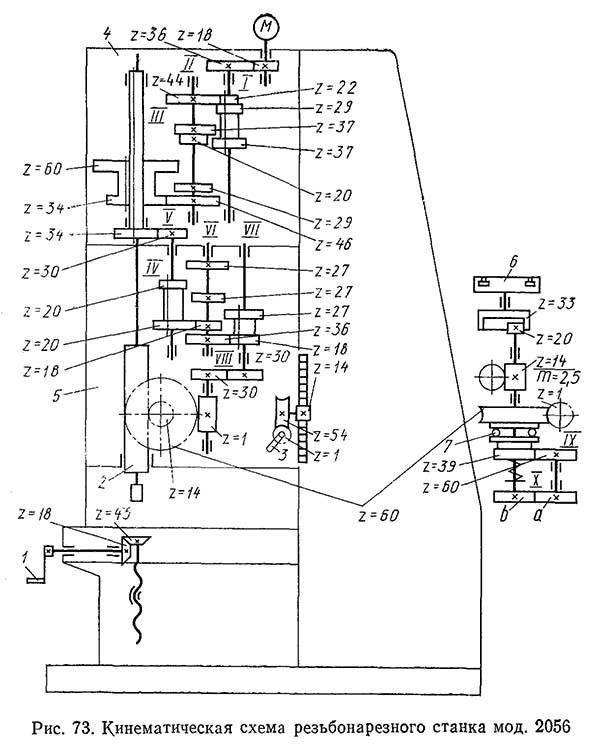
Кинематическая схема резьбонарезного станка 2056
Движения в станке
Движения в станке:
- главное вращательное движение шпинделя;
- движение подачи;
- вспомогательные движения: возврат шпинделя с инструментом в исходное положение после окончания рабочего хода;
- установочные ручные перемещения узлов станка при его наладке и настройке
Цепь главного движения
Вращательное движение шпиндель IV станка получает от электродвигателя М (N = 1,3 кВт, n = 1300 об/мин) через коробку скоростей 4. Переключая в коробке скоростей блочные зубчатые колеса z = 22—29—37 на валу I и z = 34 — 60 на шлицевой втулке III шпинделя, сообщают шпинделю шесть различных частот вращения в диапазоне 112—1120 об/мин.
Наименьшая частота вращения шпинделя:
nшп.min = 1300 (18/36) (22/44) (20/60) = 112 об/мин
Цепь подач
Осевое перемещение шпинделя, согласованное с его вращением, обеспечивается в станке коробкой подач 5 и механизмом подач. Шпиндель станка смонтирован на шарикоподшипниках в гильзе 2, на наружной поверхности которой нарезана рейка, находящаяся в зацеплении с реечным зубчатым колесом z = 14. Движение к реечной паре передается от зубчатого колеса z = 34, установленного на шлицевой втулке шпинделя в коробке скоростей, и далее по следующей кинематической цепи: зубчатое колесо z = 30, трехваловая коробка подач с двумя блоками зубчатых колес z = 20—20 и z = 18—27, зубчатая пара (30/30), червячная пара (1/60), предохранительная шариковая муфта 7, зубчатая передача (39/60), сменные зубчатые колеса (a/b) гитары подач, реечное зубчатое колесо z = 14, гильза со шпинделем. Четырехскоростная коробка подач и набор сменных зубчатых колес гитары подач позволяют настроить станок на нарезание восьми различных шагов резьб в диапазоне 1..3,5 мм.
Уравнение для вычисления, например, наименьшего шага нарезаемой резьбы имеет вид:
P = 1 (34/30) (20/27) (27/27) (30/30) (1/60) (39/60) (a/b) · 3,14 · 2,5 · 14
a/b = (50/50) Pmin = 1 мм
Вывинчивание метчика из нарезаемого отверстия обеспечивается реверсированием электродвигателя.
Отсчет величины вертикального перемещения шпинделя производят по лимбу 6, движение которому передается с вала реечного зубчатого колеса с помощью зубчатой передачи внутреннего зацепления. В пазах лимба устанавливают кулачки, которые ограничивают величину вертикального перемещения шпинделя и управляют циклом работы станка.
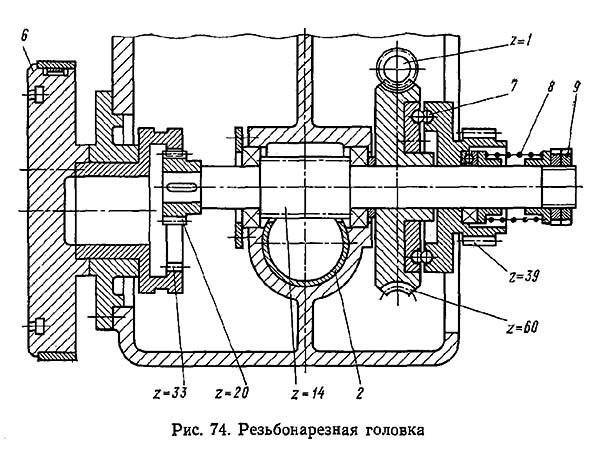
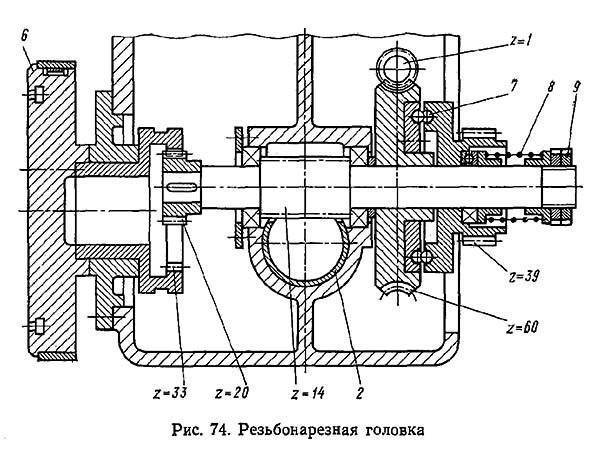
Резьбонарезная головка станка 2056
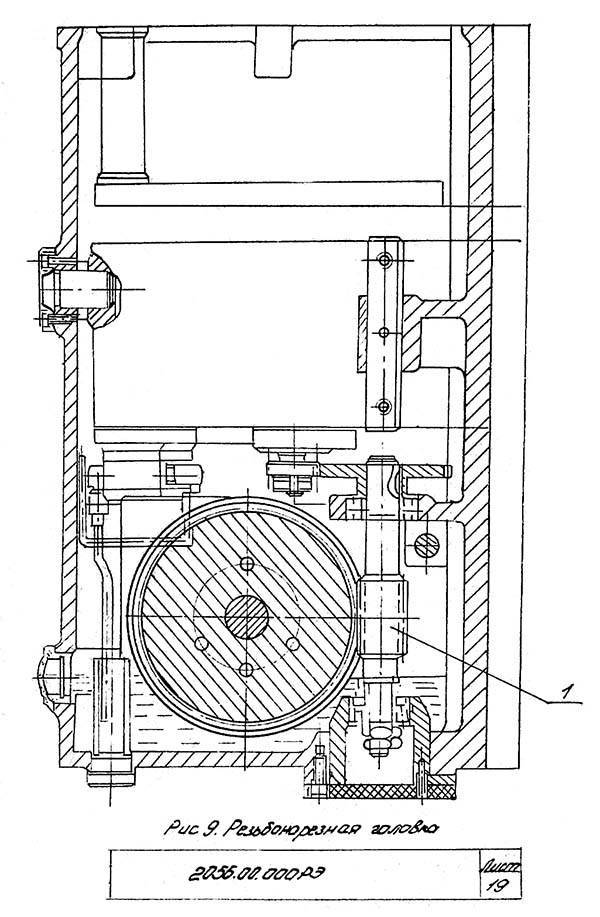
Резьбонарезная головка станка 2056
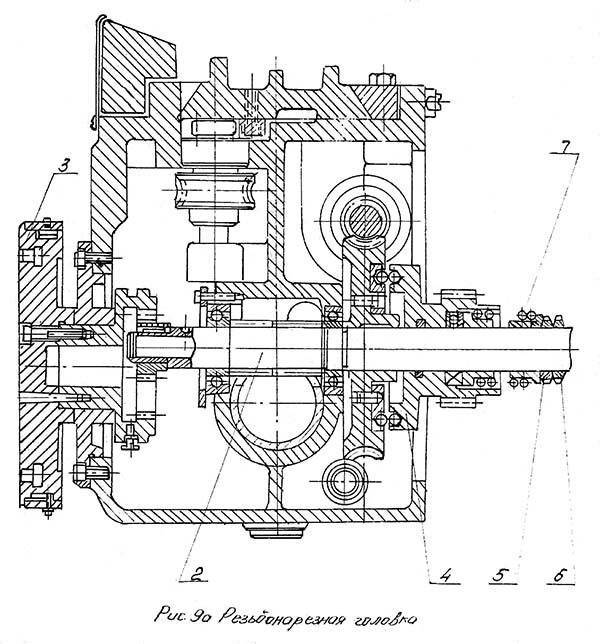
Резьбонарезная головка станка 2056
Шариковая предохранительная муфта в конструкции резьбонарезной головки предотвращает поломку инструмента в случае его осевой перегрузки (нумерация деталей резьбонарезной головки аналогична рис. 73).








При нарезании на станке левых резьб необходимо в гитаре подач дополнительно установить еще одну пару сменных зубчатых колес, которые изменят направление осевого перемещения шпинделя при неизменном направлении его вращения. На станке возможно нарезание метрических резьб с более мелким шагом (0,5—0,8 мм), чем указано в технической характеристике, а также дюймовых и трубных, но для этого необходимо иметь дополнительный комплект сменных зубчатых колес гитары подач.
Вспомогательные установочные вертикальные перемещения стола и резьбонарезной головки производят вручную, соответственно рукояткой 1 через зубчатую коническую и винтовую передачи и рукояткой 3 через червячную и реечную передачи (см. рис. 73).
Особенности изделий
Резьбонарезная головка имеет ряд преимуществ (по сравнению с круглыми плашками). В их числе:
1. Автоматическое разведение гребенок на головке. 2. Быстрый отвод головки без обратного свинчивания. 3. Повышенная производительность. 4. Высокая чистота поверхности и точность работ.
Головки более долговечны, чем плашки, и позволяют точно регулировать размеры резьбы, при необходимости выполнять ее нарезку в 2 прохода.
Предлагаемые головки также отличаются:
• разборной конструкцией; • высокой точностью посадки; • безупречным центрированием труб с помощью длинных направляющих.
2 Виды резьбонарезных станков
Существует множество моделей, условно разделенных на три вида:
Ручные резьбонарезные станки — используются при выполнении небольшого объема работ. За счет небольшого веса и скромных габаритов их можно перевозить и устанавливать непосредственно на месте производимых работ, к примеру, при ремонте или прокладке водопроводных, отопительных, газовых труб.

Процесс нарезки внутренней резьбы на станке
Электрические модели имеют более совершенную конструкцию, большие габариты и, соответственно, вес. Такое оборудование используется на малых и средних производствах для аккуратного и точного нарезания резьбы. Небольшие устройства имеют вес около 60 кг и могут поддаваться транспортировке с объекта на объект. Более мощные модели, весом от 150 до 200 кг уже имеют стационарное место расположения и перемещению не подвергаются.
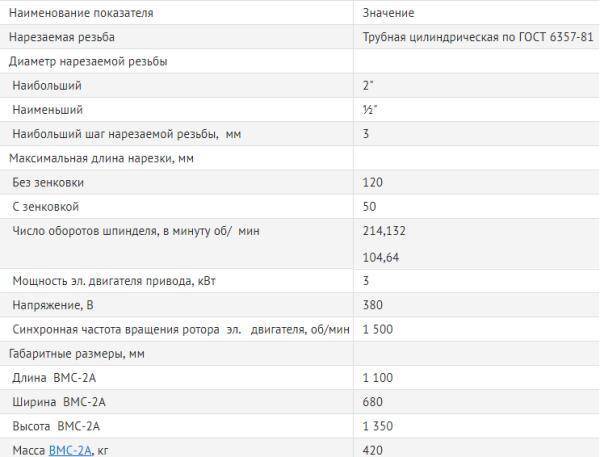
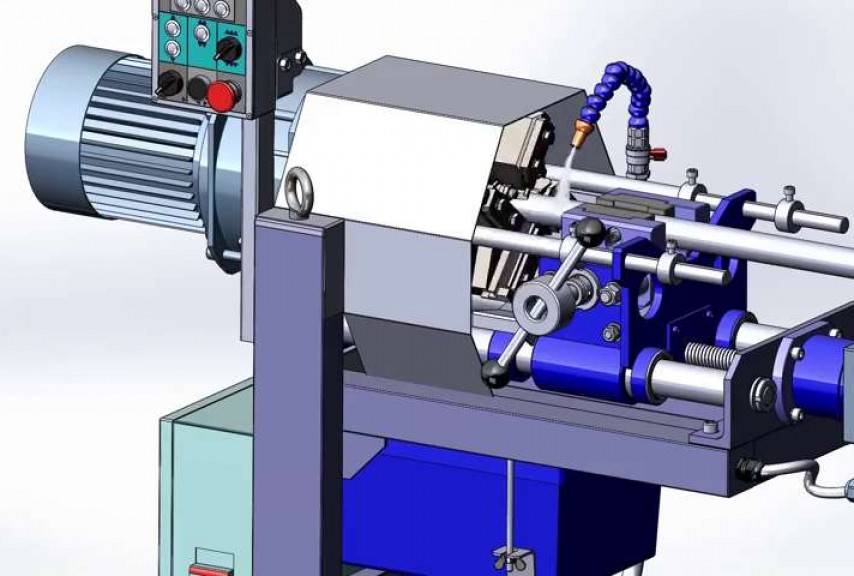
2.1 Станок ВМС-2А
Резьбонарезное устройство ВМС-2А используется для нарезания цилиндрической и метрической резьбы (внутренней и наружной) на трубах, прокате круглого сечения из черного, цветного, нержавеющего металла.
Диаметр труб, с которыми можно работать на ВМС-2А, колеблется от 0,5 до 2,5 дюймов. Нарезаемая резьба на ВМС-2А имеет шаг 3 мм, а длина нарезания 120 мм (без зенкера) и 65 мм (с зенкером).
Частота вращения шпинделя ВМС-2А варьируется и может быть установлена по таким параметрам — 64, 104, 132, 214 оборотов в минуту. Шпиндель имеет отверстие диаметром 45 мм, а резьбонарезная головка — 79 мм.
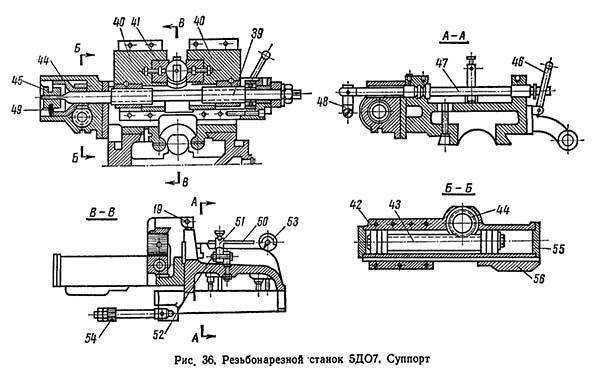
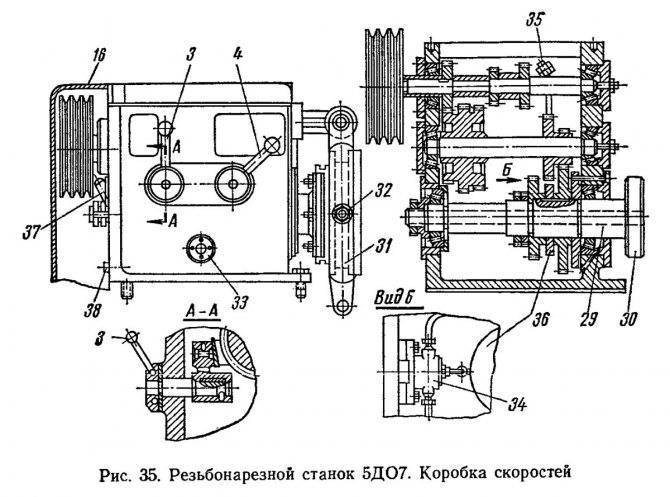
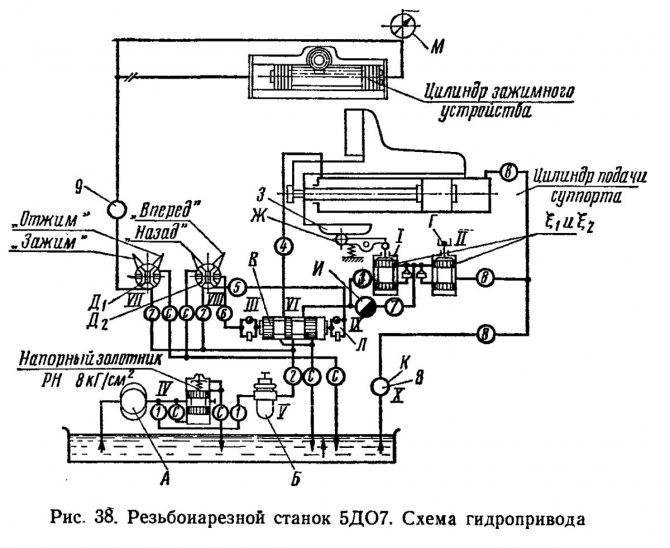
2.2 Резьбонарезной полуавтомат 5Д07
Полуавтомат 5Д07 используется для нарезания наружной (цилиндрической) резьбы на болтах, стержнях, изделиях из труб и др. При этом используется вращающаяся резьбонарезная головка, которая оснащена плоскими гребенками.

Резьбонарезной станок 5Д07
На 5Д07 можно обработать деталь длиной до 150 мм и диаметром до 40 мм. Нарезаемая резьба имеет параметры — М40. Частота вращения шпинделя полуавтомата 5Д07 варьируется от 63 до 355 оборотов в минуту.
2.3 Полуавтомат 5993
Резьбонарезной полуавтомат 5993 используется для нарезания наружной и внутренней цилиндрической резьбы и практически не требует ручной работы. Максимальная длина обрабатываемой на станке 5993 детали составляет 400 мм, максимальный диаметр — 42 мм. Размер нарезаемой резьбы — М42.







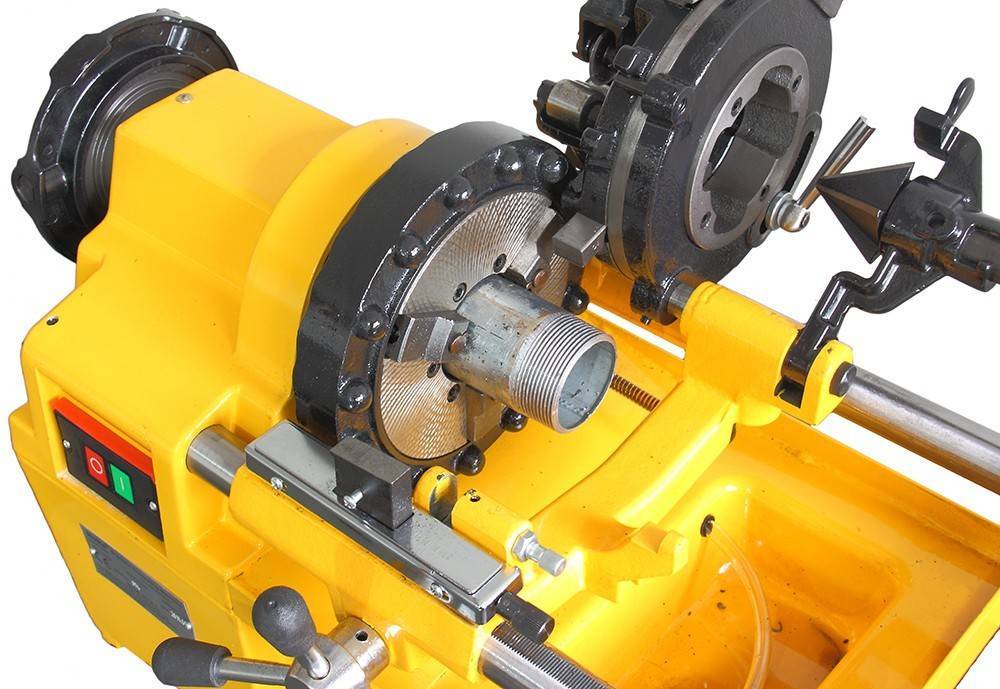
2.4 Станок VIRAX (162120)
VIRAX (162120) идеально подходит для применения на заготовительном участке или небольшой мастерской. Является портативным устройством и может использоваться как настольный, так и расположенный на треноге инструмент.
При помощи VIRAX (162120) можно высокопроизводительно нарезать правые цилиндрические и конические резьбы от ¼» до 2″.
VIRAX (162120) оснащен универсальным однофазным электрическим двигателем мощностью 1,5 кВт, который питается от сети 220 В, 50 Гц. Резьбонарезная головка VIRAX (162120) оснащена автоматической подачей масла из поддона через фильтрационную систему.

Настольный станок для нарезки резьбы Virax до 2-х дюймов
Фиксация труб происходит при помощи механизма ударного типа имеющего три губки, что позволяет надежно закрепить обрабатываемую деталь и качественно выполнить нарезку с минимумом ручной работы.
2.5 Станок KERN
Высокопроизводительный автоматический электрический резьбонарезной станок KERN предназначен для быстрой, точной и качественной нарезки конической и цилиндрической резьбы диаметром ½» — 2″ за один проход.
Используется резьбонарезной станок KERN в проведении монтажных и ремонтных работ труб по поставке воды и тепла. Быстрооткрывающаяся автоматическая резьбонарезная головка позволяет качественно провести нарезку на болтах и трубах диаметром до 2″.
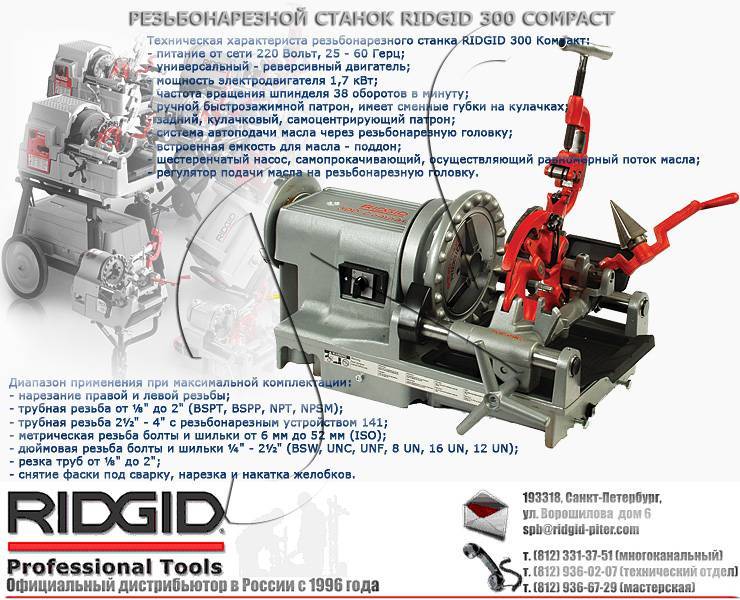
2.6 Резьбонарезной станок RIDGID
Резьбонарезной станок RIDGID позволяет нарезать резьбу на трубах диаметром от 4″ до 6″. Во время нарезания резьбы возможно переключение направления вращения влево или вправо.

Резьбонарезной станок RIDGID 535А
2.7 Сверлильно резьбонарезной станок
Сверлильно резьбонарезной станок, по сути, является обычным устройством для сверления, на которое установлена резьбонарезная головка. Это позволяет избежать ручной нарезки резьбы, так как есть подходящее электрическое устройство.
Для нарезания резьбы рабочий стол сверлильного станка дополнительно оснащается для прочной фиксации детали.
Резьбонарезной станок своими руками — Металлы, оборудование, инструкции
Резьбовые соединения распространены при сборке различных конструкций, так как они надежно фиксируют элементы, позволяют производить неоднократную разборку и сборку частей оборудования. Соединения подобным способом применяются на протяжении длительного времени, но создание качественной резьбы является сложным процессом даже при современных технологиях машиной обработки.
Конструкторами созданы резьбонарезные станки, ручные и работающие от электричества, разработаны токарные и фрезеровальные станки специальной модификации для выполнения функции нарезания резьбы. Такое оборудование имеет особенности работы для выполнения резьбы на множественных формах труб, изготовленных из различных материалов.
Используемое оборудование
Еще в недавнем прошлом использовались специальные агрегаты для точки валов, других деталей, нарезания резьбы, различные параметры получались на полуавтоматах, качество работы постепенно становилось выше, так как разрабатывалась дополнительная оснастка для упрощения процесса. Сегодня методов для выполнения процесса существует множество:
- для изготовления внутренней и наружной резьбы разного профиля разработаны токарно-винторезные станки;
- сконструированы сверлильные станки для работы метчиком, гребенками, накаткой, плашкой, резьбонарезными головками, фрезерованием.
Принято условное разделение оборудования по следующим признакам:
- тип расположения инструмента;
- заготовка или инструмент остается неподвижным во время нарезки;
- степень использования автоматики и ручного труда;
- вид применяемого инструмента.
Характеристики резьбонарезного оборудования
Чтобы агрегат работал с наименьшими потерями и развивал высокую производительность, играют роль следующие показатели:
- Мощность станка для производственных целей должна быть до 2,2 КВт, такие агрегаты используют в поточном производстве больших партий товара. Для кустарного изготовления маленьких партий труб используют станки с минимальным показателем мощности — 750 Вт.
- Частота оборотов шпинделя является показателем, который исходит из показателя мощности, и от него зависит скорость работы. Диапазон показателей колеблется в пределах от 28 до 520 вращений в минуту. У профессионального оборудования предусмотрено, как минимум три скорости, которые могут переключаться при необходимости. Для небольших мастерских приобретают маломощные станки со скоростью вращения шпинделя 28 оборотов за минуту.
- Диапазон размера деталей, с которыми работает агрегат и разброс возможной протяженности резьбы. Такой параметр определяет тип заготовок, например, для нарезки на болтах подойдет размерность 3−16 мм или 8−24 мм. Промышленная обработка труб большого диаметра отличается другими показателями.
- Вес станка определяет, является агрегат переносным или стационарным. Минимальный вес устройства для резьбового нанесения имеет вес 50 кг, он легко переносится или перевозится.
Дополнительные параметры
В каждом станке конструкторами заложены удобные дополнительные функции, в зависимости от них резьбонарезное оборудование делится на типы:
- Простые устройства, предназначенные только для операции резьбования, остальная работа (перемещение труб, установка упора, фиксация и другие) выполняется работником. Эти станки размещает мастер в небольшом помещении для разовых работ по ремонту авто и разных слесарных работ.
- Автоматическое оборудование позволяет свести работу к установке заготовки и включению кнопки пуска. Такие агрегаты совмещают основную функцию с дополнительным сверлением отверстий, которые могут иметь диапазон диаметров от 2,5 до 30 мм.
Исполнительный инструмент может располагаться в станке вертикально или горизонтально. В первом случае, который встречается наиболее часто, нарезание происходит с помощью метчика. Горизонтальное расположение режущего инструмента используется для создания резьбового соединения на газопроводных и водопроводных трубах.








Для наружной резьбы применяются плашки, винторезные головки, резьбовые резцы. Внутренняя резьба нарезается метчиками и специализированными резцами. Крупные производственные цеха используют вихревые головки для создания деталей в виде одноразовых и многоразовых винтов. С помощью современного оборудования создают типы резьбы:
- метрическую или дюймовую на трубах;
- коническую и цилиндрическую;
- трапецевидную.
С помощью дополнительных приспособлений задают несколько типов нарезки, варьируют разные формы, выбирают шаг и наклон резьбовых витков. В станках предусмотрена для этого возможность смены рабочего исполнительного инструмента. В некоторых агрегатах ставят самоцентрирующиеся резцы с острозаточенными роликами для резки труб в требуемый размер. Для их изготовления берут специально закаленные высокопрочные стали для длительной работы.
Нарезание резьбы на токарных станках
Нарезание резьбы — обширная тема в металлообработке с использованием токарных станков. Эта технология применяется больше чем в 40% работ. От качества резьб зависит прочность соединения разъёмных элементов конструкций или механизмов. Подробнее об этом в статье.
Методы получения резьб
Резьбовые соединения используются в машиностроении и строительстве. Применение метизов с резьбой позволяет соединять детали механизмов и конструктивные элементы при строительстве посредством использования болтов, гаек, винтов, шпилек. Изделия с резьбой предназначены и для передачи усилий или движения в механизмах типа домкрат, редуктор, пресс, станок.
Домкраты и ходовые винты изготавливают с трапецеидальной резьбой.
Существуют следующие способы изготовления резьб:
- вручную (метчиком или плашкой);
- на станках: токарно-винторезном (мод. 16К20);
- резьбонакатных с применением роликов и плоских плашек;
- фрезерных (мод. РТС 161Ф4) для получения резьб с большой величиной шага;
- шлифовальных с использованием кругов с заданным профилем для изготовления мелких и точных резьб;
- винторезных (мод. 1622);
- для нарезки резьб на гайках (мод. 2064);
- обеспечивающих вихревое нарезание резьб с использованием многорезцовых головок.
Вихревое резание обеспечивается 4 резцами, расположенными во вращающейся головке, от своего двигателя. Это приспособление закрепляют на суппорте токарного станка. За счёт поочередного врезания резцов обеспечивается высокая скорость обработки, так как резцы нагреваются незначительно. Этим же обеспечивается меньшая шероховатость получаемой резьбовой поверхности и повышенная точность профиля.
Резьба — это винтовая линия, образуемая на поверхности тела вращения вершиной выступа определенной формы. Расстояние между близлежащими выступами равно шагу резьбы. Форма выступа зависит от её вида. Между двумя соседствующими выступами находится впадина.

Виды резьбовых признаков:
- Направление винтовой линии:
- правая (подъём её происходит слева направо, а завинчивание болта осуществляют по движению часовой стрелки);
- левая (завинчивание происходит против движения часовой стрелки).
- Формы выступа в виде:
- треугольника,
- трапеции,
- неравнобочной трапеции,
- прямоугольника,
- полукруга.
- Внешней поверхности детали (цилиндрической или конусной).
- Расположения на детали (внутренней или наружной).
- Число заходов (один, два, три);
- Назначение (крепежная и ходовая).
Резьбу подразделяют на виды:
- с углом профиля: 60⁰ (метрическая, коническая дюймовая);
- 55⁰ (трубная цилиндрическая, трубная коническая);
упорную;
круглую;
трапецеидальной формы (угол 30⁰).
Трапецеидальной резьбе присуща большая прочность, чем прямоугольной, при меньшей трудоемкости изготовления. Назначение трапецеидальной резьбы — преобразование вращательного движения в поступательное.
Электрическое оборудование
 Электрический резьбонарезной инструмент для труб отличается эргономичностью и производительностью. Электрический клупп высокого качества изготовляют в США, в Китае, Германии и наши отечественные производители. Данная линейка товаров заслужила одобрение от профессиональных мастеров, и отличается лояльными ценами и удобными вариантами покупки.
Электрический резьбонарезной инструмент для труб отличается эргономичностью и производительностью. Электрический клупп высокого качества изготовляют в США, в Китае, Германии и наши отечественные производители. Данная линейка товаров заслужила одобрение от профессиональных мастеров, и отличается лояльными ценами и удобными вариантами покупки.
При невысоком уровне потребления, этими механизмами демонстрируется высокий показатель редукторной передачи. Производители приложили максимум усилий, чтобы действия с этим видом техники были комфортными и давали высокую продуктивность.
Видео
Что такое клупп.
 Watch this video on YouTube
Watch this video on YouTube
Электрические варианты считают компромиссом среди ручных машин и станков для аналогичной работы. Хотя профессионалы говорят, что мастера обязаны иметь при себе и ручные и электрические агрегаты, ведь никто не знает, какой «сюрприз» может ждать по приезде на объект. Это может быть отсутствие электричества, труднодоступные места на магистрали, и многое другое.










Технология работы данных инструментов следующая.
- Главный рабочий орган – это гребенки выполняющие резьбу. Они выполняются из высококачественной инструментальной стали, которая гарантирует легкую нарезку на стальных трубопрокатных материалах. Приступая к процессу, нужно головку с резцами укрепить в углубление с восемью углами на силовом приводе.
- Труба затягивается держателем и направляется в головку, выполняющую резку. Вместе с этим следует сделать фиксацию стопора на струбцине.
- Область, где происходит взаимодействие гребенок и трубы, обрабатывают охлаждающей смазкой.
- Запускают машину посредством выключателя.
- После чего агрегат прижимается к отделочному изделию. Выполнив несколько оборотов, головка плотно зайдет в материал изделия.
- После этого электрический клупп может работать без усилий со стороны оператора. Человеку необходимо будет только в нужное время остановить процесс.
Видео
Нарезание трубной конической резьбы. ROTHENBERGER.
 Watch this video on YouTube
Watch this video on YouTube
Такие агрегаты не требуют особого ухода, нужно только периодически менять затупившиеся резцы на рабочих головках.
Отправьте файл с ревизитами и укажите на что выставить счет.
ПРЕДВАРИТЕЛЬНАЯ ЗАЯВКА НА ПАСПОРТ СТАНКА
Отправьте заявку, в ответе мы укажем наличие, цену и другую важную информацию.
Время ответа обычно занимает от 20 минут до 3 часов.
ОБРАТНАЯ СВЯЗЬ
Отправьте нам свой вопрос и мы ответим на ваш адрес эл.почты в ближайшие часы.
Мы будем рады любому вашему вопросу. А так же ждем от вас жалоб, поощрений и предложений.
КОНТАКТЫ
Мы ждем ваших звонок с понедельника по субботу с 09-00 до 20-00
А эл.почту и заявки с сайта круглосуточно!
Подробнее на странице «Контакты»
ПОИСК ТЕХПАСПОРТА
Поиск необходимого паспорта на станок или оборудование по нашей базе данных.
Введите модель станка или оборудования на который вы ищите паспорт.
Наша база данных постоянно пополняется и содержит уже более 12 000 моделей паспортов, однако если вы не сможете найти необходимую вам документацию, сделайте заявку и мы сами постараемся найти нужный паспорт на станок или оборудование.





